- Регулирование токарно-винторезного станка 1К62
- Сведения о производителе токарно-винторезного станка 1К62
- Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- Причины погрешностей точения на токарно-винторезном станке 1К62
- Регулирование токарно-винторезного станка 1К62
- Регулирование натяжения ремней главного привода
- Регулирование фрикционной многодисковой муфты
- Регулирование ленточного тормоза
- Регулирование подшипниковых опор шпинделя
- Устранение мертвого хода винта поперечного перемещения суппорта
- Установка задней бабки по линии центров
- Регулирование запора неподвижного люнета
- Смазка токарно-винторезного станка 1К62
- Все про токарный станок 1к62, ремонт, оснастка, электрика и тд.
Регулирование токарно-винторезного станка 1К62

Сведения о производителе токарно-винторезного станка 1К62
Производитель токарно-винторезного станка модели 1К62 — Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, основанный в 1857 году.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
Причины погрешностей точения на токарно-винторезном станке 1К62
На точность и чистоту обработки могут влиять следующие факторы:
- Неправильная установка станка на фундаменте по уровню;
- Наличие зазора между прижимными планками каретки и станиной; наличие зазора между направляющими и клиньями (необходимо подтянуть прижимные планки и клинья);
- Нежесткое пружинящее крепление резца;
- Деталь, закрепленная в патроне, имеет большой вылет (ее следует поддержать люнетом или поджать центром);
- Плохо закреплена планшайба для патрона, крепежные винты патрона недостаточно затянуты;
- Наличие грязи в конусном отверстии шпинделя;
- Неуравновешена масса патрона или обрабатываемой детали (необходимо уравновесить);
- Неправильно выбраны режимы резания (велика скорость резания или подача);
- Неправильно отрегулированы подшипники шпинделя. (о регулировке см. раздел «Регулирование станка», стр. 43).
Регулирование токарно-винторезного станка 1К62
Регулирование натяжения ремней главного привода
Если с течением времени наблюдается уменьшение крутящего момента шпинделя, то поскольку в станке имеется клиноременная передача от главного двигателя к фрикционному валу, следует проверить натяжение ремней. Если ремни (недостаточно натянуты, их следует подтянуть. Для этого требуется снять нижний кожух, закрывающий моторную установку, и отпустить гайку, крепящую клиновой палец зажима вертикальной оси плиты, и гайку, крепящую подмоторную плиту. Посредством поворота круглой гайки против часовой стрелки следует опустить подмоторную плиту до требуемого натяжения ремней. Гайки надо после регулировки затянуть.
Регулирование фрикционной многодисковой муфты

Фрикционная реверсивная муфта токарно-винторезного станка 1к62
Когда натяжение ремня достаточное, то, чтобы увеличить крутящий момент шпинделя, следует отрегулировать фрикционную муфту главного привода.
Для этого необходимо выключить электродвигатель главного движения и снять верхнюю крышку передней бабки и маслораспределительный лоток.
Поворотом круглой гайки 2 (рис. 12) можно отрегулировать муфту прямого вращения шпинделя, а поворотом гайки 3 — муфту обратного вращения. Для регулирования муфты прямого вращения (рукоятка 21 (см. рис. 5) включается вниз, а для регулирования муфты обратного вращения — вверх. При этом рукоятка (см. рис. 5) должна быть отклонена влево (включен перебор 16 : 1). Поворот гаек может быть осуществлен лишь после того, как защелка 4 (см. рис. 12) будет утоплена в кольцо 5.
В большинстве случаев достаточно сделать 1/12 оборота (на один из двенадцати пазов, расположенных по периферии гайки). Следует следить за тем, чтобы защелка обратно заскочила в паз гайки, в противном случае ‘может произойти самопроизвольное отвинчивание последней.
Если после регулировки включение рукоятки 21 (см. рис. 5) производится с трудом, значит муфта слишком сильно затянута и следует несколько ослабить гайки.
