Ремонт валика масляного насоса
Главное меню
Судовые двигатели
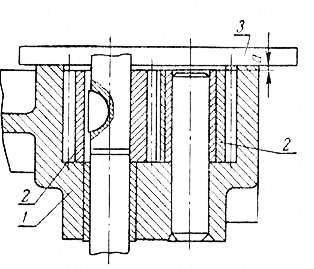
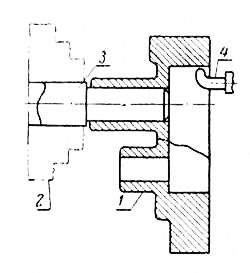
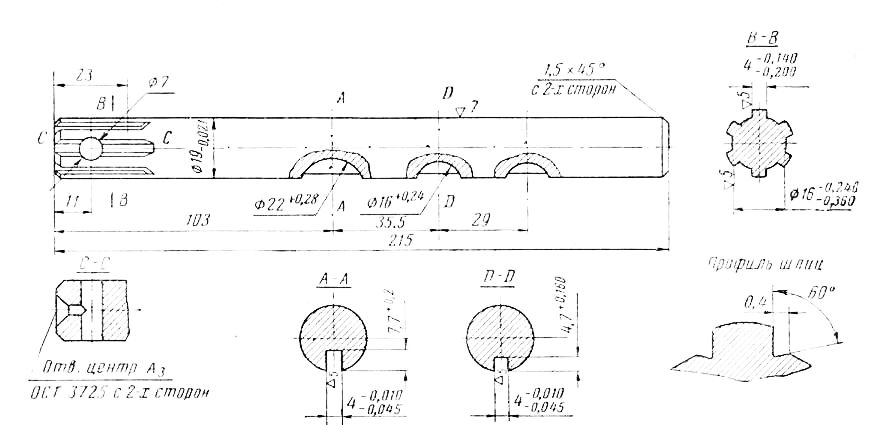
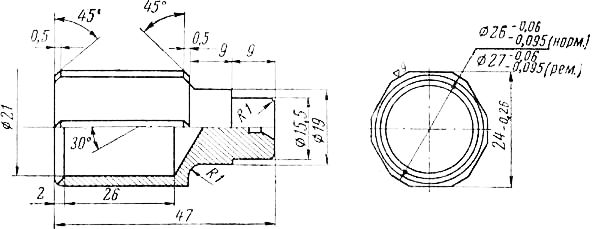
Валики масляных насосов (дет. № СМД-55У-0907, рис. 70) двигателей СМД всех модификаций изготавливаются из стали 45. Поверхности, сопрягаемые со втулками, закалены ТВЧ до твердости НRС 40?47 на глубину 1— 1,8 мм. Твердость остальных поверхностей НRС 24?31. Валики ведущей шестерни маслонасосов двигателей СМД-7 и СМД-14 взаимозаменяемы.
Валик ведущей шестерни масляного насоса подлежит восстановлению при наличии следующих дефектов:
1. Износ поверхности под втулки (поверхность Л) до диаметра менее 19,77 мм.
2. Повреждение или износ поверхности шпоночного паза, превышающий 0,02 мм, нормального размера по ширине.
3. Износ или повреждение резьбы.
Валик ведущей шестерни масляного насоса выбраковывают при:
1) изломе и трещинах;
3) износе или повреждении резьбы ремонтного размера.

Опорные поверхности под втулки восстанавливают вибродуговой наплавкой или хромированием.
Перед наплавкой изношенные поверхности зачищают шлифовальной шкуркой зернистостью 25—20 до металлического блеска.
В качестве электрода применяют пружинную проволоку диаметром 1,6—1,8 мм II класса по ГОСТ 9389— 60 из стали У7, У8 по ГОСТ 1435—54 или из стали 65, стали 65Г, стали 70 ,по ГОСТ 1050—60.
Поверхности А (рис. 70) наплавляют до диаметра 21,5 +1 мм на длине 20 и 25 мм. Режим наплавки:

Наплавленный слой должен быть ровным и плотным без глубоких раковин и пропусков.
Механическую обработку наплавленных поверхностей производят шлифованием на круглошлифовальном стайке 312М или ЗБ151 плоскими шлифовальными кругами прямого профиля при предварительном шлифовании — Э50С1-С2К или Э50-40 СМ2-С1К и при окончательном шлифовании — Э40-25 СМ2-С1К. Допускается предварительное и окончательное шлифование одним кругом Э40-25 СМ2-С1К.
