Глава 1. Технологический процесс ремонта узлов
В процессе ремонта металлургических агрегатов восстановление их работоспособности и соответствующего уровня надежности может осуществляться несколькими методами:
— заменой или восстановлением непосредственно отказавшей детали;
— заменой узла, в состав которого входит поврежденная деталь;
— заменой всего механизма или крупного блока, включающего несколько узлов, содержащих поврежденные детали.
Первый метод применяется, как правило, для быстроизнашивающихся деталей с облегченным доступом и малым временем для их замены (вкладыши подшипников скольжения, вкладыши универсальных шпинделей, втулки, направляющие, фурмы и т.д.).
Второй метод на металлургических предприятиях получил наибольшее распространение. Он позволяет существенно сократить время и снизить трудоёмкость замен. В этом случае восстановление работоспособности узла переносится в специализированные ремонтные цехи или на ремонтные участки цеха. Таким методом ремонтируются редукторы, ролики рольгангов, палеты агломашин, гидроцилиндры, гидроаппаратура и т.д.
Третий метод используется для наиболее сложных и трудоемких в регулировке механизмов, таких как, засыпные устройства доменных печей, роликовые секции, кристаллизаторы МНЛЗ, барабаны моталок широкополосных станов горячей прокатки и др.
Когда ремонт осуществляется в специализированных ремонтных цехах (на участках), технологический процесс ремонта, в общем случае, включает следующие операции:
— восстановление или замена дефектных деталей;
Для реализации последней операции на предприятии должны быть установлены специальные нагрузочные стенды. Осуществление операции приработки позволяет существенно повысить (в 2-10 раз) срок службы узлов трения.
Разборка узла осуществляется с целью выявления дефектных или изношенных деталей. Однако в процессе разборки приходится разъединять соединения (пары трения), которые находятся в работоспособном состоянии и в которых трущиеся поверхности приработаны.
Наличие в узле нескольких однотипных, унифицированных пар трения может в дальнейшем, при сборке, привести к их комплектованию из однотипных деталей, но принадлежащих к разным парам трения. Это ведёт к нарушению приработки трущихся поверхностей и, следовательно, к сокращению срока службы.
С другой стороны, в узле трения нагруженной может являться одна часть детали (например часть поверхности неподвижного кольца подшипника качения) или часть деталей (например часть роликов подшипников качения на цапфе кольца конвертера).
Тогда необходимо повернуть кольцо подшипника на соответствующий угол, чтобы нагрузить другую часть кольца или другую часть роликов подшипника.
То есть для реализации таких возможностей требуется перед разборкой зафиксировать взаиморасположение деталей пар трения. Фиксация может осуществляться кернением или окраской, или иным другим способом.
Наиболее трудоёмкой операцией при разборке является разборка соединений с натягом. Для разборки таких соединеий применяют:
— винтовые и гидравлические съемники;
— гидропрессовый способ (масло под большим давлением подаётся на поверхность контакта и разъединяет контактирующие детали масляной пленкой).
В ряде случаев в соединениях с натягом развивается процесс фреттинг-коррозии, результатом которого является заклинивание. Тогда единственно возможным способом является разрезание охватывающей детали. В этом случае данная деталь восстановлению не подлежит.
После разборки узла детали промываются (керосин, содовый раствор, пар и другие растворители) вручную или в специальных установках, и готовятся к визуальной или инструментальной дефектоскопии.
После промывки детали подвергаются визуальному осмотру и инструментальному контролю с целью выявления дефектов, возникших в процессе эксплуатации узла. Для наиболее ответственных и нагруженных деталей используются спецальные методы дефектоскопии.
Для выявления развившихся трещин применяются:
В магнитной дефектоскопии трещины на поверхности деталей фиксируются по характерному разрыву магнитных силовых линий на дефекте. Направление магнитных силовых линий фиксируется железным порошком, мельчайшие частицы которого перемешаны в керосине. Этой смесью покрывается поверхность детали.
Метод люминесцентной дефектоскопии основан на способности ряда жидкостей светиться под воздействием ультрафиолетовых лучей. Одной из таких жидкостей может являться смесь керосина с трансформаторным маслом (люминофор). Для большей эффективности в растворы добавляются специальные люминесцентные краски. Поверхность детали покрывается люминофором, который проникает в имеющиеся дефекты (трещины). Затем с поверхности удаляется люминофор и поверхность покрывается гигроскопичным порошком, который извлекает люминофор из дефекта. По величине светящихся линий и времени начала их свечения судят о размерах дефектов.
