Технология ремонта тепловозов — Ремонт тяговых электродвигателей
Содержание материала
Профилактический осмотр и ремонты М3 и М4 предусматривают обдувку, осмотр снаружи и внутри тяговых электродвигателей и пружинной подвески, а также добавление смазки в моторно-осевые подшипники через отверстие крышки шапки. Уровень в масляном резервуаре поддерживают 60—90 мм. Воду из резервуара удаляют насосом. При М3 и М4 измеряют зазоры у моторно-осевых подшипников. Кроме того, при М4 снимают кожуха зубчатых передач для осмотра и смены смазки. Производят ревизию подбивки моторно-осевых подшипников и измеряют продольные разбеги остовов тяговых электродвигателей на колесных парах.
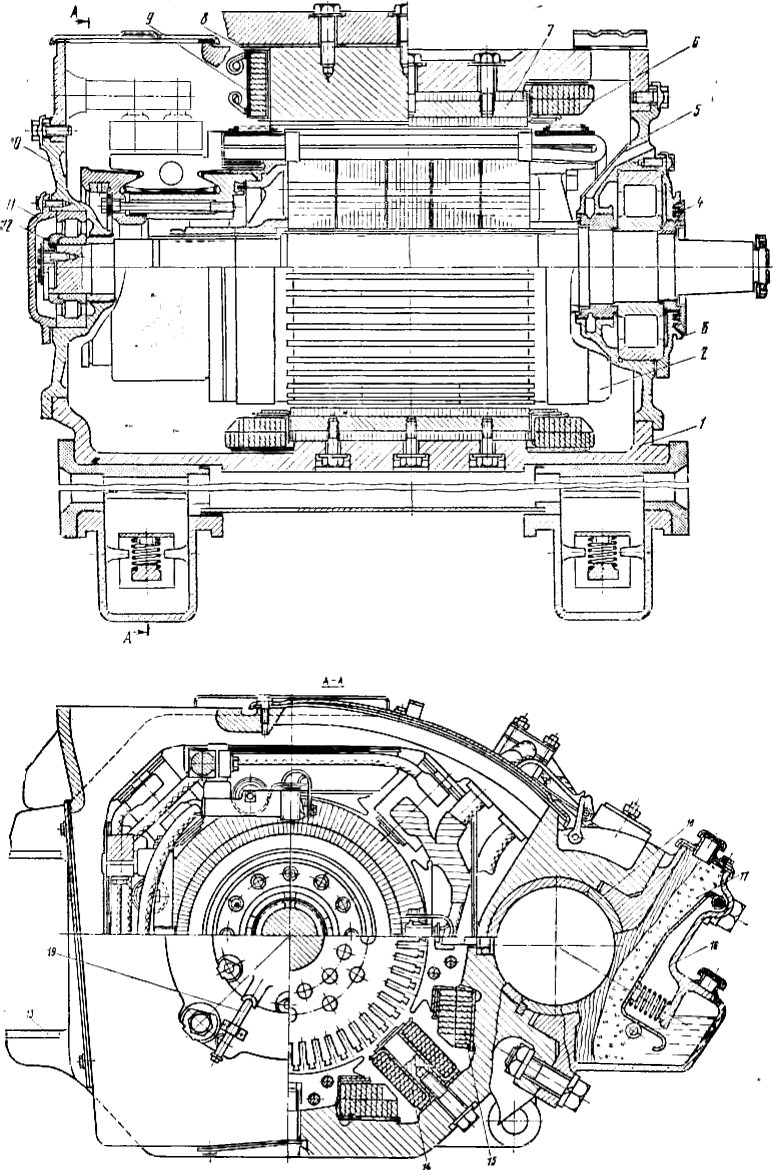
Рис. 154. Тяговый электродвигатель ЭДТ-200Б:
1 — остов; 2— якорь; 3 — лабиринтное кольцо; 4— крышка; 5 и 10 — подшипниковые щиты; 6— электроизоляционная замазка; 7 — сердечник главного полюса; 8 — покровная изоляция; 9 — корпусная изоляция; 11 — крышка подшипника; 12 — упорное кольцо; 13 — пластина носика; 14 — дополнительный полюс; 15 главный полюс; 16 — шапка моторно-осевого подшипника; 17 — подбивка; 18 — вкладыши моторно-осевого подшипника; 19 — трубка для смазки
Во время М5 все тяговые электродвигатели вместе с тележками и колесными парами выкатывают из-под тепловоза, разбирают, ремонтируют и испытывают по характеристике подъемочного ремонта.
