- Ремонт коробки переключения передач (КПП)
- Разборка коробки передач
- Ремонт зубьев шестерен, шлицев и валов
- Ремонт механизма переключения передач
- Сборка и испытание коробки передач
- Обкатка коробки передач
- Разработка технологического процесса восстановления и ремонта ведущего вала коробки передач
- Формы и методы организации авторемонтного производства; технологический процесс восстановления первичного вала коробки передач автомобиля ЗИЛ-130. Характеристика детали и условия ее работы; план операций; расчет режимов обработки, оборудования, персонала.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Ремонт коробки переключения передач (КПП)
Основными дефектами коробки передач являются:
- износ зубьев шестерен;
- поломка или выкрашивание зубьев;
- износ шлицев валов и шестерен;
- износ подшипников и мест их посадки;
- износ вилок, стопоров и замков;
- трещины картера.
Разборка коробки передач
Устранение отдельных дефектов коробки передач связано с ее частичной или полной разборкой. При разборке выполняют следующие основные операции:
- отъединяют компрессор (при его наличии) от картера коробки передач;
- снимают верхнюю крышку с механизмом переключения передач;
- отвертывают болты, снимают переднюю крышку и извлекают ведущий вал с подшипником;
- отвертывают заднюю крышку и извлекают ведомый вал с подшипником;
- вынимают из картера коробки шестерни ведомого вала, ось и вилку включения заднего хода;
- снимают стопорную пластину оси заднего хода и оси промежуточного вала и выбивают оси (у автомобилей ЗИС-5 и ЗИС-150 отвертывают крышки подшипников промежуточного вала);
- вынимают из картера шестерни заднего хода и промежуточный вал или блок шестерен.
Ремонт зубьев шестерен, шлицев и валов
Зубья шестерен подвергаются нормальному износу в результате трения, а ускоренному — в результате неправильного ударного переключения передач, неполного зацепления зубьев, рывков или недоброкачественной смазки. При этом зубья скалываются, выкрашиваются, а иногда и ломаются.
Состояние зубьед контролируют внешним осмотром, шаблоном или измерением толщины их штангензубомером по начальной окружности шестерни.
Зубья шестерен, имеющие заусенцы и небольшую выработку, зачищают абразивными брусками (оселком). Шестерни, имеющие выкрошенные или сломанные зубья, заменяют новыми. Для получения правильного зацепления зубьев необходимо сопряженные шестерни (пару) заменять одновременно. Замена одной шестерни допускается при постановке не новой, а уже работавшей шестерни, которая но своему износу может быть допущена к дальнейшей эксплуатации.
При необходимости изношенные и выкрошенные зубья можно восстановить наплавкой металла с последующей термической и механической обработкой. Наплавку зубьев газовой сваркой производят сормайтом № 2 (твердый сплав) или стержнями, изготовленными из выбракованных шатунных болтов и клапанных пружин.
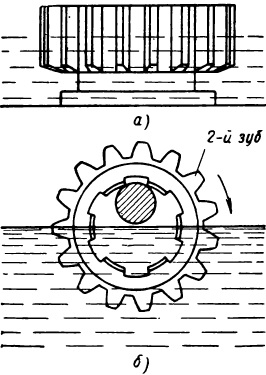
Рис. Установка шестерен при наплавке зубьев:
а — при наплавке торцевой поверхности; б — при наплавке боковой поверхности.
При наплавке торцевой поверхности зубьев производят следующие операции:
- Устанавливают шестерню в ванну с водой так, чтобы зубья были погружены в воду на 1/3—1/2 своей длины (рис. а).
- Нагревают поверхность зуба ацетилено-кислородной горелкой до потения (не доводя металл до плавления), наносят флюс (буру) и каплями наносят сормайт до заполнения изношенной части зуба. После наплавки всех изношенных поверхностей шестерню оставляют в ванне до остывания. При наплавке стержнями из шатунных болтов и клапанных пружин зубья закаливают путем опускания шестерни в ванну. Зачищают наплавленные зубья абразивным бруском.