Наплавленные поверхности предварительно шлифуют до диаметра 20,2 -0,1 мм и окончательно — до диаметра 20 -0,02 -0,04 мм на длине 20 и 25 мм. Режим обработки:

Снятие фасок, наплывов с торцов и притупление острых кромок производят на станке бруском зернистостью 40—25.
Твердость наплавленных поверхностей должна быть не менее НRС 40. Чистота обработки поверхностей должна соответствовать 7-му классу. На наплавленной поверхности допускаются раковины величиной по наибольшему измерению до 1 мм и глубиной не более 0,5 мм в количестве до трех на 1 см 2 при условии их расположения не ближе 3 мм друг от друга. Биение поверхностей А под втулки и поверхности Б под ведущую шестерню относительно друг друга допускается не более 0,03 мм.
Одним из вариантов восстановления поверхностей под втулки валика ведущей шестерни маслонасоса является их наплавка до диаметра 22 +1 мм и последующее ее шлифование под увеличенный ремонтный размер до диаметра 20,5 -0,020 -0,040 мм.
Износ втулок крышки и корпуса маслонасоса в эксплуатации допускается до диаметра 20,21 мм. При постановке валика с опорными поверхностями увеличенного размера втулки крышки и корпуса ремонтируют их развертыванием под увеличенный размер до диаметра 20,5 + 0,023 мм.
Хромирование. Перед хромированием поверхности под втулки шлифуют до выведения следов износа и получения правильной геометрической формы до диаметра не менее 19,7 мм. Хромируют поверхности под втулки до диаметра 20,10 мм по технологии рассмотренной при хромировании опорных шеек распределительного вала.
Механическая обработка производится шлифованием на оборудовании и режимами, как и при чистовом шлифовании после вибродуговой наплавки.
Восстановление резьбы. Если сорвано не более одной нитки резьбы, исправляют резьбу прогонкой плашкой М14?1,5Е. При износе или срыве более одной нитки резьбу восстанавливают наплавкой или нарезанием резьбы уменьшенного ремонтного размера.
Восстановление резьбы вибродуговой наплавкой производят без подачи охлаждающей жидкости. Наплавляют резьбу на длине 8 мм до диаметра 17 мм. Режим наплавки:

Наплавку производят на оборудовании и той же проволокой, что и при наплавке опорных поверхностей под втулки.
Наплавленную поверхность обтачивают на токарно- винторезном станке до диаметра 13,94 -0,12 мм и круглой плашкой М14?1,5Е нарезают резьбу М14?1,5 кл. 2а на длине 8 мм. Резьбу проверяют резьбовым кольцом или новой гайкой соответствующего размера. Резьба должна быть полной, чистой и без сорванных ниток.
Нарезание ремонтной резьбы. Резьбовую часть вала протачивают на токарно-винторезном станке до диаметра 11,94-0,12 мм на длине 8 мм и круглыми плашками М12?1.25Е нарезают резьбу М12?1,25 кл. 2а на длине 8 мм. Резьба должна быть полной и чистой, без сорванных ниток.
Для валика с ремонтной резьбой изготавливают из стали Ст.3 гайку с резьбой ремонтного размера М12?1,25 кл. 2а (по образцу гайки с нормальной резьбой).
Ремонт шпоночного паза. При износе шпоночного паза до ширины менее 4,2 мм стенки шпоночного паза зачищают шабером или плоским личным напильником и подгоняют по пазу шпонку увеличенного размера. Шпонку устанавливают в паз валика с натягом 0,02— 0,03 мм. Изготавливают шпонку из стали 45.
Изношенный шпоночный паз до ширины более 4,2 мм фрезеруют под ремонтный размер 5 -0,010 -0,055 мм.
Фрезеруют шпоночный паз на универсально-фрезер- ном станке 6М82 (6Н82) фрезой для сегментных шпонок 16?5 мм.
