Ремонт валопровода и движителей
Разборка валопровода для ремонта
В зависимости от срока эксплуатации валопровода и состояния его отдельных узлов и деталей ремонт может быть текущим или капитальным. При капитальном ремонте выполняются полный демонтаж валопровода с доставкой его деталей в цех для ремонта, ремонт промежуточных и гребного валов, перезаливка и расточка подшипников с последующей центровкой и укладкой валов, ремонт дейдвудного устройства, ремонт гребных винтов и др.
Разборка валопровода при капитальном ремонте состоит из двух этапов; первый выполняют при положении судна на плаву, второй — при стоянке судна в доке.
До разборки валопровода проверяют масляные зазоры в подшипниках, а также прилегание шеек валов к нижнему вкладышу. Кроме того, до полной разборки валопровода и постановки судна в док проверяют несоосность концевых (гребных) валов двумя способами: замерами взаимного расположения осей гребного вала и вала главного двигателя оптическим методом (промежуточные валы должны быть сняты или сдвинуты в сторону) и замерами изломов и смещений на разобщенных фланцевых соединениях валов.
Оптический метод замера заключается в следующем. На торце гребного вала 1 (рис. 131, а) закрепляют визирную трубу 2. Фокусируя визирную трубу на мишень 4, установленную по центру вала главного двигателя или редуктора 3, определяют смещение мишени. После этого визирную трубу 2 переставляют на фланец вала главного двигателя или редуктора 3 (рис. 131,6), центруют и закрепляют на нем, фокусируют на мишень 5, установленную на торце гребного вала, и определяют смещение а мишени. По полученным смещениям мишеней определяют несоосность гребного вала и вала главного двигателя или редуктора. Второй способ более простой, он будет описан при рассмотрении процесса монтажа валопровода. Следует иметь в виду, что при разборке валопровода только фиксируется имеющаяся несоосность валов валопровода, а при монтаже валопровода обеспечивается соосность.
При разборке валопровода на плаву сначала снимают ограждения валопровода, кожухи, трапы, трубопроводы и соответствующую арматуру; проверяют наличие маркировки на деталях валопровода (при отсутствии маркировку возобновляют).
Изготовив из стальной проволоки диаметром 6—8 мм Г-образный штихмас 3 (рис. 132), фиксируют положение гребного вала. Для этого на гребном валу 2 и на переборке 1 кернером набивают неглубокие лунки, которые заключают в прямоугольники, аккуратно наносимые зубилом. Заостренные концы штихмаса совмещают с лунками. Размер от переборки до лунки на валу заносят в соответствующий документ для установки гребного вала после ремонта. Этот размер позволяет также проверить фактический зазор между ступицей гребного вала и торцом кронштейна или дейдвудной трубы.
Далее разбирают все фланцевые соединения валопровода. Соединительные болты выбивают свинцовой кувалдой или выпрессовывают приспособлением, показанным на рис. 133. Оно состоит из скобы 1, один конец которой выполнен в виде развилки для пропускания болта при выпрессовке. Второй конец скобы имеет утолщенную часть с нарезанным отверстием; в него ввертывается нажимной винт 2, на квадрат которого установлен храповой механизм 5 с рычагом 4. Приспособление размещают на фланцевых соединениях валопровода против болта 6, подлежащего выпрессовке. Ломиком 3 воздействуют на храповой механизм, ввертывая винт 2, который, упираясь своим концом в торец болта, выпрессовывает его.
Если выпрессовать болты невозможно, их высверливают или выжигают автогеном. Удалив болты, разбирают упорный и опорные подшипники (снимают крышки и вынимают упорные сегменты). Раздвигая валы, поднимают их и укладывают на деревянные клетки, а затем выгружают и доставляют в цех для ремонта. Выгрузив валы, собирают крышки подшипников с корпусами, отсоединяют подшипники от судового фундамента и направляют в цех.
При разборке валопровода в доке устанавливают леса, подвешивают грузоподъемные средства, подготовляют соответствующие приспособления для выполнения работ. После этого замеряют осевой зазор между торцом ступицы гребного пинта и торцом кронштейна гребного вала или торцом дейдвудной трубы. Проверив крепление гребного винта, фиксируют его положение нанесением риски на гребном валу (для правильной установки гребного вала после ремонта).
Разборку валопровода в доке выполняют в такой последовательности: разбирают дейдвудный сальник и удаляют набивку; снимают обтекатель гребного винта; заклинивают гребной вал, чтобы он не страгивался при съемке гребного винта, и снимают гребной винт; замеряют зазоры между гребным валом, втулками кронштейна и дейдвудной трубой с двух сторон (нос, корма) в четырех положениях (верх, низ, правый борт, левый борт).
