Ремонт червячных передач
Червяк представляет собой вал с зубьями в виде винтовой линии. По числу винтовых линий червяки бывают однозаходными, двухзаходными, трехзаходными и т. д. Передаточное число червячной пары равно отношению числа заходов червяка к числу зубьев червячного колеса. При полном обороте однозаходного червяка колесо повернется на один зуб, двухзаходного – на два зуба и т. д.
Зубья на червячном колесе имеют эвольвентный профиль и расположены на цилиндрической поверхности колеса под углом, соответствующим углу подъема винтовой линии червяка. Вследствие непрерывного скольжения зубьев червяка по поверхности зубьев колеса червячная передача работает на истирание, требует лучшей смазки и быстрее изнашивается, чем зубчатая.
При ремонте червячную пару очищают от смазки, осматривают и исправляют мелкие дефекты, зачищают заусенцы на зубьях червяка и колеса, проверяют износ зубьев. Зубья червячного колеса изнашиваются быстрее зубьев червяка, поэтому в нереверсивных передачах часто переворачивают колесо на валу, заставляя зубья работать неизношенным профилем. При значительном износе червячную пару заменяют. Если заменяют только червяк или червячное колесо, новую пару прирабатывают.
Червячные передачи требуют точной сборки, при которой контролируют радиальные и боковые зазоры, отклонения межосевого расстояния, перекос осей и смещение червяка относительно среднего сечения колеса. Радиальные и боковые зазоры в зацеплении проверяют так же, как и в зубчатой передаче. По радиальному зазору определяют высоту расположения червяка над червячным колесом, т. е. межосевое расстояние, нарушение которого вызывает повышенный износ червяка и зубьев червячного колеса. Смещение оси червяка относительно среднего сечения колеса устанавливают отвесом или линейками (рис. 3.7, а). Вертикальная ось червяка должна совпадать со средним сечением колеса, что определяется равенством расстояний т.
Схема проверки межосевого расстояния показана на рис. 3.7, б. При правильной сборке расстояния п между осями червяка и червячного колеса с обеих сторон должны быть равны.
Контакт зубьев собранной червячной пары проверяют по отпечаткам краски, определяя характер и размер пятен касания. На рабочую поверхность витка червяка наносят тонкий слой краски, а затем поворачивают червяк, притормаживая колесо, если оно еще не сцеплено с валом механизма. Правильная форма отпечатка краски на зубьях червячного колеса показана на рис. 3,7, в. Размер отпечатка должен составлять 50–60 % высоты и 35–75 % длины зуба (в зависимости от точности изготовления пары). Если размер пятна недостаточен, червячную пару обкатывают. Смещение отпечатка от среднего положения указывает на неправильную сборку.
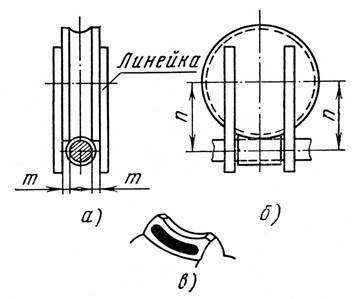
Рис. 3.7. Проверка сборки червячной пары по совпадению осей (а), межосевому расстоянию (б)и отпечаткам краски (в)
Вал червяка вместе с насаженными на него подшипниками качения должен иметь свободу для осевых перемещений. В зависимости от конструкции редуктора свобода для осевых перемещений предусматривается в одном подшипнике или в обоих. Осевые перемещения указаны на чертеже. При установке червяка в подшипниках скольжения свобода для осевых перемещений обеспечивается зазором между буртами вала и галтелями вкладышей.
Источник
Ремонт зубчатых передач
1. Ремонт цилиндрических зубчатых передач
В станкостроении применяют цилиндрические колеса с прямыми, косыми и шевронными зубьями, с наружным и внутренним зацеплением, а также валы-шестерни.
