Pereosnastka.ru
Обработка дерева и металла
Ремонт упругой пальцевой муфты
У пальцевой муфты изнашиваются отверстия полумуфты, в которые входят кольца, а также сами кольца, которые начинают проворачиваться на пальцах. Иногда ослабляются и начинают проворачиваться пальцы, что приводит к износу посадочных мест под пальцы и самих пальцев в полумуфте.
Упругие пальцевые муфты ремонтируются так: растачивают посадочные отверстия для пальцев в полумуфте и отверстия для колец в полумуфте, а затем изготовляют новые пальцы и кольца. Наружный диаметр новых колец должен в точности отвечать диаметру расточенных отверстий в полумуфте. Кроме того, при расточке необходимо обеспечить совпадение центров отверстий под пальцы в обеих полумуфтах. Нарушенную посадку муфты на валу восстанавливают запрессовкой втулки в ее ступицу. Если изношены и другие поверхности муфты, ее заменяют новой.
Ремонт крестовых муфт
У крестовых муфт изнашиваются пазы полумуфт, а также выступы детали. Пазы исправляют фрезерованием, так что их размеры несколько увеличиваются. Промежуточную деталь, как правило,заменяют новой, причем выступы на торцах новой детали должны соответствовать увеличившимся размерам пазов во фланцах.
Детали изготовляют из низкоуглеродистых сталей, которые подвергают цементации и последующей термообработке до твердости HRC45—55. Промежуточную деталь в малонагруженных муфтах изготовляют из текстолита или древеснослоистых пластиков.
Ремонт конусных фрикционных муфт
У этих муфт износ наблюдается в сопряжении конических поверхностей полумуфт, причем он достигает такой величины, что торцы и начинают соприкасаться. В результате достаточного сцепления обеих частей муфты не получается.
Простейший ремонт конических полумуфт фрикциона заключается в зачистке наждачной шкуркой конических поверхностей и в обточке торцов и с целью создать зазор для осевого перемещения полумуфты. В более сложных случаях растачивают коническую часть полу-муфты, а после этого запрессовывают в нее компенсирующее кольцо. Чтобы кольцо не проворачивалось, его закрепляют штифтом. В некоторых случаях стачивают коническую поверхность полумуфты и насаживают компенсирующее колесо.
При ремонте конусных фрикционных муфт рекомендуется устанавливать кольца не запрессовкой, а на эпоксидном клее. При этом сначала их сопрягают с диском ходовой посадкой, создавая в сопряжении равномерный тонкий слой клея.
С применением эпоксидного клея можно ремонтировать также – полумуфты, у которых более или менее значительная расточка отверстий или обточка наружного конуса невозможна по конструктивным соображениям. В этих случаях полумуфты обтачивают или растачивают. Сняв слой металла толщиной 2—3 мм, устанавливают на эпоксидном клее компенсирующее кольцо из чугуна, стали или текстолита, имеющее припуск на последующую обработку. Когда клей затвердеет, полумуфту с кольцом обрабатывают на токарном станке, придавая форму и размеры, обеспечивающие полное прилегание конических поверхностей.
Конусные фрикционные муфты небольших размеров — обе части или только Одну часть — иногда бывает целесообразно изготовить вновь. Конические части муфты тщательно пригоняют, добиваясь полного взаимного прилегания сопрягаемых поверхностей.
Ремонт дисковых фрикционных муфт
При эксплуатации дисковых фрикционных муфт их периодически приходится регулировать, добиваясь плотного сопряжения дисков при включении муфты и свободного вращения дисков после их выключения. Однако нельзя допускать в первом случае чрезмерного натяга дисков, потому что из-за недостаточного зазора между дисками муфта не сможет раздвинуть кулачки.
Нагрев и износ дисков появляются также при недостаточном на тяге.