Тяговые электродвигатели проходят два вида заводского ремонта. Ремонт I объема выполняется на заводах и в депо при пробеге, равном норме пробега тепловозов между заводскими ремонтами. Заводской ремонт II объема выполняется только на заводах через один заводской I объема. На заводе тяговые электродвигатели разбирают полностью, пропитывают якорь и компаундируют катушки.
У тяговых электродвигателей возможны следующие неисправности обрыв бандажей, распайка петушков, разрушение изоляции обмотки якоря, влекущее за собой замыкание на корпус, обрыв болтов и выводов у главных и дополнительных полюсов, разрушение подшипников якоря и ослабление заклепок сепараторов, деформация остова, нагрев моторно-осевых подшипников, излом и износ зубьев редуктора.
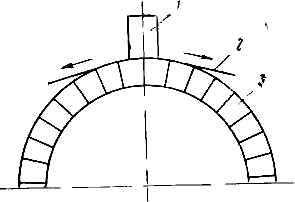
Рис. 155. Расположение стеклянной шкурки для притирки щеток по коллектору:
1 — щетка; 2 — стеклянная шкурка; 3 — коллектор
Осмотр тяговых электродвигателей.
Конструкция тяговых электродвигателей (рис. 154) всех серий тепловозов в основном аналогична конструкции электродвигателей ЭДТ-200Б, установленных на тепловозах ТЭ3 и ТЭМ1.
При осмотре электродвигателей внутренние стенки остова в доступных местах протирают чистой безворсовой салфеткой, которую рекомендуется смочить авиационным бензином; вместе с пылью удаляют масло, попавшее внутрь остова.
Осматривая якорь, в первую очередь обращают внимание на состояние коллектора и щеточного аппарата. Признаком нормальной работы и хорошей коммутации является коричневый и темно-коричневый цвет коллекторных пластин (цвет оксидной пленки, образовавшейся на его поверхности).
Случайные забоины или брызги металла от переброса или кругового огня могут быть зачищены стеклянной шкуркой на полотне СМВ 40-5А (ГОСТ 5009—62) или личным напильником с продорожкой рядом находящихся пластин. При этом следует помнить, что местная зачистка коллектора искажает его цилиндрическую поверхность, поэтому к такому способу устранения местных неровностей на коллекторе следует прибегать в исключительных случаях (рис. 155). Поверхность щеток должна быть гладкой, без следов выщербин, отколов и трещин. Сами щетки должны свободно перемещаться в обоймах щеткодержателей. Предварительная притирка щеток осуществляется на барабане с диаметром, соответствующим диаметру коллектора.
Изоляцию обмоток катушек и якоря проверяют мегомметром. Осмотром устанавливают чистоту поверхности, а также отсутствие поврежденных, потемневших или обуглившихся мест, а также ослабления бандажей.
Через 25—30 тыс. км добавляют смазку в подшипники.
Так, у двигателей ЭДТ-200Б со стороны шестерен добавляют 200—250 г, у двигателей ЭД-107 90—110 г, а со стороны коллектора — 50—70 г. Смазка должна быть одной марки 1ЛЗ (ГОСТ 12811—67). Следует помнить, что при недостаточной или избыточной смазке (полном заполнении полости) подшипник перегревается. Излишняя смазка будет выдавливаться через лабиринтовое уплотнение и попадать внутрь остова, на коллектор, на миканитовый конус и т. д., что может привести к порче изоляции и даже к аварии тягового электродвигателя. На тепловозах ТЭП60, ТЭ10 электродвигатели заправляют смазкой ЦИАТИМ- 203 (ГОСТ 8773—63). Нельзя смешивать две различные смазки в подшипнике, так как смесь теряет свои смазывающие свойства, разжижается и вытекает.