Регулирование ленточного тормоза
Ленточный тормоз токарно-винторезного станка 1к62
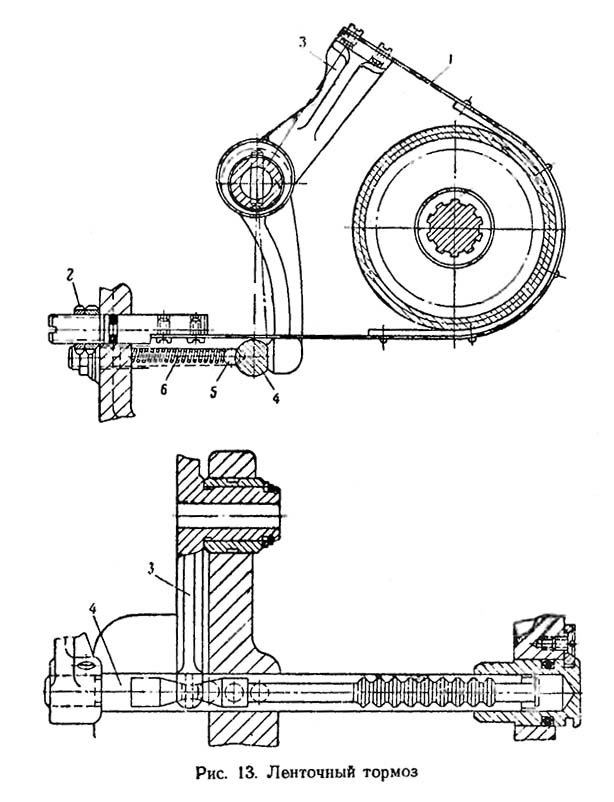
Если при выключении фрикционной муфты не происходит достаточно быстрого торможения шпинделя, то надо отрегулировать тормоз путем натяжения тормозной ленты 1 (рис. 13) гайками 2.
Время торможения шпинделя зависит от величины натяжения ленты. При 2000 об/мин время торможения шпинделя без изделия и патрона не должно превышать 1,5 сек.
При заторможенном положении шпинделя рычаг 3 должен расположиться симметрично выступу валика-рейки 4, фиксация положения которого обеспечивается шариком 5 с регулирующей пружиной 6.
Регулирование подшипниковых опор шпинделя
Опоры переднего и заднего концов шпинделя токарного станка 1к62
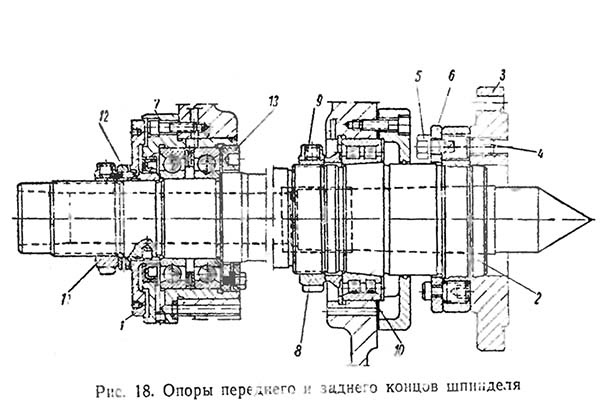
Подшипниковые опоры шпинделя (передний — роликовый двухрядный и задние — радиально-упорные подшипники) отрегулированы на заводе и не требуют никакой регулировки.
При ремонте регулировка подшипников производится следующим образом. Передний подшипник шпинделя регулируется гайкой 8 (рис. 18), расположенной внутри корпуса передней бабки, в следующем порядке: освобождают винт 9 и поворачивают гайку в необходимую сторону. Поворотом этой гайки осуществляется осевое (перемещение внутреннего кольца подшипника 10 на конусной шейке шпинделя
При повороте гайки вправо происходит натяжение внутреннего кольца подшипника на конусную шейку шпинделя. При этом кольцо деформируется, его наружный диаметр увеличивается, обеспечивая плотное прилегание всех роликов к поверхностям внутреннего и наружного колец подшипника, что уменьшает радиальный зазор в подшипнике. После регулировки вновь затягивают винт 9.
