- Строй-справка.ру
- Отопление, водоснабжение, канализация
- Винтовые компрессоры: техническое обслуживание и возможные неисправности
- Техническое обслуживание винтовых компрессоров
- Ремонт винтовых компрессоров
- Ремонт винтовых компрессоров: регламент обслуживания и способы профилактики неисправностей
- Основные неисправности винтовых компрессоров и их причины
- Регламентное техническое обслуживание
- Обслуживание подшипников электродвигателя компрессора
- Обслуживание привода компрессора
- Ремонт винтовых блоков компрессоров
- Как избежать поломок винтового компрессора
Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
Винтовые компрессоры. По сравнению с поршневыми компрессорами винтовые характеризуются малой массой, хорошей уравновешенностью, надежностью, долговечностью, равномерностью подачи пара (отсутствие пульсации) и малой чувствительностью к влажному ходу. К недостаткам относят недостаточную ремонтопригодность из-за сложности Изготовления роторов и высокий уровень шума.
Техническое обслуживание винтовых компрессоров несложно и сводится к контролю герметичности фланцевых соединений, арматуры, торцевого уплотнения, контролю температуры и уровня масла, состояния фильтров, работы маслонасоса, давления масла и давления нагнетания компрессора. В процессе эксплуатации масло меняют при каждом профилактическом осмотре.
Наиболее сильно изнашиваются в процессе эксплуатации подшипники скольжения, сопрягаемые с ними шейки роторов, подшипники качения, детали торцевых уплотнений и регуляторов производительности.
Периодичность ремонта холодильного винтового компрессора (на примере компрессора 21 ВХ-280) следующая: осмотры — через 2750 ч, текущие ремонты — через 5500 ч, средние — через 16 600 ч, капитальные — через 50 000 ч.
Объем работ при ремонте винтовых холодильных агрегатов следующий.
При профилактическом осмотре проверяют главным образом системы защиты от снижения давления масла перед компрессором и давления всасывания, повышения давления нагнетания, температуры хладагента и масла. Проводят демонтаж фильтров грубой и тонкой очистки масла с последующей очисткой и регенерацией металлокерамических элементов, осуществляют очистку газовых фильтров, промывку и продувку трубопроводов. Очистка газовых фильтров заключается в промывке их керосином и продувке азотом или сухим воздухом в направлении, обратном рабочему.
Торцевые уплотнения разбирают и притирают или заменяют графитовые кольца и резиновые уплотнения. Проверяют также состояние деталей маслонасоса, смазку подшипников электродвигателей, состояние пальцев муфт сцепления и крепежных деталей, проверяют герметичность соединений, чистят маслоохладитель.
При текущем ремонте дополнительно к объему профилактического осмотра проверяют соосность компрессора и электродвигателя, демонтируют и полностью разбирают сальник компрессора и маслонасоса, ремонтируют обратные клапаны и запорную арматуру на линиях хладагента, воды и масла.
При среднем ремонте дополнительно к объему текущего ремонта заменяют упорные и радиальные подшипники, резиновые втулки и муфты сцепления компрессора с электродвигателем, полностью разбирают маслонасос и заменяют основные неисправные детали.
При капитальном ремонте дополнительно к объему среднего ремонта полностью разбирают компрессор, проверяют опорные шейки роторов и осматривают рабочие полости, заменяют подшипники электродвигателя, компрессора и маслонасоса.
Порядок выполнения ремонта винтового холодильного компрессора следующий. Отсасывают хладагент, выпускают масло, отсоединяют трубопроводы, муфту сцепления с ведущим ротором, разбирают торцевое уплотнение, демонтируют устройство для регулирования производительности, снимают подшипники и разгрузочные поршни, роторы вынимают из блока цилиндров с помощью приспособлений.
Ремонт винтового компрессора связан с необходимостью выполнения операций высокой точности, поэтому на время капитального ремонта его снимают с фундамента и место ремонта переносят из машинного зала в помещение, подходящее для этих целей.
