Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
Ремонт насосов. Наиболее обширную и сложную группу из вспомогательного оборудования представляют центробежные насосы, структура ремонтного цикла которых зависит от вида насоса, перекачиваемой среды и специфики производства.
При профилактическом осмотре в общем случае для центробежных насосов проводят следующие работы: проверку осевого разбега ротора, очистку и промывку подшипников, смену масла, ревизию сальниковой набивки и проверку состояния муфтового соединения. При текущем ремонте дополнительно к работам профилактического осмотра проводят: разборку насоса, проверку биения ротора, ревизию и замену деталей торцевого уплотнения.
При среднем ремонте дополнительно к работам текущего ремонта проводят: полную разборку насоса с дефектацией всех деталей, проверку состояния посадочных мест корпуса.
При капитальном ремонте проводят дополнительно к объему среднего ремонта замену рабочих колес, валов, уплотняющих колец, распорных втулок и грундбукс. На крупных предприятиях ремонт насосов проводят централизованно на специализированных участках, со стендами манипуляторами и приспособлениями для механизации процесса мойки, ремонта и испытаний. Перед отправкой в цех централизованного ремонта насос осматривают, проверяют его комплектность и составляют акт о его состоянии с указанием ряда параметров (напор, производительность, осевой разбег ротора, несовпадение осей валов с приводом и прочие данные, определяемые типом насоса). При выходе из строя базовых деталей (корпуса) насос подлежит списанию.
Карты дефектадии являются основным документом, на основании которого проводят осмотр, измерения и сортировку деталей. При ремонте насосов проводят дефектацию подшипников качения и скольжения, контролируют износ посадочных и уплотнительных поверхностей, состояние сопряженных деталей и замеряют зазоры между ними. Изношенные поверхности восстанавливают разными методами. Так, шейки валов при износе до 0,3 мм можно восстанавливать электролитическим хромированием, от 1,5 до 2 мм электролитическим железнением, от 2,0 до 3,0 мм — автоматической вибродуговой наплавкой. Изношенные резьбовые соединения восстанавливают резцом, плашкой или метчиком. Рабочие колеса восстанавливают наплавкой поврежденных мест с последующей проточкой, иногда прибегают к замене диска. Чугунные рабочие колеса наплавляют медными электродами, но в большинстве случаев заменяют новыми.
Ремонт торцевых уплотнений. Особое внимание уделяют состоянию и ремонту торцевых уплотнений. Установлено, что до 85% торцевых уплотнений теряют герметичность до износа рабочих уплотнительных поверхностей. Причины потери герметичности следующие: раскрытие пары трения и попадание твердых частиц на мягкую (полимерную) поверхность трения, вибрация, кавитация, биение ротора или вала из-за некачественной сборки, несоосность, дебаланс, засорение зазора между кольцами, заклинивание или перекос колец, потеря упругости пружин, нагрев уплотнения, который приводит к локальным разрушениям в зоне контакта; некачественные сборка, изготовление или подбор уплотнения. Технология ремонта состоит из следующих операций: разборка на стенде, мойка деталей в автоматизированной моечной машине (где кроме мойки можно осуществить также пропарку и просушку деталей), ремонт или изготовление деталей, пропитка колец, склеивание, сборка и испытания.
При дефектации чистые детали делят на группы.
В деталях торцевых уплотнений в зависимости от вышеприведенных причин появляются дефекты разного характера.
В парах трения появляются сколы, трещины от тепловых напряжений, износ из-за попадания твердых частиц, уменьшение толщины колец (равномерный износ). При повреждениях поверхности глубиной более 5 мкм и отклонении от плоскостность более 0,005 мм на диаметр кольца детали бракуют, при равномерном износе более 20% колец заменяют новыми.
В корпусах наблюдаются забоины и риски на плоскостях разъема и износ посадочных мест. Износ отдельных мест устраняют наплавкой с проточкой или фрезерованием.