Регулирование осевого зазора радиальноупорных подшипников задней опоры шпинделя производится вне корпуса бабки гайкой 11 через тепловой компенсатор 12. Натяг осуществляется поворотом гайки вправо на угол 18..20° до того, как в стыках между подшипниками и проставками будут выбраны зазоры. Наружные кольца устанавливаются вплотную до упора гайкой 13.
Устранение мертвого хода винта поперечного перемещения суппорта
Гайка регулировки поперечного суппорта токарно-винторезного станка 1к62
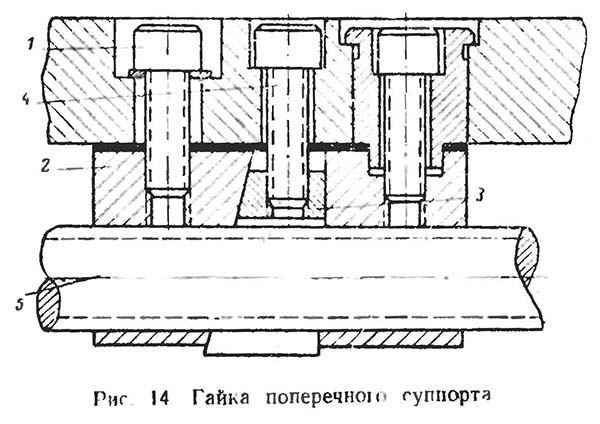
Мертвый ход винта 5 поперечного перемещения суппорта, возникающий при износе гайки, может быть выбран посредством подтягивания клина, вставленного между разрезанными (половинками гайки Для этого следует отпустить винт 1 (рис. 14) левой половинки 2 гайки на один оборот и, подтягивая клин 3 винтом 4 выбрать осевой зазор в винтовой паре. Винт должен свободно поворачиваться от руки, и мертвый ход не должен превышать двух делений по лимбу.
Установка задней бабки по линии центров
Установка задней бабки по линии центров токарно-винторезного станка 1к62
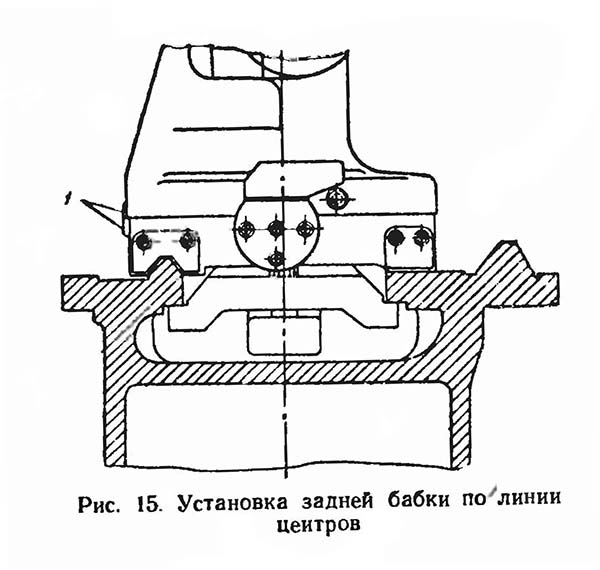
Для совпадения осей центров (передней и задней бабок совмещают плоскости платиков (рис. 15) при помощи винтов 1 и 2 (см. рис. 9).
