Технология ремонта тепловозов: Учебник для техникумов ж.-д. трансп./В. П. Иванов, И. Н. Вождаев, Ю. И. Дьяков, А. Я. Углинский; Под ред. В. П. Иванова. 2-е изд., перераб. и доп.— М.: Транспорт, 1987. 336 с.
В книге рассмотрена технологня ремонта дизелей, вспомогательного оборудования, экипажа, электрических машин и аппаратов магистральных и маневровых тепловозов в локомотивных депо и на тепловозоремонтных заводах. В основу положена технология ремонта основных магистральных тепловозов ТЭЗ, 2ТЭ116, ТЭП60, типа ТЭ10, маневровых ТЭМ1, ТЭМ2 и др.; освещены особенности ремонта новых тепловозов 2ТЭ121, ТЭП70. Первое издание вышло в 1980 г. Для учащихся техникумов железнодорожного транспорта по специальности «Тепловозное хозяйство»
ОТ АВТОРОВ Непрерывное развитие на основе научно-технического прогресса всех отраслей народного хозяйства нашей страны, в том числе и железнодорожного транспорта, предопределяет необходимость совершенствования подготовки квалифицированных кадров. Наряду со знаниями, опытом и мастерством преподавателей учебных заведений важное значение для эффективного обучения имеет качество учебников и учебных пособий, так как они в самостоятельной работе учащихся призваны помочь усвоить и глубже изучить изложенный преподавателем материал. Поэтому авторы учебника в соответствии с утвержденной программой по курсу «Технология ремонта тепловозов» для техникумов железнодорожного транспорта по специальности «Тепловозное хозяйство» старались в сжатой и доходчивой для учащихся техникумов форме изложить основы современной технологии ремонта тепловозов. Все разделы и главы учебника, в которых описан ремонт отдельных деталей, построены по единой схеме. Вначале приводятся виды неисправностей деталей и причины их возникновения, далее описываются способы предупреждения и устранения неисправностей, а затем — технология ремонта и методы испытаний. При описании отдельных, наиболее важных, ответственных сборочных единиц и деталей, таких, например, как блок и коленчатый вал дизеля, газораспределительный механизм и топливная аппаратура, система очистки воздуха и масла и др., кратко изложены основные особенности устройства и работы данных сборочных единиц и деталей разных серий тепловозов. В некоторых случаях рассмотрены подробно последствия нарушения работоспособности отдельных деталей. Авторы считают, что такой системный и в то же время дифференцированный подход к изложению учебного материала позволит учащимся глубже понять физические явления в деталях и их сопряжениях и причины, приводящие к неисправности тепловозов, грамотно подходить к выбору способов их предотвращения и устранения. В конечном итоге будет достигнута главная цель: научить молодых специалистов быстро и точно определять место и причину неисправности в сложных сборочных единицах тепловоза, выбирать наиболее рациональный и эффективный способ ее устранения, тем самым поддерживая тепловозы в исправном состоянии и обеспечивая устойчивую их работу по перевозке народнохозяйственных грузов и пассажиров. Авторы выражают надежду, что данный учебник поможет учащимся овладеть основами ремонта тепловозов, изучить его технологию. Правила, методы и технология ремонта, как и конструкция тепловоза, постоянно изменяются, совершенствуются. Однако общие принципы организации и технологии ремонта сохраняются длительное время. Материал изложен в соответствии с утвержденными и действующими правилами технического обслуживания, текущего и капитального ремонтов тепловозов, приказами и технологическими инструкциями МПС. Во втором издании авторы учли замечания предметных комиссий некоторых техникумов и отдельных преподавателей и учащихся, высказанные по содержанию первого издания. Кроме того, отражены основные направления научно-технического прогресса в области ремонта тепловозов.
ОГЛАВЛЕНИЕ От авторов Введение
