Ремонт вспомогательного крана машиниста 254
Краны машиниста усл. N9 222,395 и вспомогательного тормоза усл. № 254
Краны машиниста усл. № 222 и 395 . Технология ремонта этих кранов идентична. Перед разборкой наружную поверхность крана (рис. 109) очищают, насухо протирают салфеткой и разбирают. Металлические детали промывают керосином, насухо вытирают, каналы и калиброванные отверстия продувают сжатым воздухом. Детали осматривают и дефектируют, руководствуясь при этом данными табл. 72. Изношенный квадрат на стержне ручки и выработку стержня восстанавливают осталиванием и обработкой до чертежных размеров. Пружину стержня при посадке более 2 мм заменяют новой. Изношенное уплотняющее кольцо 6 стержня заменяют новым или восстановленным.
Осматривают золотник 7 и зеркало, проверяют размеры выемок и калиброванных отверстий. Небольшие риски и выработки выводят обработкой на плите с применением пасты корундовой М14 или ГОИ № 14. Большие дефекты устраняют проверкой резцом на станке, затем шлифовкой на плите, после чего золотник и зеркало притирают друг к другу. Если после обработки глубина выемок остается менее 2 мм, их восстанавливают фрезеровкой до глубины 3 мм.
Смазочные канавки на зеркале должны быть глубиной 1 мм. При износе зеркала золотника свыше 2 мм промежуточную часть 8 крана заменяют. Золотник 7, имеющий износ свыше 2 мм, заменяют новым. Проверяют диаметры калиброванных отверстий 0,7 и 1,5 мм. При отклонении от допускаемых размеров отверстия рассверливают до диаметра 2,3 и 3 мм соответственно, запрессовывают бронзовые заглушки и просверливают в них отверстия диаметрами по чертежу.
В корпусе крана проверяют диаметр отверстия в штуцере воздухопровода уравнительного резервуара (8 мм). Проверяют состояние втулки 15 уравнительного поршня 3. Втулку, ослабленную в месте постановки или изношенную по внутреннему диаметру более 100,5 мм, заменяют. Новую втулку растачивают до чертежного размера после запрессовки. Втулку испытывают на плотность давлением воздуха 588 кПа с выдержкой 30 с. Пропуск воздуха не допускается. Дефекты на зеркале старогодной втулки в виде овальной выработки до 0,2 мм или рисок разрешается устранять шлифовкой специальным поршнем пастой М28, а затем пастой М14.
Уплотнительное кольцо 4 при потере упругости, наличии рисок, изломов или зазора в замке более 11 мм заменяют. Новое кольцо плотно пригоняют в ручей, но без заеданий. Зазор в замке должен быть в пределах 0,1— 0,6 мм.
Плотность кольца после пригонки проверяют на стенде. Плотность считают достаточной, если время падения давления с 490 до 294 кПа в резервуаре объемом 8 л будет не менее 60 с.
Затем проверяют плотность уравнительного поршня с кольцом и резиновой манжетой. Если при испытательном давлении 490 кПа мыльный пузырь на магистральном отростке удерживается не менее 5 с, плотность уравнительного поршня считают достаточной.
При осмотре впускного 2 и выпускного 14 клапанов проверяют притертые поверхности клапанов и седел. При наличии рисок и вмятин, следов пропуска воздуха или уширения притирочной фаски до 1,5 мм проверяют посадочные места специальными зенкерами или на станке, затем притирают клапаны к седлам.
допустимый при выпуске из
Диаметр калиброванного отверстия в золотнике
Диаметр калиброванного отверстия в промежуточной части
Зазор между втулкой и диском уравнительного поршня
Подъем уравнительного поршня
Менее 4,5, более 6,3
Зазор между крышкой и стержнем
Зазор между питательным клапаном и втулкой
Зазор между втулкой и направляющей частью впускного клапана
Ход диафрагмы стабилизатора
Зазор между диском поршней и поршневыми втулками
Диаметр стержня верхнего поршня
Зазор между втулкой и клапаном
Диаметр цилиндра переключательного поршня
Диаметр калиброванного отверстия в заглушке корпуса
Притирку производят так, чтобы получить полное прилегание притираемых поверхностей и ширину фаски 0,5—0,7 мм.
Перед сборкой клапаны проверяют по шаблону. Зазор между нижним впускным клапаном 2 и втулкой должен быть в пределах 0,08—0,2 мм. Пружину 1 впускного клапана при высоте в свободном состоянии 38 мм заменяют. Разрешается восстановление пружин растяжкой до чертежной высоты с термообработкой. Все резиновые прокладки с дефектами, а также эксплуатируемые более трех лет заменяют. При замене следует руководствоваться данными табл. 73. Детали крана, кроме резиновых, промывают в растворителе, насухо вытирают салфеткой.
