Ремонт вертикального цилиндрического резервуара
Все эксплуатируемые резервуары подвергают осмотрам, текущему и капитальному ремонтам. Периодичность их устанавливается в зависимости от свойств среды, хранимой в резервуаре, и от конструкции резервуара. Однако некоторые мероприятия (осмотр упорных уголков, предохранительных клапанов, дренажных устройств и т.д.) проводятся систематически, независимо от свойств хранимого в резервуаре продукта.
При эксплуатации резервуары подвергают визуальному осмотру, обращая внимание на неравномерность осадки основания, появление течи со стороны днища или на корпусе в местах приварки люков и штуцеров, состояние крыши, исправность наружного резервуарного оборудования.
Перед проведением ремонтных работ резервуар должен быть полностью опорожнен и тщательно очищен.
Способ очистки резервуара зависит от количества и свойств продукта, остающегося на днище и стенках аппарата, и имеющихся в распоряжении средств. Наиболее часто применяемый способ включает промывку резервуара водой, пропаривание, дегазацию (естественную или принудительную вентиляцию), удаление грязи с помощью подручных средств, повторные пропаривание, промывку и дегазацию. Приступать к ремонтным работам можно только после того, как содержание паров продукта в атмосфере резервуара будет соответствовать допустимым нормам.
Осадок очищают деревянными лопатами, совками, скребками и метлами. При очистке нельзя пользоваться предметами, которые могут вызвать искру. Рабочие работают в резервуаре в специальной одежде и шланговых противогазах. Они должны иметь спасательный пояс с присоединенной к нему сигнальной веревкой, конец которой находится в руках наблюдателей, располагающихся снаружи и готовых оказать помощь в любую минуту.
Подготовленный к ремонту аппарат осматривается. Участки поверхности аппарата и сварные швы, на которых обнаружены несквозные трещины, проверяются керосином. Этим же способом уточняются размеры и контуры сквозных трещин. Для предотвращения дальнейшего развития трещин в концах их высверливают отверстия диаметром 10 – 15 мм.
Трещины глубиной менее половины толщины стенки разделываются вырубкой зубилом до чистого металла и завариваются. Сквозные узкие трещины и трещины глубиной более половины толщины стенки разделываются на всю толщину металла вырубкой зубилом или газовым резаком и завариваются. Участки со сквозными проржавлениями и широкими трещинами ремонтируются путем вырезки металла и приварки заплат. При толщине металла менее 6 мм заплата приваривается внахлестку; величина нахлестки должна быть равна 30 – 40 мм, а зазор между листами не превышать 1,5 мм. При толщине металла 6 мм и больше заплаты рекомендуется приваривать встык, с двух сторон, с зазором 2 – 4 мм и скосом кромок под углом 30 – 35°. Размер заплаты должен быть не менее 200×150 мм и не более 1 /3 площади ремонтируемого листа аппарата. Края вырезаемого куска стенки аппарата должны отстоять от концов трещин не менее чем на 50 мм. Предварительно заплате придается кривизна, несколько большая кривизны стенки аппарата в ремонтируемом месте. Приваривается заплата обратноступенчатым швом в два слоя.
Небольшие вмятины и выпучины вырезаются и на их место ввариваются заплаты.
Крыша (кровля) резервуара подвергается с внутренней стороны интенсивной коррозии. При появлении на кровле отдельных отверстий (свищи), когда кровля обладает еще достаточной прочностью и безопасностью в эксплуатации, проводится локальный ремонт кровли. При появлении сплошной коррозии меняется все покрытие. При этом меняется или металлический настил крыши, или настил вместе с поддерживающим каркасом. При замене настила с каркасом крыша разрезается на отдельные элементы (щиты), которые последовательно демонтируются с заменой новыми. При замене только настила элементы настила срезаются с каркаса, и после установки новых элементов осуществляется их сварка.
Грунтовое основание под днищем резервуара может дать неравномерную осадку, поэтому возникает необходимость ремонта основания.
Ремонт основания проводится после подъема резервуара и вырезки днища. Для подъема на стенке резервуара привариваются из двутавровой балки ребра жесткости равномерно по всей окружности с расстоянием между ними 2 – 2,5 м. Ребра жесткости усиливаются накладками с отверстиями. С помощью двух вставляемых в отверстия пальцев фиксируется положение передвижных упоров, под которые подводятся домкраты. Для подъема используется 8 – 10 домкратов, т. е. домкраты подводятся не под каждое ребро жесткости.