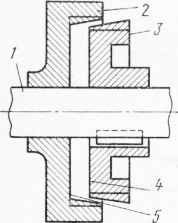
Рис. 2. Схема ремонта конусной фрикционной муфты:
1 — вал, 2, — полумуфты. 1, — внутренние торцы полумуфт
Иногда износ дисков оказывается настолько большим, что его уже нельзя компенсировать регулировкой. В этих случаях муфту разбирают и проверяют состояние дисков. Если возможно, их шлифуют, затем добавляют в комплект два дополнительных диска. Если фрикционные диски сильно изношены, то их заменяют новыми. Так же поступают с изношенными или сломанными кулачками, но иногда их восстанавливают наплавкой.
При шлифовании фрикционных дисков нужно учитывать, что они имеют цементационный слой не больше 0,8 мм. Поэтому шлифовать диски следует с обеих сторон; такое шлифование, кроме того, улучшает плоскостность поверхностей трения, которая должна составлять 0,02—0,03 мм.
Ремонт обгонных муфт
В процессе эксплуатации происходит износ внутренней поверхности обоймы, роликов и поверхности контакта ролика со звездочкой. Даже при незначительных износах появляются отказы в замыкании муфты (буксует).
При ремонте шлифуют внутреннюю поверхность обоймы, шлифуют опорную поверхность вкладыша или изготавливают вновь (учитывая величину износа). Малогабаритные муфты (без вкладышей) также шлифуют и заменяют ролики. Шлифование поверхности вкладыша осуществляют в сборе со звездочкой на плоскошлифовальном станке с помощью делительного приспособления, базируясь на внутренний диаметр.
При сборке добиваются плавного движения, четкого замыкания (заклинивания роликов) муфты, толкателей в гнездах звездочки, а пружинки подбирают в соответствии со стандартом.
Отремонтированную муфту монтируют в механизм, однако до этого необходимо проверить соосность соединяемых деталей, допускается отклонение 0,02—0,03 мм.
Источник
Ремонт упругих пальцевых муфт
Ремонт соединительных муфт промышленного оборудования
В механизмах промышленного оборудования используются различные соединительные муфты: одни служат для соединения двух соосно расположенных валов или валов, близких к этому положению; другие (фрикционные) предназначены для соединения двух валов или вала с посаженной на него деталью. Многодисковые фрикционные муфты применяются также для включения или выключения некоторых механизмов. Постоянные соединения валов получают с помощью жестких и упругих муфт.
Жесткими втулочными муфтами с помощью втулки 3 и штифтов 2 или шпонок соединяют соосно расположенные валы 1 и 4 (рис. 74, а). Эти муфты компактны, дешевы, мало изнашиваются.
Дефекты, ремонт и монтаж жесткой втулочной муфты приведены в табл. 26.
Упругие муфты допускают некоторое отклонение соединяемых валов от соосности, смягчают толчки и удары. Одна из простейших упругих муфт, пальцевая (рис. 74, б), состоит из полумуфт 5 и 6, причем в одной полумуфте закреплены гайками 9 четыре или
шесть пальцев 7 с насаженными на них кольцами 8 — резиновыми, кожаными или из прорезиненной ткани. Кольца входят в отверстия второй полумуфты, и так как они обладают упругостью, то при работе возможно некоторое отклонение от соосности или перекос осей полумуфт.
Дефекты, ремонт и монтаж упругой муфты приведены в табл. 27.

Рис. 74. Жесткая втулочная (а), упругая пальцевая (б), крестовая (в), кулачковая сцепления (г) и фрикционная обгонная (д) муфты:
1 и 4 — валы; 2 — штифт; 3 — втулка; 5, 6, 10, 12, 14 к 16 — полумуфты;
7 — палец; 8 — кольцо; 9 — гайки; 11 — промежуточная деталь; 13 — выступы; 15 — кулачки; 17 — шпоночный паз; 18 — обойма; 19 — ролики; 20 — звездочка; 21 — полость; 22 — шпонка; 23 — пружинка; 24 — вкладыш; 25 — толкатель
Дефекты, ремонт и монтаж жесткой втулочной муфты
Смятие шпонок и шпоночных пазов, срез штифтов, разработка отверстия втулки
Насаживание втулки на один вал, вставка второго вала с другого конца втулки при условии полной соосности валов, сверление и развертывание отверстий под штифты или засверливание вала под винты, установка штифтов или винтов
Таблица 27
Дефекты, ремонт и монтаж упругой муфты
и отверстий под втулки и пальцы в полумуфтах, разработка посадочных отверстий полумуфт, смятие шпонок и шпоночных пазов
Растачивание отверстий под втулки и пальцы в полумуфтах при соблюдении соосности этих отверстий и изготовление новых пальцев и втулок увеличенных размеров.