Эффективным методом выявления трещин и дефектов внутри деталей является метод ультразвуковой дефектоскопии. Обнаружение дефектов основано на принципе отражения (или задержания) ультразвуковых волн дефектами. Известно, что ультразвуковые волны отражаются на границах раздела сред, в данном случае металл – воздух.
При использовании этого метода необходимо обеспечить плотный контакт излучателя и приёмника с поверхностью исследуемой детали. В качестве среды, улучшающей контакт, применяется минеральное масло. Кривизна излучателя и поверхности исследуемой детали должна быть одной и той же.
Определение величины износа осуществляется микрометрированием с использованием различных измерительных инструментов (микрометр, индикатор, штангенциркуль, штихмасс, зубомер, нутромер, щуп и др.).
Дата добавления: 2015-12-11 ; просмотров: 10359 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Ремонт узлов электрооборудования
Для описания технологии ремонта следует взять три наиболее загруженных
узла (электродвигатель, магнитный пускатель, автоматический выключатель
или другие узлы) и описатьтехнологию ремонта каждого выбранного узла с
использованием инструментов и приспособлении. В описании должны быть
рисунки, схемы или чертежи. Материал можно взять с учебников или с технических документации на данное электрооборудование.
Расчет и подбор кабелей (проводов), плавких вставок предохранителей (автоматических выключателей)
Расчет и подбор кабеля (провода).
Для расчета кабелей (проводов), плавких вставок предохранителей (автоматических выключателей) необходимо выписать из паспорта станка все эл. двигатели с основными техническими характеристиками в виде таблицы.
| Эл. двигатель | Номинальная мощность Р (кВт) | Номинальный коэф.мощнос. Cos φ | КПД Эл. двигателя | Кратность пуск. тока 1п/1н |
| М1 | ||||
| М2 | ||||
| М3 |
1) Определим номинальный ток электродвигателей по формуле:
Рн 1000
 Uн Cosφн ηн
Uн Cosφн ηн
Iн —номинальный ток потребляемый электродвигателем,
Рн– номинальная мощность электродвигателя,
Uн — номинальное напряжение сети (380В),
Cosφн –коэффициент мощности электродвигателя,
 н – коэффициент полезного действия электродвигателя.
н – коэффициент полезного действия электродвигателя.
2) Определим ток в магистрали (ток потребляемый всеми тремя эл.
Iм = Iн1 + Iн2 + Iн3 (А) 
Iм —ток магестралной части электропитания,
Iн1 , Iн2, Iн3 — номинальные токи потребляемые электродвигателями.
3) Выбираем марку провода (кабеля) и способ прокладки (открыто, в каналах,
в трубах, в земле) по таблица справочников.
4) Определим по таблице справочника стандартное сечение жилы провода (кабеля), предварительно приняв способ прокладки провода (кабеля), марку провода (кабеля) по условию:
Sст = ? где
Scт –стандартное сечение жилы провода (кабеля) по справочнику;
В заключении написать марку, площадь сечения выбранного провода (кабеля).
!.6.2 Расчет и подбор плавких вставок (автоматического выключателя)
1) Определим пусковой ток эл. двигателя, имеющего наибольшую номинальную мощность по формуле:
Iп = ( Iп/ Iн)  Iн где,
Iн где,
Iп/Iн – кратность пускового тока эл. двигателя наибольшей мощности, взятая из таблицы справочников или из паспорта станка:
Iн – номинальный ток вычисленный ранее при определении номинальных токов всех трех эл. двигателей.
Iп + Iн1 +Iн2
2) По формуле Iрасч.вст. = ——————— (А) определим
2,5
расчетный ток плавкой вставки.
3) Определив расчетный ток плавкой вставки, по справочнику выберем стандартную плавкую вставку из условия I ст.вст. ≥ I расч. вст., где:
I ст.вст. – ток стандартной вставки выбранный из таблицы
I расч. вст – расчетный ток, вычисленный по формуле
В заключении записать выбранный тип, марку и ток стандартной вставки.
 studopedia.org — Студопедия.Орг — 2014-2021 год. Студопедия не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования (0.002 с) .
studopedia.org — Студопедия.Орг — 2014-2021 год. Студопедия не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования (0.002 с) .