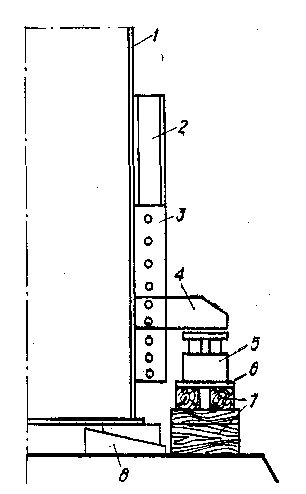
Рисунок – Подъем резервуара
1 – стенка; 2 – ребро жесткости; 3 – пластина; 4 – передвижная опора; 5 – домкрат;
6 – металлическая пластина; 7 – брусья; 8 – клинья.
После этого вырезается половина днища и надвигается с поворотом на вторую половину днища. Основание ремонтируется подбивкой и утрамбовкой грунта. Затем вырезанная половина возвращается на место, устанавливается с нахлестом и приваривается, на нее заводится вторая половина днища для ремонта второй половины основания. После установки на место второй половины днища зазор между половинами днища, образовавшийся из-за установки их на старое место с нахлестом, закладывается накладной полосой, привариваемой к обеим половинам днища.
При значительной коррозии днища его заменяют новым. Замена днища осуществляется следующим образом. В первом поясе корпуса вырезается монтажное окно размером 2000×1500 мм. Резервуар поднимается от основания на высоту 150 – 200 мм. Днище разрезается на куски, которые отрезаются от корпуса по периметру снаружи и внутри резервуара. Из резервуара удаляется обрезанный металл. Нивелируется основание с последующим покрытием гидрофобным изолирующим слоем. Через монтажное окно подаются заготовленные листы и окрайки. Днище и окрайки собираются и свариваются в два слоя. Корпус резервуара опускается на окрайки, и завариваются круговые швы, прикрепляющие первый пояс корпуса к днищу. Далее завариваются швы, прикрепляющие окрайки к полотну днища.
Если нет необходимости заменять днище целиком, его ремонтируют. Ремонт заключается в устранении трещин и выпучин. Концы трещин засверливаются сверлом диаметром 6 – 8 мм, затем трещины разделываются обычным способом, устанавливается подкладка и трещина заваривается.
Выпучины высотой менее 200 мм исправляются установкой накладки. Над выпучиной вырезается отверстие диаметром 200 – 250 мм и в полость между основанием и днищем засыпается гидрофобная смесь, состоящая из песка и вяжущего вещества – малосернистого мазута. Гидрофобная смесь засыпается периодически с трамбовкой вибраторами. После прекращения усадки трамбуемой массы на вырезанное отверстие устанавливается накладка диаметром 30 – 35 см и обваривается.
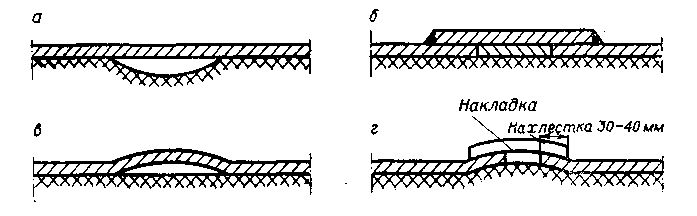
Рисунок – Исправление выпучины в днище
а – местная просадка основания;
б, г – участки, отремонтированные установкой накладки;
в – выпучина в днище.
При высоте выпучины более 200 мм распускаются сварные швы в районе выпучины и удаляются деформированные листы. Удаленные листы заменяются новыми, которые подгоняются к листам полотна внахлестку по коротким и длинным кромкам и привариваются.
Дата добавления: 2016-03-04 ; просмотров: 3129 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Методы ремонта резервуаров РВС
При ремонте основания резервуаров подбивают края песчаной подушки, заполняют пустоты под днищем в местах хлопунов и исправляют просевшие участки и отмостки.
Для ремонта основания применяют гидроизолирующий состав (черный или гидрофобный грунт), состоящий из смеси вяжущего вещества и песка. Песок должен быть крупностью 0,1-2 мм. Содержание в песке глинистых и песчаных частиц крупностью менее 0,1 мм должно быть не более 30-40%. В качестве вяжущего вещества применяют жидкие битумы марок А-6 и Б-6 или малосернистый мазут. Содержание кислот и свободной серы в вяжущем веществе не допускается. Количество вяжущего вещества в готовом изолирующем слое принимают в пределах 8-10% по объему смеси.
Ремонт основания выполняют с подъемом резервуара. Для этого к стенке резервуара приваривают прерывистым швом ребра жесткости из швеллера или двутавра, подводят под них домкраты необходимой грузоподъемности и поднимают резервуар на высоту, превышающую величину осадки на 15-20 см. Затем подбивают просевшую часть основания изолирующим материалом до проектной отметки. Резервуар можно поднимать также домкратами, установив их в приямки под днищем резервуаров.
После опускания резервуара нивелируют окрайки днища.
Если под днищем выявлены пустоты или выпучины (рис. 1) размерами, превышающими допустимые, в днище вырезают отверстие диаметром 20-25 см, засыпают в пустоты изолирующую смесь и уплотняют ее. После этого на вырезанное отверстие устанавливают и приваривают накладку из листа толщиной 5 мм. Размеры накладки выбирают так, чтобы обеспечивался нахлест 30-40 мм.

