- Строй-справка.ру
- Отопление, водоснабжение, канализация
- Ремонт холодильных агрегатов
- 25 причин неисправности холодильных агрегатов и возможности их ремонта
- Неисправности в электроснабжении холодильного оборудования
- Выход из строя переключателей холодильного агрегата
- Потеря работоспособности защиты холодильной машины от перегрузок в сети
- Возможные поломки компрессора в холодильной установке
- Выход из строя пускателей и контакторов
- Поломки в управлении холодильного агрегата
- Выход из строя холодильной машины из-за поломки реле контроля смазки
- Потеря работоспособности холодильной установки из-за поломки реле температуры
- Поломки реле давления в холодильных машинах
- Выход из строя холодильного оборудования из-за дефекта электропроводки
- Неисправные электрические конденсаторы в холодильных агрегатах
- Поломки пусковых реле в холодильных машинах
- Выход из строя подогревателя картера
- Высокое давление нагнетания в холодильной установке
- Низкое давление всасывания в холодильном оборудовании
- Поломки терморегулирующих вентилей (ТРВ) в холодильных установках
- Местное сопротивление в системе фреонового контура холодильных машин
- Возврат масла в компрессор холодильной установки
- Вибрация и шум холодильных агрегатов
- Большое снижение давления в испарителе холодильного оборудования
- Недостаточная площадь поверхности испарителя холодильной машины
- Сопротивления в трубопроводе или вентиле системы охлаждения
- Обеспечение нормального давления конденсации в холодильной установке
- Обеспечение нормальной работы испарителя холодильного оборудования
- Влага в системе холодильных установок
Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
Ремонт насосов. Наиболее обширную и сложную группу из вспомогательного оборудования представляют центробежные насосы, структура ремонтного цикла которых зависит от вида насоса, перекачиваемой среды и специфики производства.
При профилактическом осмотре в общем случае для центробежных насосов проводят следующие работы: проверку осевого разбега ротора, очистку и промывку подшипников, смену масла, ревизию сальниковой набивки и проверку состояния муфтового соединения. При текущем ремонте дополнительно к работам профилактического осмотра проводят: разборку насоса, проверку биения ротора, ревизию и замену деталей торцевого уплотнения.
При среднем ремонте дополнительно к работам текущего ремонта проводят: полную разборку насоса с дефектацией всех деталей, проверку состояния посадочных мест корпуса.
При капитальном ремонте проводят дополнительно к объему среднего ремонта замену рабочих колес, валов, уплотняющих колец, распорных втулок и грундбукс. На крупных предприятиях ремонт насосов проводят централизованно на специализированных участках, со стендами манипуляторами и приспособлениями для механизации процесса мойки, ремонта и испытаний. Перед отправкой в цех централизованного ремонта насос осматривают, проверяют его комплектность и составляют акт о его состоянии с указанием ряда параметров (напор, производительность, осевой разбег ротора, несовпадение осей валов с приводом и прочие данные, определяемые типом насоса). При выходе из строя базовых деталей (корпуса) насос подлежит списанию.
Карты дефектадии являются основным документом, на основании которого проводят осмотр, измерения и сортировку деталей. При ремонте насосов проводят дефектацию подшипников качения и скольжения, контролируют износ посадочных и уплотнительных поверхностей, состояние сопряженных деталей и замеряют зазоры между ними. Изношенные поверхности восстанавливают разными методами. Так, шейки валов при износе до 0,3 мм можно восстанавливать электролитическим хромированием, от 1,5 до 2 мм электролитическим железнением, от 2,0 до 3,0 мм — автоматической вибродуговой наплавкой. Изношенные резьбовые соединения восстанавливают резцом, плашкой или метчиком. Рабочие колеса восстанавливают наплавкой поврежденных мест с последующей проточкой, иногда прибегают к замене диска. Чугунные рабочие колеса наплавляют медными электродами, но в большинстве случаев заменяют новыми.
Ремонт торцевых уплотнений. Особое внимание уделяют состоянию и ремонту торцевых уплотнений. Установлено, что до 85% торцевых уплотнений теряют герметичность до износа рабочих уплотнительных поверхностей. Причины потери герметичности следующие: раскрытие пары трения и попадание твердых частиц на мягкую (полимерную) поверхность трения, вибрация, кавитация, биение ротора или вала из-за некачественной сборки, несоосность, дебаланс, засорение зазора между кольцами, заклинивание или перекос колец, потеря упругости пружин, нагрев уплотнения, который приводит к локальным разрушениям в зоне контакта; некачественные сборка, изготовление или подбор уплотнения. Технология ремонта состоит из следующих операций: разборка на стенде, мойка деталей в автоматизированной моечной машине (где кроме мойки можно осуществить также пропарку и просушку деталей), ремонт или изготовление деталей, пропитка колец, склеивание, сборка и испытания.