При разборке проверяют износ узлов и деталей. Допустимые зазоры в подшипниках скольжения 0,18 мм, под уплотни-тельными поясами подшипников между торцом, обращенным внутрь компрессора, и уплотнительной канавкой 0,2 мм. На рабочей поверхности шеек валов роторов допускаются мелкие кольцевые риски на 1/з длины подшипника, в среднем сечении не более 3 кольцевых рисок глубиной и шириной не более 0,3 мм. Плотность прилегания вкладышей к постели проверяют по краске. Подшипники ремонтируют путем перезаливкн и пришабривания. При установке новых вкладышей проверяют совпадение масляных каналов. При дефектации роторов проверяют нецилиндричность шеек (не более 0,01 мм на длину шейки), биение роторов индикатором при установке ротора в центрах (не более 0,05 мм), динамическую неуравновешенность (дисбаланс) — при динамической балансировке в балансировочном станке.
О появлении дефектов торцевых уплотнений при работе компрессора судят по утечкам масла и хладагента. Причинами утечек являются осевое биение уплотнительных колец, износ резиновых прокладок, потеря упругости поджимающее пружины. Торцевое уплотнение подлежит разборке и ремонту, если при работе в течение суток утечка масла превышает 6 капель в 1 мин. При профилактическом осмотре уплотнение разбирают без разъединения муфты сцепления компрессора и электродвигателя. Если на поверхности уплотнительных колец появляются риски, то кольца притирают на плите с проверкой по краске. Минимально допустимая толщина графитового кольца в уплотнении составляет 8 мм. При ремонте проверяют упругость пружины на соответствие характеристике. После смазки трущихся деталей маслом торцевое уплотнение собирают и проверяют в работе.
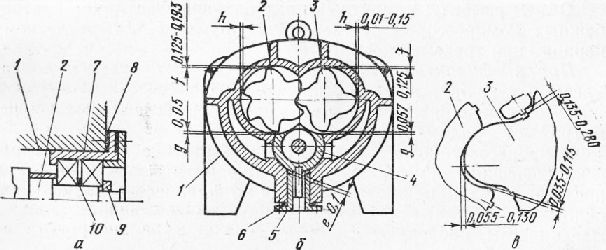
При сборке винтового компрессора после ремонта выдерживают зазоры в соответствии с инструкцией завода-изготовителя. Осевые зазоры между торцами роторов и корпусом или крышкой регулируются изменением толщины прокладки и составляют 0,05-0,08 мм на стороне нагнетания и 0,4-0,75 мм на стороне всасывания. Зазоры между торцевой поверхностью наружных колец подшипников качения (рис. 1, а) регулируют в пределах до 0,03 мм шлифовкой поверхности регулировочных шайб 8 под фланцами крышек, а предварительный осевой натяг создают проставочным кольцом 10.
Зазор между золотником регулятора и стаканом устанавливают 0,1 мм шлифовкой кольца 6 (рис. 1,б). При укладке роторов проверяют параллельность осей (не более 0,03 мм на 0,5 м) и радиальные зазоры (рис. 1, б). Профильные зазоры замеряют в 12 положениях зубьев роторов и записывают в ремонтный журнал (рис. 1, в).
При монтаже регулятора производительности золотник устанавливают в положение минимальной производительности. Электропривод золотника устанавливают после настройки максимального крутящего момента.
Поставленные роторы должны в блоке цилиндров легко и плавно вращаться от руки, для чего их перед монтажом смазывают маслом. Для уплотнения разъема корпуса применяют различного рода герметики и мастики. При затянутых болтах в разъем корпуса не должен проходить щуп толщиной 0,2 мм. При установке корпуса на фундамент его выверяют на горизонтальность.
Ротационные компрессоры. Ремонт сводится к проверке износа цилиндра, замене пластин и восстановлению зазоров.