Рис. 1. Методы ремонта пустот под днищем и выпучин в днище.
а — местная просадка основания; б — выпучина в днище; в — участок, отремонтированный методом установки наладки
Днища резервуаров подвержены коррозионному и механическому разрушению. Наиболее часто встречаются трещины в сварных швах и основном металле сегментов и окраек днища, вызванные концентрацией напряжений в нижнем узле резервуара. Для устранения таких трещин срезают уторный уголок (если он есть) длиной 250 мм в каждую сторону от трещины и выявляют границу трещины путем травления дефектного шва 10%-ным раствором азотной кислоты. Концы трещины засверливают сверлом диаметром 6-8 мм, после чего разделывают трещину под сварку.
В случае отсутствия технологической подкладки под шов устанавливают подкладку шириной 150-200 мм, толщиной 5-6 мм

Рис. 2. Трещины в сварных швах сегментов и их устранение.
1 — подкладка; 2 — место трещины; 3 — шов, прикрепляющий сегмент к корпусу; 4 — уторный уголок.
В случае отсутствия технологической подкладки под шов устанавливают подкладку шириной 150-200 мм, толщиной 5-6 мм и длиной, несколько превышающей длину трещины. Заварив трещину, приваривают корпус в месте вырезки уторного уголка и торцы последнего к сегменту (рис. 2).
Аналогично устраняют трещины, распространившиеся из сварного шва на основной металл, а также мелкие трещины в основном металле окраек длиной до 100 мм.
Для устранения трещин длиной 200-300 мм в сегменте окрайки срезают уторный уголок на длину 1500 мм и участок сегмента (окрайки) шириной 500 мм с трещиной по середине. На это место подгоняют вставку встык с зазором 3-4 мм, устанавливают подкладки и приваривают вставку к сегментам окрайки днища и к стенке (рис. 3).
Трещины в швах и основном металле полотнища днища наблюдаются редко. Они появляются в местах пересечения швов. Причина образования таких трещин — отклонение от нормальной технологии сварки днищ резервуаров при их строительстве.

Рис. 3. Замена участка сегмента с трещиной.
а — технологические подкладки.

Рис. 4. Устранение больших выпучин в днище.
Выпуклости высотой до 200 мм устраняют путем заполнения пространств под ними гидроизоляционным материалом, а высотой более 200 мм удаляют. Для этого все сварные швы на участке выпуклости распускают газорезкой. Сильно деформированные листы удаляют и на их место подгоняют новые внахлестку. Сварку осуществляют в последовательности, указанной на рис. 4.
Если требуется замена днища полностью, резервуар поднимают на высоту 150-200 мм и вырезают днище. На отремонтированном основании собирают, сваривают и испытывают новое днище, затем опускают на него резервуар и соединяют днище с корпусом.
В корпусах резервуаров наблюдаются трещины в сварных швах и основном металле. Часто встречаются трещины в местах пересечений швов, вдоль и поперек швов. Продольные трещины в сварных швах, а также поперечные, не распространившиеся на основной металл, устраняют путем засверливания их концов, разделки дефектного места под сварку (под углом 60-70°) и двухсторонней заварки дефектных мест электродами диаметром 3 мм.
Для устранения продольных трещин длиной более 150 мм, начинающихся с любого горизонтального шва, а также поперечных трещин, выходящих на основной металл, вырезают дефектный участок (с трещиной посередине) шириной 1000 мм на всю высоту листа, разделывают кромки листов пояса резервуара и подогнанной вставки (рис. 5). Затем распускают горизонтальные швы в обе стороны от вставки по 500 мм, подгоняют вставку в стык или внахлестку и приваривают. Порядок производства сварочных работ при удалении листов с трещиной показан на рис. 6. Трещины в основном листе корпуса устраняют аналогично.