Если в валике фрезеруют шпоночный паз под увеличенный ремонтный размер, изготавливают из стали 45 сегментную шпонку ремонтного размера 5 -0,025 ?6,5 -0,10 мм с диаметром 16 +1 мм. При этом валик комплектуют с шестерней привода маслонасоса дет. СМД1- 0904, у которой шпоночный паз также ремонтного размера. Если валик комплектуют с шестерней привода маслонасоса, у которой шпоночный паз нормального размера, изготавливают сегментную ступенчатую шпонку с диаметром 16 +1 мм , высотой 6,5 -0,10 мм и шириной 5 -0,025 мм на участке 4,6 -0,080 мм от нижнего края и шириной верхней части 4 -0,025 мм.
Восстанавливают шпоночный паз под нормальный размер заваркой изношенного паза электродом Э50А ГОСТ 9467—60 диаметром 3 мм с последующим обтачиванием и фрезерованием шпоночного паза нормального размера 4 -0,010 -0,055 мм под углом 90° или 180° по отношению к старому пазу, выдержав остальные размеры соответственно показанным на рис. 70. Фрезеруют шпоночный паз нормального размера на универсально-фрезерном станке фрезой для сегментных шпонок 16?4 мм. Чистота боковых стенок шпоночного паза должна соответствовать 5-му классу. Смещение оси шпоночного паза относительно оси поверхности допускается не более 0,05 мм.
Замеряют ширину шпоночного паза специальным шаблоном.
Источник
Ремонт валика масляного насоса
После разборки и мойки детали масляных насосов подлежат дефектовке. При дефектовке деталей устанавливают величину их износа и сортируют на годные к дальнейшей эксплуатации без ремонта, требующие ремонта и негодные (утиль). В процессе дефектовки указывают вид ремонта и места, подлежащие восстановлению.
Основные приемы и способы дефектовки деталей и их сопряжений: внешний осмотр, остукивание, замен» величины износа измерительными инструментами, проверка с помощью специальных установок и стендов.
Внешним осмотром определяют наличие явно выраженных трещин в корпусах и крышках насосов, сорванных резьб на болтах и шпильках, износ и коррозию клапанов и др.
Рекламные предложения на основе ваших интересов:
Остукиванием определяют наличие невидимых трещин, плотность посадки втулок в гнездах и др.
Измерительными инструментами устанавливают величину, а также форму и направление износа деталей.
Стенды и установки применяют для проверки работоспособности масляных насосов в целом до их разборки или после ремонта и сборки.
Обычно пост дефектовки организуют на участке ремонта насосов. Такой пост оборудуют столом с набором контрольно-измерительных приборов, в который включаются следующие приборы, приспособления и инструмент: плита поверочная 450×600 мм; линейка контрольная 225 мм; щуп (набор 0,03—0,5 мм); микрометры 0—25 мм, 25—50 мм, 50—75 мм; нутромеры индикаторные 18—35 мм и 50—100 мм; индикатор часового типа 0—5 мм с универсальным штативом; глубиномер микрометрический 0—75 мм; штангенциркуль; штангензубо-мер; прибор для проверки упругости пружин; угольник лекальный; призмы и универсальный стенд для испытания насосов.
В процессе эксплуатации тракторных и комбайновых двигателей в масляных насосах изнашиваются:
1) нагнетательные шестерни и сопрягающиеся с ними поверхности крышки и корпуса насоса;
2) валик ведущей шестерни, ось ведомой шестерни и отверстие под ось в корпусе насоса;
3) втулки и отверстия под них в крышке, корпусе и ведомой шестерне;
4) клапаны, клапанные гнезда и пружины клапанов;
5) болты, шпильки и другие крепежные-детали.
Восстановление шестерен, крышки и корпуса масляного насоса. Производительность насоса резко снижается при возрастании торцового зазора а (рис. 26) вследствие износа поверхностей трения нагнетательных шестерен о крышку и корпус. Зазор а проверяют щупом с помощью контрольной линейки, прикладываемой, как показано на рисунке, к корпусу насоса.
Если величина торцового зазора окажется больше допустимой, то плоскости прилегания крышки и корпуса насоса шлифуют на плоскошлифовальном станке до получения нормального значения этого зазора. После шлифовки плоскости прилегания притирают на плите с пастой ГОИ. Крышку насоса иногда шлифуют после наплавки изношенной поверхности латунными припоями.
Отремонтированная крышка корпуса насоса должна удовлетворять следующим техническим условиям.