Изношенные поверхности цилиндров и крышек восстанавливают металлизацией. В малых герметичных ротационных компрессорах при их массовом централизованном ремонте уделяют большое внимание восстановлению изнашиваемых сопряженных поверхностей: лопасть — ротор, лопасть — паз цилиндра, ротор — шейка эксцентрикового вала. Наряду с традиционными методами повышения износостойкости (поверхностная закалка ТВЧ, азотирование, цементирование и хромирование) хорошие результаты при ремонтных работах дает газотермическое напыление тугоплавкими металлами, их карбидами, нитридами и оксидами. Так, при покрытии поверхностей трения керметами (продукты спекания керамических порошков и металлов) титана и ванадия толщиной 5 мкм износ при смазке маслом ХФ 12-16 в компрессоре ФГр 0,35-1 А уменьшился (по сравнению с деталями заводского изготовления) на торце ротора в 3-9 раз, на торцах лопасти в 4-8 раз, в пазе цилиндра в 2-4 раза.
Навигация:
Главная → Все категории → Монтаж холодильных установок
Источник
Винтовые компрессоры: техническое обслуживание и возможные неисправности
Винтовые компрессорные установки в основном применяются в промышленных холодильных машинах на предприятиях разных отраслей промышленности. Имея высокую цену в сравнении с поршневыми агрегатами, они обеспечивают отличную производительность и высокую надежность.
Техническое обслуживание винтовых компрессоров
Для поддержания работоспособности и исправности холодильных агрегатов вообще и оборудования компрессорного цеха, в частности необходимо регулярно проводить комплекс операций по их техническому обслуживанию. Мероприятия по техническому обслуживанию воздушного компрессора имеют профилактический характер, должны проводиться систематически в соответствии с технической документацией через установленные периоды времени и после определенной выработки:
замена масла, а также масляного и воздушного фильтров, должна производиться каждые 2-4 тыс. часов работы агрегата и не реже одного раза в год при меньшей наработке. При использовании фирменного масла, рекомендуемого производителем компрессора, срок можно увеличить до 8 тыс. часов безремонтного функционирования агрегата;
сепаратор рекомендуется менять с каждой второй заменой масла;
в компрессорах с ременным приводом менять ремни чаще одного раза в 12 тыс. часов нет необходимости;
обслуживание клапанов всасывания и минимального давления следует через каждые 12 тыс. часов работы агрегата;
подшипники на винтовом блоке, в зависимости от производителя ступени, меняются через 25-60 тыс. часов работы компрессора;
подшипники электродвигателя смазываются в соответствии с конструкцией двигателя постоянно или следуя рекомендациям производителя (от 1 тыс. часов);
Каждый раз при проведении сервисного обслуживания винтовых компрессоров следует контролировать целостность и надежность крепления узлов, органов управления, приборов контроля, кабелей, воздуховодов; проверять натяжение ремней и состояние всасывающего клапана; производить протяжку резьбовых соединений и выполнять другие мелкие операции. Такие обязательные параметры, как чистота радиаторов охлаждения, состояние и уровень масла, должны контролироваться постоянно. Вовремя производимые работы по регламентированному техническому обслуживанию винтовых компрессоров гарантируют долгую бесперебойную работу холодильному оборудованию и эффективное функционирование холодильной системы предприятия.

Ремонт винтовых компрессоров
Если большинство операций по техническому обслуживанию предприятие способно производить собственными силами, то в случае возникновения аварийной ситуации к ремонту винтовых компрессоров следует привлекать квалифицированных специалистов. Нередки случаи, когда вместе с устранением первоначальной неисправности приходится исправлять последствия неквалифицированного ремонта. Еще лучше, когда ремонтные услуги оказывает фирма-производитель соответствующего оборудования: так компания Mayekawa осуществляет ремонт и сервисное обслуживание своих винтовых компрессоров Mycom в сервисных центрах по всему миру.