Во втулках при работе появляются кольцевые задиры и износ, смятие кромок, шпоночных канавок, нарушение концентричности, забоины на торцевых поверхностях, задиры на внутренних, увеличение шероховатости посадочных мест. При ремонте втулок для повышения износостойкости рабочие поверхности наплавляют сормайтом или стеллитом ВЗК с последующим хромированием. Если не наплавляют твердые сплавы, то втулки подвергают термообработке до твердости НВ 260-320 (для углеродистых сталей) и до НВ 350-400 (для легированных сталей). Наружную поверхность втулок обрабатывают на токарном или круглошлифовальном станке с помощью разжимной оправки, центрирующей обрабатываемую поверхность относительно внутренней. Втулки шлифуют при увеличении конусности более 0,1 мм и эллипсности более 0,03-0,04 мм.
При ремонте торцевого уплотнения обязательно проверяют состояние сопряженной поверхности вала. Износ вала устраняют электролитическим хромированием, металлизацией, наплавкой с обточкой и шлифованием.
Резиновые кольца теряют упругость, растрескиваются из-за чрезмерного нагрева и старения. При ремонте иногда кольца заменяют на выточенные из фторопласта Ф-4.
Сильфоны в процессе работы повреждаются из-за усталостных явлений, скрытых эффектов металлургического характера, механических повреждений. Сильфоны не ремонтируют, а заменяют новыми.
Пружины из-за нагрева и усталостных явлений теряют упругость. Пружины проверяют на сжатие, проверяют, чтобы шаг был одинаков и разница по высоте не превышала 0,2 мм. Непараллельность торцов пружин и их перекос относительно оси не должны превышать 0,5 мм. Для изготовления берут углеродистые или легированные стали с содержанием углерода 0,5- 1,1%. После навивки пружины подвергают отпуску при 200- 300 °С в течение 30-40 мин с охлаждением на воздухе. Торцы пружин шлифуют до Ra 0,80.
При ремонте уплотнительные кольца из графитовых материалов и силицированного графита подвергают шлифовке и доводке до получения поверхности шероховатостью /ва 0,16—0,40 мкм.
Для устранения остаточных напряжений детали из силицированного графита перед доводкой подвергают естественному старению в течение 10-15 дней. Кольца из угле- и силицированного графита СГ с металлическими обоймами склеивают эпоксидными компаундами, которые готовят на основе эпоксидных смол.
До склейки колец с обоймой и сборки уплотнения кольца пропитывают и притирают.
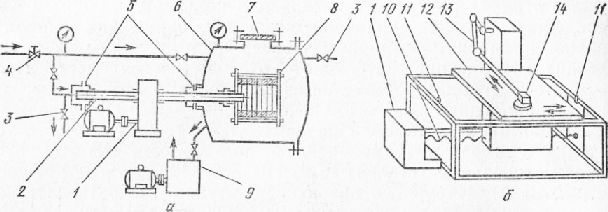
Для повышения плотности, прочности и износостойкости уплотнительные кольца пропитывают составом на основе эпоксидной смолы ЭД-20 (100 массовых частей смолы и по 10 массовых частей отвердителя и пластификатора). Массу перемешивают, добавляют ацетон или толуол. Состав готовят не более чем за 30 мин до пропитки. Обезжиренные и просушенные кольца устанавливают в пакет и заливают пропиточным составом. Пакет помещают в автоклав пропиточного стенда на полый вращающийся вал (рис. 1, а). Автоклав закрывают, включают электрообогрев и привод вращения вала. Через полый вал подают воздух под давлением 0,3-0,5 МПа. В автоклаве создают разрежение 10-20 мм рт. ст. Пропитку ведут при 45 °С, наблюдая через смотровое окно за исчезновением пузырей на поверхности. После этого отключают стенд, открывают крышку, разбирают пакет, протирают кольца ацетоном и, собрав вновь пакет, проводят полимеризацию пропиточного состава в автоклаве в течение 3 ч при температуре 50 °С и атмосферном давлении.