При дефектации чистые детали делят на группы.
В деталях торцевых уплотнений в зависимости от вышеприведенных причин появляются дефекты разного характера.
В парах трения появляются сколы, трещины от тепловых напряжений, износ из-за попадания твердых частиц, уменьшение толщины колец (равномерный износ). При повреждениях поверхности глубиной более 5 мкм и отклонении от плоскостность более 0,005 мм на диаметр кольца детали бракуют, при равномерном износе более 20% колец заменяют новыми.
В корпусах наблюдаются забоины и риски на плоскостях разъема и износ посадочных мест. Износ отдельных мест устраняют наплавкой с проточкой или фрезерованием.
Во втулках при работе появляются кольцевые задиры и износ, смятие кромок, шпоночных канавок, нарушение концентричности, забоины на торцевых поверхностях, задиры на внутренних, увеличение шероховатости посадочных мест. При ремонте втулок для повышения износостойкости рабочие поверхности наплавляют сормайтом или стеллитом ВЗК с последующим хромированием. Если не наплавляют твердые сплавы, то втулки подвергают термообработке до твердости НВ 260-320 (для углеродистых сталей) и до НВ 350-400 (для легированных сталей). Наружную поверхность втулок обрабатывают на токарном или круглошлифовальном станке с помощью разжимной оправки, центрирующей обрабатываемую поверхность относительно внутренней. Втулки шлифуют при увеличении конусности более 0,1 мм и эллипсности более 0,03-0,04 мм.
При ремонте торцевого уплотнения обязательно проверяют состояние сопряженной поверхности вала. Износ вала устраняют электролитическим хромированием, металлизацией, наплавкой с обточкой и шлифованием.
Резиновые кольца теряют упругость, растрескиваются из-за чрезмерного нагрева и старения. При ремонте иногда кольца заменяют на выточенные из фторопласта Ф-4.
Сильфоны в процессе работы повреждаются из-за усталостных явлений, скрытых эффектов металлургического характера, механических повреждений. Сильфоны не ремонтируют, а заменяют новыми.
Пружины из-за нагрева и усталостных явлений теряют упругость. Пружины проверяют на сжатие, проверяют, чтобы шаг был одинаков и разница по высоте не превышала 0,2 мм. Непараллельность торцов пружин и их перекос относительно оси не должны превышать 0,5 мм. Для изготовления берут углеродистые или легированные стали с содержанием углерода 0,5- 1,1%. После навивки пружины подвергают отпуску при 200- 300 °С в течение 30-40 мин с охлаждением на воздухе. Торцы пружин шлифуют до Ra 0,80.
При ремонте уплотнительные кольца из графитовых материалов и силицированного графита подвергают шлифовке и доводке до получения поверхности шероховатостью /ва 0,16—0,40 мкм.
Для устранения остаточных напряжений детали из силицированного графита перед доводкой подвергают естественному старению в течение 10-15 дней. Кольца из угле- и силицированного графита СГ с металлическими обоймами склеивают эпоксидными компаундами, которые готовят на основе эпоксидных смол.
До склейки колец с обоймой и сборки уплотнения кольца пропитывают и притирают.
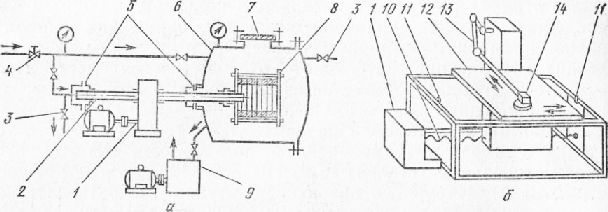
Для повышения плотности, прочности и износостойкости уплотнительные кольца пропитывают составом на основе эпоксидной смолы ЭД-20 (100 массовых частей смолы и по 10 массовых частей отвердителя и пластификатора). Массу перемешивают, добавляют ацетон или толуол. Состав готовят не более чем за 30 мин до пропитки. Обезжиренные и просушенные кольца устанавливают в пакет и заливают пропиточным составом. Пакет помещают в автоклав пропиточного стенда на полый вращающийся вал (рис. 1, а). Автоклав закрывают, включают электрообогрев и привод вращения вала. Через полый вал подают воздух под давлением 0,3-0,5 МПа. В автоклаве создают разрежение 10-20 мм рт. ст. Пропитку ведут при 45 °С, наблюдая через смотровое окно за исчезновением пузырей на поверхности. После этого отключают стенд, открывают крышку, разбирают пакет, протирают кольца ацетоном и, собрав вновь пакет, проводят полимеризацию пропиточного состава в автоклаве в течение 3 ч при температуре 50 °С и атмосферном давлении.