При осмотре подвешивания тяговых электродвигателей проверяют состояние пружин и сменных пластин у носика остова; ослабшие пластины приваривают.
У ведомых и ведущих шестерен при вскрытии кожухов проверяют состояние зубьев. Нижние половины кожухов очищают от старой смазки и закладывают осерненную смазку (ТУ32-ЦТ 006—68 — летняя и зимняя) по 0,9—1,3 кг на кожух. На профилактическом осмотре добавляют 0,5—0,7 кг смазки на редуктор
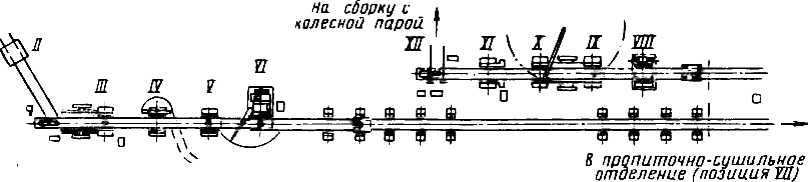
Рис. 156. Поточная линия разборки, сборки и ремонта тяговых электродвигателей:
1 — мойка в моечной машине (на рис. не показано); II—XII — ремонтные позиции
Разборка тяговых электродвигателей.
В депо и на заводах электродвигатели разбирают и собирают на поточных линиях различного типа. Поточная линия, разработанная ПКБ ЦТ (проект А880) применительно к депо Жмеринка и рассчитанная на ремонт 2 000 тяговых электродвигателей в год представлена на рис. 156. Всего предусмотрено 12 позиций. I позиция — мойка в моечной машине наружной поверхности электродвигателя с одновременной подсушкой обмотки нагретым воздухом, подаваемым внутрь электродвигателя (на рис. 155 не показана).
- позиция — определение объема ремонта и подготовка к разборке. На II позиции установлены: колонки для подсоединения проводов при испытании электродвигателя на холостом ходу, гидравлический пресс для снятия шестерен, виброграф для определения степени балансировки якоря, кроме того, имеется гайковерт, шкаф для комплекта измерительного инструмента и пульт управления.
- позиция — разборка тягового электродвигателя. На этой позиции нагревают индукционным нагревателем лабиринтовое кольцо, которое затем снимают, используя приспособление в виде стакана с нарезанным концом. Болты, крепящие подшипниковые щиты, отвертывают гайковертом типа 312-01, подвешенным на укосине. Якорь вынимают из остова в горизонтальном положении. На IV позиции остов обдувают сжатым воздухом в камере, снабженной вытяжной вентиляцией. V позиция — ремонт остова. На позиции имеется комплект ручного инструмента. Ремонт остова продолжается и на VI позиции. Она снабжена кантователем типа А952.01СД. Рельсовым путем самоходной тележки эта позиция связана с пропиточно-сушильным отделением (позиция VII).
Позиция VIII служит для испытания на пробой при помощи установки А540 как остовов, так и якорей. На позициях IX и X собирают остовы с якорями. На XI позиции электродвигатель испытывают на холостом ходу и на максимальное число оборотов. Здесь имеется подвод сжатого воздуха для продувки полости электродвигателя после притирки щеток. На последней XII позиции ставят лабиринтовое кольцо и шестерню, предварительно нагретые индукционными нагревателями. Нагрев лабиринтового кольца и колец роликовых подшипников производят индукционным нагревателем демагнитизатором типа А621. Заливают компаундной массой полюсные болты. Якори ремонтируют также на поточных линиях, располагающихся параллельно конвейерным линиям разборки и сборки остовов.