1. Плоскость прилегания крышки после шлифовки должна иметь чистую поверхность (не ниже 7-го класса), без рисок и задиров.
2. Износ крышки корпуса насоса в месте прилегания нагнетательных шестерен не должен превышать 0,05 мм по глубине.
3. Неплоскостность поверхности крышки, прилегающей к корпусу шестерен, не должна превышать 0,02 мм для масляных насосов двигателей Д-35 и Д-36 и 0,03 мм для насосов всех остальных двигателей.
4. Непараллельность поверхностей каждой из плит нагнетательной и откачивающей секций насоса двигателей КДМ-46 и КДМ-100 не должна превышать 0,05 мм.
5. Неперпендикулярность поверхности задней крышки 2 (рис, 27) насоса двигателей КДМ-46 и
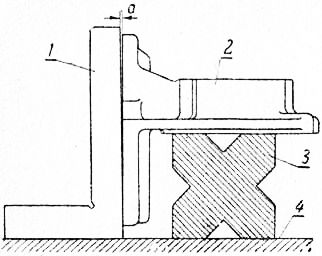
КДМ-100, прилегающей к корпусу шестерен, по отношению к привалочной плоскости крышки не должна превышать 0,08 мм.
Проверка на перпендикулярность особенно важна после приварки отломанного фланца крепления масляного насоса к блоку.
Для обеспечения перпендикулярности отломанную часть и крышку перед сваркой закрепляют на блоке. Приваривают сначала в нескольких точках, а затем по всему контуру излома чугунными прутками (А6 ГОСТ 2671—44). В местах выхода шва на обработанную плоскость сварку ведут биметаллическим (медно-стальным) электродом, предварительно сняв фаски 45X45° с кромок излома. После сварки опиливают участок шва, проходящий через обработанную плоскость, заподлицо с основным металлом, пришабривают и проверяют плоскостность и перпендикулярность плоскостей прилегания задней крышки.
В результате износа торцовых поверхностей гнезд для нагнетательных шестерен и последующего шлифования плоскости прилегания корпуса насоса к крышке изменяется глубина гнезда.
В процессе ремонта масляных насосов торцы нагнетательных шестерен также шлифуют для выведения износа и обеспечения их вращения в гнездах корпуса насоса без заедания.
После шлифовки торцовые поверхности шестерен должны быть чистыми (не ниже 7-го класса), без рисок и задиров. Указанные поверхности каждой из нагнетательных шестерен должны быть параллельны друг другу и перпендикулярны к оси отверстия с точностью до 0,03 мм по диаметру шестерни.
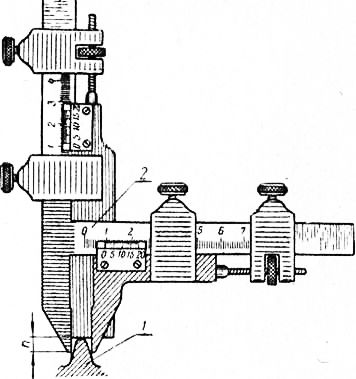
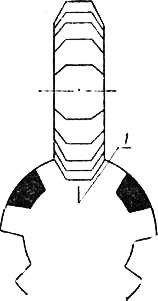
В нагнетательных шестернях зубья изнашиваются по толщине. Износ можно определить с помощью штанген-зубомера, измерив толщину зуба, как показано на рисунке 4. Линейку высоты ставят на заданный размер h до начальной окружности и с помощью угольника и подвижной ножки определяют толщину (шаговый размер) изношенного зуба по начальной окружности. Для получения более полной характеристики состояния изношенной шестерни замеряют толщину трех зубьев, расположенных один к другому под углом 120°,
Износ зубьев по толщине приводит к увеличению бокового зазора а (рис. 5) между зубьями шестерен.
Увеличение бокового зазора не является выбраковоч-ным признаком, если производительность масляного насоса не ниже допустимой. При снижении производительности шестерни заменяют новыми. Однако если плоскость прилегания корпуса насоса к крышке уже шлифовалась, то вновь устанавливаемые шестерни не подойдут по высоте. В таком случае торцы нагнетательных шестерен шлифуют до получения нормального торцового зазора.
Зубья нагнетательных шестерен изнашиваются и по окружности головок.