Притирку проводят на плите с использованием суспензии абразивного порошка со смазкой, состоящей из керосина со стеарином или олеиновой кислотой.
Одно из условий качественной доводки трущихся поверхностей торцевых уплотнений — выбор притира. Притир не должен быть слишком твердым, иначе абразив на нем будет дробиться, и не должен быть слишком мягким — абразив будет в нем утопать и терять режущую способность. В качестве притира используют плиты из перлитного чугуна. Притирку силицирован-ного графита выполняют на алмазных пастах. Обычно притирку колец механизируют (рис. 1,б), а доводку проводят вручную.
Ремонт шестеренных насосов. Шестеренные насосы разбирают, осматривают и обмеряют изнашиваемые детали: корпуса, крышки, шестерни, втулки и резиновые уплотнения. В корпусе более всего подвержена износу сторона всасывания. Износ корпуса приводит к нарушению соосности деталей. Шестерни и втулки начинают работать с перекосом, и их торцевые поверхности и зубья интенсивнее изнашиваются.
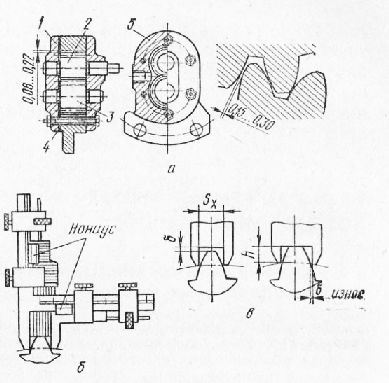
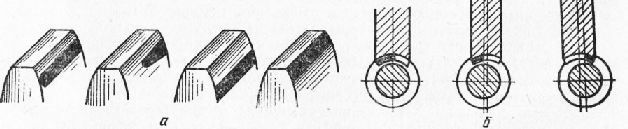
Одним из методов ремонта является смена мест полостей всасывания и нагнетания. Другим методом является метод гильзовки расточки. Шестерни с выкрошившимися зубьями или трещинами бракуют. Цементированные шестерни бракуют при износе цементированного слоя. Износ зубьев в любом случае не должен превышать более 10% при замере толщины зуба по шаблону или штангензубомером (рис. 2, а и б). При большем износе шестерни подлежат замене.
Правильность зацепления зубчатых колес и червячных пар в передачах вспомогательных механизмов при их ремонте проверяют по оценке пятна касания по краске (рис. 3).
Ремонт вентиляторов. При профилактическом осмотре и дефектации перед ремонтом вентиляторов обращают внимание на детали, наиболее подверженные износу: подшипники, шейки и шпоночные соединения валов, а также на крепление лопастей и состояние самих лопастей. Причинами интенсивного износа подшипников могут быть ослабление посадки ротора на вал, дисбаланс ротора и плохая смазка. При замене отдельных деталей ротора их подбирают приблизительно одной массы, а после ремонта ротор подвергают статической балансировке. При коррозионном износе прибегают к защите деталей металлизацией, напылением пластмасс, защитными легкокрасочными покрытиями.
Навигация:
Главная → Все категории → Монтаж холодильных установок
Источник
Ремонт холодильных агрегатов

25 причин неисправности холодильных агрегатов и возможности их ремонта

Все неисправности, возникающие в процессе эксплуатации установок кондиционирования воздуха и холодильных агрегатов, требующие проведения ремонтных работ, можно разделить на три основные группы:
- Неисправность электрической схемы;
- Неисправность механической части агрегатов;
- Комбинированные, то есть в оборудовании присутствуют оба типа указанных выше неисправностей;
Неисправности в электроснабжении холодильного оборудования
Электроснабжение холодильных установок включает в себя комплекс мероприятий, направленных на бесперебойное электропитание. Если же по каким-либо причинам происходит обесточивание оборудования, то перед его повторным включением нужно проверить работоспособность электродвигателя. Если электродвигатель сгорел, то требуется его отремонтировать или заменить.