Раздел первый ОБЩИЕ СВЕДЕНИЯ О РЕМОНТЕ ТЕПЛОВОЗОВ Глава 1 Современная система организации ремонта 1. Условия работы тепловозов, их сборочных единиц и деталей 2. Виды и причины износов. Определение их величины. Понятие о надежности и долговечности деталей 3. Виды осмотров и ремонтов тепловозов и их краткие характеристики 4. Краткие сведения о Правилах ремонта тепловозов Глава 2. Подготовка тепловоза к ремонту 5. Сдача и прием в ремонт 6. Клейма и метки спаренности 7. Механизация процессов снятия и разборки деталей и сборочных единиц 8. Способы очистки деталей 9. Способы выявления дефектов Глава 3. Ремонт и восстановление деталей 10. Способы устранения дефектов 11. Сварочно-наплавочные способы восстановления деталей 12. Электроэрозионное наращивание и металлизация 13. Нанесения электрохимических покрытий 14. Применение полимерных материалов 15. Упрочнение поверхностей деталей Глава 4. Зубчатые колеса 16. Основные неисправности и контроль зацепления 17. Замена зубчатых колес и регулирование зацепления Глава 5. Подшипники 18. Ремонт подшипников скольжения 19. Ремонт подшипников качения Глава 6. Валы, корпуса, пружины 20. Ремонт валов 21. Ремонт корпусов 22. Ремонт пружин Глава 7. Сборка и монтаж сборочных единиц 23. Комплектовка деталей 24. Узловая и общая сборка. Контроль качества ремонта
Раздел второй РЕМОНТ ДИЗЕЛЕЙ Глава 8. Основные положения по ремонту дизелей 25. Краткая характеристика работ, выполняемых при технических обслуживаниях, текущих и капитальных ремонтах тепловозов 26. Ремонт дизелей на потоке Глава 9. Блок цилиндров, картер, поддизельная рама, коллекторы 27. Неисправности и ремонт блока и рамы дизеля 28. Проверка блока 29. Ремонт коллекторов и глушителей Глава 10. Цилиндровые крышки и клапаны 30. Основные неисправности и их устранение 31. Порядок затяжки крышек Глава 11. Вертикальная передача 32. Причины повреждений деталей передачи. Контроль их состояния 33. Разборка, ремонт и сборка вертикальной передачи Глава 12. Втулки цилиндров 34. Основные неисправности втулок и их причины 35. Выемка втулок из блока и их ремонт Глава 13. Коленчатые валы, привод насосов и антивибратор 36. Ремонт коленчатых валов 37. Ремонт привода насосов 38. Ремонт антивибратора Глава 14. Коренные и шатунные подшипники 39. Основные неисправности подшипников и их причины 40. Порядок замены вкладышей Глава 15. Шатунно-поршневая группа 41. Основные неисправности деталей и их причины 42. Осмотр и ремонт поршней 43. Ремонт шатунов 44. Комплектование поршня с шатуном и сборка Глава 16. Воздуходувки и турбокомпрессоры 45. Основные неисправности агрегатов наддува и их причины 46. Ремонт воздуходувки дизеля 10Д100 с редуктором. Ремонт турбокомпрессора Глава 17. Газораспределительный механизм и привод топливных насосов 47. Неисправности и ремонт газораспределительного механизма 48. Ремонт привода топливных насосов дизеля типа Д100 Глава 18. Топливная аппаратура 49. Влияние качества ремонта и регулирования топливной аппаратуры на работу дизеля 50. Ремонт топливного насоса 51. Ремонт форсунок 52. Ремонт регулятора частоты вращения коленчатого вала 53. Ремонт привода регулятора частоты вращения коленчатого вала 54. Ремонт механизма управления дизелем Глава 19. Регулирование дизелей при сборке 55. Общие положения по регулированию 56. Методика определения верхней (внутренней) мертвой точки поршня 57. Проверка и регулирование положения кулачковых валов газораспределения и зазора в приводе клапанов 58. Проверка и регулирование положения кулачковых валов привода топливных насосов 59. Регулирование угла опережения подачи топлива 60. Регулирование механизма управления топливными насосами
Раздел третий РЕМОНТ ВСПОМОГАТЕЛЬНОГО ОБОРУДОВАНИЯ Глава 20. Редукторы и гидропередача 61. Основные неисправности редукторов 62. Ремонт редукторов и муфт 63. Ремонт фрикционной муфты вентилятора холодильника тепловоза ТЭЗ 64. Ремонт магнитно-порошковой муфты 65. Ремонт приводов вспомогательных механизмов 66. Автоматический привод гидромуфты вентилятора холодильника тепловоза 2ТЭ10Л 67. Ремонт гидропередачи Глава 21. Насосы 68. Неисправности насосов 69. Ремонт масляного насоса дизеля и его привода 70. Ремонт масляных насосов маслопрокачивающего агрегата и центробежного фильтра 71. Ремонт водяных насосов 72. Ремонт топливоподкачивающего насоса Глава 22. Фильтры, баки, трубопроводы, клапаны 73. Неисправности фильтров 74. Ремонт топливных фильтров 75. Ремонт масляных фильтров 76. Ремонт воздушных фильтров 77. Ремонт баков, трубопроводов, клапанов Глава 23. Вентиляторы, холодильники, теплообменники 78. Ремонт вентиляторов 79. Ремонт холодильников 80. Ремонт водомасляного теплообменника и воздухоохладителя