При работе передачи в результате нагрева размеры колес увеличиваются в большей степени, чем расстояния между их осями. Поэтому независимо от степени точности сопряжения колес должна быть предусмотрена величина радиального и гарантированного бокового зазора между зубьями, необходимая для компенсации температурных деформаций и размещения смазки.
При сборке сопряжения деталей, образующих зубчатую передачу, необходимо проверить:
- радиальное биение зубчатого венца;
- площадь контакта;
- боковой зазор.
Кроме того, необходимо проверить соединение основных поверхностей зубчатого колеса с валом или втулками, а также прилегание торцов и их биение.
Перед насадкой зубчатого колеса на вал необходимо обратить внимание на состояние поверхностей отверстия и посадочной шейки вала.
При установке зубчатого колеса на вал встречаются следующие погрешности: качание зубчатого колеса на шейке вала, радиальное биение начальной окружности, торцовое биение, неплотное прилегание к упорному буртику вала.
В связи с ошибками в изготовлении зубчатых колес, валов или корпусных деталей при сборке зубчатых передач встречаются следующие погрешности:
- недостаточный боковой зазор;
- увеличенный боковой зазор;
- неравномерный боковой зазор.
В первом и во втором случаях причиной может быть увеличенная или уменьшенная толщина зубьев или увеличенное или уменьшенное расстояние между осями в корпусной детали. В третьем случае причиной может быть неравномерная толщина зубьев или радиальное биение зубчатого венца.
Исправление в каждом из трех случаев решается конкретно в зависимости от погрешности, в частности, заменой одного из колес с введением коррекции (положительного или отрицательного смещения исходного контура) при нарезании зубьев.
Ориентировочные значения гарантированного бокового зазора в зависимости от вида сопряжения зубчатых колес при разности температуры зубчатых колес и корпуса в 25° С приведены в табл. 12, где Н — нулевой; Е, Д — уменьшенный; В, С — нормальный; А — увеличенный.
Более точные значения для конкретных условий эксплуатации передачи должны быть приведены в технических условиях или руководстве по эксплуатации механизма.
Боковой зазор в зубчатом зацеплении можно проверить набором щупов, которые последовательно вводятся в зазор между неработающими профилями зубьев, возвратно-поступательным вращением, путем прокатывания между зубьями свинцовых проволок (трех, четырех), уложенных по длине зуба, или с помощью специального приспособления, с помощью которых определяется наличие бокового зазора и его величину. Проверка бокового зазора прокаткой свинцовых проволок является наиболее распространенной. Для этого на большее из сцепляющихся колес при помощи технического вазелина, солидола или воска приклеивают в нескольких сечениях свинцовую проволоку. Чтобы избежать разрыва, проволока должна укладываться таким образом, чтобы она огибала каждый зуб.
Таблица 1. Гарантированные боковые зазоры
| Межосевое расстояние | Гарантированный боковой зазор jn min, мкм, для вида сопряжения | |||||
| H | E | D | C | B | A | |
| До 80 | 0 | 30 | 46 | 74 | 120 | 190 |
| 80 – 125 | 0 | 35 | 54 | 87 | 140 | 220 |
| 125 – 180 | 0 | 40 | 63 | 100 | 160 | 250 |
| 180 – 250 | 0 | 46 | 72 | 115 | 185 | 290 |
| 250 – 315 | 0 | 52 | 81 | 130 | 210 | 320 |
| 315 – 400 | 0 | 57 | 89 | 140 | 230 | 360 |
| 400 – 500 | 0 | 63 | 97 | 155 | 250 | 400 |
| 500 – 630 | 0 | 70 | 110 | 175 | 280 | 440 |
| 630 – 800 | 0 | 80 | 125 | 200 | 320 | 500 |
| 800 – 1000 | 0 | 90 | 140 | 230 | 360 | 550 |
Обычно берут проволоку диаметром, равным (0,15–0,20)мм.
Для получения оттисков плавно поворачивают колеса в том направлении, в котором они нормально вращаются в передаче. Вращение колес должно быть равномерным. Рывки или остановки колес при прокатывании проволоки вызывают искажение оттисков.