Осмотр и ремонт подшипников.
Подшипники, снятые с тягового электродвигателя индукционным нагревателем типа ПР 1548, промывают в моечной машине (см. § 6).
У признанных годными по внешнему осмотру подшипников в собранном состоянии проверяют величину диаметрального зазора в приспособлении типа КИ146 (рис. 157). Подшипник зажимают между плитой 1 и конусной шайбой 2. Перемещая наружное кольцо подшипника в радиальном направлении при помощи индикатора 4, определяют зазор.

Рис. 157. Приспособление для проверки диаметрального зазора подшипника:
1 — плита; 2— конусная шайба; 3— стойка; 4 — индикатор
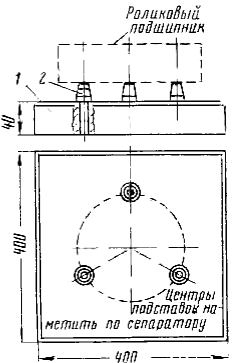
Рис. 158. Приспособление для переклепки заклепок сепараторов роликовых подшипников
У подшипников проверяют величину зазора между сепаратором и бортом наружного кольца —«зазор плавания». Величина его, проверяемая в нижней части поставленного в рабочее положение подшипника, должна быть 0,5—2 мм у подшипника с заклепочным и 0,7—1,2 мм с беззаклепочным сепараторами. В противном случае подшипник бракуют.
При подборе подшипников учитывают уменьшение зазора вследствие посадки подшипника с натягом на вал и возможном натяге в подшипниковом щите. Диаметральный зазор у насаженного на вал подшипника должен быть не менее 0,05—0,08 мм, что зависит от типа подшипника, и действительная его величина К с достаточной для практики точностью определяется из уравнения  где К0 — величина диаметрального зазора подшипника в свободном состоянии;
где К0 — величина диаметрального зазора подшипника в свободном состоянии;
а1 — величина натяга при посадке наружного кольца в подшипниковый щит;
а2— величина натяга при посадке внутреннего кольца на вал якоря.
Лопнувшие и ослабшие заклепки сепараторов заменяют, используя для переклепки стальную плиту / (рис. 158) с вставленным в нее комплектом, подставки 2 для головок заклепок. Новые подшипники заказывают по специальным техническим условиям для железнодорожного транспорта (ТУ 3402-Ж-61).
Источник
К вопросу о совершенствовании технологии ремонта тяговых электродвигателей локомотивов
Рубрика: Технические науки
Статья просмотрена: 3315 раз
Библиографическое описание:
Долгова, А. В. К вопросу о совершенствовании технологии ремонта тяговых электродвигателей локомотивов / А. В. Долгова, П. К. Шкодун. — Текст : непосредственный // Молодой ученый. — 2010. — № 1-2 (13). — Т. 1. — С. 51-54. — URL: https://moluch.ru/archive/13/1064/ (дата обращения: 06.07.2021).

Подвижной состав железных дорог России эксплуатируется в различных климатических зонах и подвержен комплексному воздействию тепловых, электрических, механических и климатических факторов. Тяговые машины относятся к наиболее нагруженному оборудованию электроподвижного состава. Работа тягового электродвигателя (ТЭД) при значительных перепадах температур приводит к ускорению старения изоляции, изменению характеристик смазочных материалов, нарушению монолитности коллектора. Эксплуатация в условиях низких температур приводит к повышению динамического воздействия на электродвигатель со стороны пути, следовательно, и к увеличению числа отказов [1, с. 10]. На сегодняшний день актуальной остается задача совершенствования технологии ремонта ТЭД, которая обеспечивала бы сохранение и восстановление параметров, устанавливаемых техническими условиями на работу ТЭД.
Статистические данные по отказам узлов электроподвижного состава за период с января 2007 г. по август 2009 г. свидетельствуют о том, что на долю тяговых двигателей приходится 20-25% от общего числа отказов. На рис. 1 и 2 приведены диаграммы неисправностей ТЭД локомотивов.