Наиболее часто возникающие неисправности промышленных винтовых компрессоров:
1. Неисправности в винтовом блоке. В отличие от поршневого компрессора, износ винтового блока не ведет к понижению производительности системы и не является причиной поломки агрегата. Масляный клин предохраняет поверхности роторов от механического трения и обеспечивает смазку в процессе работы устройства. Опасным с точки зрения износа является только момент запуска винтовых холодильных компрессоров, когда давление, необходимое для работы системы смазки, еще не достигнуто. Очень важно использовать при работе компрессора качественное масло (лучше всего рекомендованное производителем агрегата), вовремя проводить техническое обслуживание и замену изношенных подшипников, сальников и колец уплотнения, а также не превышать температурный режим работы оборудования. В противном случае при появлении выработки на винтах и заклинивании винтового блока нужно будет приобретать новый компрессор: только замета подшипников и сальников обходится в половину стоимости нового агрегата. К тому же для квалифицированного ремонта агрегата подходят только фирменные запчасти для винтового компрессора, которые иногда бывает проблематично найти или долго ждать.
2. Выход из строя привода может происходить из-за высокого содержания в воздухе твердых частиц, оседающих на поверхности ремня, а также из-за превышения температурного режима работы оборудования. Устранение растяжения или разрыва ременной передачи относится к простым операциям, но появление этой неисправности служит сигналом неправильной работы винтовой пары, что угрожает поломкой оборудования. В ходе ремонта привода заменяется весь ременной комплект.
3. Отказ двигателя. При появлении вибрации следует сразу же проверять работу электрического двигателя. На ранних стадиях проблема решается заменой подшипников; если же произошел отказ двигателя, то следует либо попробовать восстановить его обмотку, либо покупать новый двигатель.
4. При поломке блока автоматического управления необходима перенастройка параметров работы компрессоров и замена поврежденных узлов и деталей силового блока.

Также в процессе функционирования винтовых компрессоров возникает множество проблем, которые, самостоятельно являясь причиной снижения эффективности функционирования агрегата, говорят о недостаточном обслуживании агрегата и могут быть признаками выхода из строя основных частей компрессора. Так чрезмерный расход и утечка масла могут возникнуть из-за негерметичных уплотнений либо сломанного фильтра маслоотделителя, слишком высокого уровня масла, неисправности системы слива или поврежденных трубопроводов.
Следует также проверить регулятор всасывания и электромагнитный клапан. Компрессор может трудно включаться (низкая температура воздуха и напряжение в сети), не перезапускаться (загрязнение контрольного клапана), не выдавать сжатого воздуха (загрязнен регулятор либо не действует электромагнитный клапан). Причиной понижения производительности винтового компрессора может стать неисправность всасывающего клапана, загрязненность воздушного фильтра, утечка воздуха через линию перепуска либо другие неплотности внутри компрессора – квалифицированный специалист найдет неисправность, установит ее причину и восстановит нормальную работу оборудования. Именно поэтому ремонт холодильных компрессоров должен осуществляться профильными фирмами и сопровождаться полной диагностикой агрегата и его составных частей специальным оборудованием.
Источник
Ремонт винтовых компрессоров: регламент обслуживания и способы профилактики неисправностей
- Основные неисправности винтовых компрессоров и их причины
- Регламентное техническое обслуживание
- Обслуживание подшипников электродвигателя компрессора
- Обслуживание привода компрессора
- Ремонт винтовых блоков компрессоров
- Как избежать поломок винтового компрессора
Винтовой компрессор принадлежит к одному из наиболее эффективных типов оборудования для получения сжатого воздуха. От стабильной работы компрессора часто зависит работоспособность целых производственных линий или строительных участков.
Большой спрос на винтовые компрессоры обусловлен их многочисленными преимуществами по сравнению с центробежными или поршневыми устройствами.