- При наплавке боковой поверхности зубьев шестерню помещают в ванну с водой на стержне вертикально (рис. б) и наплавляют второй зуб, считая от поверхности воды. Когда наплавленный зуб остынет до вишневого цвета, его погружают в воду поворотом шестерни, затем наплавляют следующий зуб и т.д.
По окончании наплавки всех зубьев их зачищают. Изношенные шлицы шестерен ремонтируют редко, так как шестерни выбраковываются обычно ранее из-за износа зубьев. Шлицы можно ремонтировать также наплавкой металла. Изношенные шлицы на валах иногда восстанавливают раздачей с последующей механической обработкой. Помимо износа шлицев, валы коробки передач могут иметь погнутость и изношенные места посадки шариковых и роликовых подшипников.
Вал проверяют на биение индикатором в центрах токарного станка.
Погнутый вал выправляют без нагрева под прессом.
Изношенные места посадки подшипников на валах восстанавливают наплавкой металла сваркой, хромированием, металлизацией или протачиванием шеек с последующей напрессовкой стальных втулок.
Ремонт механизма переключения передач
Дефектами деталей механизма переключения передач являются:
- погнутость или износ вилок;
- износ ползунов;
- износ замков и стопоров;
- износ рычага переключения передач.
Эти дефекты вызывают самопроизвольное выключение передач, одновременное включение двух передач, неполное зацепление шестерен и выход рычага из гнезда вилок.
При разборке механизма переключения коробки передач необходимо:
- расшплинтовать и вывернуть болты крепления вилок;
- вынуть ползун первой и второй передач, а также замок и стопор (остальные ползуны должны находиться в нейтральном положении);
- удалить ползун заднего хода, стопор и замок;
- вынуть ползун третьей и четвертой передач и его стопор;
- отвернуть колпак или стопорный болт крышки и вынуть рычаг с пружиной вверх (автомобиль ГАЗ-51) или вниз (автомобиль ЗИС-150).
Погнутость вилки определяют на проверочной плите, а правят ее в холодном состоянии под прессом. После правки и вторичной проверки вилку тщательно осматривают и при обнаружении трещин заменяют новой.
Изношенные щечки вилки (охватывающие каретку шестерни) и гнездо для шарового конца рычага переключения передач восстанавливают, наплавляя металл сваркой. Наплавленные места обрабатывают на фрезерном станке.
Изношенные выемки на ползунах под стопоры и замки исправляют абразивным бруском. При этом необходимо следить, чтобы не был смещен центр выемки.
Изношенные шарики стопоров и замков, а также ослабевшие пружины заменяют.
Сборка и испытание коробки передач
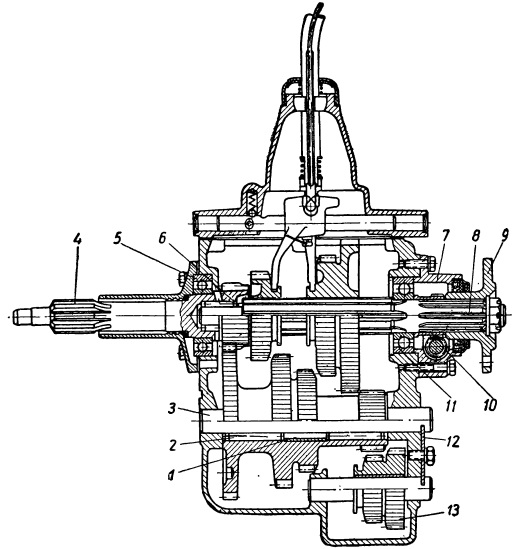
Рис. Коробка передач автомобиля ГАЗ-51:
1 — распорная втулка; 2 и 6 — роликовый цилиндрический подшипник; 3 — ось блока шестерен; 4 — ведущий вал; 5 — крышка подшипника ведущего вала; 7 — задняя крышка ведомого вала; 3 — ведомый вал; 9 — фланец; 10 — шестерня спидометра; 11 — шариковый подшипник; 12 — стопорная пластинка; 13 — каретка с шестернями заднего хода.