В настоящее время часто снимают гребные винты гидропрессовым способом. Он основан на принципе устранения сухого трения путем введения масла под высоким давлением между сопрягаемыми деталями. При этом ступица гребного винта раздается, а конус гребного вала сжимается, и гребной винт легко снимают.
После снятия гребного винта вынимают гребной вал и выпрессовывают втулки кронштейна и дейдвудной трубы.
Источник
ТЕХНОЛОГИЯ РЕМОНТА ДЕТАЛЕЙ СУДОВОГО ВАЛОПРОВОДА
Назначение судового валопровода — передавать крутящий момент от ГД гребному винту, а также воспринимать упор винта и передавать его через упорно-опорный подшипник корпусу судна. Судовой валопровод и его элементы представлены на структурной схеме:

Рис.1 Структурная схема судового валопровода

Рис.2. Конструктивная схема судового валопровода :
1 — гребной винт; 2 — гребной вал; 3 — дейдвудные подшипники; 4 — соединительная полумуфта; 5 — МИШ; 6 — кормовой промежуточный вал; 7 — опорный подшипник; 8 — вал-коротыш; 9 — упорный вал; 10 — промежуточный вал; 11 — вал с шинно-пневматической муфтой 11ШМС-6.
Судовой валопровод включает гребной вал с винтом фиксированного шага (ВФШ) или винт регулируемого шага (ВРШ), вал механизма изменения шага (МИШ), который устанавливается на конце гребного вала; промежуточный, упорный валы; дейдвудные, опорные, упорный подшипники и тормозное устройство. Соединение валов фланцевое или муфтовое.
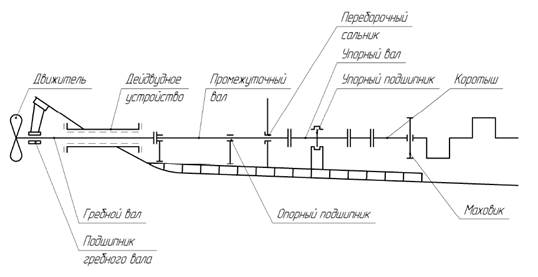
Рис.3. Конструктивная схема судового валопровода :
Ремонт гладких и шлицевых валов
Гладкие и шлицевые валы и оси составляют большую часть номенклатуры восстанавливаемых деталей. В большинстве случаев именно эти детали лимитируют ресурс узлов и агрегатов машин.
У валов наиболее часто дефекты появляются на посадочных поверхностях под подшипники и резьбовых поверхностях. Поверхности под подшипники восстанавливают при износе более 0,017…0,060 мм; под уплотнения — более 0,15…0,20 мм. Шпоночные пазы восстанавливают при износе по ширине более 0,065…0,095 мм; шлицевые поверхности — при износе более 0,2…0,5 мм.
Преимущественное применение при восстановлении валов получили следующие виды наплавки: в среде углекислого газа, вибродуговая в различных защитных средах и под флюсом. Эти процессы применяют преимущественно при износах более 0,5 мм. Для восстановления поверхностей, работающих в условиях неподвижных сопряжений, широко распространена электроконтактная приварка металлического слоя (ленты, проволоки).
При износе неподвижных поверхностей до 0,2мм эффективно электромеханическое высаживание и выглаживание. Восстановление деталей этим способом не требует дополнительного материала, а при выглаживании поверхности происходит упрочнение поверхностного слоя, повышается износостойкость и усталостная прочность.
Гальванические процессы применяются только при массовом восстановлении однотипных деталей.
Восстановление гладких валов и осей рекомендуется по трем техноло-гическим маршрутам. По первому маршруту восстанавливают наплавкой с последующей механической и термической (при необходимости) обработкой детали со значительным износом; по второму маршруту — детали, для которых целесообразно применение электроконтактной приварки ленты или проволоки; по третьему — детали, для которых технически возможно применение электромеханической обработки. При этом поверхности деталей со значительным износом (резьбы, шпоночные пазы) при восстановлении их по второму и третьему маршрутам восстанавливают наплавкой.
На шлицевых валах наряду с устранением дефектов, характерных для гладких валов, необходимо восстанавливать шлицевые поверхности. Наиболее широко для восстановления шлицевых поверхностей применяют дуговую наплавку. Технологический процесс включает операции наплавки, нормализации, токарной обработки, фрезерования, термической обработки и шлифования.