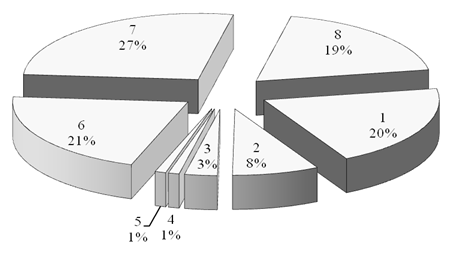
1 – попадание смазки; 2 – повреждение якорных подшипников; 3 – перебросы, оплавления, подгары, затяжка ламелей коллектора; 4 – задир коллектора; 5 – биение поверхности коллектора; 6 – выплавление припоя из петушков коллектора; 7 – пробой и межвитковые замыкания обмотки якоря; 8 – прочие неисправности
Рис. 1 – Диаграмма неисправностей тяговых электродвигателей электровозов
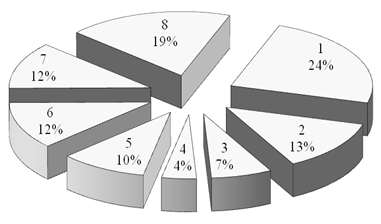
1 – пробой изоляции и межвитковые замыкания якоря; 2 – выплавление припоя из петушков коллектора; 3 – попадание смазки в остов; 4 – биение коллектора; 5 – повреждение якорных подшипников; 6 – низкая изоляция обмоток; 7 – пробой изоляции и межвитковые замыкания главных и дополнительных полюсов; 8 – прочие неисправности
Рис. 2 – Диаграмма неисправностей тяговых электродвигателей тепловозов
Проанализировав их, можно сделать вывод о том, что причины неисправностей ТЭД электровозов и тепловозов одинаковы по своей природе.
Одной из основных причин выхода тягового электродвигателя электровозов из строя является выброс смазки из подшипниковых камер внутрь двигателя и попадание последней на коллектор, что ухудшает параметры функционирования ТЭД. Выброс смазки приводит к отказу тягового электродвигателя электровозов в 27% случаев, тепловозов – в 7% случаев за период 2007-2008 г. Данная неисправность возникает из-за больших зазоров в лабиринтных уплотнениях, перепрессовки смазки, засорения вентиляционных каналов сердечника якоря. Другой распространенной причиной, приводящей к выходу ТЭД из строя в 21% случаев для электровозов и в 10% случаев для тепловозов, является повреждение якорных подшипников. Как правило, причинами этих отказов является превышение допустимой температуры нагрева подшипников, их загрязнение при сборке или наличие загрязненной смазки, ее избытка, износ или разрушение деталей подшипника ввиду установки последнего с перекосом, малого радиального зазора, наличие трения в уплотнениях подшипников [2, с. 356].
Распространенной причиной неисправности ТЭД являются пробой изоляции и межвитковое замыкание обмотки якоря, на долю которых приходится около 20% и 24% от общего числа отказов для электровозов и тепловозов соответственно. Следует отметить, что за рассматриваемый период количество пробоев изоляции и межвитковых замыканий (МВЗ) обмотки якоря ТЭД электровозов с пробегом до 400 тыс. км после последнего капитального ремонта уменьшается, а при пробеге 400 тыс. км и более – возрастает. Состояние изоляции во многом определяется климатическими условиями, в которых работает двигатель. Работа в условиях влажности и резких перепадов температур (особенно в зимний период) приводит к ухудшению объемного и поверхностного сопротивления изоляции и увеличению вероятности пробоя [1, с. 10]. Попадание металлических стружек под катушки главных и дополнительных полюсов при сборке остова и под обмотку якоря в процессе ремонта, механическое повреждение обмотки при сборке и разборке машины, ослабление крепления межкатушечных соединений и повреждение их изоляции может впоследствии явиться причиной ее пробоя. Существующий технологический процесс ремонта ТЭД в объеме ТР-3 предусматривает измерение сопротивления изоляции обмоток относительно корпуса машины и между обмотками, испытания изоляции на электрическую прочность относительно корпуса машины и между обмотками, проверку обмотки якоря на МВЗ, обрыв витков и качество пайки петушков коллектора методом падения напряжения с использованием милливольтметра, а также путем визуальной оценки [3, с. 18, 24].