Источник
§ 2. Дефектация и ремонт узлов
При текущем ремонте дефектация узлов бывает необходима для локализации неисправности, обнаруженной в процессе предварительных испытаний, т. е. для выявления узла или детали, неисправность в которых приводит к выходу из строя всего аппарата. Так, например, отсутствие изменения сигнала на выходе электронно-магнитного усилителя при изменении его входного сигнала может быть следствием выхода из строя либо блока усилителя напряжения, либо блока усилителя мощности, либо магнитного усилителя; отсутствие срабатывания командного реле реле-регулятора может быть следствием как обрыва обмотки реле, так и обрыва сопротивления температурной компенсации; отсутствие изменения сопротивления потенциометра пульта управления при повороте корпуса пульта может быть следствием или обрыва плеча потенциометра, или окисления ползункового контакта, или потери упругости пружины контакта.
Предварительные испытания, как правило, не дают однозначного ответа на вопрос о том, какой узел или деталь необходимо заменить для восстановления работоспособности аппарата. Для выяснения этого вопроса и прибегают к дефектации узлов.
Локализовать неисправность удается или тщательным внешним осмотром, или измерением величины сопротивления отдельных элементов (обмоток, сопротивлений), или проверкой исправности их цепей, или иными, специальными приемами.
Внешним осмотром проверяют состояние контактов, их чистоту и износ. Иногда целесообразно замерить величину переходного сопротивления контактов омметром, для чего отпаивают проводники хотя бы одного из контактов. Повышенное переходное сопротивление контактов свидетельствует о необходимости их чистки, или замене всего узла.
Омметром проверяют состояние обмоток, сопротивлений и их цепей. Сопротивления и обмотки различных реле и аппаратов проверяют на отсутствие в них обрывов, межвитковых замыканий и замыканий на корпус. Эти дефекты чаще всего встречаются в обмотках аппаратов, выполненных из тонкого провода и имеющих большое сопротивление (основные и ускоряющие обмотки в реле-регуляторах). Реже эти дефекты встречаются в различных сопротивлениях и совсем редко в обмотках, выполненных из толстого провода и имеющих малое сопротивление (сериесные, выравнивающие и другие обмотки).
Межвитковые замыкания к обрывы обнаруживают путем измерения величины сопротивления обмоток.
Для определения технического состояния обмоток или сопротивлений необходимо иметь схему аппарата и технические условия на величину сопротивлений обмоток. Чтобы замерить сопротивление какой-либо обмотки, необходимо найти обмотку и выводные проводники от етее, отсоединить проводники (обязательно хотя бы 570
один) от общей схемы аппарата (чтобы исключить параллельные цепи) и только после этого присоединять омметр к обмотке. Если сопротивление обмотки окажется равным бесконечности, обмотка имеет обрыв, если оно окажется меньше положенного по техническим условиям, в обмотке межвитковое замыкание.
При обнаружении обрывов, которые чаще всего возникают в местах припайки выводных проводников и их наконечников, их устраняют пайкой припоем ПОС-30 или ПОС-40 с применением канифоли.
При обнаружении внутренних дефектов (обрывов, замыканий) в обмотках и сопротивлениях заменяют целиком аппараты с неисправными обмотками (реле обратного тока, регуляторы напряжения реле-регуляторов, трансформаторы, потенциометры пультов управления и т. д.).
Специальные приемы дефектации узлов и деталей применяют, как правило, тогда, когда простейшими способами, доступными для применения в войсковых ремонтных средствах, локализовать неисправность не представляется возможным. Выбор того или иного конкретного приема определяется особенностями электрической схемы и конструкции проверяемого аппарата. Например, для отыскания неисправного полупроводникового диода, стабилитрона или транзистора при текущем ремонте бесконтактного регулятора напряжения иногда приходится применять схемы проверки полупроводниковых элементов, аналогичные применяемым при капитальном ремонте.
При определении неисправной лампы в каскаде усиления напряжения электронного усилителя в одной плоскости эту лампу меняют местами с такой же, но обеспечивающей работоспособность электронного усилителя в другой плоскости. Для выявления одной неисправной лампы из двух ламп фазочувствительного усилителя мощности их меняют местами. Таким же образом поступают во всех случаях, когда необходимо убедиться в неисправности какого-либо узла, и при этом в аппарате имеется еще один, такой же узел, обеспечивающий нормальное функционирование аппарата в другом режиме. Если подозреваемый узел в другой цепи аппарата работает нормально, а установка заведомо исправного узла не устранила неисправность, значит причина неисправности не в сменяемом узле, а в его цепи, обеспечивающей его работу.
При замене неисправного узла или детали необходимо выполнять все требования, обеспечивающие высокое качество проведения разборочных работ.