Технология трудоемка и не всегда экономически выгодна. Шлицевые поверхности могут быть восстановлены электроконтактной приваркой металлических полос. При небольших износах для восстановления шлицевых валов рекомендуется холодное пластическое деформирование.
При износе шлицев по толщине до 0,5 мм на их нерабочей наружной поверхности холодным пластическим деформированием на гидравлическом прессе с помощью шлиценакатной головки формируют технологическую канавку. Металл, вытесненный из канавки, заполняет боковую изношенную поверхность зуба и увеличивает наружный диаметр вала, обеспечивая минимально необходимый припуск для механической обработки шлицевой поверхности.
Если износ шлицев по толщине составляет 0,5…1,2 мм, тогда на их наружной поверхности наплавляют валики металла и осаживают на гидравлическом прессе с помощью шлиценакатной головки. При осадке наплавленные на зубья валики внедряются в основной металл, увеличивая ширину зубьев до необходимых размеров в целях получения припуска на механическую обработку.
При износе шлицев по толщине более 1,2мм наплавляют их боковые и наружные поверхности и подвергают механической обработке без деформирования.
Источник
Технология ремонта валопровода
Суда речного флота и смешанного ‹‹река-море›› плавания имеют одновальную, двухвальную, а иногда и трехвальную энергетическую установку. Она состоит из главного двигателя, валопровода и гребного винта. Валопровод−служит для передачи крутящего момента от двигателя к движителю. В общем виде валопровод включает в себя следующие основные элементы: соединительную муфту, упорный подшипник, упорный вал, промежуточный вал, промежуточные подшипники, сальниковое уплотнение, дейдвудную трубу, дейдвудные подшипники, гребной вал, подшипники кронштейна, движитель.
В эксплуатации судна валопровод в целом и отдельные его элементы под действием нагрузок подвергаются изнашиванию и повреждениям.
Валопровод соединяют с главным двигателем неподвижными или подвижными муфтами. Неподвижные муфты обеспечивают жесткое соединение двух валов, исключая их относительные перемещения друг относительно друга. Подвижные муфты, например зубчатые, допускают в определенных пределах смещение и излом осей соединяемых валов.
Одной из наиболее распространенных конструкций соединения валопровода с главным двигателем, а также валов между собой, является поперечно−свертная муфта. Полумуфты неподвижных поперечно−свертных муфт устанавливают на конусные поверхности валов и закрепляют гайками. Между собой полумуфты соединяют коническими болтами. Поперечно−свертные муфты передают крутящий момент через шпонки. В таких полумуфтах износу подвергаются внутренняя конусная поверхность вследствие сдвига и ослабления посадки, а также шпоночные пазы из-за смятия стенок, задиров, коррозии.
У зубчатой подвижной муфты валопровода происходит непрерывное истирание зубьев, значительно усиливающееся при нарушении смазки и появлении расцентровки валов.
В судовых валопроводах осевое усилие, от вращения гребного винта, воспринимается упорным валом и упорным подшипником. На валопроводах речных судов чаще всего устанавливают сегментные упорные подшипники скольжения. Упорный подшипник скольжения имеет диск в средней части упорного вала. Упор на диск передается через несколько одинаковых упорных подушечек переднего и заднего хода, поверхности скольжения которых залиты антифрикционным сплавом .В таких подшипниках изнашиваются поверхности упорных подушек, а также упорный диск вала и его рабочие шейки.
Промежуточные валы работают в более благоприятных условиях, чем гребные: они не соприкасаются с водой и непосредственно не испытывают ударов со стороны винта. В местах расположения подшипников на валах имеются утолщения, откованные при изготовлении, или напрессованные облицовки.
К числу наиболее характерных износов промежуточных валов относят изменение размеров и геометрии рабочих шеек или облицовки, а также конусной части вала, смятие стенок шпоночного паза ( для шпоночных полумуфт), повреждение резьбы хвостовика; износы отверстий под крепежные болты. В отдельных случаях на промежуточных валах наблюдают погибь, скручивание, трещины.
Износы опорных подшипников скольжения проявляются в уменьшении толщины антифрикционного слоя, появлении в нем трещин и отслаивания баббита от основы.
Источник
Технология ремонта валопроводов
Дефектация. Основными причинами повреждений деталей валопровода и винторулевого комплекса (ВРК) являются: расцентрирование валопровода, трение, коррозия, эрозия, усталостные явления и др.