Раздел четвертый РЕМОНТ ЭЛЕКТРИЧЕСКОГО ОБОРУДОВАНИЯ Глава 24. Электрические машины 81. Выявление неисправностей электрических машин без их разборки при ремонте тепловозов 82. Демонтаж электрических машин с тепловоза 83. Разборка и очистка электрических машин 84. Ремонт и контроль деталей электрических машин 85. Пропитка и компаундирование обмоток электрических машин 86. Сборка электрических машин 87. Контроль качества ремонта электрических машин 88. Монтаж электрических машин на тепловоз 89. Меры безопасности при ремонте электрических машин Глава 25. Электроаппаратура 90. Ремонт электрических аппаратов 91. Регулировка и испытание электроаппаратуры Глава 26. Вспомогательное электрооборудование 92. Ремонт резисторов и конденсаторов 93. Ремонт полупроводниковых приборов 94. Неисправности электрических цепей и способы их обнаружения Глава 27. Измерительная аппаратура 95. Сроки и виды ремонтов и проверок 96. Ремонт электроизмерительных приборов Глава 28. Аккумуляторные батареи 97. Общие условия работы 98. Неисправности и ремонт кислотных батарей 99. Ремонт щелочных батарей 100. Техника безопасности при работе с аккумуляторными батареями
Раздел пятый РЕМОНТ ЭКИПАЖА Глава 29. Рамы тепловоза и тележек 101. Возможные неисправности и ремонт рамы тепловоза 102. Ремонт рамы тележки 103. Особенности ремонта бесчелюстных тележек тепловозов 2ТЭ10В и 2ТЭ116 104. Проверка рамы тележки тепловоза оптическими приборами Глава 30. Ударно-тяговые устройства 105. Основные неисправности и уход за автосцепкой 106. Ремонт автосцепки 107. Сборка и установка ударно-тягового устройства Глава 31. Рессорное подвешивание 108. Неисправности и ремонт рессорного подвешивания 109. Сборка и регулировка рессорного подвешивания 110. Особенности сборки и регулировки рессорного подвешивания тепловозов 2ТЭ10В и 2ТЭ116 Глава 32. Колесные пары 111. Неисправности колесных пар и уход за ними 112. Неисправности, с которыми колесные пары не допускаются к эксплуатации 113. Осмотр и освидетельствование колесных пар 114. Ремонт колесных пар Глава 33. Буксы 115. Ревизия и ремонт букс 116. Регулирование свободного разбега колесных пар челюстных тележек Глава 34 Зубчатая передача, детали подвешивания тягового двигателя, кузов и песочница 117. Ремонт зубчатой передачи и деталей подвешивания тягового двигателя 118. Ремонт кузова 119. Ремонт песочницы
Раздел шестой ИСПЫТАНИЯ ТЕПЛОВОЗОВ ПОСЛЕ РЕМОНТА Глава 35. Подготовка к испытаниям 120. Виды и назначение испытаний 121. Подготовка тепловоза к испытаниям Глава 36. Обкаточные и сдаточные испытания 122. Режимы обкатки и наладочные работы по дизелям 123. Проверка работы электрической схемы на холостом ходу генератора 124. Настройка селективной характеристики генератора 125. Настройка внешних характеристик генераторов 126. Настройка схемы плавного трогания, аварийных схем и реле Список литературы Предметный указатель
Источник
Ремонт воздушных трубопроводов тепловоза
§ 16. Ремонт компрессора и его воздухопроводов
При малом периодическом ремонте проверяют крепление картера и соединительной муфты; картер осматривают внутри; очищают сетку масляного насоса; проверяют крепление гаек шатунных болтов; измеряют зазор в шатунных подшипниках. Всасывающие и нагнетательные клапаны меняют на отремонтированные. Производят смену масла и проверяют на тепловозе давление в масляной системе. Очищают и промывают воздушные фильтры компрессора, сапуна, регулятора давления и воздухоочистителей. Набивку фильтров смазывают дизельным маслом. Регулируют регулятор давления и проверяют плотность тормозной сети.
При большом периодическом, подъёмочном и заводском ремонте компрессор снимают с тепловоза, полностью разбирают, детали его обмеряют и ремонтируют, после чего компрессор собирают и испытывают на стенде.
Основными неисправностями компрессора являются следующие:
1) пропуск пластин клапанов вследствие коробления и загрязнения их от обилия смазки;
2) потеря упругости пружин клапанов;
3) пропуск воздуха в местах постановки клапанов в клапанную коробку (цилиндровую крышку);
4) заедание выключающего устройства всасывающих,клапанов;
5) износ колец, цилиндров и коленчатого вала;
6) ослабление шарикоподшипников на валу;
7) обрыв плунжера масляного насоса;
8) недостаточное давление масла вследствие износа плунжера, корпуса и хомута эксцентрика масляного насоса;
9) появление трещин у поршней, цилиндров и картера.
Разборка компрессора 1КТ
Перед разборкой сливают масло из картера, вынимают по одному клапану из клапанной коробки и измеряют высоту камеры сжатия.
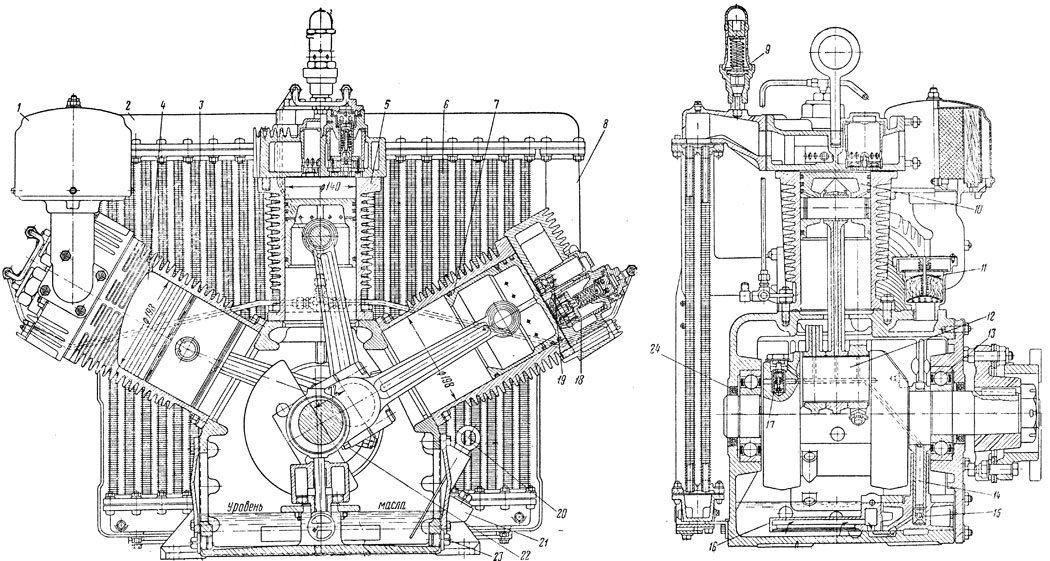
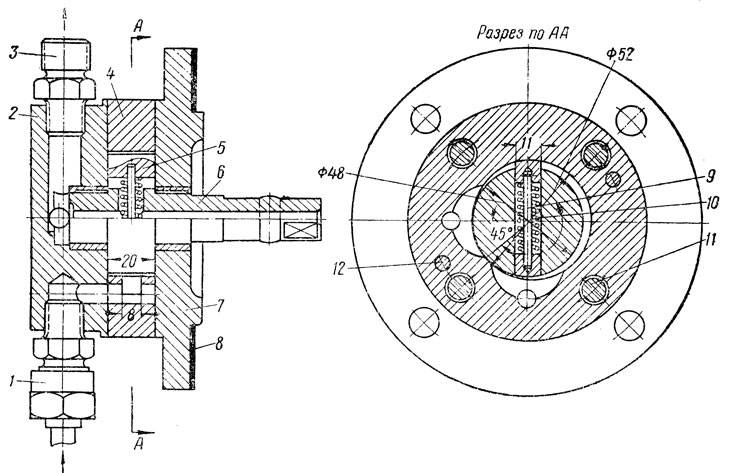