Притирку проводят на плите с использованием суспензии абразивного порошка со смазкой, состоящей из керосина со стеарином или олеиновой кислотой.
Одно из условий качественной доводки трущихся поверхностей торцевых уплотнений — выбор притира. Притир не должен быть слишком твердым, иначе абразив на нем будет дробиться, и не должен быть слишком мягким — абразив будет в нем утопать и терять режущую способность. В качестве притира используют плиты из перлитного чугуна. Притирку силицирован-ного графита выполняют на алмазных пастах. Обычно притирку колец механизируют (рис. 1,б), а доводку проводят вручную.
Ремонт шестеренных насосов. Шестеренные насосы разбирают, осматривают и обмеряют изнашиваемые детали: корпуса, крышки, шестерни, втулки и резиновые уплотнения. В корпусе более всего подвержена износу сторона всасывания. Износ корпуса приводит к нарушению соосности деталей. Шестерни и втулки начинают работать с перекосом, и их торцевые поверхности и зубья интенсивнее изнашиваются.
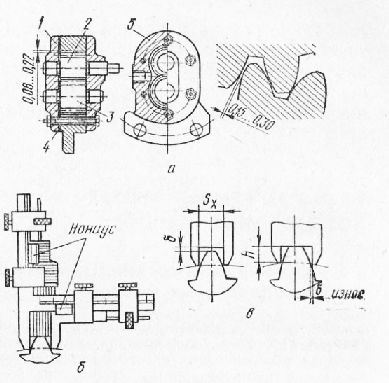
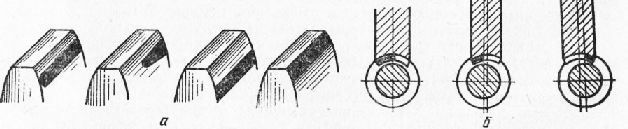
Одним из методов ремонта является смена мест полостей всасывания и нагнетания. Другим методом является метод гильзовки расточки. Шестерни с выкрошившимися зубьями или трещинами бракуют. Цементированные шестерни бракуют при износе цементированного слоя. Износ зубьев в любом случае не должен превышать более 10% при замере толщины зуба по шаблону или штангензубомером (рис. 2, а и б). При большем износе шестерни подлежат замене.
Правильность зацепления зубчатых колес и червячных пар в передачах вспомогательных механизмов при их ремонте проверяют по оценке пятна касания по краске (рис. 3).
Ремонт вентиляторов. При профилактическом осмотре и дефектации перед ремонтом вентиляторов обращают внимание на детали, наиболее подверженные износу: подшипники, шейки и шпоночные соединения валов, а также на крепление лопастей и состояние самих лопастей. Причинами интенсивного износа подшипников могут быть ослабление посадки ротора на вал, дисбаланс ротора и плохая смазка. При замене отдельных деталей ротора их подбирают приблизительно одной массы, а после ремонта ротор подвергают статической балансировке. При коррозионном износе прибегают к защите деталей металлизацией, напылением пластмасс, защитными легкокрасочными покрытиями.
Навигация:
Главная → Все категории → Монтаж холодильных установок
Источник
Ремонт вспомогательного оборудования
К вспомогательному оборудованию относятся: буферные емкости, установленные на всасывании и нагнетании, межступенчатые газовые холодильники, фильтры для очистки жидкостей и газов, масловлагоотделители, сепараторы, газосборники и другие емкости. Вспомогательное оборудование связано между собой, а также с компрессором или насосом системами газовых и жидкостных коммуникаций, снабженных запорной и регулирующей арматурой, предохранительными и обратными клапанами.
Безаварийная работа компрессорных и насосных установок во многом зависит от правильной регулировки и исправности предохранительных и обратных клапанов. В предохранительных и обратных клапанах могут быть следующие неисправности: заедание рабочих органов и потеря герметичности вследствие коррозии или загрязнения; неправильное регулирование предохранительного клапана; поломка, разрушение отдельных частей (пластин, седел, пружин); пропуски в сальниках и фланцевых соединениях.