Каналы, выемки и отверстия прочищают и продувают сжатым воздухом. Затем трущиеся поверхности металлических деталей покрывают смазкой ЖТКЗ-65 и передают на сборку. Редукторы кранов разбирают, протирают и дефектируют с проверкой размеров. Корпус 11 и клапаны при наличии трещин или сорванной резьбы заменяют. Притирочную поверхность седла, имеющего дефекты, восстанавливают зенкерами с последующей притиркой клапана к седлу с применением тонкой пасты М5 или МЗ ТУ 32ЦТ-013—68. Регулировочную пружину 13 с потерей упругости или высотой в свободном состоянии менее 70 мм заменяют.
Пружину 9 питательного клапана заменяют при высоте в свободном состоянии менее 16 мм. Питательный клапан 10, изношенный свыше предела допуска, заменяют. Если зазор между корпусом 11 редуктора и хвостовиком поршня более 0,35 мм, поверхность хвостовика восста
Условный номер детали
Наружный диаметр, мм
Внутренний диаметр, мм
Манжета уравнительного поршня
Манжета выпускного клапана
клапана Прокладку между зеркалом и крышкой
Манжета хвостовика поршня
навливают горячим осталиванием и обработкой до чертежного размера. Стабилизатор разбирают и осматривают. Пружину заменяют при посадке более 2 мм.
Диафрагму 12 заменяют при наличии трещин, местных выпучин, общей остаточной деформации. Притирочные поверхности клапана и седла восстанавливают способом, описанным выше. Диаметр отверстия в ниппеле корпуса стабилизатора должен быть 0,45 ± 0,05 мм. При диаметре отверстия более 0,5 мм ниппель высверливают и запрессовывают новую заглушку, в которой просверливают отверстие диаметром 0,45 мм.
После сборки проверяют плотность прилегания диафрагмы в корпусе стабилизатора под зарядным давлением — обмыливанием места соединения корпуса с втулкой и отверстия в регулировочной гайке. Пропуск воздуха не допускается. Латунную сетку в корпусе фильтра промывают и продувают. Отремонтированный кран устанавливают на стенд, редуктор крана регулируют на поддержание давления 529,2 +9,8 кПа и производят следующее: проверяют усилие перемещения ручки крана машиниста между положениями при давлении воздуха на золотник 784 кПа, плотность соединений, плотность узла золотник — уравнительный поршень — уравнительный резервуар, чувствительность питания, темпы служебной и экстренной разрядки, первоначальное наполнение магистрали, наполнение уравнительного и дополнительного резервуаров, время перехода с завышенного давления, плотность прилегания диафрагмы стабилизатора и притирки клапанов стабилизатора и питательного редуктора, регулировку стабилизатора. Комплекс проверок должен производиться после ремонта крана без каких-либо сокращений на типовом испытательном стенде. Порядок действий при проверках регламентируется Инструкцией ТИ 102, разработанной ПКБ ЦТ МПС.
Контроллер 5 крана машиниста усл. № 395 осматривают. При снятом кожухе проверяют конфигурацию и износ рабочих поверхностей барабана шаблоном. Особое внимание обращают на целость плоских пружин. Пружины, потерявшие упругость, с трещинами, изломанные заменяют. При наличии местных выработок на рабочей поверхности глубиной более 0,5 мм кулачковую шайбу заменяют. Вскрывают микропереключатель и проверяют целость и крепление деталей, чистоту и износ контактов. При необходимости восстанавливают пайку проводов с применением припоя ПОС 18 или ПОС 40 и флюса на основе канифоли.
После контроля качества место пайки покрывают зеленым цапонлаком № 959. После проверки и восстановления пайки монтажных проводов их бандажируют одним слоем вполуперекрышу изоляционной липкой стеклолентой. Сопротивление изоляции токоведущих частей должно быть не менее 1,5 МОм.
Собранный после ремонта контроллер испытывают. Проверяют фиксацию положений контроллера и опережение положения электрического управления по отношению к пневматическому: сначала должен замыкаться контакт контроллера, а затем происходит выпуск воздуха из уравнительного резервуара. Устанавливают ручку крана в I , а затем во II положение. При этом должна загораться зеленая лампа, подключенная к зажиму СК. Затем ручку крана переводят из положения II в III и далее в IV положение. При нахождении ручки крана в III положении должна загораться желтая лампа, подключенная к зажиму 0. Зеленая лампа гаснет. В IV положении горит желтая лампа. При постановке ручки в V положение загорается красная лампа, подключенная к зажиму Т до начала разрядки уравнительного резервуара. В положении VA допускается падение давления в уравнительном резервуаре темпом не более 9,8 кПа за 2 с. Замыкание и размыкание контактов микропереключателя должны происходить без образования дуги.
