Замена коренных и шатунных вкладышей
Если двигатель остановлен из-за низкого давления масла в магистрали, то в первую очередь проверьте состояние клапанов и ротора центробежного масляного фильтра, масляного насоса, отводящего патрубка масляного насоса и прокладок фланцев патрубка.
Только убедившись в исправности этих узлов, приступайте к проверке состояния коренных и шатунных подшипников.
Зазор между вновь установленными вкладышами и шейками коленчатого вала равен 0,065-0,123 мм. для шатунных шеек и 0,070-0,134 мм. для коренных при измерении в плоскости, перпендикулярной к плоскости разъема подшипников.
Шатунные и коренные вкладыши заменяйте, если зазоры между вкладышами и шейками коленчатого вала при нераскомплектованных деталях достигают следующих величин:
- для шатунных подшипников 0,40 мм. при овальности более 0,06 мм.
- для коренных подшипников 0,40 мм. при овальности более 0,1 мм.
- если в результате измерений будет установлено, что зазор в подшипниках и овальность шеек коленчатого вала превышают допустимые, то перешлифуйте шейки коленчатого вала на следующий ремонтный размер согласно таблице ниже.
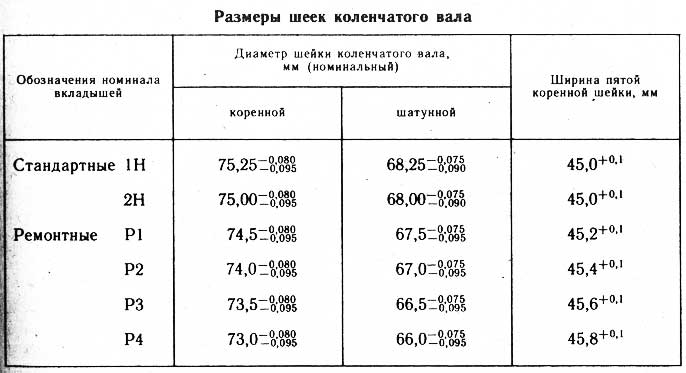
Размеры шеек коленчатого вала
При замене вкладышей устанавливайте их того же номинала, который имеют шейки коленчатого вала.
Коленчатые валы, шатунные или коренные шейки которых изготовлены по размеру второго номинала на первой щеке имеют дополнительные обозначения:
- «2К» — коренные шейки второго номинала.
- «2Ш» — шатунные шейки второго номинала.
- «2КШ» — шатунные и коренные шейки второго номинала.
При подборе вкладышей обращайте также внимание на обозначение размерной группы вкладыша по высоте. Размеры групп обозначаются на внутренней поверхности усиков знаком «+» или «-«. В комплект входят вкладыши: один с маркировкой «+», другой — «-» или оба без маркировки.
При сборке кривошипно-шатунного механизма выполните следующие операции:
- промойте все детали дизтопливом и продуйте сжатым воздухом.
- смажьте подшипники дизельным маслом и уложите коленчатый вал.
- установите крышки и затяните болты коренных подшипников, начиная от средней шейки, в 2-3 приема моментом 20-22 кгс*м (200-220 Н*м). Вал должен от руки легко проворачиваться и иметь осевое перемещение 0,10-0,29 мм. для нового дизеля и до 0,5 мм. — бывшего в эксплуатации.
- смажьте гильзы цилиндров дизельным маслом, расположите правильно замки поршневых колец и установите шатун с поршнем в гильзу цилиндров. Установите крышку в сборе с вкладышами и затяните гайки шатунных болтов моментом 14-16 кгс*м (140-160 Н*м). Продольный люфт нижней головки шатуна для нового дизеля должен быть 0,25-0,55 мм., допустимый в эксплуатации до 0,70 мм.
Источник
Ремонт поршневой группы Д-240 трактора МТЗ-80
Детали цилиндро-поршневой группы Д-240 трактора МТЗ-80 заменяют при увеличенном расходе картерного масла или повышенном проникновении газов в картер дизеля, замеренных диагностическими средствами. Если диагностические параметры достигли значений, превышающих допустимые, то дизель разбирают.
Для проведения технической экспертизы деталей снимают головку цилиндров и поддон картера. Если после снятия головки на поверхности блока обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с трактора и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и крышки шатунных подшипников, извлекают поршни в сборе с шатунами из гильз цилиндров.