Разборка компрессора производится в следующем порядке. Снимают соединительные патрубки 8 (фиг. 207), коллекторы холодильника и сам холодильник 3, сапун 11, воздушные фильтры У, штуцер для заливки масла 21, вынимают масломерную рейку 20, отнимают боковые люки, клапанные коробки и цилиндры 4 и 5. У освобождённых от цилиндров поршней 7 и 10 вынимают пружинящие кольца поршневых пальцев, пальцы и поршни отсоединяют от шатунов. Далее отвёртывают гайки болтов шатунов 22, снимают крышки нижних головок шатунов и шатуны удаляют из картера. Затем отвёртывают гайку вала и спрессовывают соединительную муфту. Картер компрессора устанавливают на заднюю стенку и отнимают переднюю крышку при помощи выжимных болтов. Затем из корпуса вынимают коленчатый вал 12 вместе с масляным насосом 14 и в последнюю очередь — масляный фильтр 16. Разобранные детали измеряют.
В случае необходимости при малом периодическом ремонте осмотр масляного насоса 14 (см. фиг. 207) производится без полной разборки компрессора. В этом случае снимают соединительную муфту, переднюю крышку, а потом шарикоподшипник 13. Далее плунжер масляного насоса 14 отнимают вместе с его корпусом. Для снятия соединительной муфты и шарикоподшипника используют выжимные приспособления.
Ремонт поршней, пальцев, шатунов и цилиндров. Поршни, имеющие в любой части трещины, овальность рабочей поверхности более 0,12 мм при текущем и 0,03 мм при заводском ремонте, заменяют новыми.
Овальность и конусность отверстий под палец у поршней свыше 0,03 мм устраняют шабровкой или развёрткой. Диаметральный зазор между пальцем и отверстием после пригонки должен находиться в пределах 0,01-0,08 мм при выпуске из текущего ремонта и 0 01-0,05 мм при выпуске из заводского ремонта. Изношенные ручьи поршней проверяют на станке, причём увеличение высоты ручья при выпуске из текущего ремонта по сравнению с чертёжным размером допускается не более 1 мм. Вытачивают новые кольца, диаметр которых должен соответствовать диаметру цилиндра, а высота — обработанному ручью поршня. Зазор между компрессионным кольцом и ручьём поршня, измеряемый щупом, должен быть в пределах 0,02-0,15 мм при выпуске из текущего ремонта и 0,02-0,06 мм при выпуске из заводского ремонта, а кольцо — свободно провертываться в ручье. Прилегание трущейся поверхности колец проверяют по нижней части цилиндра, а зазор в замке — по средней части.
Компрессионные кольца изготовляют только двухкромочные. Зазоры в замке для поршней цилиндров высокого и низкого давления имеют различную величину.
Поршневые пальцы, имеющие местную выработку и овальность, после шлифовки и доведения овальности до 0,02 мм восстанавливают хромированием до чертёжного размера. Диаметр пальца после наращивания хромом может быть увеличен на 0,1 мм против чертёжного размера с соответствующей разделкой отверстий в поршне. Поверхность пальца после хромирования полируют, гранённость и риски не допускаются. Разрешается при всех видах ремонта оставлять для дальнейшей работы кольца, имеющие волосовины на поверхности, а при текущем ремонте — овальность до 0,06 лм.
Верхнюю втулку шатуна при достижении предельного зазора (свыше 0,15 мм) между ней и пальцем заменяют новой, а в случае ослабления посадочную поверхность подвергают омеднению. Зазор на смазку, измеряемый щупом, после подбора втулки и пальца должен находиться при выпуске из текущего ремонта в пределах 0,03-0,15 мм и при выпуске из заводского ремонта 0,03- 0,06 мм. Шатуны и шатунные болты проверяют магнитным дефектоскопом. Постановка шатунных болтов, имеющих хотя бы одну поперечную риску глубиной более 0,1 мм, вытянутую резьбу или крупные заусеницы, запрещается. При заводском ремонте проверяют параллельность отверстий верхней и нижней головок шатуна, а также, нет ли искривлений его тела методом, аналогичным проверке шатуна двигателя. Погнутый шатун исправляют в нагретом состоянии. Ремонт шатуна и шатунных болтов сваркой не разрешается.
Цилиндры компрессора, имеющие риски глубиной до 0,5 мм, общей площадью до 15 см 2 при текущем ремонте оставляют без исправления, мелкие забоины зачищают шабером. При значительной выработке, конусности свыше 0,35 мм и овальности свыше 0,18 мм цилиндры компрессора растачивают, шлифуют, затем полируют или хонингуют. Для хонингования может быть использован станок типа 3A883 и абразивные бруски зернистостью 200. Увеличение диаметра после обработки по сравнению с чертёжными размерами допускается не более чем на 2 мм. Установлены пять градационных размеров диаметров цилиндров с интервалом в 0,5 мм.