В результате давления масла, находящегося в насосе, головки зубьев нагнетательных шестерен прижимаются к цилиндрическим стенкам корпуса, что приводит к износу этих стенок и увеличению радиального зазора b между вершинами зубьев и стенками корпуса.
Восстанавливать радиальный зазор до нормальной величины можно разными способами. Наиболее простым и дешевым способом является расточка корпуса насоса под коррегированные зубья шестерен ремонтных размеров (с увеличенным диаметром).
Растачивать отверстия в корпусе можно на токарных или специальных расточных станках. При этом очень важно тщательно центрировать растачиваемые отверстия по отношению к осям валика ведущей и пальца ведомой шестерен, чтобы избежать трения зубьев шестерен о корпус. Для правильной центровки довольно сложной отливки корпуса насоса относительно оси токарного станка при расточке рекомендуется поступать следующим образом.
Сначала следует проточить вспомогательную оправку (рис. 7), а затем, не разжимая патрона станка, плотно насадить на нее корпус и расточить отверстия.
Во избежание провертывания корпуса на оправке желательно закрепить его в патроне или планшайбе станка специальными прижимами.
Если коррегированных шестерен нет, то восстанавливают изношенную внутреннюю поверхность корпуса насоса под номинальный размер шестерен одним из следующих способов.
Первый способ — наплавка стенок корпуса с последующей расточкой. Наплавляют биметаллическим (медно-стальным) или чугунным (марки Б ГОСТ 2671—44) электродом с качественной обмазкой. Наплавку ведут без предварительного подогрева. При этом наплавляемый металл наносят на изношенную поверхность в виде валиков, перекрывающих друг друга на Чъ ширины.
Иногда внутреннюю поверхность корпуса насоса лудят и напаивают баббитом. Так как полуда плохо удерживается на чугунной поверхности, то для закрепления баббита в стенках корпуса сверлят 4—6 отверстий — анкерных гнезд, а затем поверхность лудят и напаивают на нее баббит. После этого растачивают наплавленные гнезда под нормальный размер нагнетательных шестерен.
Второй способ — расточка корпуса с запрессовкой полуколец-вкладышей. Внутренние цилиндрические поверхности корпуса растачивают на глубину 5—6 мм. В расточенные гнезда запрессовывают стальные вкладыши с натягом 0,04—0,05 ммл.
Для стопорения вкладышей с торца, по линии сопряжения вкладыша с корпусом, сверлят два отверстия диаметром 3—4 мм, в которых нарезают резьбу под ввертыши, или приваривают вертикальные кромки вкладышей латунным электродом. После этого растачивают запрессованные вкладыши под номинальный размер нагнетательных шестерен.
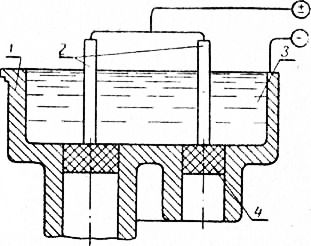
Третий способ — электролитическое цинкование или железнение изношенных стенок корпуса без применения специальных ванн. Временную гальваническую ванночку получают, забивая в отверстия со стороны плоскости разъема корпуса деревянные пробки.
При этом способе восстановления исключается предварительная и последующая механическая обработка гнезд, если искажение геометрической формы их не превышает размеров, установленных техническими условиями на ремонт масляных насосов.
Покрываемую поверхность тщательно шлифуют крокусной бумагой. Особое внимание следует обращать на чистоту шлифовки поверхностей в стыках. Затем торцовую поверхность под нагнетательными шестернями покрывают нитрокраской или эмалитом и просушивают на воздухе в течение 10—15 мин.
После такой подготовки ванночку промывают водой и керосином, обезжиривают венской известью, ополаскивают водой и заливают до края электролитом.
Подготовка электролита и технология восстановления в целом ничем не отличаются от обычного электролитического цинкования или железнения.
В середине гнезд подвешивают металлические аноды, а минусовый провод соединяют с корпусом.
Постоянный ток к ванне подводят от аккумуляторной батареи или выпрямителя. Так как покрываемая поверхность небольшая, то можно использовать и такие маломощные источники постоянного тока, как автотракторные генераторы.
По окончании процесса электроосаждения металла сливают электролит, разбирают ванночку и промывают корпус насоса водой. Наросты металла на краях зачищают напильником или шабером.