Среди деталей цилиндро-поршневой группы Д-240 трактора МТЗ-80 износу наиболее подвержены: поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров (рис. 2.1.29, 2.1.30).
Диаметр гильзы замеряют (рис. 2.1.31) в месте наибольшего износа верхнего пояса гильзы сначала в плоскости, параллельной оси коленчатого вала, а затем в плоскости качания шатуна. Гильзу заменяют при износе ее рабочей поверхности более 0,4 мм на диаметр или при овальности и конусности, превышающих 0,06 мм.
Диаметр юбки поршня измеряют в плоскости, перпендикулярной к отверстию под поршневой палец (рис. 2.1.32). Кроме диаметра юбки, у поршня контролируют зазоры по высоте между канавками поршня и поршневыми кольцами (рис. 2.1.33). Если зазор между канавкой поршня и новым поршневым кольцом превышает допустимый размер, поршень заменяют.
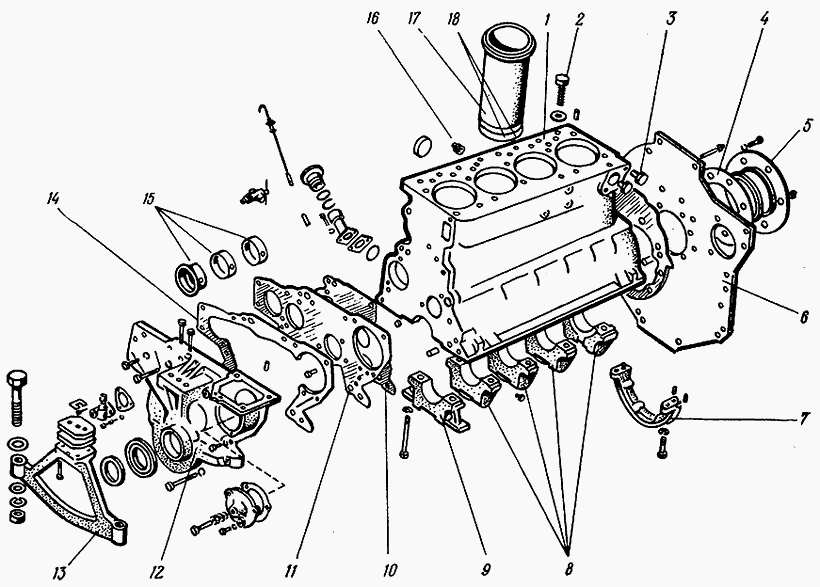
Рис. 2.1.29. Взаимное расположение деталей блока цилиндров Д-240
1 — блок цилиндров; 2 — болт; 3 — рым-болт; 4, 10, 14 — прокладки; 5 — корпус сальника; 6 — задний лист дизеля; 7 — опора картера; 8 — крышки; 9 — крышка коренного подшипника; 11 — щит; 12 — крышка шестерен; 13 — опора; 15 — втулки; 16 — пробка; 17 — гильза цилиндра; 18 — кольца гильзы
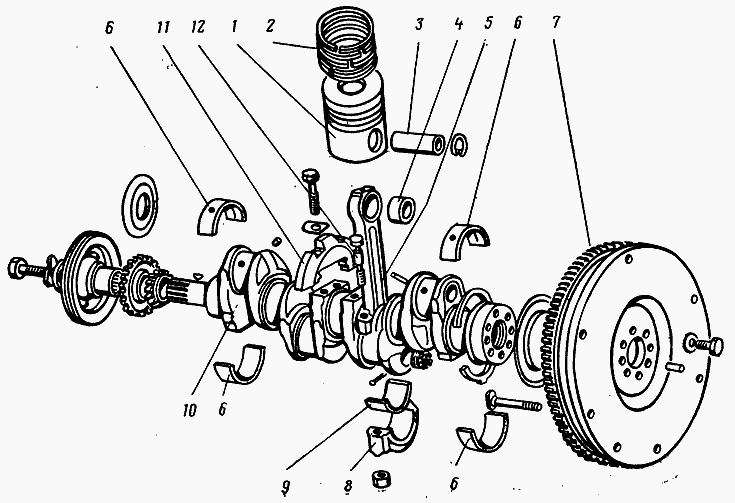
Рис. 2.1.30. Взаимное расположение деталей кривошипно-шатунной группы
1 — поршень; 2 — поршневые кольца; 3 — поршневой палец; 4 — втулка верхней головки шатуна; 5 — шатун; 6 — коренной вкладыш; 7 — маховик; 8 — крышка шатуна; 9 — вкладыш шатуна; 10 — коленчатый вал; 11 — противовес; 12 — болт
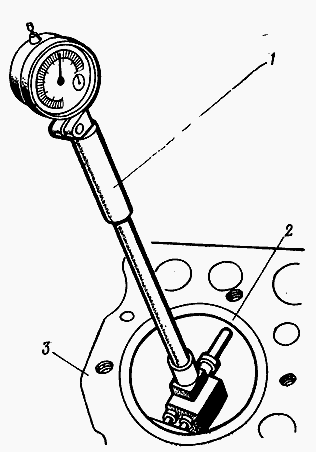
Рис. 2.1.31. Измерение диаметра гильзы цилиндра МТЗ-80
1 — индикаторный нутромер; 2 — гильза цилиндра; 3 — блок цилиндров