В соответствии с увеличением диаметра изготовляют новый поршень; зазор между поршнем и цилиндром должен быть в пределах 0,09-0,2 мм для низкой ступени давления и 0,06-0,12 мм для высокой ступени давления (при заводском ремонте). Цилиндры, имеющие трещины или до 20% поломанных охлаждающих рёбер, заменяют новыми.
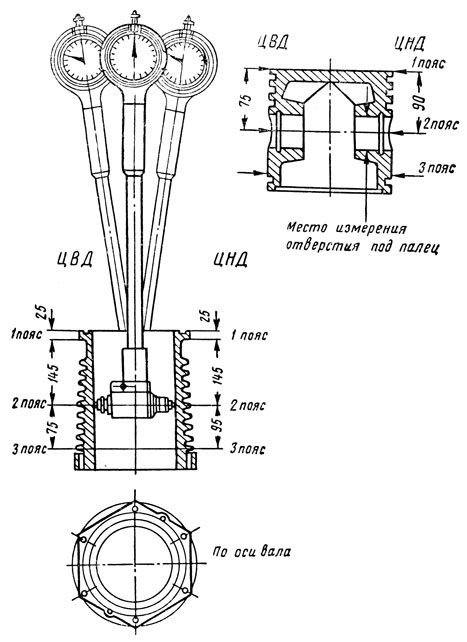
Схема измерения диаметров цилиндров и поршней компрессора представлена на фиг. 208.
Фиг. 208. Схема измерения диаметров цилиндров и поршней компрессора
Ремонт коленчатого вала. Коленчатый вал после тщательной очистки осматривают и проверяют дефектоскопом, а шатунную шейку измеряют в двух взаимно перпендикулярных плоскостях. Овальность и конусность шатунной шейки, а также кольцевые выступы от канавки подшипников устраняют обработкой на станках. После такой обработки овальность и конусность, измеряемые микрометром, должны быть не более 0,02 мм. Перекос шатунной шейки относительно коренных шеек в любой плоскости на всей рабочей длине допускается не более 0,02 мм. Метод проверки перекоса аналогичен проверке коленчатого вала двигателя. Галтели шеек проверяют по шаблону. Поперечные риски на шатунных шейках не допускаются.
При наличии выработки на валу под посадку шарикоподшипников размеры вала восстанавливают хромированием или постановкой на конец вала стальной втулки со стенкой толщиной не менее 5 мм. При напрессовке втулки на конец вала со стороны муфты конусную часть и посадочное место обтачивают. На шейку под подшипник напрессовывают втулку, а отверстие муфты растачивают и в него запрессовывают втулку, которая обрабатывается по размерам конусной части вала. Чтобы втулка не провертывалась, она укрепляется винтом. Шариковые подшипники и самоподжимные сальники при заводском ремонте заменяют новыми.
Масляный клапан притирают к посадочному седлу, а пружину его регулируют на давление 1,4-1,5 ати, которое создают сжатым воздухом, подаваемым в масляную полость вала. Регулирование нажатия пружины производится подкладыванием шайб.
Ремонт картера и крышек. При осмотре картера особое внимание обращают на возможные трещины в местах крепления цилиндров подшипниковых фланцев и переходах от боковых стенок картера к привалочным лапам. Обнаруженные трещины разделывают и заваривают холодным способом, так же как и при ремонте блока и картера двигателя.
При ослаблении наружного кольца подшипника посадочные места растачивают до диаметра, превышающего чертёжный на 6 мм, после чего в расточенные места с натягом устанавливают сменные втулки, расточку которых делают после запрессовки с таким расчётом, чтобы между наружным кольцом подшипника и посадочным местом был зазор в пределах 0,0-0,06 мм. Внутреннюю поверхность картера в случае повреждения покрытия восстанавливают автонитроэмалью. Оборванные шпильки заменяют, в случае порчи нарезки диаметр их доводят до следующего по величине размера, предусмотренного ГОСТ.
Ремонт масляного насоса. Детали масляного насоса после промывки измеряют и определяют зазор между плунжером и корпусом насоса. Конусность и овальность отверстия в корпусе при помощи чугунного притира с применением пасты доводят до такого состояния, чтобы плунжер, вынутый на 1 / 4 длины, опускался в корпус от собственного веса (зазор 0,005-0,01 мм). Хомут плунжера проверяют краской по эксцентриковой части коленчатого вала. Прилегание должно быть не менее 70% поверхности.
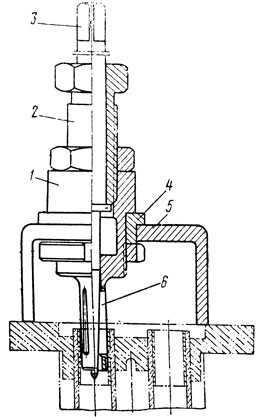
На фиг. 209 изображён притир, применяемый для доводки шейки эксцентриковой части вала. Притир состоит из корпуса У, в который вставляют разрезанную чугунную втулку 2, на втулку навёртывают гайку 4, прижимающую её к корпусу. Для нажатия втулки предусмотрен болт 3, а для вращения приспособления — рукоятка 5. Зазор между эксцентриковой частью вала и хомутом плунжера, измеряемый щупом или индикатором, должен быть после притирки в пределах 0,03-0,04 мм. При выпуске из текущего ремонта допускается увеличение зазора до 0,1 мм. В случае увеличенных свыше 0,1 мм зазоров между цапфами корпуса насоса и картером на цапфы напрессовывают втулки, а у картера делают соответствующую расточку с доведением зазора до 0,03-0,05 мм.