Посадочное отверстие полумуфт может быть восстановлено запрессовкой ремонтной втулки
Напрессовка и стопорение полумуфт, проверка радиального и торцового биения, установка пальцев с втулками, соединение полумуфт с выверкой соосности валов. Допускаемое угловое смещение осей валов 1 \ а радиальное — 0,2. 0,5 мм пропорционально габаритным размерам муфты
Для постоянного соединения валов в современных машинах широко применяют кулачково-дисковые, или крестовые, само-центрирующиеся муфты, являющиеся разновидностью упругих муфт.
Такая муфта (рис. 74, в) состоит из двух полумуфт 10 и 12, имеющих по одному прямоугольному пазу на торце, и промежуточной детали 11 в виде диска или кольца, на торцах которого взаимно перпендикулярно расположены два выступа 13 (этими выступами промежуточная деталь входит в пазы фланцев). Крестовыми муфтами можно соединить два вала при отклонении от соосности до 0,04 диаметра вала и угловом отклонении не более 0°30′. Детали этих муфт изготовляют из цементируемых сталей с последующей закалкой. Промежуточную деталь для малонагру-женных муфт изготовляют из текстолита или древесно-слоистых материалов.
Дефекты, ремонт и монтаж крестовой муфты приведены в табл. 28.
Таблица 28
Дефекты, ремонт и монтаж крестовой муфты
Износ пазов полумуфт и выступов промежуточного диска, смятие шпонок и шпоночных пазов, разработка посадочных отверстий полумуфт
Фрезерование пазов под ремонтный размер, изготовление промежуточного диска с соответствующими размерами выступов. Первоначальный размер пазов может быть восстановлен с помощью наделок или наплавки с последующей обработкой
Запрессовка полумуфт на концы соединяемых валов, проверка их торцового и радиального биения, соединение полумуфт с установкой между ними промежуточного диска. Допустимое радиальное смещение осей валов i при сборке 0,2 мм, а угловое — 1

Дефекты, ремонт и монтаж кулачковой муфты сцепления
Износ кулачков, шпоночного паза или шлицев в подвижной по л у муфте, а также паза под вилку управления
Наплавка кулачков и их обработка до первоначального размера, восстановление шпонов паза или шлицев наплавкой, расширение
Напрессовка и стопорение неподвижной полумуфты и надевание подвижной полумуфты на вал, проверка биений j полумуфт, проверка плотности прилегания
паза под вилку с установкой сухарей увеличенного размера
кулачков и пригонка их при необходимости, регулировка механизма включения муфты
Обгонные муфты широко используются в механизмах для передачи движения в одном направлении — они автоматически замыкаются при одном направлении вращения и размыкаются при противоположном. Фрикционная обгонная муфта с роликами (рис. 74, д) состоит из обоймы 18 с гладкой цилиндрической внутренней по- , верхностью, роликов 19 и звездочки 20. Между обоймой и звездочкой находятся суживающиеся в одном направлении полости 21; в их суженные части ролики выдвигаются толкателями 25 с пружинками 23. При вращении звездочки по часовой стрелке под действием сил трения ролики заклиниваются и увлекают за собой обойму, закрепленную в механизме, например, с помощью шпонки 22. При вращении в обратном направлении обойма обгоняет звездочку, выкатывает ролики в широкие части полостей — и муфта размыкается. Детали обгонных муфт имеют высокую поверхностную твердость — до HRC 50. 60. Ролики изготовляют из стали ШХ15; звездочки, вкладыши 24 и обоймы — из стали 20Х или 40Х. Такие муфты предназначены для соединения валов диаметром 10. 90 мм и передачи моментов 2,5. 770 Нм.