При сборке четырехступенчатой коробки передач (автомобиль ГАЗ-51) необходимо:
- опустить в картер коробки каретку с шестернями заднего хода 13 и вставить ее ось;
- установить в блок шестерен роликовый цилиндрический подшипник 2, распорную втулку 1 и второй роликовый цилиндрический подшипник;
- опустить блок шестерен в картер, пропустить ось 3 блока шестерен и закрепить ее стопорной пластинкой 12 вместе с осью заднего хода;
- на ведущий вал 4 напрессовать шариковый подшипник и закрепить его стопорным кольцом;
- вставить в гнездо картера упорное кольцо подшипника и установить ведущий вал;
- надеть на ведущий вал крышку 5 подшипника с прокладкой и привернуть ее болтами к картеру;
- установить в выточку ведущего вала роликовый цилиндрический подшипник 6 и вставить ведомый вал 8, на передний конец которого надеть упорное кольцо, а на задний — упорное кольцо, маслоотражатель, шариковый подшипник 11 и шестерню спидометра 10; при установке ведомого вала одновременно следует надевать на него каретки с шестернями первой и второй, третьей и четвертой передач;
- установить прокладку и привернуть заднюю крышку 7 ведомого вала;
- собрать механизм переключения передач (в обратной последовательности разборки), установить крышку с прокладкой на картер, вводя вилки в соответствующие каретки шестерен, и привернуть ее болтами к картеру.

Рис. Коробка передач автомобиля ЗИС-150:
1 — люк шестерни отбора мощности; 2 и 7 — гайки; 3 — упорная шайба; 4 и 6 — замочные шайбы; 5 — шестерня отбора мощности; 8 — шестерня четвертой передачи; 9 — муфта легкого включения четвертой и пятой передач; 10 — шестерня пятой передачи; 11 — шестерня третьей передачи; 12 — шестерня второй передачи с внутренними зубьями для третьей передачи; 13 — шестерня первой передачи и заднего хода; 14 — упорное кольцо шарикоподшипника; 15 — шестерня спидометра; 16 — роликовые цилиндрические подшипники; 17 — блок шестерен заднего хода; 18 — люк блока шестерен заднего хода.
При сборке пятиступенчатой коробки передач автомобиля ЗИС-150 надо:
- установить в пазы промежуточного вала шпонки и напрессовать шестерни третьей и пятой передач, шестерню для коробки отбора мощности и шестерню постоянного зацепления с ведущим валом (шестерни первой, второй передач и заднего хода откованы с валом);
- на передний конец промежуточного вала надеть упорную шайбу 3, роликовый цилиндрический подшипник, замочную шайбу 4, завернуть гайку 2 и отогнуть шайбу на гайку;
- установить в картер наружное кольцо роликового подшипника;
- опустить промежуточный вал в картер, на задний конец напрессовать шариковый подшипник с упорным кольцом, надеть замочную шайбу, завинтить гайку и отогнуть на нее шайбу;
- приподнять промежуточный вал, установить его в гнезда картера и привернуть крышки с прокладками;
- установить в блок шестерен заднего хода 17 два роликовых цилиндрических подшипника 16, вставить блок с левой стороны через люк 18 в картер большей шестерней вперед и пропустить ось, которую закрепить стопорной пластиной с болтом; привернуть крышку люка;
- напрессовать на задний конец ведомого вала шариковый подшипник с упорным кольцом 14 и шестерню спидометра 15;
- опустить в картер коробки шестерню первой передачи и заднего хода 13, второй и третьей передач 12 и пропустить через них ведомый вал; затем на вал надеть упорную шайбу, шестерню третьей передачи 11 (постоянного зацепления) венчиком назад, вставить в нее ролики (42 шт.), надеть упорную шайбу, шестерню пятой передачи 10 с бронзовой втулкой, зубчатую ступицу, муфту легкого включения 9, замочную шайбу 6, завернуть гайку 7 и отогнуть на нее шайбу. На переднюю шейку вала надеть упорное кольцо и роликовый цилиндрический подшипник;
- напрессовать на ведущий вал шариковый подшипник с упорным кольцом, надеть замочную шайбу, завернуть гайку и отогнуть на нее шайбу;
- вставить ведущий вал в гнездо картера, надеть крышку подшипника с прокладкой и привинтить ее болтами;
- вставить ведомый вал в выточку ведущего вала и привинтить болтами заднюю крышку с прокладкой;
- собрать механизм переключения передач, установить крышку с прокладкой на картер коробки, ввести вилки в каретки шестерен и привернуть крышку болтами.