Прокатанная проволока состоит из отдельных расплющенных участков, соединенных между собой участками проволоки, находившимися в радиальных зазорах между зубьями. При этом толщина оттисков на проволоке будет чередоваться: на рабочей стороне зуба (по направлению поворота) она будет меньше, на нерабочей — больше.
Сумма толщин оттисков на одной и той же проволоке на рабочей и нерабочей стороне зуба представляет собой боковой зазор.
Толщины оттисков измеряют на плите при помощи индикатора. Оттиск измеряют в середине, где он имеет наименьшую величину.
По разнице в толщине оттисков на разных проволоках на одной и той же образующей зуба можно определить перекос и непараллельность осей колес.
Погрешности сборки зубчатых передач определяют по расположению пятна контакта при проверке «на краску» (рис. 1). При нормальном зацеплении (рис. 1, а) пятно контакта (с размерами А, hср и С) должно располагаться на линии зацепления (т.е. посередине высоты Н зуба) и равномерно по всей длине. Если боковой зазор больше нормы, то пятно контакта смещается к вершине зуба (рис. 1, в), а если смещается к ножке зуба, то недостаточен зазор или недостаточна толщина зуба у одного или обоих колес (рис. 1, г). Если в зацеплении пятно контакта смещено по ширине зуба В ближе к торцу зуба, то одно из колес установлено с перекосом (рис. 1, б).
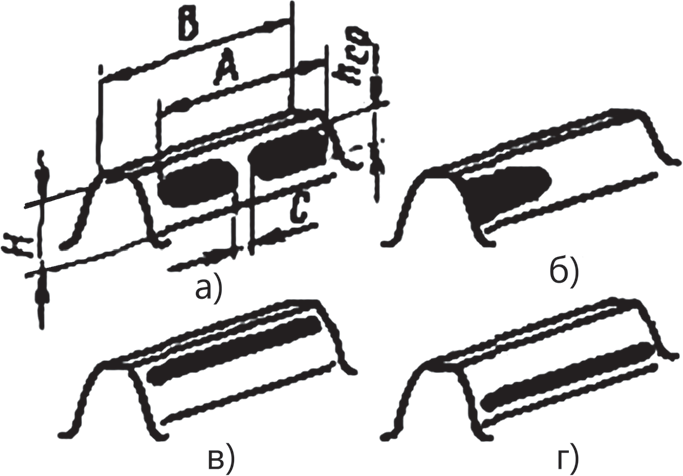
Рис. 1. Расположение пятен контакта при проверке «на краску»
Плавность хода обычно проверяют проворотом от руки собранного механизма, с помощью динамометра, динамометрического ключа или специального приспособления.
Если зазор в зацеплении зубчатых колес не соответствует требованиям технических условий или же зубчатые колеса вращаются не плавно, происходит заклинивание передачи в отдельных местах, то определяют причину неисправности. При необходимости узел разбирают, подбирают зубчатые колеса или изготовляют новые с учетом коррекции, устраняют причину неисправности, после чего вновь производят сборку и регулировку механизма.
Следует учесть, что при нарезании зубьев зубчатых колес вносится погрешность радиального биения зубчатого венца. При монтаже зубчатых колес максимумы радиальных биений зубчатых венцов в зацеплении могут совместиться, что может нарушить плавность вращения передачи, а иногда — и к заклиниванию колес. В этом случае необходимо одно из колес повернуть на 180° по отношению к другому, что может нормализовать боковой зазор в зацеплении.
При монтаже на вал недостаточно жесткого зубчатого колеса с большим усилием может произойти деформация зубчатого венца, что отразится на работе зацепления. Такие колеса устанавливают с весьма небольшим натягом или с даже с зазором (от –0,03 до +0,04 мм для валов диаметром до 100 мм).
2. Ремонт конических зубчатых передач
В станкостроении применяют конические зубчатые колеса с прямыми, косыми и криволинейными зубьями.