Дефекты, ремонт и монтаж обгонной муфты приведены в табл. 30.
Таблица 30
Дефекты, ремонт и монтаж обгонной муфты
Источник
Ремонт упругих пальцевых муфт
На работу муфты существенно влияют толчки, удары и колебания, обусловленные характером работы приводимого в движение агрегата строительной машины. Конструкция муфт весьма разнообразна. Тип муфты выбирают в зависимости от тех требований, которые предъявляют к ней в данном приводе. Например, при монтаже втулочной муфты требуется очень точное совмещение осей валов.
Центрирование полумуфт фланцевой муфты обеспечивают цилиндрическим выступом на одной полумуфте и цилиндрической расточкой на другой (рис. 22.13, а) или специальными центрирующими полукольцами (рис. 22.13, в). Открытые муфты (рис. 22.13,6) отличаются от закрытых отсутствием буртиков, ограждающих болты. При монтаже фланцевых муфт требуется строгое соблюдение перпендикулярности стыкуемых поверхностей полумуфт к осям валов.
При сборке кулачково-дисковой муфты полумуфты насаживают на валы на переходных посадках. Для дополнительной фиксации полумуфт применяют установочные винты (рис. 22.14).
Рекламные предложения на основе ваших интересов:
Для компенсации смещений валов в зубчатых муфтах (рис. 22.15) предусмотрены торцовые зазоры б, вершины зубьев втулок обрабатывают по сферической поверхности (рис. 22.15, а), зубчатое зацепление выполняют с увеличенными боковыми зазорами, а боковым поверхностям зубьев придают бочкообразную форму (рис. 22.15,6).
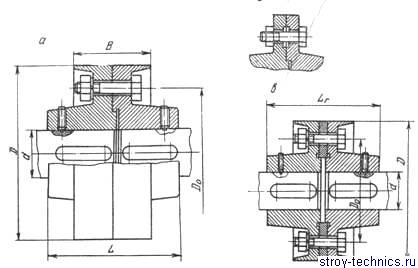
Рис. 22.13. Муфты фланцевые:
а — болты поставлены с зазором, муфта закрытая; б — болты поставлены с зазором, муфта открытая; в — муфта закрытая с централизующими кольцами.
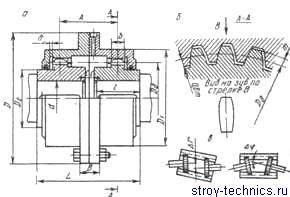
Рис. 22.14. Кулачково-дисновая муфта

Рис. 22.15. Зубчатая муфта,
При сборке муфты упругой втулочно-пальцевой (МУВП) полумуфты насаживают на концы валов с натягом на призматических шпонках. В одной полумуфте на конических хвостовиках закрепляют пальцы с надетыми на них резиновыми втулками (рис. 22.16). Эти резиновые втулки вводят в цилиндрические расточки другой полумуфты.
Работа кулачковых муфт (рис. 22.17) сопровождается значительным износом кулачков и шлицевых пазов. Изношенные рабочие поверхности восстанавливают способом наплавки или обработки на ремонтный размер. При ремонте кулачковой муфты прямоугольного профиля (рис. 22.17, а) необходимо добиваться строгой параллельности рабочих поверхностей кулачков продольной оси муфты.
При контакте трапецеидальных кулачков возникают осевые силы (рис. 22.17,6), стремящиеся раздвинуть полумуфты и затрудняющие включение. Поэтому угол трапецеидального профиля выбирают в пределах 2…8°, чтобы обеспечить самоторможение и снизить усилие включения.
При постоянном направлении вращения валов (нереверсивные передачи) применяют неравнобочный трапецеидальный профиль кулачков (рис. 22.17, в).
Твердость поверхности кулачков увеличивают цементацией или закалкой. Так как после цементации у кулачков сохраняется вязкая сердцевина, то эти кулачки хорошо сопротивляются ударным нагрузкам.

Рис. 22.16. Муфта упругая втулочно-пальцевая (МУВП).