Регулирование запора неподвижного люнета
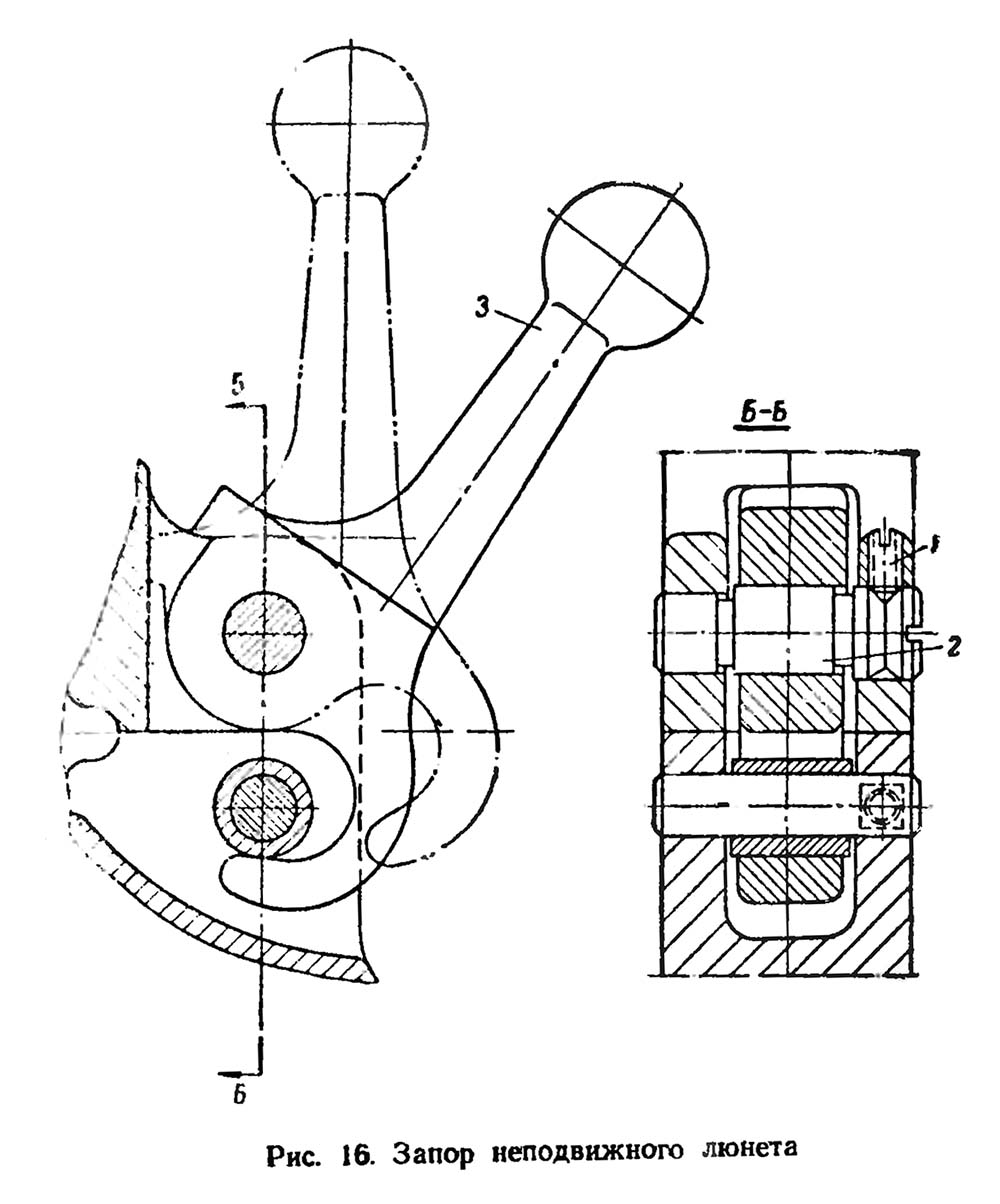
Запор неподвижного люнета токарно-винторезного станка 1к62
Если запор крепления верхней откидной части неподвижного люнета ослаб и не обеспечивает надежного крепления, его можно отрегулировать.
Отпустив стопорный винт 1 (рис. 16), следует повернуть эксцентриковый палец 2 в положение, обеспечивающее надежное крепление и достаточно свободное откидывание рукоятки 3.