Выход из строя переключателей холодильного агрегата
Рубильники или переключатели большой мощности служат для подвода к ним электроснабжения и подачи электропитания, потребляющим значительное количество электроэнергии. Как правило, эти рубильники или переключатели размещают вблизи от работающего оборудования. По своему конструктивному оформлению они могут содержать только контактные группы или предохранители и контактные группы. Все они должны устанавливаться в металлические щиты и иметь рычаг замыкания/размыкания питающей цепи. При запуске оборудования рычаг устанавливается в положение «Включено».

Потеря работоспособности защиты холодильной машины от перегрузок в сети
Плавкие предохранители служат для защиты электрической схемы питания холодильных установок от возможных перегрузок. Они могут быть следствием короткого замыкания обмотки электродвигателя, пробоя изоляции, перегорания контактов пускателя, перетянутого ремня вентилятора, заклинивания подшипников и др. Во всех случаях перегорания плавких предохранителей нужно установить причину и провести ремонтные работы по ее устранению.
Возможные поломки компрессора в холодильной установке
Компрессор предназначен для отсасывания пара хладагента из испарителя и понижения давления хладагента в нем до заданной температуры кипения. Он осуществляет также повышение давления пара хладагента в конденсаторе до такого уровня, чтобы температура насыщения была выше температуры охлаждающей среды, используемой для охлаждения конденсатора и конденсации пара хладагента.
В процессе эксплуатации компрессоров, иногда возникает необходимость проведения ремонтных работ из-за возникновения неисправностей электрического и механического типа.
Неисправности в электрической схеме компрессора связаны с нарушениями в электродвигателе и могут быть следствием обрыва обмотки, межвиткового замыкания или замыкания обмотки на корпус.
Если смазка подшипников компрессора холодильной установки недостаточна, то они быстрее изнашиваются. При недостатке смазки может произойти заклинивание вала, электродвигатель будет работать с перегрузкой. При перегрузке электродвигателя компрессора будет срабатывать защитное реле, автоматический выключатель или перегорит плавкий предохранитель, из-за увеличения токовых нагрузок в данной цепи. При заклинивании вала электродвигателя (вал не проворачивается) требуются ремонтные работы. Компрессор в холодильной установке необходимо заменить.
Для обнаружения причин снижения уровня масла проверяют компрессор, а иногда и все оборудование. Потери масла могут происходить из-за утечки хладагента, попадания масла в испаритель и т.п.

Диагностику машины и устранение неисправностей нужно произвести до пуска замененного компрессора. Эту поломку не стоит путать с неисправностью пусковых приборов или с дефектом рабочего конденсатора.
При неисправности масляного насоса начинают стучать подшипники или заклинивать вал компрессора, что может быть результатом износа механических частей насоса. Ремонт или замену масляного насоса производят одновременно с ремонтом компрессора.
Клапаны компрессора в холодильной установке регулируют поток хладагента через компрессор. Если они неисправны или через них происходит протечка пара хладагента, то работа компрессора становиться неэффективной.
Компрессор сильно шумит, если он перекачивает масло или жидкий хладагент. Продолжительное перекачивание жидкости может быть причиной поломки клапанов, задира поршней и подшипников.
Если в картере имеется избыток масла, то оно попадает в цилиндры компрессора. Чтобы обеспечить рекомендуемый заводом-изготовителем холодильных машин уровень, лишнее масло убирают через сливное отверстие. Иногда для слива масла требуется демонтаж компрессора. В любом случае хладагент из компрессора или из системы удаляется.
Если в компрессор холодильного оборудования попадает жидкий хладагент, то температура корпуса компрессора сильно снижается и на нем происходит конденсация влаги или образуется слой льда. Это явление возникает при перезаправке системы хладагентом, слишком низкой уставке перегрева ТРВ, чрезмерно открытом регулирующем вентиле или нежелательной нагрузке на испаритель.
Если применять компрессор с производительностью значительно превышающей расчетную, то это приведет к низкому давлению всасывания и понижению температуры кипения хладагента в испарителе, и, как следствие, избыточному отводу влаги. В таком случае либо проводят замену компрессора на менее производительный, либо монтируется устройство для понижения производительности, что дешевле.