Рис. 22.17. Кулачковая сцепная муфта:
а — прямоугольного профиля; б — кулачки трапецеидального профиля; в — нерав- . нобочного трапецеидального профиля
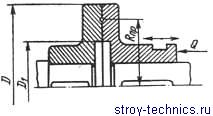
Рис. 22.18. Дисковая фрикционная муфта
Из различных типов предохранительных муфт наибольшее распространение получили фрикционные и с разрушающимся элементом. Поверхности трения фрикционных полудоуфт изнашиваются. На рис. 22.18 приведена дисковая фрикционная муфта, а на рис. 22.19 — конусная фрикционная муфта. Одна полумуфта закреплена на валу на шпонке посадкой с натягом, а вторая подвижна в осевом направлении. Прикладывая к подвижной полумуфте осевую силу Q, замыкают муфту и обеспечивают передачу за счет сил трения на стыке поверхностей полумуфт. Фрикционную муфту можно отрегулировать на передачу какого-то предельного момента. В этом случае она будет служить предохранительным звеном.
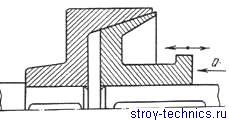
Рис. 22.19. Конусная фрикционная муфта
При эксплуатации фрикционных муфт на поверхности трения появляются риски, задиры, постепенно уменьшается фактическая фрикционная поверхность, вследствие чего для передачи одного и того же вращающего момента требуется все большее и большее усилие Q с соответствующим ускорением процесса изнашивания и перегревом муфты. Кроме того, в рассматриваемой конструкции довольно интенсивно изнашиваются поверхности шпоночного соединения правой полумуфты с валом. В многодисковых муфтах прежде всего изнашиваются поверхности трения фрикционных обкладок и металлических дисков, а также детали механизма включения. Кроме того, значительным дефектом таких муфт является неравномерное ослабление пружин, в результате чего возможно перекашивание дисков с последующим проскальзыванием, перегревом и усиленным износом. В такой муфте даже в выключенном положении диски продолжают соприкасаться и передавать вращение.
Восстановление работоспособности муфты сводится к замене фрикционных дисков и пружин, к проверке стальных дисков и регулировке муфты.
Особенности конструкции тормозов определяются режимами их работы на строительных машинах, однако принципиальная схема их устройства общая: во все конструкции тормозов входит деталь, имеющая форму тела вращения (шкив, конус, диск), жестко закрепленная на одном из валов механизма; к этой детали с определенным усилием прижимается другая деталь (колодка, лента). На поверхности соприкосновения этих деталей возникает сила трения, которая создает на тормозном валу механизма момент, уравновешивающий момент на этом же валу от кинетической энергии при торможении.
В строительных машинах в основном применяются фрикционные «сухие» муфты и тормоза, работающие без смазки и требующие меньших усилий при сжатии фрикционных плоскостей. «Масляные» муфты и тормоза применяются для сборочных единиц, работающих в коробках передач в масляных ваннах.
Работоспособность тормозов определяется материалом фрикционной пары. В «сухих» сборочных единицах в качестве фрикционных материалов в основном применяют ленты и колодки на асбестовой основе, тканные с включением проволоки из цветного металла, пропитанные специальными составами и прессованные при высокой температуре, или нетканные, прессованные из коротких асбестовых волокон с добавкой металлического порошка и стружки.
Работоспособное состояние тормозов и муфт поддерживается систематическим контролем за надежным креплением отдельных деталей, их правильным взаимным положением и наличием нормальных зазоров в сочленениях. Ленточные фрикционные муфты и ленточные тормоза контролируют, замеряя щупом величины зазора между тормозной лентой и поверхностью тормозного барабана в выключенном положении тормоза (муфты). Зазор должен быть одинаковым по всей длине ленты и находиться в пределах 0,0015…0,002Z), где D — диаметр шкива тормоза. Регулировку этого зазора производят винтом на проушине ленты или стяжным болтом при составных лентах. Для колодочных и конусных тормозов зазор между тормозными поверхностями колеблется в пределах 0,3…1,0 мм и в каждом отдельном случае устанавливается в соответствии с заводскими инструкциями по обслуживанию машин.
Источник