Дефектацию деталей винторулевого комплекса производят с целью выявления износов и определения объемов ремонта. Предремонтную дефектацию узлов обычно совмещают с освидетельствованием судна инспекцией Регистра.
Первым этапом дефектации является освидетельствование винто-рулевого комплекса, при котором проверяют состояние сальниковых уплотнений, крепление отдельных деталей и узлов, люфты в шарнирах и т. д.
Второй этап дефектации осуществляют после постановки судна на ремонт.
Качественно и количественно расцентрирование валопровода устанавливают по изломам и смещениям отдельных фланцев его валов или нагрузкам на подшипниках.
При механической обработке валов и их деталей изогнутость валов исправляют, применяя местный подогрев, а при малых стрелках погиба — в холодном состоянии. При этом изогнутый вал устанавливают в центрах токарного станка или в специальном приспособлении. В месте наибольшего изгиба устанавливают домкрат и выгибают вал в противоположную сторону.
Правка валов в холодном состоянии без отпуска для снятия напряжений допускается, если их изогнутость не превышает значений, указанных в табл. 3.8.
При больших изогнутостях валы рекомендуется править с местным нагревом до 900…1000°С (с обязательным контролем температуры нагревания).
В целях экономии цветного металла в последнее время все чаще на гребные валы устанавливают биметаллические облицовки, которые изготовляют из обычной углеродистой стали, наплавляя на них слой бронзы или нержавеющей стали. Облицовки в горячем состоянии насаживают на гребной вал, затем на их поверхность наплавляют два слоя нержавеющей стали общей толщиной 5…6 мм, после чего вал механически обрабатывают.
На участки гребных валов, расположенные между бронзовыми облицов-ками, для предохранения от коррозии наносят различные антикоррозионные покрытия (пасты, стеклоткань на эпоксидной смоле и т. д.). При ремонте конусных соединений правильность пригонки конусов проверяют по шаблонам или калибрам.
Восстановление промежуточных валов. Допускается восстановление судовых гребных валов из углеродистой стали с содержанием углерода до 0,45% наплавкой низкоуглеродистой либо нержавеющей сталью, если износ или глубина трещин не прёвышает 5% диаметра вала и составляет не более 15 мм.
Для восстановления гребных валов из сталей 25, 30 и 35 разработаны технологические процессы, в которых предусматривается применение электродуговой наплавки по винтовой траектории постоянного шага электродной проволокой и лентой из низкоуглеродистой и коррозионностойкой стали под флюсом и в среде углекислого газа. Наплавочные установки для восстановления гребных валов создают, как правило, на базе токарных станков, оснащают сварочным автоматом для наплавки определённым способом, оборудованием для предварительного подогрева вала и другими устройствами.
Наплавка валов низкоуглеродистой стали коррозионностойкой проволокой не представляет затруднений, если содержание углерода не превышает 0,3%. При большем его содержании более целесообразно применять подслой из низкоуглеродистой стали, что снижает переход углерода из основного металла в наплавленный слой.
Для изготовления гребных валов малотоннажных судов часто применяют сталь марки 20Х13. Эта сталь относится к категории сталей ограниченно сваривающихся. Чтобы избежать образование трещин, гребные валы подвергают предварительному и сопутствующему подогреву, определяя температуру подогрева расчетом в зависимости от выбранного режима наплавки. После наплавки валы подвергают отпуску при температуре 680…720 0 С для снятия сварочных остаточных напряжений и получения требуемой пластичности металла.
Вопросы для самоконтроля
1. Этапы дефектации валопроводов
2. Назвать основные методы ремонта коленчатых валов.
3. Описать ремонт облицовки гребного вала.
Рекомендуемая литература: [ 1 ], [ 3 ], [ 5 ], [ 10 ], [ 13 ].
Лекиця 14. РЕМОНТ ВОДОГРЕЙНЫХ КОТЛОВ
Цель лекции – Изучить очистку, дефектацию и методы ремонта основных дефектов водогрейных котлов.
Ключевые слова — техническая диагностика котлов,
Очистка и мойка котла
Перед проведением дефектации и ремонта внутренние поверхности котла необходимо очистить от накипи, а внутренние поверхности трубок – от нагара.
В первую очередь, после выпуска воды из котла, производится очистка внутренней поверхности трубок от нагара и стенок котла от еще не успевшего сцементироваться рыхлого слоя накипи. При этом используются накидные головки, приводимые в действие через гибкие валы от электродвигателя или воздушной турбинки. Очистку труб шарошками во всех случаях необходимо производить с одновременной обмывкой водой места очистки.