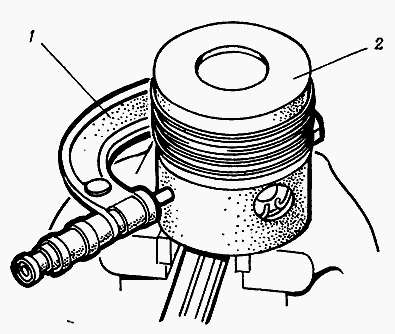
Рис. 2.1.32. Измерение диаметра юбки поршня
1 — микрометр; 2 — поршень
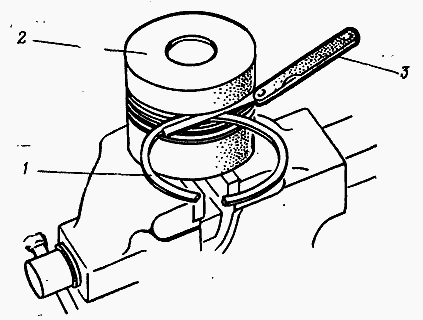
Рис. 2.1.33. Измерение зазора между канавкой поршня и поршневым кольцом
1 — кольцо; 2 — поршень; 3 — пластинчатый щуп
Основные показатели поршневой группы двигателя Д-240 трактора МТЗ-80
Зазор между юбкой поршня и гильзой цилиндра, мм:
— номинальный — 0,18—0,20
— допустимый — 0,26
Зазор в замке поршневых колец, мм:
— номинальный — 0,40—0,80
— допустимый — 4,0
Зазор по высоте между канавкой поршня и поршневым кольцом, мм:
— для компрессионных колец — 0,08—0,12
— для маслосъемных колец — 0,05—0,09
— допустимый — 0,30
Цилиндро-поршневую группу в сборе заменяют при зазоре (разности диаметров) между юбкой поршня и гильзой, превышающем допустимое значение. Гильзы из блока выпрессовывают специальным съемником (рис. 2.1.34).
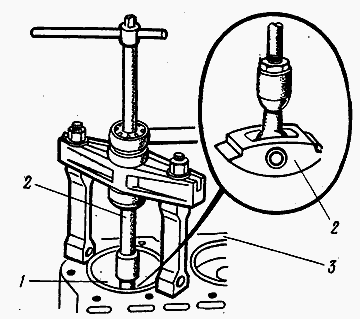
Рис. 2.1.34. Выпрессовка гильзы из блока цилиндров Д-240
1 — гильза цилиндра; 2 — съемник; 3 — блок цилиндров
Если диаметры гильзы и поршня в пределах нормы, рекомендуется выпрессовать гильзу из блока, повернуть ее вокруг оси на 90°, так как гильза и поршень более всего изнашиваются в плоскости качания шатуна, и вновь запрессовать гильзу в блок.
Поршневые кольца заменяют, если зазор в замке кольца превышает допустимое значение при установке кольца в неизношенную верхнюю часть гильзы.
Перед оборкой поршневой группы проверяют параметры поршневого пальца, шатуна и состояние втулки верхней головки шатуна. Втулку заменяют при увеличении диаметра отверстия под поршневой палец или ослаблении посадки в верхней головке шатуна.