Пятно контакта на поверхностях зубьев является важнейшим критерием оценки качества конической передачи. При обкатке пятно контакта должно иметь длину, равную 1/2 длины зуба для прямозубых колес и 1/2 –1/4 длины зуба для спиральных конических колес. Пятно контакта должно иметь отрыв от головки и ножки зуба, а для бочкообразных и спиральных зубьев — от носка и от пятки зуба.
Пятно контакта влияет на плавность и бесшумность работы конических колес. Более целесообразно осуществлять так монтаж колес, чтобы они касались ближе к тонким концам зубьев. При этом тонкие концы зубьев более податливы к деформации, что увеличивает площадь контакта при взаимной приработке.
При подборе пары находят наилучшее положение шестерни и создают боковой зазор за счет изменения монтажного размера колеса. Фактический монтажный размер маркируют на торцах зубьев шестерни, а фактический боковой зазор — на зубьях колеса, кроме того, на зубьях колеса маркируется порядковый номер пары.
При монтаже колес шестерню устанавливают по маркированному монтажному расстоянию, а колесо — по боковому зазору.
Регулируемые колеса устанавливают путем пригонки компенсаторов или при помощи регулировочных гаек.
Для обеспечения правильной работы конической передачи необходимо выполнение следующих условий при сборке:
- оси отверстий зубчатых колес должны совпадать с осью начальных конусов и не иметь перекосов;
- оси отверстий в корпусе должны лежать в одной плоскости, пересекаться в определенной точке, под требуемым углом.
Если при регулировке осевого положения зубчатых колес в конической передаче также необходимо произвести регулировку осевого зазора у конических подшипников опор (рис. 2), то сначала регулируют осевой зазор у конических подшипников, используя набор прокладок 2 между стаканами 1 и 5 и корпусом в обеих опорах. Затем, оставляя общую толщину прокладок неизменной, перераспределением их числа между обеими опорами добиваются правильного положения колеса 4 относительно шестерни 3.
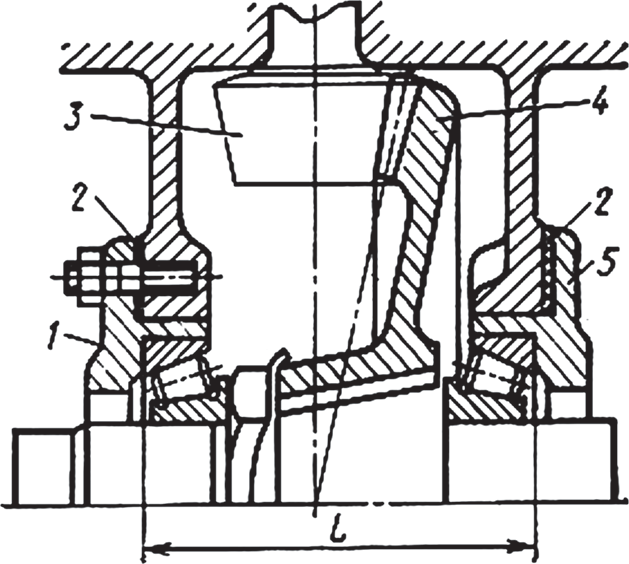
Рис. 2. Регулировка осевого положения колес конической передачи и подшипниковых опор
Для нерегулируемых передач большое значение имеет обеспечение совпадения вершин делительных конусов обоих колес. Значение смещения вершины определяется как осевое смещение колеса при монтаже в передаче относительного его положения, соответствующего наилучшим условиям его зацепления с парным колесом.
Затем необходимо проверить боковой зазор в зацеплении конических колес. Контроль осуществляется аналогично контролю цилиндрических колес.
3. Ремонт червячных передач
Для червячных передач должен быть установлен наименьший гарантированный боковой зазор в зависимости от межосевого расстояния. Величину бокового зазора Сn можно замерить индикатором (рис. 3, а). Движок индикатора устанавливают перпендикулярно боковой поверхности одного из зубьев и снимают его показания при покачивании червячного колеса вдоль насколько позволяет зацепление с неподвижным червяком. Увеличить боковой зазор можно подшабровыванием нерабочей стороны зубьев колеса.