Основными достоинствами устройств винтового типа являются:
- Простота монтажа и эксплуатации
- Компактные размеры
- Низкий уровень шума и вибрации
- Непрерывность работы
- Максимальная надежность
- Длительный эксплуатационный период
- Создание практически идеально чистого воздуха
- Минимальные энергозатраты
- Наличие системы автоматического контроля
Значительные нагрузки, агрессивные рабочие среды и нарушения правил эксплуатации могут привести к поломке оборудования. То, насколько сложным и затратным будет ремонт винтового компрессора, зависит от характера неисправности.

Рассмотрим причины возникновения неполадок в компрессорах винтового типа, регламент их обслуживания и ремонта, а также способы повышения межсервисного интервала.
Основные неисправности винтовых компрессоров и их причины
К необходимости ремонта винтовых компрессоров приводит использование некачественных масел, превышение температурного режима работы компрессора, выход из строя воздушного либо масляного фильтров, поломка термостата, износ приводных ремней, винтовой пары и сопрягаемых подшипников.
Основными признаками того, что компрессор требует как минимум диагностики, являются:
- Повышенная температура или локальный нагрев винтовой пары
- Падение давления и производительности агрегата
- Посторонние шумы при работе
- Повышенная вибрация
- Течь масла по стыкам винтового блока
- Заедание и подклинивание роторов
Регламентное техническое обслуживание
Первое техническое обслуживание (ТО) нового винтового компрессора производится обычно после 500 моточасов его работы. В маслозаполненном варианте устройства ТО сопровождается заменой масла и масляного фильтра. Последующие ТО осуществляются по регламенту через каждые 2500-3000 моточасов или один раз в год.
Перед проведением технического обслуживания необходимо убедиться, что компрессор отключен от электрической сети, отсоединен шаровым краном от ресивера и магистрали сжатого воздуха, разгружен и не находится под давлением.
Обслуживание подшипников электродвигателя компрессора
В подшипники электродвигателя обычно уже заложена заводская смазка, поэтому они не требуют первоначального обслуживания. Некоторые модели электродвигателей снабжены специальными масленками, подшипники в них смазываются каждые 2500-3000 моточасов.
При нормальных условиях окружающей среды (температура до +30° C) замена подшипников осуществляется каждые 12000 часов, в более тяжелых условиях эксплуатации – каждые 8000 часов. В любом случае такая работа должна производиться не реже одного раза в 4 года.
Обслуживание привода компрессора
Характерные причины поломки конструкций, в которых обороты от двигателя к винтовой паре передаются с помощью приводных ремней, следующие:
- Высокое содержание в воздухе твердых частиц: оседая на поверхность ремня, они вызывают его повышенный износ, повреждение и разрыв
- Температура, превышающая допустимые нормы: способствует растяжению ременной передачи
Проверку состояния ремней и, при необходимости, регулировку их натяжения, следует проводить каждые 500 часов наработки винтового компрессора. В замене ремни нуждаются через 7500-8000 моточасов.

Компрессоры с шестеренчатым приводом требуют ремонта в случае износа шестеренок или заклинивания редуктора. Детали, выработавшие свой ресурс, меняются на новые.
Конструкции с прямым приводом требуют ремонта в случае повреждения гибкой муфты, соединяющей винтовую пару и двигатель. В данном случае производится замена детали и тщательная диагностика компрессора.
Ремонт винтовых блоков компрессоров
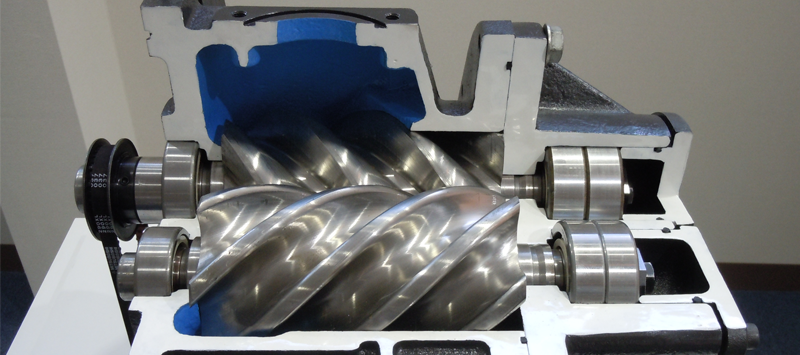
Винтовой блок является основным элементом компрессора, в котором происходит процесс сжатия воздуха за счет вращения ведущего и ведомого роторов.