Якорь является наиболее ответственным в эксплуатации узлом ТЭД. Состояние коллекторно-щеточного узла в значительной степени определяет качество работы электродвигателя. Биение рабочей поверхности коллектора и заволакивание медью межламельного пространства является одной из причин значительного искрения под щетками и появления круговых огней, что может привести к отказу ТЭД и, как следствие, к неплановому ремонту. Повышенное биение поверхности коллектора приводит к отказу ТЭД электровозов в 3% всех случаев, а ТЭД тепловозов в 4%. Для определения диаметра коллектора в условиях локомотивного депо используют скобу измерительную СИК–600–750. Величина биения в условиях локомотивного депо, согласно технологической документации, не определяется при помощи измерительных инструментов. Устранение биения по поверхности коллектора производится механической обработкой, при этом точность формы определяется жесткостью и точностью технологической системы станок – приспособление – инструмент – деталь (СПИД) и состоянием сопрягаемых узлов. Согласно статистическим данным, число отказов по причине повышенного биения поверхности коллектора в разные годы немонотонно возрастает с увеличением пробега от последнего капитального или среднего ремонта (рис. 3). Резкое возрастание числа отказов при пробеге 600 тысяч км в 2008 году свидетельствует о неудовлетворительном качестве ремонта. Дальнейшее снижение числа отказов может обуславливаться более качественным ремонтом, улучшением существующей технологии.
Задир коллектора как причина отказа встречается довольно редко и составляет около 1% от всех неисправностей тягового электродвигателя.
Заволакивание медью межламельного пространства коллектора приводит к отказу тяговой машины также в 1% всех случаев. Причинами возникновения этой неисправности является попадание стружки при ремонте, изменение свойств поверхностного слоя коллектора при интенсивном искрении щеток и перенос продуктов износа щеткой в межламельное пространство, повышенное биение поверхности коллектора. Технологический процесс, устраняющий выше перечисленные неисправности, заключается в механической обработке коллектора и его продорожке. В условиях локомотивного депо не предусматривается упрочнение поверхностного слоя коллектора.
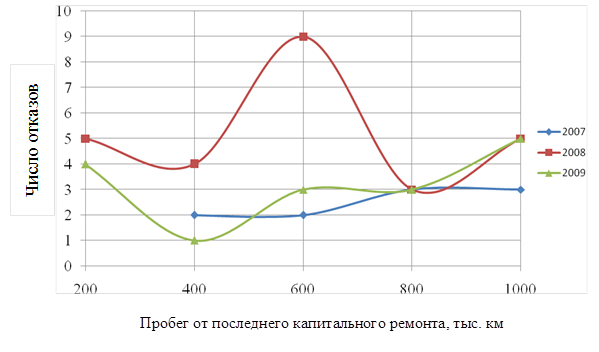
Рис. 3 – Зависимость числа отказов по причине повышенного биения поверхности коллектора от пробега
Проблема повышенного биения рабочей поверхности коллектора и заволакивания медью межламельного пространства является актуальной при эксплуатации тяговых машин. Возможные пути решения данного вопроса заключаются в установлении интервала твердости щеток и меди коллектора, инструментальном определении величины биения поверхности коллектора и обоснование величины припуска на механическую обработку, контроле положения установки щеток и профиля коллектора после обточки и шлифовки, а также расположения якоря после установки в подшипники; использование более жесткой и точной системы СПИД при обработке коллектора.