Поршневой палец и втулку верхней головки шатуна заменяют при зазоре между пальцем и втулкой более 0,06 мм. Палец заменяют при овальности и конусности более 0,02 мм. Изгиб и скручивание шатуна проверяют на приборе КИ-724. При сборке шатуна в его верхнюю головку вначале запрессовывают втулку (рис. 2.1.36).
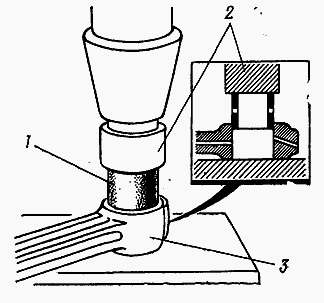
Рис. 2.1.36. Запрессовка втулки в верхнюю головку шатуна
1 —втулка; 2 — пресс; 3 — шатун
Чтобы подогнать отверстие втулки верхней головки шатуна под поршневой палец, его обрабатывают регулируемой разверткой или раскаткой. Зазор между отверстием втулки верхней головки шатуна и поршневым пальцем должен быть не более 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленвала МТЗ-80 изготовлены с высокой точностью. Необходимый диаметральный зазор при неизменной постели подшипника обеспечивается соответствующими диаметрами шеек коленчатого вала. Поэтому вкладыши при ремонте дизеля заменяют
без каких-либо подгоночных операций и только попарно.
Не допускаются: замена одного вкладыша из пары; опиливание или шабрение стыков вкладышей либо крышек подшипников; установка прокладок между вкладышами и постелью, между крышкой и шатуном. При замене размерная группа вкладышей должна соответствовать размерной группе шеек коленчатого вала.
Перед установкой новых деталей цилиндро-поршневой группы их подбирают по размерным группам. Гильзы цилиндров сортируют на размерные группы по внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней части. Поршни и гильзы цилиндров, устанавливаемые на один дизель, должны быть одной размерной группы.
Размерные группы цилиндров и поршней дизеля Д-240
Группы/Диаметр гильзы цилиндра, мм/Макс. диаметр юбки поршня в нижней части, мм
М — 110,00—110,02 / 109.88—109,90
С — 110,02—110,04 / 109.90—109,92
Б — 110,04—110,06 / 109,92—109,94
Обозначение размерных групп нанесено на нерабочем верхнем торце гильзы и на днище поршня. Перед установкой гильзы в блок резиновые уплотнения заменяют. Гильзу устанавливают, нанося легкие удары молотком по ступенчатой оправке (рис. 2.1.37).
Если гильза входит в блок туго, то для ее запрессовки используют специальное винтовое приспособление (рис. 2.1.38). По окончании запрессовки намеряют выступание бурта гильзы над поверхностью блока индикатором (рис. 2.1.39). Выступание бурта должно быть в пределах 0,065— 0,165 мм.
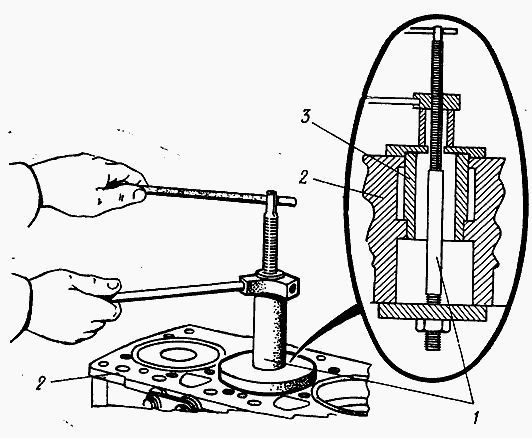
Рис. 2.1.38. Запрессовка гильзы цилиндра винтовым приспособлением
1 — приспособление; 2 — блок цилиндров; 3 — гильза цилиндра
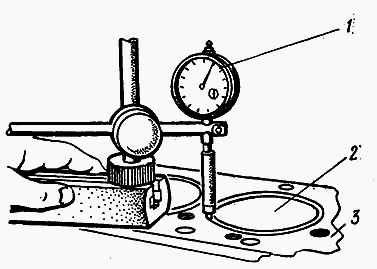
Рис. 2.1.39. Проверка выступания бурта гильзы цилиндра
1 — индикатор; 2 — гильза цилиндра; 3 — блок цилиндров
В случае утопания гильз допускается установка медных прокладок под бурт гильзы. При подборе поршней обращают внимание на размерные группы поршневых пальцев; их внутренняя поверхность и бобышка поршня маркированы краской. Поршни и поршневые пальцы Д-240 трактора МТЗ-80 подбирают одной размерной группы, что подтверждается одинаковой маркировкой.