Необходимо отметить, что гальванический способ восстановления корпуса насоса в несколько раз дешевле способа запрессовки вкладышей в расточенные гнезда. Выбор того или другого способа восстановления определяется экономическими соображениями и условиями работы ремонтного предприятия.
Восстановление валика ведущей шестерни, оси ведомой шестерни и отверстия под ось в корпусе насоса. Валик ведущей шестерни масляных насосов почти всех тракторных и комбайновых двигателей изнашивается в местах сопряжения его с втулками крышки и корпуса (в масляном насосе двигателя Д-28 валик опирается лишь на втулку корпуса).
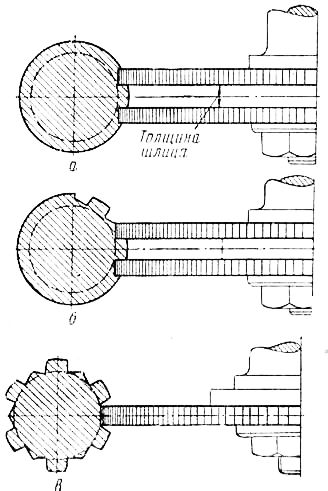
Кроме того, в некоторых конструкциях насосов изнашиваются шлицы (насосы двигателей КДМ-46 и КДМ-100, Д-54А и Д-75, Д-35 и Д-36) и шпоночные канавки (КДМ-46 и КДМ-100, СМД, Д-35 и Д-36, Д-28, Д-37).
Износ валиков в местах сопряжений с втулками может быть устранен электроэрозионным наращиванием или виброконтактной наплавкой с последующим шлифованием.
Электроэрозионное наращивание является наиболее простым способом восстановления указанных поверхностей. При этом не требуется какого-либо специального оборудования,- а питание осуществляется от обычного сварочного трансформатора с небольшой переделкой. Последняя сводится к тому, чтобы получить от сварочного трансформатора большой ток (до 1000 а) при таком напряжении, когда еще не может возникнуть электрическая дуга (до 10—11 в). Это условие можно осуществить двумя способами.
Первый способ — намотка трех-четырех дополнительных витков вокруг вторичной обмотки трансформатора с выводами каждого витка на контактные болты.
Второй способ — припайка выводов к виткам вторичной обмотки трансформатора. В обоих случаях переоборудованный сварочный трансформатор можно использовать и в его прямом назначении, то есть для сварки.
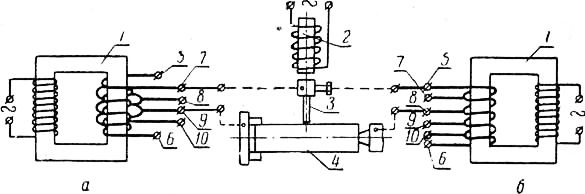
Для восстановления изношенных мест валиков ведущих шестерен рекомендуется использовать в качестве электродов сталь марки ХВГ и У12 или твердый сплав «Сормайт». В процессе электроэрозионного наращивания электрод 3 быстро разогревается, отчего падает производительность процесса; поэтому необходимо охлаждать его проточной водой.
Валики ведущих шестерен восстанавливают виброконтактной наплавкой на аппаратах ГМВК-1 или КУМА-5М.
Изношенные шлицы можно восстановить заваркой с последующей механической и термической обработками. Перед началом заварки на торце валика делают метку, по которой при последующем фрезеровании устанавливают фрезу так, чтобы удалять наплавленный, а не основной материал шлиц. Кроме того, желательно обернуть валик листовым асбестом для предохранения его поверхности от брызг расплавленного металла при заварке.
Заварку ведут по длине шлиц электродом Э70 (ГОСТ 2523—51) 0 3 мм.
После заварки шлиц валик протачивают до необходимого размера, подрезают наплывы металла с торца и срезают фаску.
Фрезеруют шлицы на горизонтально-фрезерном станке с делительной головкой. При этом могут применяться как фасонные фрезы с профилем, соответствующем профилю канавки, так и прорезные. Окончательно обрабатывают поверхность канавки опиливанием с проверкой посадки новой шлицевой муфты.
После механической обработки валик закаливают в масле и отпускают при температуре 530—550°.
Заключительная операция — шлифовка валика по наружному диаметру до номинального размера.