Выход из строя пускателей и контакторов
Для управления работой электродвигателя компрессора применяют приборы электромагнитного действия: пускатели и контакторы. Причиной отказа в работе пускателя и контактора является перегоревшая катушка. При заклинивании пускателя (контактора) может произойти повреждение электродвигателя холодильного агрегата или компрессора со встроенным двигателем. В таком случае слышно характерное гудение. Если пускатель (контактор) заклинило, когда его контакты замкнуты, то электродвигатель не включиться. Требуется ремонт: заклинившие контакторы или пускатели подлежат замене.
Иногда контакты пускателей или контактора подгорают, в таком случае повреждается обмотка электродвигателя холодильного оборудования. Поскольку на подгоревших контактах происходит эрозия, замыкание их между собой осуществляется не в полной мере, следовательно, плотность тока будет выше номинальной. Поврежденные контакты нужно заменить.

Поломки в управлении холодильного агрегата
Цепь предназначена для управления работой отдельных узлов холодильных машин. В состав цепи управления входят: реле высокого и низкого давления, реле температуры, катушки пускателей, контакторов, электродвигатель вентилятора, защитное реле вентилятора, трансформатор, контактор компрессора, электромагнитный вентиль, предохранитель и защитное реле. Величина тока в цепи управления незначительная. Поломки в цепи управления выявляются последовательной проверкой работоспособности каждого компонента цепи с последующим ремонтом.
Выход из строя холодильной машины из-за поломки реле контроля смазки
Реле контроля смазки служит для защиты компрессора установки от аварий при недостаточной смазке. Оно срабатывает от разности давлений масла на выходе из масляного насоса и хладагента в картере. При пуске компрессора реле времени шунтирует контакты реле контроля смазки. В этих условиях масляный насос повышает давление масла до заданного рабочего и исключается выключение компрессора при кратковременном понижении давления масла в системе смазки компрессора. Если же при достижении разряжения контакты реле контроля смазки не разомкнулись, то реле времени остановит компрессор из-за неисправного реле контроля смазки. Его необходимо заменить, ремонт реле нецелесообразен.
Потеря работоспособности холодильной установки из-за поломки реле температуры
Реле температуры – это чувствительный прибор, который управляет работой холодильного оборудования при изменении температуры в помещении, где оно установлено. Датчиками в реле температуры служит либо биметаллический элемент, либо термочувствительный баллон, давление которого изменяется пропорционально изменению температуры окружающей среды.
Работоспособность реле температуры оценивают по способности замыкания и размыкания контактов при заданной температуре. В случае если контакты не замыкаются, то реле необходимо перенастроить. Если это невозможно, то реле температуры подлежит замене, так как его ремонт нецелесообразен.
Поломки реле давления в холодильных машинах
Реле давления защищают компрессор и электродвигатель холодильной установки от повреждений при очень низком или при слишком высоком давлении хладагента в линии нагнетания. Нормы уставок давления рекомендует завод-изготовитель оборудования. Если в результате срабатывания реле давления компрессор начинает работать циклично, то причина неисправности обычно не зависит от реле давления. Если реле не соответствует уставке, то реле регулируют. В случае, когда в сильфоне имеется утечка хладагента нужно провести ремонт с заменой запчастей.
Выход из строя холодильного оборудования из-за дефекта электропроводки
Ослабленные соединения электрических проводов могут быть причиной многих неисправностей электрооборудования, которые бывает сложно обнаружить. При обнаружении неисправности производят ремонт или замену проводов или клемм.
Если электрические соединения в холодильном оборудовании при монтаже выполнены неправильно, то агрегат либо работает неэффективно, либо вообще не работает. Если имеются сомнения в правильности соединений, то нужно изучить монтажную электро схему, а затем выявить и устранить неисправность.
Неисправные электрические конденсаторы в холодильных агрегатах
Пусковые и рабочие конденсаторы применяют для улучшения пусковых и рабочих характеристик электродвигателей. Заводы-изготовители холодильных установок сами определяют характеристики и размеры конденсаторов. Их рекомендации необходимо соблюдать.
Пусковой конденсатор в пусковой цепи электродвигателя имеет относительно большую емкость. Этот конденсатор рассчитан на кратковременную работу. Если он неисправен, то требуется ремонт. Его обязательно заменяют и проверяют пусковое реле до включения агрегата, иначе новый конденсатор также может быстро выйти из строя.