Выплавление припоя из петушков коллектора приводит к отказу ТЭД электровозов в 8% случаев, тепловозов – в 13% и обуславливается перегрузкой якоря током при работе либо плохим качеством пайки. Пайка петушков коллектора производится контактным способом на установке для контактной пайки коллекторов, качество пайки проверяется методом падения напряжения. В настоящее время предпринимаются попытки бесконтактного контроля якорей для выявления зон локального перегрева в местах соединения выводов якорной обмотки с коллекторными «петушками», что является следствием неудовлетворительного качества пайки контактных соединений [4, с. 4 – 7].
В период жизненного цикла ТЭД происходит изменение технических параметров его узлов и деталей, в первую очередь под воздействием старения и износа, причем ухудшение технических параметров ТЭД приводит к увеличению числа неплановых ремонтов. В процессе ремонта должна решаться задача не только восстановления работоспособности системы, но и прогнозирования ее остаточного ресурса. Диагностирование ТЭД до и после ремонта позволит определять узлы, наиболее подверженные выходу из строя, их остаточный ресурс и производить ремонт по техническому состоянию. Существующий технологический процесс в условиях локомотивного депо направлен на установление факта отказа и устранение неисправности. Оценка технического состояния элементов ТЭД в ряде случаев производится визуально, причем такой контроль не позволяет объективно оценивать состояние электрического оборудования, поскольку определяется квалификацией исполнителя. Технологический процесс ремонта должен быть направлен не только на устранение существующей неисправности, но и построен таким образом, чтобы предотвратить возникновение отказа в будущем. На сегодняшний день некоторые причины отказов ТЭД закладываются в процессе технического обслуживания и ремонта, другие – обусловлены эксплуатацией. Отсюда возникает необходимость не только в проведении диагностирования ТЭД, но и в оценке качества ремонта, производимого в условиях локомотивного депо.
Произведенный анализ свидетельствует о важности диагностирования в технологическом процессе ремонта и определении остаточного ресурса ТЭД на этапе входного контроля. Наличие аппаратных средств диагностирования позволит более достоверно оценивать параметры электродвигателя там, где в настоящее время используется визуальный контроль. Сотрудниками ОмГУПСа предложена методика для оценки эффективности функционирования системы технического диагностирования узлов и деталей тепловозов, учитывающая взаимосвязь параметров системы ремонта, параметров надежности работы диагностируемых узлов и технико-экономические характеристики применяемых диагностических средств и методов [5, с. 5 – 6]. Однако данная методика не связывает диагностирование с технологическим процессом ремонта и не учитывает оценку качества произведенного ремонта. Таким образом, на завершающем этапе технологического процесса необходимо комплексно оценивать качество произведенного ремонта и делать заключение о величине остаточного ресурса тягового электродвигателя.
1. Тяговые электрические двигатели электровозов / В.И. Бочаров, В.И. Захаров, Л.Ф. Коломейцев, Г.И. Колпахчьян, М.А. Комаровский, В.Г. Наймушин, В.И. Седов, И.И. Талья, В.Г. Щербаков, В.П. Янов; Под ред. В.Г. Щербакова. – Новочеркасск: Агентство Наутилус, 1998. – 672 с., ил.
2. Электровозы ВЛ10 и ВЛ10 у . Руководство по эксплуатации / Под ред. О.А. Кикнадзе. – М.: Транспорт, 1981. – 519 с.
3. Технологическая инструкция на деповский ремонт ТЭД типа ТЛ-2К.
4. Фоменко В.К. Разработка технологии тепловизионного контроля технического состояния якорей тяговых электродвигателей локомотивов / В.К. Фоменко // Автореф. дисс. на соискание ученой степени кандидата техн. наук / Омск, 2009 с. 4 – 7.
5. Овчаренко С. М. Повышение эффективности системы диагностирования тепловозов / С.М. Овчаренко // Автореф. дисс. на соискание ученой степени доктора техн. наук / Омск, 2007 с. 5 – 6.
Источник