Восстановление изношенных шлиц валика масляного насоса двигателей КДМ-46 и КДМ-100 отличается от рассмотренного способа тем, что на шлифованном конце валика имеется специальное отверстие 0,7 мм под болт крепления соединительной муфточки.
В этом валике перед заваркой впадин между шлицами в отверстие 0 7 мм ставят медную или графитовую пробку. Пробка должна выступать не менее чем на 5 мм над поверхностью шлиц, для того чтобы можно было удалить ее из отверстия после заварки.
Шпоночные кандвки валика ведущей шестерни могут быть отремонтированы фрезерованием их под увеличенный размер шпонки или заваркой с последующим изготовлением канавки номинального размера. В последнем случае канавку заваривают, накладывая электросварочные валики вначале на стенки шпоночной канавки.
Ось ведомой шестерни масляного насоса изнашивается по поверхности сопряжения со втулкой этой шестерни, в результате чего растет зазор в этом сопряжении.
Одновременно с этим изнашивается отверстие под ось ведомой шестерни в корпусе насоса.
Отверстие под ось развертывают и затем в него запрессовывают ступенчатый палец (этого не делают в масляном насосе двигателей КДМ-46 и КДМ-100).
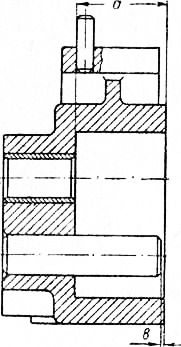
Ось ведомой шестерни после ее запрессовки в корпус масляного насоса не должна доходить до плоскости прилегания крышки в масляных насосах двигателей: Д-35 и Д-36 — на 0,5—1,2 мм; Д-28 — на 0,2—0,5 мм (см. размер в на рисунке 28).
Восстановление втулок и отверстий под втулки в крышке, корпусе и ведомой шестерне. Втулки масляного насоса изнашиваются по внутреннему и наружному диаметрам. Одновременно изнашиваются и сопряженно работающие с втулками детали.
Характер изнйса й способы восстановления деталей, сопряженных с внутренней поверхностью втулок (валик ведущей и ось ведомой шестерен), рассмотрены выше.
С поверхностью втулок по наружному диаметру сопрягаются поверхности отверстий в корпусе, крышке и ведомой шестерне масляного насоса.
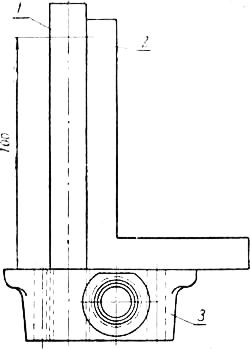
Изношенные отверстия развертывают по кондуктору под втулки увеличенного диаметра. Для обеспечения соосности отверстий под втулки валика ведущей шестерни крышку обрабатывают в сборе с корпусом насоса. После обработки проверяют с помощью оправки 1 (рис.37) и угольника 2 перпендикулярность оси отверстия под втулку к шлифованной поверхности. Ось’ отверстия под втулку должна быть перпендикулярна к шлифованной поверхности с точностью до 0,03 мм на длине 100 мм.
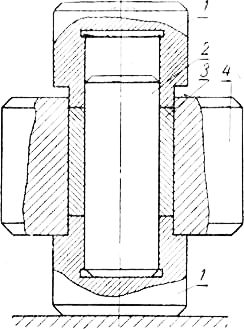
Бронзовые втулки, изношенные по внутреннему и наружному диаметру, можно восстанавливать осадкой. При осадке втулку сжимают под прессом в приспособлении, изготовленном по ее размеру.
Вследствие укорочения втулки уменьшается диаметр отверстия и втулка увеличивается по наружному диаметру. Диаметр оправки 2 (рис. 38), ограничивающий деформацию втулки 3 по внутреннему диаметру, принимают на 0,2 мм меньше размера окончательно обработанного отверстия (припуск на последующую механическую обработку).
Восстановление клапанов, клапанных гнезд, пружин клапанов. При износе редукционного клапана, гнезда и пружины нарушается герметичность клапана, ослабляется его пружина.
В рассмотренных конструкциях насосов большинство клапанов плунжерного типа и только в некоторых из них (масляные*насосы двигателей Д-28, Д-20 и Д-14) сохранились шариковые клапаны.