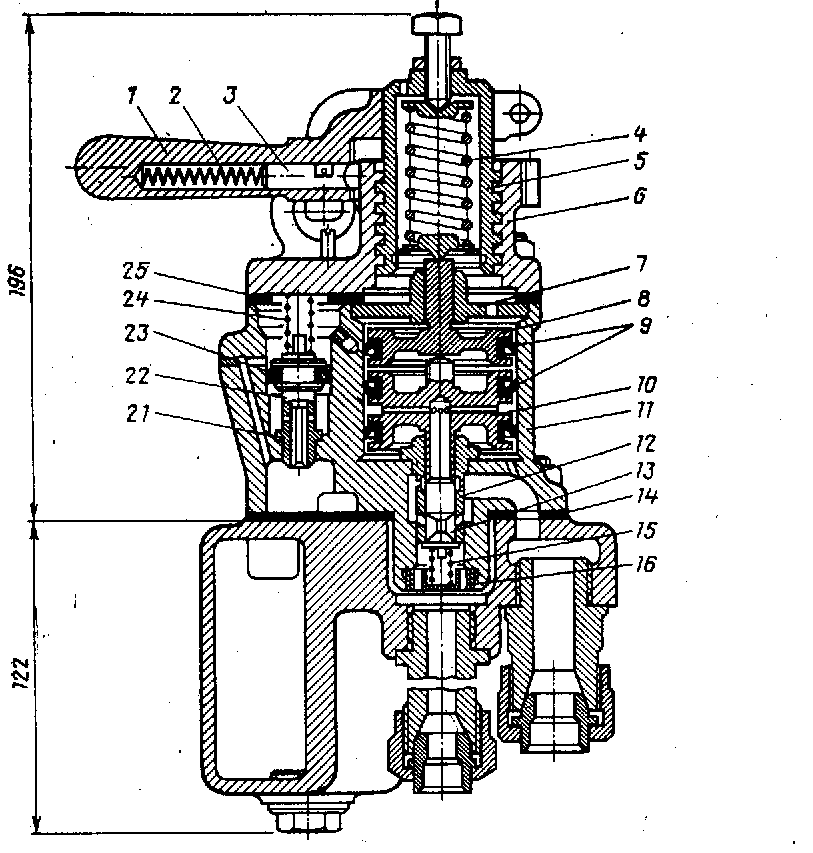
Кран вспомогательного тормоза усл. № 254 (рис. 110). Кран снимают с нижней плиты, после наружной очистки разбирают, детали промывают, насухо вытирают и дефектируют (см. табл. 77). При износе ленточной резьбы в стакане 2 и крышке 3 резьбу в крышке исправляют на станке, а стакан вытачивают новый с приточкой резьбы по месту. Крышку 5 и корпус 5 для выявления трещин проверяют методом цветной дефектоскопии. В крышке разрешается заваривать трещину, если она не выходит в полость канала. Трещины в корпусе заваривать не разрешается. Втулку 6 корпуса заменяют при ее ослаблении по месту или износе по диаметру более 0,9 мм. При обнаружении во втулке рисок или овальности свыше 0,1 мм их устраняют шлифовкой специальным поршнем со стальным кольцом с применением пасты МТЗ марки М14 или ГОИ средней, а затем тонкой. При более значительных дефектах втулку растачивают, а затем шлифуют. Дефектные резиновые прокладки и манжеты поршней и клапанов заменяют новыми (табл. 74). Притирочные поверхности впускного клапана и нижнего поршня 7, имеющие дефекты, устраняют шлифовкой специальными зенкерами или проточкой на станке. Затем притирают клапаны так, чтобы притирочная фаска была шириной не более 0,5 мм. При наличии зазоров между направляющими клапанами и телом втулки, превышающих значение допуска (см. табл. 77), заменяют изношенную деталь.
Источник
Ремонт крана 254 новая
Технологическая карта
ремонта крана машиниста усл.№254
(разработана на основании инструкции ЦТ – 533)

Разборка крана
Перед разборкой крана снятого с локомотива, кран установить на стенд и испытать.
Произвести разборку крана. Разборку рекомендуется производить в следующей последовательности: отвернуть гайки крепления верхней крышки, снять крышку с деталями, вынуть поршень с пружиной, диск, вынуть поршни. Отвернуть винт хомута рукоятки, снять ручку, отвернуть пробку и вынуть пружину и седло клапана с деталями. Вынуть стакан 5, удалить кольцо, вынуть шайбу, центр, пружину, упор.
После разборки металлические детали промыть в керосине, продуть сжатым воздухом и протереть. Очищенные и промытые детали осмотреть и измерить для выявления дефектов.