Во время каждого среднего ремонта агрегата производят ревизию, разборку и чистку предохранительных и обратных клапанов. При этом изношенные части заменяют, уплотнительные поверхности притирают, заодно набивают уплотнения и заменяют фланцевые прокладки. После ревизии предохранительный клапан регулируют на соответствующее давление с помощью гидравлического пресса.
Натяжные гайки пружинных предохранительных клапанов необходимо надежно фиксировать и пломбировать. Результаты ревизии и регулирования клапанов заносят в ремонтную книгу машины.
При текущих ремонтах агрегата на запорной и регулирующей арматуре (краны, вентили, задвижки) набивают сальники и заменяют пропускающие уплотнения на крышках. Во время средних и капитальных ремонтов машин арматуру коммуникаций чистят, притирают уплотняющие поверхности, проверяют их плотность керосином или методом гидравлического испытания; заменяют уплотнения на сальниках и фланцах; проверяют состояние корпусов, которые подвержены коррозии или эрозии.
Межступенчатые газовые холодильники во время продолжительных ремонтов компрессора подвергают чистке с обеих сторон; проверяют, плотно ли соединены трубки с трубными решетками, сохранилась ли целостность газовых трубок; заменяют уплотнения. Масловлагоотделители, сепараторы, газосборники и другие емкости при ремонтах подвергаются чистке, внутреннему и внешнему осмотру, проверке толщины стенок и состояния фланцевых соединений, а также гидравлическим испытаниям.
При осмотре межступенчатых газовых и жидкостных коммуникаций агрегата проверяют состояние фланцевых соединений, их уплотнений и резьбы, креплений и опор, сварных швов и толщину стенок криволинейных поверхностей трубопроводов — колен и калачей.
После осмотра устраняют все обнаруженные неисправности: утечку газа и жидкости, вибрацию, заменяют пострадавшие от коррозии участки трубопроводов, заваривают трещины и т.д.
После ремонта собранные коммуникации и аппаратуру подвергают гидравлическому или пневматическому испытанию с целью проверки плотности всех соединений.
Для предотвращения неполадок и аварий проводят систематические ревизии, осмотры, чистку и гидравлические испытания межступенчатой аппаратуры и трубопроводов. С этой целью ориентировочно устанавливают следующие сроки: наружный осмотр – один раз в год; внутренний осмотр и чистка – один раз в три года; внутренний осмотр и чистка межступенчатых холодильников и буферных емкостей высокого давления – через каждые 18 месяцев; гидравлические испытания — один раз в шесть лет; ревизия арматуры с осмотром всех внутренних частей – один раз в год; полная ревизия(среднее и высокое давление) – раз в двенадцать лет.
Результаты осмотров, чистки, гидравлических испытаний и ревизий, обнаруженные неисправности и меры, принятые для их устранения, следует записывать в ремонтную книгу машины.
Источник
Ремонт холодильных установок. Виды ремонтных работ и организация ремонта.
Для увеличения срока службы холодильного оборудования и предотвращения возможных аварии необходим ежегодный осмотр оборудования и проведение планового предупредительного ремонта.
Если характер ремонта не требует полной разборки оборудования и позволяет проводить работы непосредственно на объекте, такой ремонт называют текущим.
Замена отдельных узлов или деталей (шатунов, поршней, переливка подшипников и пр.) с полной разборкой компрессора или другого узла называется средним ремонтом.
Капитальный ремонт установки вызывается необходимостью замены основных деталей компрессора (блока цилиндров, картера, коленчатого вала) или основных аппаратов (испарителей, конденсаторов). Сложные работы по ремонту основных узлов (расточка блока цилиндров, правка коленчатого вала и шлифовка шеек) также относятся к капитальному ремонту.
Объем работ при среднем и капитальном ремонте уточняется во время полной разборки и дефекации оборудования в ремонтных мастерских.