В ходе капитального ремонта детали и узлы аппаратов регулирования и управления подвергают дефектации в соответствии с техническими условиями. Дефектация осуществляется тщательным наружным осмотром, промером измерительным инструментом, специальными электрическими испытаниями.
Из всех деталей и узлов этих аппаратов чаще всего неисправности встречаются:
—на контактах обычных и ползунковых;
—в проводниках аппаратов и прежде всего в местах пайкн, в местах возможных механических повреждений;
—в обмотках главным образом с малым сечением проводов и с большим сопротивлением, а также в различных сопротивлениях, постоянно включенных и плавно изменяемых ползунками;
—на подвижных частях аппаратов и их узлов (расшатанность якорьков реле-регуляторов, заедания якорей электромагнитов и т. п.).
Часто встречается разрегулированность аппаратов, возникающая главным образом за счет потери упругости пружин.
Рассмотрим способы дефектации и ремонта основных деталей и узлов аппаратов управления и регулирования.
Ремонт контактов. Характерными дефектами контактов являются разрушение, окисление, обгорание и сваривание.
Причинами появления дефектов на контактах являются механический износ и электрическая эрозия. В зависимости от мощности и электрических характеристик цепи, которую разрывают контакты во время их работы, может иметь место или искровой, или дуговой разряд различной энергоемкости.
При искровом разряде имеет место эрозионное разрушение контактов и их окисление. При дуговом разряде малой энергоемкости контакты обгорают и окисляются, а при дуговом разряде большой энергоемкости возможно сваривание контактов.
Первые два дефекта характерны для контактов слаботочных аппаратов ^регуляторы напряжения, ограничители тока, поляризованные реле и др.). Второй и третий дефекты характерны для контактов сильноточных реле (пусковые реле, реле привода стартеров, контакторы и др.).
Так как основными причинами появления дефектов на контактах являются электрическая эрозия и ркисление, то для изготовления контактов применяют материалы, обладающие высокой эрозионной и антикоррозионной устойчивостью. Контакты слаботочных аппаратов изготовляют из серебра, вольфрама и платины. При этом пары серебро—серебро и серебро—вольфрам достаточно стойки против окисления, но менее стойки против смятия и эрозии. В парах серебро—вольфрам положительные контакты — вольфрамовые. Пара вольфрам—вольфрам стойка против эрозионного разрушения, но образует непроводящие окисные пленки. Контакты сильноточных реле выполняют массивными и изготовляют из меди или металлокерамики.
Дефекты контактов устанавливают наружным осмотром и промером их высоты.
В зависимости от величины износа и степени окисления контакты ремонтируют путем их зачистки или замены.
Первый способ применяют тогда, когда после ремонта высота контакта остается более допустимой по техническим условиям. Так, например, для аппаратов реле-регулятора она должна быть не менее 0,5 мм, для неподвижных контактов пускового реле — не менее 6 мм.
Контакты слаботочных реле из серебра, платины или вольфрама зачищают надфилем или специальным абразивным брусочком.
Контакты сильноточных реле из меди зачищают напильниками или обрабатывают на токарных и фрезерных станках.
К замене контактов прибегают в том случае, когда их высота оказывается меньше, чем оговорено техническими условиями на ремонт. При ремонте контакты из платины и вольфрама заменяют серебряными. Серебряные контакты приклепывают. Платиновые и вольфрамовые контакты припаивают твердым припоем ПСр-75.
Медные контакты сильноточных реле или имеют болты и крепятся гайками, или приклепываются.
При ремонте контактов необходимо следить, что’бы они прилегали один к другому всей поверхностью, а несовпадение осей контактов не превышало нормы, установленной техническими условиями (например, для реле обратного тока несовпадение осей контактов допускается не более чем на 0,25 мм).
Ремонт обмоток и сопротивлений. В ходе капитального ремонта в предварительно демонтированных из аппаратов регулирования и управления сопротивлениях и обмотках в процессе дефектации выявляются те же дефекты, что и при текущем ремонте. Дефектацию производят внешним осмотром и путем измерения величин сопротивлений омметром. Кроме того, проверяется качество изоляции обмоток и сопротивлений от «массы». Качество изоляции проверяется путем измерения ее сопротивления мегомметром, а также испытанием изоляции на пробой переменным напряжением 220 В. Подключение приборов при дефектации обмоток регулятора напряжения показано на рис. 301.