Обкатка коробки передач
После ремонта деталей и сборки коробки передач ее обкатывают на стенде для приработки деталей и для определения легкости переключения шестерен, отсутствия шума, стуков, нагрева и течи масла.
Порядок обкатки следующий:
- Устанавливают коробку передач на стенд, сообщают ведущему валу 1200—1500 оборотов в минуту и переключают передачи, работая на каждой передаче 2—3 мин.
- Заливают в картер коробки передач масло до нормального уровня и проверяют работу коробки на всех передачах с нагрузкой в течение 30—40 мин.
- После устранения выявленных дефектов заменяют смазку и промывают картер керосином.
Источник
Разработка технологического процесса восстановления и ремонта ведущего вала коробки передач
Формы и методы организации авторемонтного производства; технологический процесс восстановления первичного вала коробки передач автомобиля ЗИЛ-130. Характеристика детали и условия ее работы; план операций; расчет режимов обработки, оборудования, персонала.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 18.04.2013 |
| Размер файла | 80,0 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Министерство образования и науки Российской Федерации
Федеральное государственное образовательное учреждение среднего профессионального образования
Омский автотранспортный колледж
Дисциплина: Ремонт автомобилей
Разработка технологического процесса восстановления и ремонта ведущего вала коробки передач
Выполнил: Егорин А.Д.
студент группы з4196
При поступлении автомобилей в капитальный ремонт большое количество их деталей в результате износа, усталости материала, механических и коррозионных повреждений теряет работоспособность. Однако лишь некоторые из этих деталей, наиболее простые и недорогие в изготовлении, утрачивают работоспособность полностью и требуют замены. Большинство деталей имеет остаточный ресурс и может быть использовано повторно по проведения сравнительно небольшого объема работ по их в становлению.
Восстановление деталей имеет большое народнохозяйственное значение. Стоимость восстановления деталей значительно ниже стоимости их изготовления. Затраты на восстановление деталей, даже в условиях современных авторемонтных предприятий, составляют в зависимости от конструктивных особенное и степени изношенности деталей от 10 до 50% от стоимости новых деталей. При этом чем сложнее деталь и, следовательно, чем дороже она в изготовлении, тем ниже затраты на ее восстановление.
Экономическая эффективность восстановления деталей по сравнению с их изготовлением объясняется рядом причин. При восстановлении деталей значительно сокращаются расходы на материалы и полностью исключаются затраты, связанные с получением заготовок. По данным проф. М.А. Масино, расходы на материалы и получение заготовок при изготовлении деталей на автостроительных предприятиях составляют 70-75%, от их себестоимости, а при восстановлении деталей они колеблются в пределах 1-12% в зависимости от способа восстановления.
При восстановлении деталей сокращаются также расходы, связанные с обработкой деталей, так как при этом обрабатываются не все поверхности деталей, а лишь те, которые имеют дефекты.
Восстановление деталей является одним из основных источников повышения экономической эффективности авторемонтного производства. Известно, что основной статьей расходов, из которых складывается себестоимость капитального ремонта автомобилей, являются расходы на приобретение запасных частей. Эти расходы в настоящее время составляют 40-60% от себестоимости капитального ремонта автомобиля.
Их можно значительно сократить за счет расширения восстановления деталей.
Значение восстановления деталей состоит также в том, что оно позволяет уменьшить потребности народного хозяйства в производстве новых запасных частей.