Смазка токарно-винторезного станка 1К62

Схема смазки токарно-винторезного станка 1к62
Долговечность механизмов станка во многом зависит от своевременной и доброкачественной смазки взаимодействующих деталей. Предварительно перед смазкой и пуском станок тщательно протирается.
При работе станка все детали механизма и подшипников передней бабки (рис. 4) смазываются от автоматически действующего плунжерного насоса 2.
Плунжерный насос, приводимый в действие эксцентриком, сидящим на фрикционном валу, подает масло из резервуара, расположенного на дне корпуса передней бабки, через пластинчатый фильтр к переднему шпиндельному подшипнику и на лоток, откуда оно растекается к необходимым механизмам узла.
После включения станка в смотровом глазке, расположенном на верхней крышке передней бабки, должна появиться тонкая струйка масла, указывающая на нормальную работу, насоса. Если струйка не появляется, необходимо снять верхнюю крышку передней бабки и при помощи упорного винта, ввернутого в приводной рычаг, отрегулировать нормальную работу насоса.
Ежедневно перед началом работы следует проверять уровень масла в резервуаре. Если при остановленном станке масло стоит ниже риски маслоуказателя, расположенного в левой части передней бабки, необходимо долить масло в резервуар. При включенном станке уровень, масла в резервуаре понижается, так как часть масла циркулирует в системе. Это не вызывает необходимости дополнительной заливки масла.
При замене масла вывертывается пробка «Слив масла», находящаяся в маслоуказателе.
Рекомендуется производить замену масла непосредственно после выключения станка, когда все частицы износа и пыль находятся во взвешенном состоянии и удаляются вместе с отработанным маслом.
Перед следующим заполнением корпуса маслом следует произвести тщательную промывку и чистку передней бабки, чтобы полностью удалить отстоявшуюся грязь. Недопустимо для чистки применять протирочные материалы с отделяющимися волокнами.
Свежее масло следует заливать только после тщательной просушки узла.
Смазка коробки подач осуществляется от плунжерного насоса 3, расположенного в верхней части корпуса. За исправностью работы насоса можно следить через смотровой глазок, расположенный на передней крышке коробки подач. Для контроля уровня масла имеется маслоуказатель, расположенный под смотровым глазком.
Заливка масла производятся в верхнюю часть резервуара коробки подач. Пробка для слива масла находится в нижней стенке корпуса.
Плунжерный насос 4 в фартуке смонтирован в нижней крышке и приводится в действие от эксцентрика вала червячной шестерни. Он обеспечивает смазкой все приводные части, подшипниковые опоры и направляющие суппорта и каретки.
Включение подачи масла на направляющие суппорта и каретки производится краном 10.
Рекомендуется в начале смены поставить кран в положение «0» (открыто) и два-три раза прогнать каретку по станине и нижнюю часть суппорта по каретке на быстром ходу. После этого кран следует вернуть в положение- «3» (закрыто).
Если во время работы станка кран остается в положении «0» (открыто), то все масло из резервуара фартука в течение смены будет выкачено.
Заливка масла производится через отверстие в левой стенке фартука, закрываемое пробкой.
В нижней крышке фартука расположены две пробки для слива масла. Винт поперечной и продольной подач суппорта и их опор, а также ось резцовой головки смазываются пресс-масленками 7, 11, 12, 13.
Смазка опор эксцентрикового вала пиноли и винта задней бабки осуществляется через пресс-масленки 5, 8, 9, 14; подшипники ходового винта и ходового вала смазываются через отверстие, закрываемое пробкой 6.
В период эксплуатации станка необходимо следить за работой масляных насосов и наличием масла в резервуарах. Характеристики масел и периодичность смазывания указаны в карте смазки.
Источник
Все про токарный станок 1к62, ремонт, оснастка, электрика и тд.
Вопросы задавать можно только после регистрации. Войдите или зарегистрируйтесь, пожалуйста.
Все про токарный станок 1к62, ремонт, оснастка, электрика и тд. 