Данный механизм является наиболее важным и дорогостоящим элементом конструкции. Его выходу его из строя обычно предшествуют следующие сбои в работе компрессора:
- Повышение рабочей температуры блока
- Вибрация и скрежет
- Понижение давления воздуха
Простым с технологической точки зрения (и недорогим) является ремонт блока с заменой подшипников и сальников. Мероприятия могут быть как планово- предупредительными, так и срочными – при достижении наработки, близкой к критической. В процессе такого ремонта меняются опорные подшипники роторов и редуктора, втулка и сальниковое уплотнение, очищаются масляные каналы, устанавливаются необходимые зазоры между роторами и корпусом блока, проводится обработка винтовых элементов специальным покрытием.
Для нанесения на роторы (первичного или в целях восстановления заводского защитного слоя) существуют антифрикционные материалы в виде жидкостей или аэрозолей. Они подобны краскам, однако вместо пигмента содержат твердые смазочные вещества (дисульфид молибдена, графит, ПТФЭ и др.).
В нашей стране покрытия для роторов винтовых компрессоров наравне с другими «сухими» смазками выпускает компания Modengy.
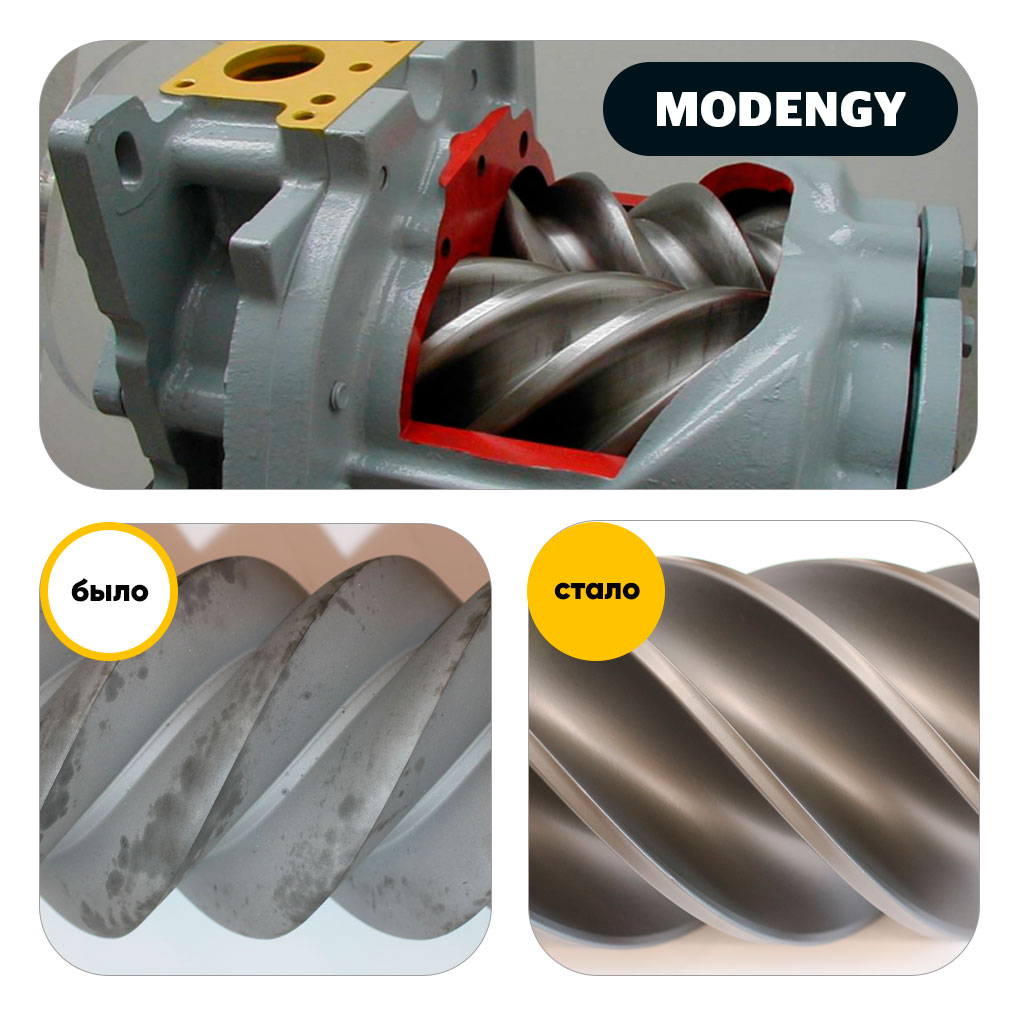
Антифрикционные твердосмазочные покрытия (АТСП) MODENGY 1007, MODENGY 1066 и MODENGY 1014 обладают чрезвычайно высокой несущей способностью и износостойкостью. Они наносятся на поверхности роторов слоем до 100 мкм, который в процессе приработки уменьшается в 2-2,5 раза. Готовая (отвержденная) полимерная пленка с частицами твердых смазок выполняет противозадирную функцию, обеспечивает минимально возможный зазор между винтовой парой и защищает детали от трения.
На фотоколлаже и в видеоролике ниже — результаты нанесения покрытия MODENGY 1007 на роторы винтового компрессора.
Более сложным является случай заклинивания блока. В зависимости от скорости срабатывания аварийной защиты компрессорной установки и быстроты реакции обслуживающего персонала степень разрушений при этом может отличаться.