При удалении накипи или нагара в местах, недоступных для очистки головками (в углах соединений перегородок, около выступающих концов труб), применяют ручной инструмент: шабера, скребки, ерши.
Наиболее эффективным способом химической очистки котлов является промывка их ингибированным раствором соляной кислоты. Продолжительность кислотной промывки 3…5 часов.
Нагар также возможно удалять химическим путем. Вначале трубки обезжиривают раствором тринатрийфосфата в смеси с эмульгатором ОП-7 . В зависимости от размера детали обработка длиться 15…90 минут.
Дефектация деталей котла
Рабочая дефектация котла включает в себя осмотр с применением оптических приборов, измерение деформаций, металлографические и механические исследования металла. Для выявления дефектов используют магнитные, рентгеновские, ультразвуковые методы дефектоскопии.
Основные дефекты котлов: выпучины и проседания газовых труб более 2,5% от их диаметра; выпучины трубных решеток со стрелкой прогиба более 15 мм; разъедание листов более 15% от первоначальной толщины; любые расслоения и обгорания металла; появление трещин и течей корпуса котла;
Выпучины наблюдаются в газовых трубах. Этот дефект возникает преимущественно в местах скопления накипи, поскольку теплопроводность такого участка уменьшается, вызывая его нагрев и снижение механической прочности. Проседания трубок котла появляются от перегрева какой-либо части элемента котла по длине. Внешним осмотром определяют коррозионное поражение поверхностей трубок.
Для выявления трещин в концах трубок, приваренных к трубным доскам, рекомендуют применение магнитного способа дефектоскопии. Трещины в сварных швах выявляют гаммаграфированием и ультразвуковым методом.
Ремонт котла. Основные работы при ремонте котла – сварочные, на которые согласно Правилам Регистра, следует составлять подробные технологические карты. В них должны быть указаны род и режим тока, марки электродов, метод сварки, способ разделки швов, последовательность их наложения, вид термообработки. Наплавка на участках, разъеденных коррозией, разрешается Регистром, если величина коррозионного износа не более 30% по толщине, а площадь предполагаемой наплавки не более 500 см 2 . Наложение валиков производится в шахматном порядке, и их направление в смежных участках принимается под углом в 90 0 при прямоугольной и в 60 0 – при треугольной разбивке
В практике судоремонта широко применяется восстановление наплавкой гнезд трубных решеток, а также гнезд для связей в задних стенках и днищах котлов. С помощью разверток удаляется резьба в гнездах и наплавляются кольцевые валики. Качество наплавки проверяется внешним осмотром и физическими методами контроля.
Заварка трещин. Обнаруженную трещину протравливают, определяют ее границы ультразвуковым или другим способом контроля. по концам трещины сверлят отверстия ø4…10мм. затем трещина разделывается под сварной шов определенного типа и заваривается, отверстия зенкуются и также завариваются.
Вопросы для самоконтроля
1. Методы очистки котлов.
2. Основные дефекты котлов.
3. Особенности технологии наплавки жаростойких сталей.
Рекомендуемая литература: [ 1 ], [ 3 ], [ 9 ], [13].
Лекция 15 Технико-экономическая эффективность
ремонта узлов и деталей
Цель лекции – Изучить структуру себестоимости ремонта деталей и расчет экономического эффекта при различных условиях ремонта.
Ключевые слова — себестоимость ремонта, экономический эффект.
Материальные и трудовые затраты на ремонт весьма существенны и, например, за амортизационный срок службы ДВС они намного превышают затраты на его изготовление.
В основном металл расходуется на производство запасных частей, используемых при ремонте для замены изношенных или поврежденных деталей.
В то же время износы многих деталей, заменяемых на новые запасные части при ТР и КР. не достигают предельных значений. Эти детали обычно обладают еще значительным запасом работоспособности или так называемым остаточным ресурсом. Возможность повторного использования деталей с остаточным ресурсом работоспособности составляет технологическую и экономическую основы ремонтного производства.
Анализ передовой ремонтной конструкторской и технологической документации и достижений ремонтно-восстановительной технологии показывает, что при ремонте двигателей повторно могут использоваться до 70% изношенных деталей.
Затраты на восстановление этих деталей обычно колеблются в пределах 20 . 60% их себестоимости. Это объясняется тем, что при восстановлении деталей исключаются работы по получению заготовок и обработке многих поверхностей деталей, которые в процессе эксплуатации ДВС не изнашиваются.
Источник