Рис. 5. Удаление горизонтальных и вертикальных сварных швов с трещиной
(цифры показывают последовательность сварки, стрелки — направление сварки).

Рис. 6. Технология производства сварочных работ при удалении листов с трещиной в основном металле.
Обозначения те же, что на рис. 5
Чтобы удалить пересекающиеся трещины в сварных швах (рис. 7), вырезают отверстие диаметром 500 мм с центром в точке пересечения сварных швов и устанавливают изнутри заплату диаметром 1000 мм. Толщина заплаты равна толщине листов этого пояса. Сначала сварку производят снаружи, затем внутри резервуара обратноступенчатым методом, длина ступени 200-250 мм.
Сравнительно часто встречается трещина по основному металлу I пояса, начинающаяся от места приварки резервуарного оборудования (рис. 8). В таких случаях лист удаляют полностью; иногда вырезают участок шириной не менее 2000 мм на всю высоту пояса. Новый лист монтируют, как описано выше.
При наличии расслоений, раковин и крупных вмятин, удаляют весь лист при помощи газорезки. Сборка и подгонка новых листов на ремонтируемое место зависит от их толщины. При толщине менее 5 мм листы собирают внахлестку, а при толщине 6 мм и больше — в стык. Размер нахлестки в пределах 30-40 мм.
При сборке листов в стык зазор между стыкуемыми элементами должен быть не менее 2 мм и не более 4 мм. При зазорах более 4 мм сварку ведут на подкладке толщиной, равной толщине листа. Свариваемые листы должны иметь скос кромок под углом 30-35°. При сварке необходимо следить, чтобы расстояние между пересекающимися сварными швами в днище и кровле было не менее 200 мм, а в корпусе резервуара не менее 250 мм.
Сварочные работы при ремонте резервуара ведут при положительной температуре окружающей среды. Ручную сварку при ремонте выполняют обратноступенчатым способом с двух сторон. Длина ступени не должна превышать 200-250 мм. Количество слоев швов зависит от толщины листов: при толщине 4-5 мм число слоев составляет 1, при толщине 6-7 мм — 2, при толщине 8-9 мм — 3 и при толщине 10-12 мм — 3-4.

Рис. 7. Устранение трещин, образовавшихся в месте пересечения швов.

Рис. 8. Трещина, начинающаяся от места вварки резервуарного оборудования.
1 — лист первого пояса; 2 — лист второго пояса, 3 — воротниковый фланец лазового люка, 4 — днище.
При сварке внахлестку размер ступени возрастает до 300- 500 мм. При капитальном ремонте резервуаров проверяют отклонение корпуса от цилиндрической формы при помощи отвеса. Эти отклонения могут быть в виде выпуклостей и вмятин. Они появляются при строительстве и в процессе эксплуатации резервуара и в основном в средних и верхних поясах, которые имеют меньшую жесткость; если стрела прогиба вмятин или выпуклостей превышает допустимую величину, их исправляют.
Допустимые величины отклонений поверхности (стрела прогиба) от вертикальной образующей цилиндра, соединяющей нижний и верхний края дефектного места, зависят от размеров дефекта и не должны превышать: 15 мм при длине дефекта по вертикали 1500 мм, 30 мм- при длине дефекта 3000 мм и 45 мм-при длине дефекта до 45000 мм.
При наличии в корпусе горизонтальных гофр с размерами, превышающими приведенные в табл. 1, их исправляют.
Для исправления вмятины в ее центр приваривают прерывистым швом круглую накладку из листовой стали толщиной 5-6 мм и диаметром 120-150 мм. К накладке приваривают серьгу. Правку производят при помощи трактора (ручной лебедки), трос от которого прикрепляют к серьге.
После правки дефектное место тщательно осматривают. Если не обнаружено трещин, изнутри резервуара на дефектное место прерывистым швом приваривают элемент жесткости — уголок, завальцованный по радиусу окружности резервуара, длиной, превышающей размеры вмятины на 25 мм. Если в листе образовалась трещина, его следует заменить.
Источник