Поршневой палец запрессовывают в поршень, предварительно нагрев поршень в масле до температуры 70—80° С. Разность между массами шатунов в сборе с поршнями, устанавливаемых на один дизельный двигатель, не должна превышать 15 г.
Упругость поршневых колец проверяют на приспособлении МИП-100. При зазоре в замках, равном 0,3—6,6 мм (рис. 2.1.41), упругость колец не должна превышать: первого (верхнего) — 60—82 Н, второго и третьего — 58—78 Н.
Поршневые кольца на поршень устанавливают в определенном порядке с использованием приспособления, которое предохраняет кольца от случайных поломок (рис. 2.1.42). Кольца, установленные в канавки поршня, должны свободно перемещаться при поворачивании поршня и утопать в канавках под действием собственной массы.
Рис. 2.1.41. Измерение зазора в замке поршневого кольца
1 — пластинчатый щуп; 2 — поршневое кольцо
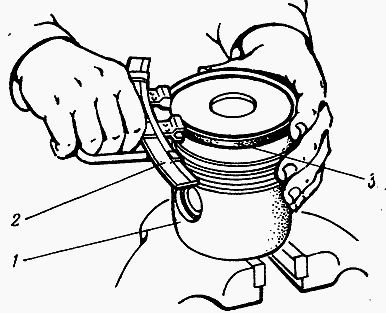
Рис. 2.1.42. Установка поршневого кольца
1 — поршень; 2 — приспособление; 3 — поршневое кольцо
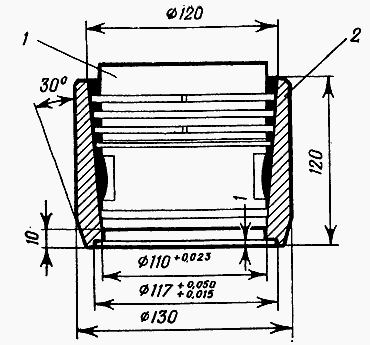
Рис. 2.1.43. Конусная оправка для установки поршня
1 — поршень; 2 — оправка
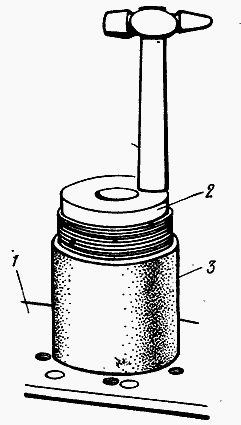
Рис. 2.1.44. Установка поршня с шатуном в блок цилиндров МТЗ-80
1 — блок цилиндров; 2 — поршень; 3 — оправка
Замки первого и третьего поршневых колец располагают в канавках поршня под углом 180° относительно замков второго и четвертого колец.
Поршень в сборе с кольцами и шатуном обильно смазывают дизельным маслом и посредством конусной оправки (рис. 2.1.43) устанавливают в гильзу цилиндра, слегка постукивая по днищу поршня рукояткой молотка (рис. 2.1.44). Болты шатунных подшипников затягивают динамометрическим ключом в два — три приема.
Регулировочные данные при сборке дизеля Д-240
Момент окончательной затяжки гаек крепления головки цилиндров, Нм — 150—170
Момент затяжки шатунных подшипников, Нм — 140—160
Зазор между стержнем клапана и бойком коромысла (тепловой зазор) на холодном дизеле, мм — 0,25—0,30
Поршень при нахождении в ВМТ не должен выступать выше поверхности блока более чем на 0,5 мм. После установки поршневой группы и крышек шатунных подшипников устанавливают масляный насос, его нагнетательные и всасывающие трубопроводы и закрывают поддон картера.
Прокладку картера с двух сторон смазывают графитной пастой (40% графитного порошка и 60% дизельного масла) или герметиком «Эластосил 137-83»; в цилиндры заливают по 30—50 г дизельного масла. Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой.