При потере герметичности плунжерный клапан притирают к гнезду с помощью пасты ГОИ, а шариковый осаживают молотком через наставку с медным наконечником. Если при таком способе ремонта герметичность не восстанавливается, то восстанавливают гнездо и заменяют клапан. Для этого форму гнезда исправляют торцовым зенкером с последующей притиркой клапана (плунжерного типа) к гнезду или осаживанием фаски гнезда клапана (шарикового типа) новым шариком.
В плунжерных клапанах при износе поверхности отверстия под клапан более чем на 0,2 мм восстановление его более сложно. В качестве примера рассмотрим восстановление редукционного клапана масляного насоса двигателей КДМ-46 и КДМ-100.
Для этого переднюю крышку насоса (рис. 40, а)устанавливают в тиски на столе сверлильного станка и рассверливают отверстие диаметром 26+0’023 сверлом 26,6+0’28 мм на глубину 66 мм. Затем специальным сверлом диаметром 27 мм (рис. 40, б), изготовленным из обычного сверла диаметром 29 мм, КДМ-46 и КДМ-100 и специальное сверло для подрезки опорного торца под клапан: а — крышка; б — сверло.
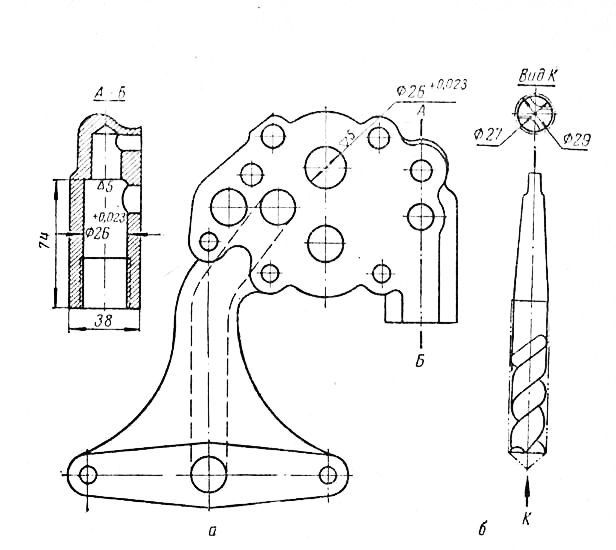
После исправления торца развертывают отверстие под клапан разверткой до размера 27+0’025 мм. Редукционный клапан в этом случае изготовляют новый по размерам, указанным на рисунке 14. При изготовлении клапана ремонтного размера изменяют только размер граней, которые вместо диаметра мм выполняют по диаметру 2мм.
Клапан изготовляют из стали с последующей термической обработкой. Режим термической обработки: нагрев до 820—840°, закалка в воде и отпуск при 180— 200°. Изготовленный клапан притирают по торцу в отверстии передней крышки насоса.
Основными неисправностями пружины клапана являются: уменьшение упругости, односторонний износ витков по наружному диаметру и излом пружины.
При дефектовке пружины проверяют ее высоту в свободном состоянии и под нагрузкой, а также диаметр проволоки, наружный диаметр пружины и количество витков в ней.
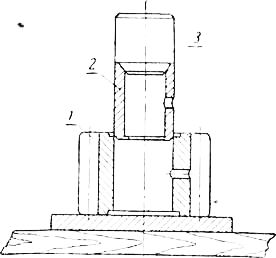
Высоту пружины определяют на специальном приспособлении следующим образом. Из трубки (рис. 16) вынимают шток и на дно трубки опускают проверяемую пружину.
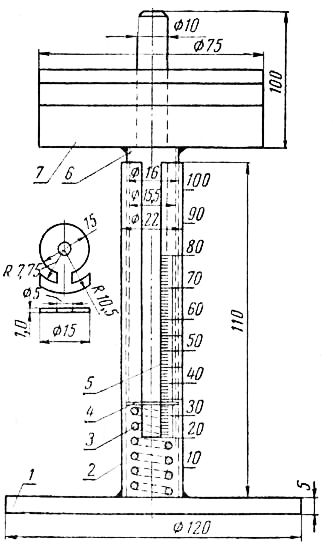
При расхождении действительных показаний с табличными пружину следует заменить.
Для проверки упругости пружин можно пользоваться также прибором КИ-040, применяемым для испытания пружин газораспределения.
Источник