Стенд для испытания тормозного оборудования
Набор ключей гаечных
Ванна с керосином
Ремонт деталей крана
Корпус крана осмотреть. При наличии трещин корпус заменить новым. Трещины в корпусе заваривать запрещается.
Определить износ седла и втулки по внутреннему диаметру , износ калиброванного отверстия в заглушке определить с помощью калибра Втулку заменить при:
а) износе по внутреннему диаметру более 0,9 мм;
б) в случае ослабления её в корпусе.
При овальности и выработке более 0,2 мм втулку прошлифовать чугунным кольцом до устранения дефекта.
При износе уплотняющей фаски втулки до размера более 1,5 мм торец втулки подрезать прямой зенковкой №12 до восстановления номинального (0,5мм) размера уплотняющей фаски.
Заглушку с калиброванным отверстием заменить при:
а) ослаблении её в корпусе;
б) износе калиброванного отверстия.
Впускной клапан осмотреть и заменить при наличии износа уплотнительных поверхностей. В случае пропуска впускного клапана произвести совместную притирку уплотнительных поверхностей клапана втулки и хвостовика поршня.
Нижний поршень заменить при износе его хвостовика до диаметра менее 11,7 мм. Забоины и риски на уплотнительной фаске устранить зенковкой №11. При износе уплотнительной фаски хвостовика поршня до диаметра более 1,0 мм разрешается подрезать торец хвостовика для восстановления размера уплотняющей фаски (0,5-0,6) мм.
Верхний поршень заменить при износе его хвостовика до диаметра менее 11,0 мм. Износ или выработка хвостовика поршня более 0,15 мм устранить проверкой на станке, при этом необходимо выдержать градацию ремонтных размеров хвостовика поршня.
Крышку и стакан заменить при износе резьбы более 0,5 мм. Восстановление резьбы под пробку в крышке допускается до М30, восстановление резьбы в стакане под винт допускается до М14.
Овальность отверстия в крышке под упор допускается не более 0,5 мм. Износ отверстия под упор допускается не более 3,0 мм.
Отключающий клапан осмотреть обратив внимание на состояние кожаной прокладки клапана.
Выход клапана из седла должен быть
Выход стержня клапана из седла должен быть
Ручку крана проверить, при наличии излома витков и в случае потери упругости заменить пружину.
Манжеты и прокладки при износе заменить новыми или в случае истечения срока годности.
Источник
Справочник технолога по ремонту электроподвижного состава — Ремонт крана вспомогательного тормоза 254
Содержание материала
РЕМОНТ КРАНА ВСПОМОГАТЕЛЬНОГО ТОРМОЗА № 254
Вероятные отказы крана вспомогательного тормоза, способы их устранения и технологические требования к отремонтированным деталям приведены в табл. 86.
При сборке отремонтированного крана проверяют: величину открытия клапанов, которая должна составлять для впускного — не менее 2 мм, выпускного — не менее 3 мм;
величину выхода стержня отключательного клапана из седла, которая должна составлять 4—4,5 мм.
После ремонта и сборки крана вспомогательный тормоз испытывают на стенде. При этом проверяют плотность соединения деталей крана, клапанов и манжет, а также его работу на торможение и отпуск.
Проверка плотности соединения:
при обмыливании мест соединения деталей крана образование мыльных пузырей не допускается;
на нижнем атмосферном отверстии крана (при тормозном и поездном положениях ручки крана) допускается образование мыльного пузыря, удерживающегося в течение не менее 5 с;
на верхнем атмосферном отверстии крана (при торможении автоматическим тормозом и поездном положении ручки крана) и на атмосферных отверстиях упора (при торможении автоматических тормозов и тормозном положении ручки крана) допускается образование мыльного пузыря, удерживающегося в течение не менее 10 с.
Проверка работы на торможение и отпуск:
в тормозных положениях крана вспомогательного тормоза давление в тормозном цилиндре должно быть в пределах, МПа: при I ступени — 0,1— 0,13, при II — 0,17—0,2, при III — 0,27—0,3, при IV — 0,38—0,4;
ручка управления, переведенная с любой ступени торможения в отпускное положение, должна автоматически возвращаться в поездное положение; при»переводе ее из поездного положения в сторону I ступени торможения на 15—20 давления в тормозном цилиндре не должно быть;
во всех тормозных положениях крана при искусственной утечке сжатого воздуха из тормозного цилиндра через отверстие диаметром 2 мм в тормозном цилиндре должно поддерживаться давление с понижением не более чем на 0,03 МПа;
86. Вероятные отказы крана вспомогательного тормоза № 254
| Вероятный отказ и способы его устранения |