Поломки пусковых реле в холодильных машинах
Пусковые реле выключают пусковую обмотку, когда частота вращения электродвигателя достигает 75% от номинальной. Существует четыре типа пусковых реле: токовое, тепловое, полупроводниковое и реле напряжения. Тип реле зависит от мощности и конструкции холодильного оборудования.
Неисправное пусковое реле требует ремонтных работ по его замене, так как препятствует нормальному пуску электродвигателя. Если контакты реле подвержены эрозии, то реле может заклинить при закрытом или открытом положении контактов. Пусковое реле, заклинившееся в закрытом положении контактов, осуществляет пуск электродвигателя, но может послужить причиной того, что оно многократно включает и отключает электродвигатель через небольшие интервалы времени.
Выход из строя подогревателя картера
Подогреватели картера — это электрические элементы спирального типа, которые вырабатывают достаточное количество тепла для испарения жидкого хладагента, поступающего в картер холодильного агрегата.
В случае выхода подогревателя картера из строя требуются обязательные ремонтные работы по его замене.
Высокое давление нагнетания в холодильной установке
Высокое давление нагнетания приводит к перегрузке электродвигателя и снижению производительности компрессора и соответственно, самого холодильного агрегата. Это требует проведения обязательных ремонтных работ и может быть следствием следующих причин:
- Нагнетательный вентиль компрессора закрыт;
- Не поступают воздух или вода для охлаждения конденсатора;
- Избыток хладагента в системе;
- Наличие неконденсирующихся газов в системе;
Низкое давление всасывания в холодильном оборудовании
Давление всасывания может быть ниже нормы в следствие:
- Недостаточного количества хладагента;
- Загрязнения воздушного фильтра, испарителя или вентилятора;
- Растяжения ремня вентилятора;
- Обмерзания испарителя;
- Слишком низкой уставки перегрева ТРВ;
- Слишком низкой уставки автоматического регулирующего вентиля;
- Наличия сопротивления в линии подачи хладагента;
Необходимо провести ремонтные работы: обнаружить и ликвидировать причину низкого давления всасывания, так как все масло из картера компрессора может быть транспортировано в систему, и, следовательно, возможно повреждение компрессора холодильной машины и его дорогостоящий ремонт.
Поломки терморегулирующих вентилей (ТРВ) в холодильных установках
Терморегулирующие вентили (ТРВ) – это наиболее распространенные регуляторы питания испарителей хладагентом. Регулирование уставки перегрева ТРВ существенно влияет на холодопроизводительность агрегата.
Если клапан ТРВ не закрывается, то на всасывающем трубопроводе осаждается большое количество конденсата. Конденсат оседает также на картере компрессора холодильной машины из-за поступления жидкого хладагента. В таком случае, регулирование ТРВ не поможет, требуются ремонтные работы по замене ТРВ на исправный.
Местное сопротивление в системе фреонового контура холодильных машин
Возникновение местного сопротивления в схеме циркуляции хладагента снижает его подачу в испаритель, и давление всасывания становиться ниже нормы. Сопротивление может быть обусловлено:
- Деформацией трубопроводов;
- Засорением фильтра;
- Закупоркой осушителя;
- Загрязнением капиллярной трубки;
- Ледяной пробкой в клапане ТРВ;
Для обеспечения устойчивой работы системы необходимо установить неисправность и провести ремонтные работы холодильной системы.
Возврат масла в компрессор холодильной установки
«Ловушки», образующиеся после монтажа в провисающих трубопроводах хладагента, задерживают масло, и могут быть причиной повреждения компрессора холодильного оборудования. Масло оседает из хладагента и накапливается в низко расположенных участках трубопровода. Хладагент проходит над маслом, которое остается в трубопроводе и не возвращается в картер компрессора.
Эта неисправность требует обязательных ремонтных работ системы охлаждения и решается двумя способами: либо исправлением трубопроводов, либо более дорогостоящий способ — монтаж маслоотделителя.
Вибрация и шум холодильных агрегатов
Вибрация трубопроводов происходит в результате неправильного монтажа холодильной машины или ее эксплуатации. Этот дефект подлежит ремонту, так как возможные ослабления в соединениях приведут к утечке хладагента из системы.