Монтаж червячных зубчатых колес на валах и проверку их осуществляют так же, как монтаж и проверку цилиндрических и конических зубчатых колес.
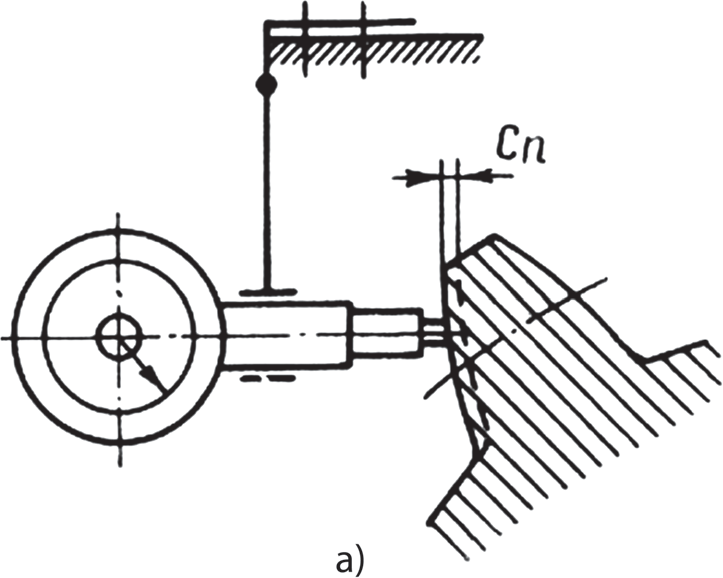
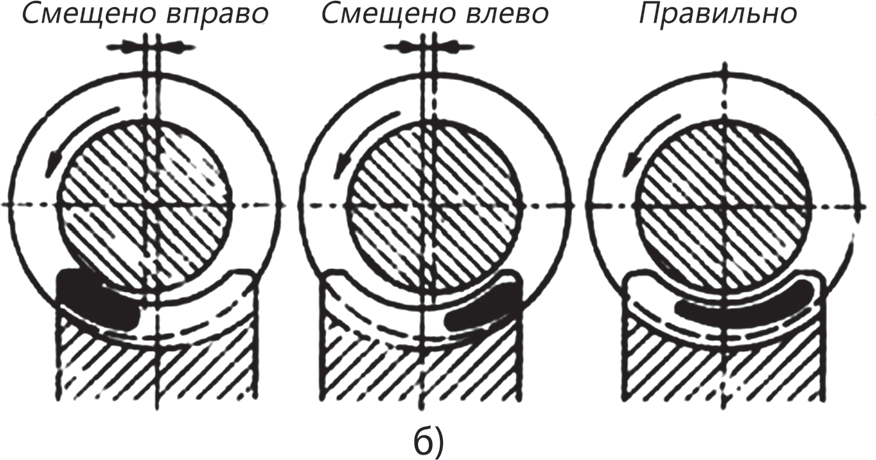
Рис. 3. Схема проверки: а — величины бокового зазора; б — расположения пятен контакта «по краске»
При сборке червячной передачи необходимо обеспечить совпадение средней плоскости колеса с осью червяка в пределах допускаемых отклонений.
Положение оси червяка относительно средней плоскости червячного колеса проверяют «на краску» (рис. 3, б). Краску наносят на винтовую поверхность червяка, после чего вводят его в зацепление с зубчатым колесом. Последующим поворотом червяка достигается получение отпечатков на зубьях червячного колеса, по характеру которых судят о качестве зацепления.
Прилегание рабочей стороны зубьев колеса к виткам червяка должно быть равномерным с распределением касания по всей рабочей высоте вдоль зубьев колеса (рис. 3, б). При правильном зацеплении червяка краска должна покрывать поверхность зуба червячного колеса не менее чем на 60–70% по длине и высоте.
Источник