Кроме неисправностей в сопротивлениях и обмотках, устраняемых при текущем ремонте, в ходе капитального ремонта могут устраняться неисправности, связанные с уменьшением сопротивления изоляции обмоток и сопротивлений от «массы», а также внутренние дефекты: обрывы, межвитковые замыкания и пробой изоляции на «массу». Технология устранения этих дефектов такая же, как технология устранения аналогичных дефектов обмоток электрических машин.
Проверка состояния конденсаторов. Конденсаторы проверяют на отсутствие в них обрывов, пробоя и утечки. Для определения состояния конденсаторов применяют следующие два способа: проверка конденсаторов переменным током и проверка конденсаторов постоянным током с помощью неоновой лампы.
Проверка конденсаторов переменным током основана на том, что конденсаторы малой емкости (до 0,3 мкФ), устанавливаемые в аппаратах танков, оказывают весьма большое сопротивление прохождению переменного тока промышленной частоты. Для проведения этих испытаний собирают схему, показанную на рис. 302, а.
Лампочка 2 является индикатором состояния конденсатора / и предохраняет от коротких замыканий. Если конденсатор пробит,
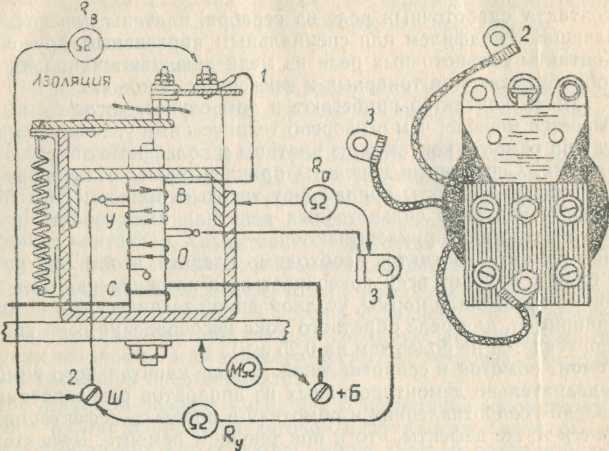
Рис. 301. Подключение приборов при дефектации обмоток регулятора напряжения
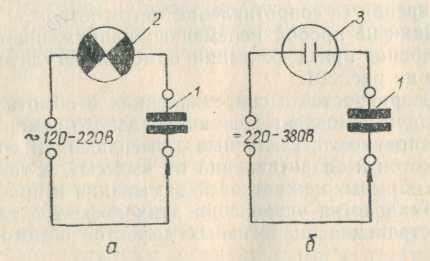
Рис. 302. Схемы проверки конденсаторов:
а — переменным током; б — постоянным током и неоновой лампой
лампочка горит; если конденсатор исправен или имеет утечку, лам почка гореть не будет, но в момент присоединения щупа к конден сатору будет заметна искра; если же в конденсаторе обрыв, то лам 574
почка гореть не будет, но не будет и искры в момент присоединения щупа к конденсатору.
Способ этот прост, но не дает возможности оценить степень утечки в конденсаторе.
Проверка конденсаторов постоянным током с помощью неоновой лампочки основана на использовании свойства неоновых ламп пропускать через себя ток (светиться) лишь при определенной величине напряжения.
Для проведения этих испытаний собирают схему, показанную на рис. 302, б. В этом случае в любой момент времени сумма напряжения на конденсаторе 1 — Uс и на неоновой лампе 3— Uн.л будет равна напряжению источника тока Uист (рис. 303).
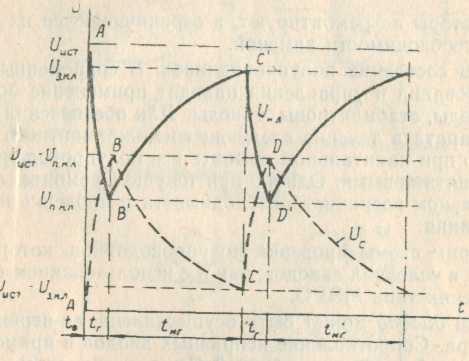
Рис. 303. Изменение напряжений при проверке
конденсаторов неоновой лампой: Uист — напряжение источника; Uз.н.л — напряжение зажигания неоновой лампы; Uп.н.л — напряжение погасания неоновой лампы
Если конденсатор исправен, то при подключении его к источнику тока неоновая лампа ярко вспыхнет, так как в начальный момент t0 .конденсатор разряжен, и все напряжение источника тока будет приложено к электродам неоновой лампы. Лампа загорится и будет пропускать ток на зарядку конденсатора. По мере зарядки конденсатора (кривая АВ, рис. 303) напряжение на его обкладках Uc возрастает, а напряжение на неоновой лампе Uн.л уменьшается и достигает величины, при которой лампа гаснет и разрывает цепь зарядки конденсатора. Так как любой конденсатор имеет утечку, то с течением времени его заряд будет уменьшаться, напряжение на его обкладках будет падать (кривая ВС, рис. 303), а напряжение на зажимах лампы — возрастать. Когда напряжение на зажимах лампы достигнет величины зажигания (в точке С, рис. 303), лампа
слабо вспыхнет, пропуская ток на подзарядку конденсатора, а затем снова погаснет и т. д. Чем большую утечку будет иметь конденсатор, тем быстрее он будет разряжаться и тем чаще будет вспыхивать лампа. По частоте вспышек неоновой лампы можно судить о степени утечки в конденсаторе. Конденсатор считают пригодным для дальнейшей работы, если вспышки неоновой лампы возникают не чаще, чем через 2—3 с. При очень большой утечке в конденсаторе неоновая лампа будет слабо светиться. При пробсе конденсатора наблюдается непрерывное яркое свечение лампы, а при обрыве лампа гореть не будет.