Болты крепления головки затягивают динамометрическим ключом (рис. 2.1.45) в определенной последовательности (рис. 2.1.46) в два — три приема. Затем устанавливают штанги и оси коромысел в сборе с коромыслами.
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в клапанном механизме должны соответствовать регулировочным данным при оборке дизеля МТЗ-80.
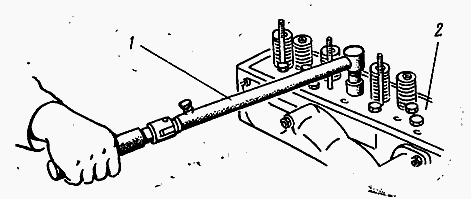
Рис. 2.1.45. Затяжка болтов крепления головки цилиндров Д-240
1 — динамометрический ключ; 2 — головка цилиндров
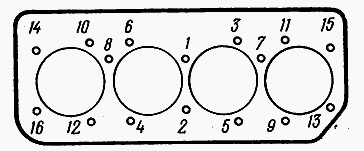
Рис. 2.1.46. Порядок затяжки болтов крепления головки цилиндров
Источник
Инструкция по замене вкладышей МТЗ

При капитальном или текущем ремонте двигателя трактора выполняют замену вкладышей МТЗ 80, 82.
Однако перед этим необходимо проверить наличие сколов, трещин, разломов на подшипниках и шейках коленчатого вала.
Разбираемся в размерах вкладышей МТЗ
Шатунные и коренные вкладыши подшипников коленвала МТЗ изготавливаются из прочной биметаллической полосы. В основном на современных двигателях устанавливаются различных размеров.
Величина деталей зависит от номинала шеек коленвала МТЗ. Для выполнения эффективного ремонта заводом-изготовителем предусмотрены 4 размера вкладышей МТЗ 80, 82.
В данной таблице вы сможете сравнить номинальные размеры деталей.
Номинал Диаметр шейки вала (мм)
Вкладыши МТЗ шатунные Вкладыши МТЗ коренные
Соблюдайте строго размеры вкладышей МТЗ!
Заменяем вкладыши МТЗ
Заменять детали необходимо лишь в одном случае – если диаметр подшипника (его отверстия) не совпадает с номинальным значением при затянутой крышке.
Однако если замена шатунных вкладышей МТЗ все же необходимо, сделайте следующее:
- С головки цилиндров демонтируйте аккуратно колпачок крышки;
- После этого демонтируйте крышку ГЦ;
- Отсоедините трубопроводы и снимите вал коромысел;
- Аккуратно демонтируйте ГЦ;
- Затем предельно точно измерьте диаметр отверстия подшипника.
Не забывайте, что номинальный зазор не должен превышать 0,5-1,2 см.
Если поверхность шатунных вкладышей МТЗ находятся в хорошем состоянии (без порезов и проколов, вкрапления пыли, грязи) – обратите внимание на подшипник и величину диаметрального зазора.
Советы по установке вкладышей МТЗ
После замены дефектных деталей необходимо установить новые.
При сборке механизма советуем тщательно промыть вкладыши МТЗ 80, 82 и другие детали дизельным топливом.
Также не забудьте продуть элементы сжатым воздухом. Затем:
- Уложите коленвал МТЗ только после смазки всех подшипников специальным маслом;
- После монтажа крышек затяните все болты подшипников (мы имеем в виду коренные);
- Обязательно начинайте затяжку с средней шейки двадцать, максимум двадцать два кгс * м. Кроме этого, вал обязательно должен иметь перемещение по периметру оси 0,1-0,29 мм (двигатель обязательно новый), пол мм – для мотора с пробегом;
- Дизельным маслом обработайте все гильзы установленных цилиндров, затем аккуратно вмонтируйте шатун МТЗ. После замены вкладышей МТЗ устанавливаем их совместно с крышкой, затягиваем гайки всех болтов (выбирайте момент не менее четырнадцати, максимум шестнадцати кгс * м).
Помните, что после замены вкладышей МТЗ 80 необходимо измерять значение люфта головки шатуна.
Для нового мотора данное значение не превышает 0,25-0,55 мм, а для мотора с пробегом – 0,7 миллиметра. В нашем каталоге вы сможете найти прочные вкладыши МТЗ по цене ниже рыночной.
Рекомендуем:
Источник