Кто в курсе маточную гайку как регулировать? Вымысле, фартук снят, затолкать вал и настраивать зацепление? Так можно сделать?
у меня 1 а 62. но буду следить за темой, так как мой ремонт пока закончился оттиранием табличек и сборкой в кучу. остался правда один болт крепления передней бабки \ была снята\ и какая-то пластина подозрительно ровно обработанная и блестящая чтобы считать её случайно оказавшейся в ящике с железом от станка  но найти ей место никак не получается, позднее скину фото может кто подскажет что это. чья-то шутка или деталь от станка
но найти ей место никак не получается, позднее скину фото может кто подскажет что это. чья-то шутка или деталь от станка
Настроил рычаг быстрой подачи,  или как он правельно называется, отрегулировал зацеп шестерён вправо влево вперёд назад, снял вал шестерню, этот вал не выходил из зацепления с зубчатой рейкой, на своём месте только с помощью молотка его можно было продвинуть, снял этот вал он оказался погнут! Даже не вооруженным глазом видно погнутость, снял зубчатую рейку, надо попытаться востоновить, хочу наварить сломаные зубы и отдать токарю чтоб профрезеровал.
или как он правельно называется, отрегулировал зацеп шестерён вправо влево вперёд назад, снял вал шестерню, этот вал не выходил из зацепления с зубчатой рейкой, на своём месте только с помощью молотка его можно было продвинуть, снял этот вал он оказался погнут! Даже не вооруженным глазом видно погнутость, снял зубчатую рейку, надо попытаться востоновить, хочу наварить сломаные зубы и отдать токарю чтоб профрезеровал. 



Привет Николай . Станок этот распостраненный , может рейку заказать в интернете.
Рожденный ползать,летать не сможет.
Привет Николай . Станок этот распостраненный , может рейку заказать в интернете.
Привет, Кто бы сылку дал на вал и зуб рейку!? ищу пока не нашёл, сегодня разобрал точнее снял крышку коробки подачь, осмотр показал что все в порядке, за исключением Блока шестерён немного зуб один отколот, как это повлияет на работу стонка, подскажите! Ещё заметил что шестерни над которыми написано, при сборке шестерни выставить по меткам, дак вот они стоят не по меткам, как так то? Как работали на нем? И что мне делать? Ставить шестерни по меткам или оставить так как есть?!


Шестерни по меткам совпадают! Это просто я лопух! Покрутил шестерни и они встали по меткам. 
Шестерни по меткам совпадают! Это просто я лопух! Покрутил шестерни и они встали по меткам.
Учи матчасть Литература есть по станку?
Рожденный ползать,летать не сможет.
Шестерни по меткам совпадают! Это просто я лопух! Покрутил шестерни и они встали по меткам.
Учи матчасть Литература есть по станку?
Летература есть, читаю по возможности, прочитанное не хрена не даёт, пока своими руками не разберёшь и не пощупаешь.
Почистил, ванну для масла, у коробки подачь, трубки все забиту быль грязью и стружкой, ели проковырял. Поставил трубки на масло насос. 

Ещё вопрос, прокладка должна быть на крышки коробки?
Николай у тебя сколько Рмц 1м .? Как станок перевозил на чем ,и вес сколько вышел ?
Рожденный ползать,летать не сможет.
Николай у тебя сколько Рмц 1м .? Как станок перевозил на чем ,и вес сколько вышел ?
Иван я тебе немного не понял! Р м ц 1м это что? Станок перевозил на варовайке с краном, грузоподъёмностью 5тон, напугали меня что станок весит 3 тонны, потом у Вадиму спросил, сколько примерно весит, он сказал что примерно 2500 может чуть больше, так что кран заказывал с запасом по грузоподьемности.
Станок 1к62 есть с рмц ,1 метр есть с 1,5метр.
Вроде длина заготовки .
Рожденный ползать,летать не сможет.
Станок 1к62 есть с рмц ,1 метр есть с 1,5метр.