Этот способ проверки конденсаторов является наиболее совершенным, так как он дает возможность выявить все их неисправности.
Конденсаторы не ремонтируют, а ограничиваются их проверкой и в случае необходимости заменой.
Проверка состояния полупроводников. В современных аппаратах регулирования и управления находят применение полупроводниковые диоды, стабилитроны, триоды. Для обеспечения надежной работы аппарата в течение следующего межремонтного срока целесообразно при капитальном ремонте все полупроводниковые элементы заменять новыми. Однако при текущем ремонте, а иногда и при капитальном возникает необходимость в проверке их технического состояния.
Рассмотрим схемы проверки полупроводников, которые можно собрать как в условиях заводов, так и с использованием оборудования мастерских типа МЭРО.
Проверка диодов может быть осуществлена, во-первых, с помощью омметра. Сопротивление исправных диодов в прямом направлении должно быть в пределах 10 Ом, а в обратном—не менее 1000 Ом. При необходимости диоды проверяют по двум параметрам: по допустимому падению напряжения при номинальном значении прямого тока и по допустимой величине обратного тока при номинальном значении обратного напряжения.
Для определения падения напряжения на диоде собирают схему (рис. 304,а), реостатом устанавливают номинальный ток в цепи диода, а милливольтметром измеряют искомое падение напряжения. Для определения величины обратного тока собирают схему (рис. 304,6), реостатом устанавливают положенное по ТУ напряжение на диоде, а миллиамперметром измеряют искомый обратный ток.
Проверка стабилитронов проводится по схеме, аналогичной схеме проверки обратного тока диода (рис. 304,6). Проверяемым параметром в этом случае является напряжение пробоя. Изменяя положение движка реостата, замечают, при каком напряжении показания вольтметра резко снижаются до нуля, или каково напряжение, до которого происходит скачок показаний вольтметра. Это и будет напряжение пробоя стабилитрона.
Полупроводниковые транзисторы танковых регуляторов напряжения следует проверять на величину тока базы, при котором происходит запирание перехода эмиттер-коллектор. Для этого собирают схему (рис. 305), реостатом Rб устанавливают ток базы 0,18—0,2 А, а реостатом Rк — номинальный коллекторный ток (для
П203—1,5 Л; для П210, П210А, П214 и П215 —4 А), затем уменьшают ток базы и замечают, при каком его значении коллекторный ток снизится до нуля.
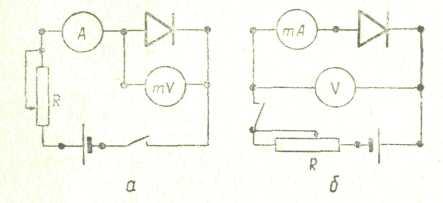
Рис. 304. Схемы проверки полупроводниковых диодов:
а — на падение напряжения; б — на обратный ток
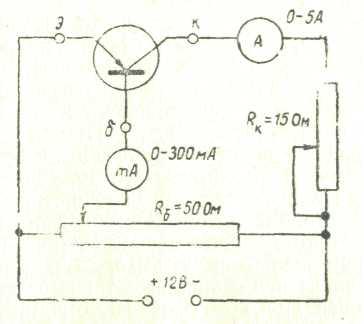
Рис. 305. Схема проверки полупроводниковых триодов
Полупроводники, не удовлетворяющие предъявляемым к ним требованиям, заменяются.
Источник