При отсутствии планово-предупредительного ремонта (главным образом текущего) резко возрастает число аварийных случаев выхода установок из строя. Это приводит к необходимости аварийного ремонта и, кроме того, нарушает графики выполнения ремонтных работ, что приводит к простою холодильного оборудования. По объему работ аварийный ремонт является обычно средним или капитальным.
Правильная организация ремонтных работ должна включать систематический планово-предупредительный ремонт и в первую очередь текущий. Для сокращения простоя холодильного оборудования во время ремонта агрегата или компрессора на ремонтно-монтажных комбинатах имеется так называемый обменный фонд. Оборудование обменного фонда устанавливается на объекте вместо отправленного в ремонт. При организации ремонта приходится дважды производить монтаж и демонтаж оборудования. Более прогрессивным является обезличенный ремонт, при котором направленное в ремонт оборудование тут же заменяется комбинатом на новое или ранее отремонтированное. Для организации обезличенного ремонта комбинат должен иметь достаточное количество агрегатов различной холодопроизводительности и договорные условия с обслуживаемыми предприятиями.
Основной предпосылкой обезличенного ремонта является высокое качество оборудования и качество его ремонта. Большинство холодильных машин, выпускаемых отечественными заводами, имеет очень длительный срок службы. При правильной эксплуатации и техническом обслуживании холодильное оборудование может работать до морального износа, т. е. до тех пор, когда оно по своим техническим показателям становится настолько ниже новых видов выпускаемого оборудования, что дальнейшая эксплуатация его становится нецелесообразной, хотя оборудование могло бы еще работать.
ОСМОТР ОБОРУДОВАНИЯ НА ОБЪЕКТАХ И ОТПРАВКА ЕГО В РЕМОНТ
Осмотр мелких фреоновых установок (до 4000 станд. ккал/час)
Осмотр этих установок производится, как правило, без разборки компрессора. Записывают в журнал температуру в охлаждаемом объекте в момент включения и остановки компрессора (три четыре цикла), давление на всасывание, время работы и стоянки компрессора. У машин с водяным охлаждением контролируют работу водорегулирующего вентиля. Определяют, нет ли посторонних стуков и перегрева отдельных частей. После прекращения работы машины проверяют горелкой герметичность системы я состояние всего оборудования (изоляции, дверных замков, электроприборов и т. д.).
Если нет отклонений от нормальных режимов работы, в целях профилактики нужно прочистить конденсатор, смазать подшипники электродвигателя, зачистить контакты .магнитного пускателя и РД-1, проверить приборы защиты, после чего отметить в журнале режим работы установки и проведенные работы.
При отклонении от нормального режима работы механик должен произвести текущий ремонт (устранить неплотности в системе, дозарядить машину фреоном, прочистить фильтры, осушить систему, притереть или заменить клапаны и т. д.).
Направлять машину в ремонтные мастерские следует только в том случае, когда неисправности, вызвавшие отклонение от нормального режима, не могут быть устранены механиком на объекте.
К ним в первую очередь относятся:
Снижение холодопроизводительности компрессора. При закрытом всасывающем вентиле давление нагнетания должно быть более чем в 20 раз выше давления всасывания (в ата). Если компрессор не обеспечивает необходимую степень сжатия, надо заменить или притереть клапаны, проверить прокладки под головкой и затем снова повторить испытание.
Появление стуков в компрессоре. Необходимо проверить, не является ли причина стука легко устранимой: задевает крыльчатка о диффузор, износился ремень, ослабла гайка маховика, шплинт шатунного болта задевает о картер и пр. Если стук незначительный и через несколько дней не увеличивается, то машину следует оставить под наблюдением.
Перегрев подшипников или других частей компрессора. Перегрев происходит вследствие нарушения системы смазки (засорение смазочных отверстий в подшипниках, шатунах и пр.). При этом возможно заклинивание компрессора.