Вроде длина заготовки .
Иван, ну ты и загнул, я же Ещё зелёный в токарном деле, а ты мне оббревиатурой озадачиваешь, сиди гадай что это за рмц так бы и написал расстояние между центрами, не знаю не придавал этому значение, дома буду смерю.
Установил шестерни по меткам, немного запутался, так как на центральной шестерне, которая крутится ручкой, на ней по мимо двух еще одна метка есть, выяснил опытным путём, что если ставить по этой третьей метки, то метки на других шестеренках не совпадают. Так что вот так! 


Привет Николай . Ремонт смотрю отложен всвязи с началом сенокоса. Слушай ты какие резцы брал , интересует размер сечения резца в резцедержателе? Ширина высота .?
Электродвигатель не думаешь ставить вместо 10 кватт 7,5 кватт .?
Рожденный ползать,летать не сможет.
Привет! С покосом проблемы, дожди все ещё идут! Сено кто косил все до щасных пор лежит под дождём! Не своё а все ровно жалко, столько сана сгноить, это просто опа! На счёт Резцов, пока набрал старых савецках, а вообще хочу заказать Китайские со сменными пластинами, примерно такие, 
у меня до центра если не совру примерно 34-35 мм токие резцы Китайские дорого стоят, хочу взять по дешевле ( по тоньше ) с подкладками конечно прийдется точить, зато на много сыкономить удастся на покупках резцов. Электродвигатель хочу 5,5 кВт поставить, на чипмейкере мужики говорят что по заглаза такой мощности хватит!
Иван у тебя что станок есть? Или хочешь купить?
Может подскажешь как крепится лимб? Чтото не могу понять! 

Может подскажешь как крепится лимб? Чтото не могу понять! [изображение]
[изображение]
На счет этого ничем помоч не могу . Станка нет но вроде нарисовывается картина , что в сентебре приеду с вахты , возьму если в лесопунте не продадут там такой как у тебя 1к62 . Так что разбирайся , потом мне совет дашь . А ты брал проверял работу ,или так на свой страх и риск .? Как у тебя направляющие состояние ?
На счет резцов спрашиваю , что уже запасаюсь .
Но их чем больше тем лучше .
Да на счет сена ты прав.Может цена вырастет на него , в долларах будешь продавать :-):-)
Рожденный ползать,летать не сможет.
Может подскажешь как крепится лимб? Чтото не могу понять! [изображение]
[изображение]
На счет этого ничем помоч не могу . Станка нет но вроде нарисовывается картина , что в сентебре приеду с вахты , возьму если в лесопунте не продадут там такой как у тебя 1к62 . Так что разбирайся , потом мне совет дашь . А ты брал проверял работу ,или так на свой страх и риск .? Как у тебя направляющие состояние ?
На счет резцов спрашиваю , что уже запасаюсь .
Но их чем больше тем лучше .
Да на счет сена ты прав.Может цена вырастет на него , в долларах будешь продавать :-):-)
Станок брал на свой страх и риск! Станок стоял не подключён, весь ржавый, с крыши на него бежало, везде была вода, мужики говорят, что не зачем станок запускать, ты же не знаешь что там, можно только ещё хуже сделать, по крайней мере мне так советовали! На сегодняшний день моего не большого опыта, могу посоветовать, вскрой кружку коробки( передней бабки ) посмотри, покрути шестерни, чтоб зубы все целые были, скоростя попереключай, главное станина чтоб бала не сильно изношена, у меня станок после ремонта, я так понял, потому как наделки стоят! Бери станок! Вместе будем разбератся! Как говорится, одна голова хорошо, а 2 это мутант! на счёт сена, не и в евро не отказался бы прадовать, да с такой погодой себе бы накосить!
На ютубе там рассказывают ,обьясняют как делается капремонт станка . Кстати много интересного . Говорят капремонт делается за 2..3 дня ,мужики с украины .Вот их бы привести на ремонт и настройку.
Источник