В самых серьезных случаях при заклинивании блока разрушаются редуктор и корпус, обрывается хвостовик ведущего ротора, сами винты изгибаются. В подобных случаях резко возрастает количество операций, необходимых для восстановления винтовых элементов. К замене подшипников и сальника добавляются механическая обработка гребней и торцов роторов, их выравнивание и балансировка, восстановление хвостовика и корпуса винтового блока.

Большинство производителей компрессоров гарантируют работу оборудования без капитального ремонта до 40000 часов. Однако это в идеальных условиях, которых при реальной эксплуатации не бывает.
Ресурс современных опорных подшипников винтовой пары составляет от 10000 до 20000 часов (в зависимости от качества этих деталей и регулярности технического обслуживания компрессора). После наработки этого времени при нагрузках на винтовую пару возникает шум, который нарастает по мере увеличения износа оборудования. В результате компрессор начинает перегреваться, винтовой блок может заклинить из-за изменившихся зазоров между роторами.
В случае серьезного перегрева торцы винтовой пары «привариваются» к корпусу, что резко увеличивает трудозатраты на ремонт блока. При полном разрушении подшипников повреждения непредсказуемы – от локального перегрева винтовой пары до задиров и отколотых хвостовиков.
Все это говорит о необходимости своевременной диагностики и ремонта винтового блока. Затраты на эти мероприятия обычно на 50-80 % ниже, чем на покупку нового блока, а ресурс работы компрессора после них приближен к ресурсу нового оборудования.
Как избежать поломок винтового компрессора
Своевременный ремонт и плановое техническое обслуживание винтовых компрессоров в соответствии с рекомендациями производителя существенно снижают риск серьезных поломок техники.
Если при ТО не ограничиваться сменой фильтров, а проводить тщательную диагностику деталей, склонных к преждевременному износу, компрессорное оборудование прослужит заявленное время и даже больше.
Источник