Для устранения случаев выпадания ограничительной шпильки шарикового клапана делают сквозное сверление плунжера, куда вставляют шпильку, у которой завальцовывают концы. При сверлении нового отверстия под шпильку старое заваривают. При выпуске из подъёмочного ремонта давление, создаваемое масляным насосом при нулевом положении рукоятки контроллера, должно быть не менее 0,5 ати при температуре масла не менее 50°С.
Ремонт клапанных коробок (крышек цилиндров) иклапано в. Ремонт регуляторадавленияи его регулирование. Ремонт и проверка предохранительных клапанов. Трещины на клапанных коробках и корпусе регулятора давления заваривают холодным способом или эти детали заменяют новыми.
Соединительные поверхности корпуса и гнёзд клапанов проверяют на коробление и притирают на плите. Медные прокладные кольца отжигают.
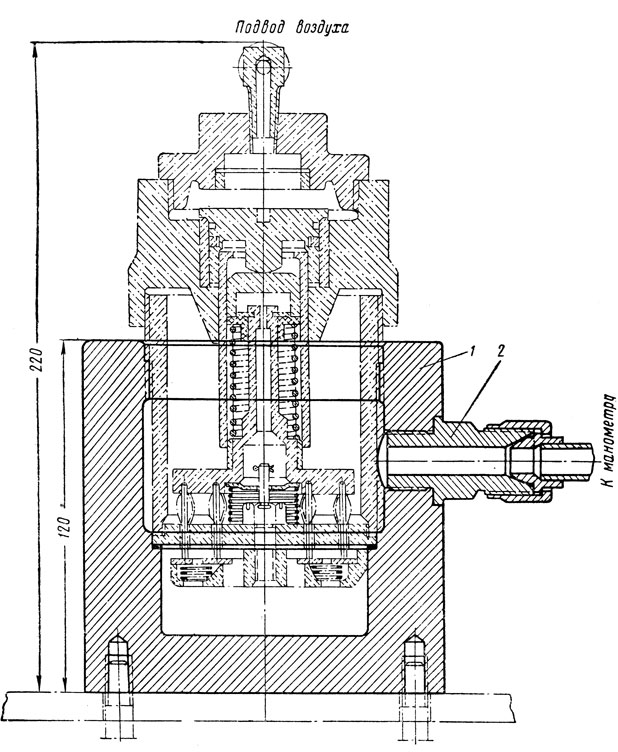
Клапаны притирают по сёдлам. Величину подъёма клапанов (1,5-2 мм) устанавливают за счёт их обоймы. После ремонта клапаны в собранном виде проверяют на плотность воздухом давлением 8 ати, при этом допускается снижение давления (утечка воздуха) не более 0,25 ати в минуту при резервуаре ёмкостью 50 л. На фиг. 210 показано приспособление для проверки платности поршенька всасывающего клапана. Клапан ввёртывают в корпус 1, к которому через штуцер 2 присоединяется манометр. Воздух подводится через угольник клапана. О плотности поршенька судят по показанию манометра. При отсутствии необходимой плотности направляющую втулку заменяют.
Разобранный регулятор давления промывают и каналы у него прочищают и продувают воздухом. Включающий, выключающий и обратный клапаны восстанавливают омеднением или заменяют новыми. Направляющие отверстий клапанов проверяют развёрткой, конусность и овальность должна быть не более 0,01 мм.
Затем производят регулирование регулятора давления. Для этого вращением стержней изменяют затяжку пружины таким образом, чтобы включающий клапан включал компрессор при падении давления в главном резервуаре ниже 7 ати, а выключающий выключал при давлении 8 ати.
Предохранительный клапан притирают к седлу и регулируют при помощи регулировочного винта на стенде, снабжённом резервуаром ёмкостью 10 л. Клапан должен открываться при давлении воздуха не выше 4,6 ати и закрываться при давлении не ниже 4,4 ати. Утечка у отрегулированного клапана должна быть не более величины, при которой падение давления в резервуаре составляет 0,1 ати за 2 мин. После испытания клапан пломбируют.
Ремонт холодильников. Холодильники после разборки промывают в 10%-ном растворе каустической соды, имеющем температуру 90-95°. Внутренние поверхности трубок после промывки продувают сжатым воздухом.
Секции холодильника проверяют на плотность воздухом при давлении 6 ати в водяной ванне. В случае пропуска воздуха при текущем ремонте разрешается заглушать не более пяти трубок в каждой секции холодильника. Трубки, имеющие утечку воздуха в трубной решётке, уплотняют вальцовкой (фиг. 211). Вальцовка состоит из корпуса 1, в который ввёртывают втулку 2; сквозь втулку проходит стержень 5, имеющий на конце конус, действующий на ролики 6. Корпус вальцовки вставляют через втулки 4 в упор 5. Уплотнение осуществляется давлением роликов на стенки трубок при поворачивании стержня 3.
Сборка компрессора производится в порядке, обратном его разборке. Коленчатый вал вместе с масляным насосом вставляют в картер компрессора, повернутый задней стенкой вниз. Корпус насоса должен дойти до уровня торцового фланца картера компрессора. Установку на место и затяжку шатунных болтов осуществляют через боковые люки. Цилиндры устанавливают на корпус при собранных поршнях и шатунах. Разность весов поршней цилиндров низкого давления допускается не более 200 г.