Целью данного курсового проекта является разработка технологического процесса восстановления вала первичного коробки передач автомобиля ЗИЛ-431410 (ЗИЛ-130) с применением прогрессивных форм и методов организации авторемонтного производства, что обеспечит повышение качества и снижение затрат при КР.
1. Обоснование размера производственной партии деталей
В стадии проектирования технологических процессов величину (Х) производственной партии деталей можно определить ориентировочно по следующей формуле:
где: — производственная программа изделий в год. Из задания на курсовое проектирование производственная программа АРП составляет 6000 автомашин в год;
— число деталей в изделии, n=1;
— необходимый запас деталей в днях для обеспечения непрерывности сборки. Принимаем t=5 дней, как для средних деталей, хранение которых возможно на многоярусных стеллажах.
— число рабочих дней в году.
Определяем величину производственной партии:
Принимаем Х=120 ед.
2. Разработка технологического процесса восстановления детали
2.1 Характеристика детали и условий ее работы
Вал ведущий коробки передач автомобиля ЗИЛ-431410 (ЗИЛ-130) относится к классу деталей «круглые стержни с фасонной поверхностью». Изготавливают его из стали 25ХГМ и цементирован на глубину 0,5-0,7 мм. После термической обработки получается твердость поверхностного слоя HRC 60…65 и твердость сердцевины HRC 35…45.
При механической обработке вала установочными базами в основном служат центровые отверстия и реже наружные цилиндрические поверхности. Шероховатость зубьев шестерни и поверхности отверстия под роликовый подшипник должна соответствовать Rа=0,32ч0,25 мкм, остальные поверхности — Rа = 1,25ч1,0 мкм.
Ведущий вал коробки передач ЗИЛ-431410 (ЗИЛ-130) работает в условиях контактных нагрузок в сопровождении изгибающих усилий. Разрушительными факторами являются контактные нагрузки, изгиб и трение.
2.2 Выбор способов восстановления детали
В процессе осмотра ведущего вала выявлены следующие дефек-
ты ведущего вала коробки передач автомобиля ЗИЛ-431410 (ЗИЛ-130):
1. Износ шлицев по толщине.
2. Износ отверстия под роликовый подшипник.
3. Износ шейки под передний подшипник.
Возможные способы устранения:
по дефекту 1: — наплавить
по дефекту 2: — поставить дополнительную втулку.
по дефекту 3: — железнить;
— хромировать; — восстановить вибродуговой наплавкой.
При анализе способов устранения каждого дефекта выявлены три способа, пригодных для устранения этих дефектов: по дефекту 1 -наплавка под слоем флюса, по дефекту 2 — поставить дополнительную втулку и по дефекту 3 — хромировать.
2.3 Схема технологического процесса
Схема технологического процесса восстановительного ремонта ведущего вала коробки передач 130-1701030-Б
Наименование и содержание операций
Износ шлицев по толщине
Наплавка под слоем флюса
Слесарная. Зачистить шлицевой конец до металлического блеска
Наплавка. Заплав. шлицы шлиц. конца.
Токарная. Проточить шлицевой конец под номинальный размер.
Фрезерная. Фрезеровать шлицы.
Мойка. Промыть деталь.
Износ отверстия под роликовый подшипник
Поставить дополнительную втулку
Шлифовальная. Шлифовать отверстие под роликовый подшипник под постановку ДРД.
Слесарная. Запрессовать рем. втулку.
Шлифовальная. Шлифовать отверстие во втулке под номинальный размер.
Мойка. Промыть деталь.
Износ шейки под передний подшипник
Шлифовальная. Шлифовать шейку под перед. подшипник «как чисто»
Хромирование. Подготовить деталь и хромир. шейку под перед. подшипник.
Наружные цилиндр. поверх.
Шлифовальная. Шлифовать шейку под перед. подшип. под номинальн. размер.
Мойка. Промыть деталь в содовом р-ре.
2.4 План технологических операций
План технол. операций процесса восстан. ремонта ведущего вала коробки передач 130-1701030-Б
Источник