Нарушение герметичности в сальниках ФРУ-0,8, РКФ-0,9, ФАК-0,6, замена которых требует полной разборки компрессора; течь в пайке или сварке испарителя, конденсатора, ресивера, трещина в блоке, в картере и т. д.
Систематические повторные дефекты. Через каждые несколько дней выходят из строя всасывающие клапаны, пружины лопасти ротационного компрессора и пр.
Загрязнение конденсатора. Вследствие загрязнения трубок конденсатора, например водяным камнем, разность температур воды на входе и выходе из конденсатора становится менее 3″, и снижением подачи воды подогрев ее повысить не удается.
При выходе из строя электромотора или автоматических приборов производится их замена без отправки всего агрегата в ремонт.
Перед отправкой агрегата в ремонт необходимо вскрыть фильтры и проверить чистоту системы. Если в системе имеются грязь, метиловый спирт (определяется по запаху), влага, то необходимо вместе с агрегатом направлять в ремонт и испарители. Если же система чистая и не имеет влаги, в ремонт отправляется только компрессорно-конденсаторный агрегат. Для этого весь фреон конденсируется, трубки РД-1 отсоединяются от тройников, и на штуцеры тройников ставят заглушки. Затем перекрывают вентили компрессора, отключают электродвигатель от сети, отсоединяют всасывающую и жидкостную трубки.
Испаритель и трубопроводы необходимо заглушить, чтобы с воздухом в них не попадала влага, а освободившиеся концы электропроводки надо обмотать изоляционной лентой. При отправке оборудования в ремонт механик обязан тщательно протереть машину от пыли и составить акт, указав марку машины, заводской номер, объект и обнаруженные дефекты. Механик оставляет один экземпляр акта заказчику и инструктирует его относительно транспортировки оборудования.
правило, отличается от номинального (т. е. расчетного),
так как с абсолютной точностью изготовить деталь невозможно В одних случаях отклонение от номинального размера может равняться нескольким миллиметрам, и это не отразится на работе механизма, а в других случаях допустимое отклонение составляет всего несколько микрон (1 л!к = 0,001 мм).
Поэтому при изготовлении детали па каждый размер устанаваливается необходимый допуск, который показывает в каких пределах допускается отклонение от номинального размера.
Осмотр фреоновых и аммиачных установок холодопроизводительностью 10 000 ккал/час и выше
Осмотр производится со вскрытием компрессора.
Режим работы холодильной установки проверяется по записям в журнале. Порядок и методы определения дефектов остаются такими же, как и для мелких фреоновых установок.
При отсутствии отклонений от нормального режима выполняются только профилактические работы. Если имеются отклонения от нормального режима и дефекты можно устранить на объекте, производится текущий ремонт. Кроме работ, предусмотренных для малых фреоновых установок, сюда входят работы по разведению или замене рассола, ревизия и смазка рассольного насоса и мешалки, перетяжка шатунных подшипников, проверка работы масляного насоса, выпуск масла из испарителя, конденсатора и маслоотделителя, устранение неплотностей в системе путем сварки, устранение неплотного закрывания запорных вентилей и задвижек.
Признаки, по которым оборудование направляют в ремонтные мастерские для проведения среднего или капитального ремонта средних машин, такие же, как и для малых, хотя возможности для текущего ремонта их значительно шире (имеется верстак, оборудованный тисками, сварочный аппарат при необходимости доставляется на объект, площадь машинного отделения позволяет разобрать компрессор, заменить сальник и пр.). Дополнительно для средних машин проверяют производительность рассольного насоса по напору рассола па сливной линии. При открытой нагнетательной задвижке и исправном насосе удержать напор струи рукой не удается. Кроме того, проверяют трубы и рассольные батареи: глухой звук при ударе молоточком и образование вмятин указывают на уменьшение толщины стенки из-за коррозии металла. Такие трубы требуют замены.
Составление дефектного акта и отправка в ремонт компрессора, испарителя и других узлов производится так же, как и для малых фреоновых машин.
Источник