При сборке компрессора проверяют положение (привалку) поршней в цилиндрах со снятыми поршневыми кольцами. Разность зазоров между цилиндром и поршнем, находящимся в верхней части при измерении вдоль оси коленчатого вала, допускается не более 0,05 мм. Разность измерений зазоров в нижнем и верхнем положениях поршня допускается до 0,03 мм. Доведение зазоров до нормы осуществляется заменой втулок верхней головки шатуна или пришабриванием баббитовой заливки шатунных подшипников.
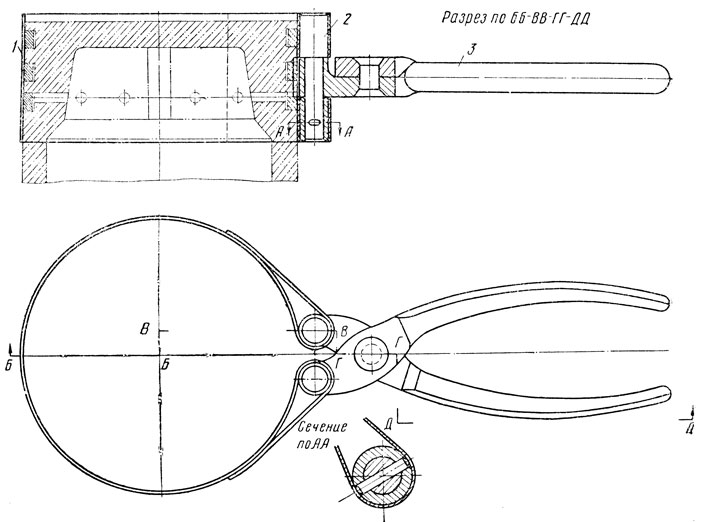
Для удобства постановки цилиндра на место используют приспособление для обжима колец, представленное на фиг. 212. Приспособление состоит из хомута 1, надеваемого на поршень с кольцами и на оси 2, вставляемые в рукоятки 3. При надвигании цилиндра на поршень хомут перемещается вниз и вместе с ним после прохода кромкой цилиндра нижнего кольца может быть снят с поршня, для чего необходимо удалить ось 2.
Зазоры в шатунных подшипниках измеряют индикатором. Ножку индикатора устанавливают на шатун. Разность показаний индикатора при покачивании шатуна в вертикальном направлении даёт величину зазора. Уменьшение зазора на смазку производят уменьшением толщины прокладок. Прокладки изготовляют из калиброванного прокатного материала и спаивают между собой. Зазор между торцом пакета прокладок и шейкой вала должен быть не более 0,03 мм. Зазор на масло после установки прокладок должен находиться в пределах 0,03-0,05 мм.
После пригонки подшипников линейная величина камеры сжатия, определяемая свинцовой выжимкой или измеряемая глубиномером в верхнем положении поршня, должна находиться в пределах 1-2 мм.
Клапаны устанавливают таким образом, чтобы сторона с корончатой гайкой была направлена в сторону, противоположную поршням компрессора.
Испытание компрессора на стенде
При подъёмочном ремонте компрессор обкатывается на стенде без клапанных коробок в течение двух часов, из которых один час при 740 об/мин. Во время обкатки проверяется степень нагрева частей компрессора и давление масла в системе смазки.
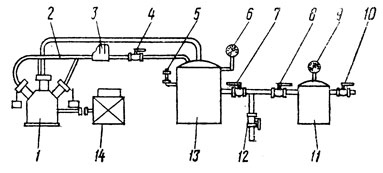
После ремонта на заводе компрессор подвергается обкатке и испытанию на стенде, схема которого представлена на фиг. 213. Компрессор 1 приводится во вращение при помощи электродвигателя 14 мощностью 50 л. с. Нагнетаемый из цилиндров высокого давления воздух поступает в трубопровод 2, на котором установлен регулятор давления 3, и далее в резервуар 13, снабжённый предохранительным клапаном 5 и манометром 6. Из резервуара 13 воздух поступает по трубопроводу во второй резервуар 11, у которого имеется свой манометр 9 и выпускной кран 10. В первом резервуаре при помощи кранов поддерживается давление 8 ати, а во втором — 4 атм.
Фиг. 213. Схема стенда для испытания и определения производительности компрессора и коэффициента подачи: 1 — компрессор; 2 — трубопровод; 3 — регулятор давления; 4, 7, 8, 10, 12 — краны; 5 -предохранительный клапан; 6 и 9 — манометры; 11 — резервуар на 4 ати; 13 — резервуар на 8 ати; 14 — электродвигатель
Компрессор на стенде проходит обкатку без клапанных коробок и подвергается в собранном виде испытаниям: на нагрев, при работе с повышенным давлением (10 ати), на определение коэффициента подачи и на утечку. Целью обкатки является приработка трущихся частей компрессора на разных режимах. Обкатка продолжается 2 часа.
Компрессор на нагрев испытывают в течение 20 мин без противодавления, 40 мин с включённым регулятором давления и 60 мин — с противодавлением 8 ати. Во время этих испытаний при 270 об/мин температура масла в картере допускается не более 65°, а температура коленчатого вала не должна быть выше чем на 20° температуры масла. При 740 об/мин температура масла в картере допускается до 90°, а температура вала выше температуры масла на 20°.
При работе с повышенным давлением (до 10 ати) в течение 5 мин проверяют только временную работоспособность компрессора.