Когда происходит износ или поломка деталей крепления холодильного оборудования, то возникает неприятный шум. Устранение этой неисправности заключается в замене деталей крепления, подтяжке болтов и гаек, замене пружин, центровка или замена муфты валов.
На валу электродвигателей имеются фетровые шайбы для совмещения ротора с магнитным полем. Когда шайбы изнашиваются, то ротор начинает перемещаться вдоль оси в подшипниках. Это вызывает шум, который указывает на необходимость ремонта электродвигателя.
Изношенные подшипники также вызывают вибрацию и шум. Чтобы обеспечить нормальную и экономичную работу холодильных установок их заменяют. При этом нужно точно выполнить инструкцию по замене и смазке подшипников.
Большое снижение давления в испарителе холодильного оборудования
Значительное снижение давления в испарителе холодильной машины это результат возникновения сопротивления в ТРВ и его внешней уравнительной линии. Нужно проверить работу ТРВ и внешней уравнительной линии. Если вентиль работает правильно, а после продувки уравнительной линии ситуация не изменилась, то требуются ремонтные работы холодильной системы по замене уравнительной линии.
Недостаточная площадь поверхности испарителя холодильной машины
В правильно спроектированном и смонтированном холодильном агрегате испаритель имеет определенную поверхность теплопередачи. Поврежденный испаритель обязательно подлежит ремонту или замене. Испаритель необходимо менять с учетом площади его поверхности.
Сопротивления в трубопроводе или вентиле системы охлаждения
Трубопроводы недостаточного диаметра или имеющие местные сопротивления являются причиной неэффективной работы холодильной установки. При заужении трубопроводов снижается производительность и ухудшается возврат масла в компрессор. Когда имеют место быть обе неисправности, то без ремонта системы по замене трубопроводов не обойтись.
На жидкостном трубопроводе монтируют запорный вентиль. Когда вентиль открыт, сопротивление, оказываемое хладагенту, незначительно. При закрытом вентиле циркуляции нет. Если вентиль закрыт частично, то создается сопротивление потоку хладагента, которое вызывает его дросселирование. Возникновение дросселирования обнаруживают по разности температур по обе стороны вентиля и уменьшению давлений всасывания и нагнетания.
Обеспечение нормального давления конденсации в холодильной установке
Когда холодильный агрегат расположен вне помещения, то при эксплуатации зимой резко снижается давление нагнетания, в результате чего возникают две проблемы: давление, требуемое для конденсации хладагента, недостаточное, и не создается необходимая разность в ТРВ. Эти условия снижают эффективность работы холодильной машины. Для обеспечения ее нормальной работы следует использовать более теплую среду для охлаждения конденсатора или смонтировать регулятор давления.
Обеспечение нормальной работы испарителя холодильного оборудования
Если в холодильной машине установлен испаритель с недостаточной поверхностью, или он поглощает слишком много тепла от мощного вентилятора, то повышается давление всасывания, и компрессор работает с перегрузкой. Устранить эту неисправность можно применив испаритель требуемой поверхности.
Другой способ (который, однако, может не сработать) заключается в уменьшении количества воздуха, продуваемого через испаритель. Расход воздуха снижают до такого уровня, чтобы давление всасывания снизилось до нормы и испаритель начал обмерзать. Если требуемая разность между температурой воздуха и температурой кипения хладагента создается без обмерзания испарителя холодильной установки, то машина работает удовлетворительно.
Влага в системе холодильных установок
Влага, в системе охлаждения, может быть причиной многих неисправностей, влекущих объемный и дорогостоящий ремонт. Самая серьезная из них это замерзание влаги в отверстии регулятора питания испарителя хладагента. Кроме того, в контуре образуется кислота и загрязняется смазочное масло в компрессоре холодильного агрегата.
Признаком образования кислоты в системе является омеднение стальных клапанов и других деталей. Другой признак это перегорание обмоток электродвигателя и изменение цвета масла. Ремонт холодильного оборудования, в таком случае, предполагает полную замену масла и фреона, с обязательным вакуумированием и применением фильтров-осушителей.
Безусловно, вышеуказанные неисправности не исчерпывают возможный ремонтный перечень холодильного оборудования.
Диагностика, ремонт, наладка и сервис холодильных агрегатов это наш основной профиль. Работа, которую мы фанатично любим и всегда стараемся выполнить безупречно! Обращайтесь!
Тел. +7-918-943-52-05 (WhatsApp, Telegram, Viber)
Источник