После указанных испытаний компрессор разбирают для осмотра, а затем вновь устанавливают на стенд для дальнейших испытаний, при которых определяют коэффициент подачи. Для этого краном 4 отключают регулятор давления 3, закрывают краны 8 и 10 и открывают кран 12. Краном 7 в резервуаре 13 устанавливают давление 8 ати. Далее кран 12 закрывают и одновременно открывают кран 8 для заполнения резервуара 11 до давления 4 ати при неизменном давлении 8 ати в резервуаре 13. Время наполнения отмечафся секундомером. По времени наполнения подсчитывается объём воздуха, подаваемого компрессором, и коэффициент подачи компрессора. Производительность компрессора должна быть при 270 об/мин не менее 1,75 м 3 /мин и 5,0 м 3 /мин при 740 об/мин, а коэффициент подачи не ниже 0,75.
Компрессор, установленный на тепловозе, должен обеспечивать дозарядку главных резервуаров с 6,5 до 8 ати в течение 1 мин при отсутствии расхода воздуха и работе двигателя при 8-м положений рукоятки контроллера.
Особенности ремонта компрессора КТ6
При осмотре шатунов проверяют плотность посадки разводных конических штифтов, фиксирующих палец жёсткого шатуна, и винтов, фиксирующих головку и пальцы двух остальных шатунов, а также шпилек головки, предохраняемых от отвёртывания штифтами диаметром 3 мм.
У компрессора КТ6 применены деформирующиеся вкладыши толщиной 4 мм. При сборке вкладыши должны иметь натяг 0,04-0,06 мм, проверяемый в приспособлении, аналогичном применяемому для вкладышей двигателя Д50.
Изношенный корпус 4 и лопасть 5 масляного насоса (фиг. 214) заменяют новыми. Для исправной работы насоса зазор между корпусом 4 и валиком 6 в месте перемычки всасывающей и нагнетательной полостей должен находиться в пределах 0,02-0,05 мм. Компрессор, испытываемый на стенде при 250 об/мин, должен обеспечивать производительность 1,75 м 3 /мин и при 850 об/мин 5,7-6 м 3 /мин.
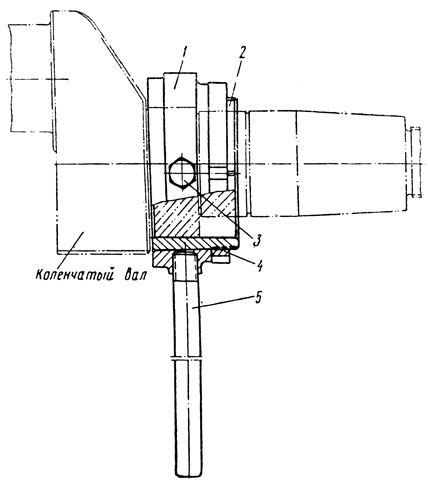
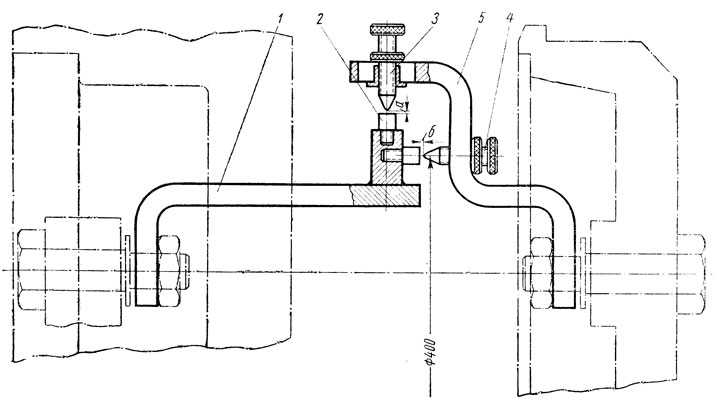
Отремонтированный и испытанный на стенде компрессор устанавливают на тепловоз с проверкой соосности его вала с валом генератора (тепловозы ТЭ1 и ТЭ2). Проверка соосности производится приспособлением, показанным на фиг. 215.
Фиг. 215. Приспособление для проверки соосности вала главного генератора и компрессора: 1 и 5 — скобы; 2 — палец; 3 — контргайка; 4 — винт
Приспособление имеет скобы 1 и 5, снабжённые пальцами 2 и винтами 4 с контргайками 3. При вращении валов компрессора и двигателя определяется расхождение остриёв винтов и пальцев. Регулирование расположения оси вала компрессора и вала генератора производится смещением компрессора в вертикальном и горизонтальном направлениях при помощи прокладок под лапы корпуса, которые подбирают так, чтобы разность радиального и торцового зазоров между винтами и пальцами (для радиального зазора на радиусе 400 мм) не превышала 0,3 мм. Допускается распиловка отверстий лап картера до 3 мм. После проверки соосности в лапы устанавливают фиксирующие штифты.
Ремонт воздушных труб и резервуаров
Воздушные трубы тормоза при заводском ремонте разбирают и очищают от отложений и грязи, после чего испытывают гидравлическим давлением на 25 ати. Резиновые рукава осматривают и обнаруженные при этом рукава с протёртыми местами и повреждениями хотя бы одного слоя матерчатой прокладки заменяют.
Собранный на тепловозе воздухопровод проверяют на плотность, для чего в нём поднимают давление до 6-7 ати, и обмыливают соединения; обнаруженные места утечек уплотняют.
Воздушные резервуары ежегодно подвергаются наружному осмотру и один раз в три года — наружному осмотру с гидравлическим испытанием на давление 13 ати в течение 5 мин.