Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
Ремонт насосов. Наиболее обширную и сложную группу из вспомогательного оборудования представляют центробежные насосы, структура ремонтного цикла которых зависит от вида насоса, перекачиваемой среды и специфики производства.
При профилактическом осмотре в общем случае для центробежных насосов проводят следующие работы: проверку осевого разбега ротора, очистку и промывку подшипников, смену масла, ревизию сальниковой набивки и проверку состояния муфтового соединения. При текущем ремонте дополнительно к работам профилактического осмотра проводят: разборку насоса, проверку биения ротора, ревизию и замену деталей торцевого уплотнения.
При среднем ремонте дополнительно к работам текущего ремонта проводят: полную разборку насоса с дефектацией всех деталей, проверку состояния посадочных мест корпуса.
При капитальном ремонте проводят дополнительно к объему среднего ремонта замену рабочих колес, валов, уплотняющих колец, распорных втулок и грундбукс. На крупных предприятиях ремонт насосов проводят централизованно на специализированных участках, со стендами манипуляторами и приспособлениями для механизации процесса мойки, ремонта и испытаний. Перед отправкой в цех централизованного ремонта насос осматривают, проверяют его комплектность и составляют акт о его состоянии с указанием ряда параметров (напор, производительность, осевой разбег ротора, несовпадение осей валов с приводом и прочие данные, определяемые типом насоса). При выходе из строя базовых деталей (корпуса) насос подлежит списанию.
Карты дефектадии являются основным документом, на основании которого проводят осмотр, измерения и сортировку деталей. При ремонте насосов проводят дефектацию подшипников качения и скольжения, контролируют износ посадочных и уплотнительных поверхностей, состояние сопряженных деталей и замеряют зазоры между ними. Изношенные поверхности восстанавливают разными методами. Так, шейки валов при износе до 0,3 мм можно восстанавливать электролитическим хромированием, от 1,5 до 2 мм электролитическим железнением, от 2,0 до 3,0 мм — автоматической вибродуговой наплавкой. Изношенные резьбовые соединения восстанавливают резцом, плашкой или метчиком. Рабочие колеса восстанавливают наплавкой поврежденных мест с последующей проточкой, иногда прибегают к замене диска. Чугунные рабочие колеса наплавляют медными электродами, но в большинстве случаев заменяют новыми.
Ремонт торцевых уплотнений. Особое внимание уделяют состоянию и ремонту торцевых уплотнений. Установлено, что до 85% торцевых уплотнений теряют герметичность до износа рабочих уплотнительных поверхностей. Причины потери герметичности следующие: раскрытие пары трения и попадание твердых частиц на мягкую (полимерную) поверхность трения, вибрация, кавитация, биение ротора или вала из-за некачественной сборки, несоосность, дебаланс, засорение зазора между кольцами, заклинивание или перекос колец, потеря упругости пружин, нагрев уплотнения, который приводит к локальным разрушениям в зоне контакта; некачественные сборка, изготовление или подбор уплотнения. Технология ремонта состоит из следующих операций: разборка на стенде, мойка деталей в автоматизированной моечной машине (где кроме мойки можно осуществить также пропарку и просушку деталей), ремонт или изготовление деталей, пропитка колец, склеивание, сборка и испытания.
При дефектации чистые детали делят на группы.
В деталях торцевых уплотнений в зависимости от вышеприведенных причин появляются дефекты разного характера.
В парах трения появляются сколы, трещины от тепловых напряжений, износ из-за попадания твердых частиц, уменьшение толщины колец (равномерный износ). При повреждениях поверхности глубиной более 5 мкм и отклонении от плоскостность более 0,005 мм на диаметр кольца детали бракуют, при равномерном износе более 20% колец заменяют новыми.
В корпусах наблюдаются забоины и риски на плоскостях разъема и износ посадочных мест. Износ отдельных мест устраняют наплавкой с проточкой или фрезерованием.
Во втулках при работе появляются кольцевые задиры и износ, смятие кромок, шпоночных канавок, нарушение концентричности, забоины на торцевых поверхностях, задиры на внутренних, увеличение шероховатости посадочных мест. При ремонте втулок для повышения износостойкости рабочие поверхности наплавляют сормайтом или стеллитом ВЗК с последующим хромированием. Если не наплавляют твердые сплавы, то втулки подвергают термообработке до твердости НВ 260-320 (для углеродистых сталей) и до НВ 350-400 (для легированных сталей). Наружную поверхность втулок обрабатывают на токарном или круглошлифовальном станке с помощью разжимной оправки, центрирующей обрабатываемую поверхность относительно внутренней. Втулки шлифуют при увеличении конусности более 0,1 мм и эллипсности более 0,03-0,04 мм.
При ремонте торцевого уплотнения обязательно проверяют состояние сопряженной поверхности вала. Износ вала устраняют электролитическим хромированием, металлизацией, наплавкой с обточкой и шлифованием.
Резиновые кольца теряют упругость, растрескиваются из-за чрезмерного нагрева и старения. При ремонте иногда кольца заменяют на выточенные из фторопласта Ф-4.
Сильфоны в процессе работы повреждаются из-за усталостных явлений, скрытых эффектов металлургического характера, механических повреждений. Сильфоны не ремонтируют, а заменяют новыми.
Пружины из-за нагрева и усталостных явлений теряют упругость. Пружины проверяют на сжатие, проверяют, чтобы шаг был одинаков и разница по высоте не превышала 0,2 мм. Непараллельность торцов пружин и их перекос относительно оси не должны превышать 0,5 мм. Для изготовления берут углеродистые или легированные стали с содержанием углерода 0,5- 1,1%. После навивки пружины подвергают отпуску при 200- 300 °С в течение 30-40 мин с охлаждением на воздухе. Торцы пружин шлифуют до Ra 0,80.
При ремонте уплотнительные кольца из графитовых материалов и силицированного графита подвергают шлифовке и доводке до получения поверхности шероховатостью /ва 0,16—0,40 мкм.
Для устранения остаточных напряжений детали из силицированного графита перед доводкой подвергают естественному старению в течение 10-15 дней. Кольца из угле- и силицированного графита СГ с металлическими обоймами склеивают эпоксидными компаундами, которые готовят на основе эпоксидных смол.
До склейки колец с обоймой и сборки уплотнения кольца пропитывают и притирают.
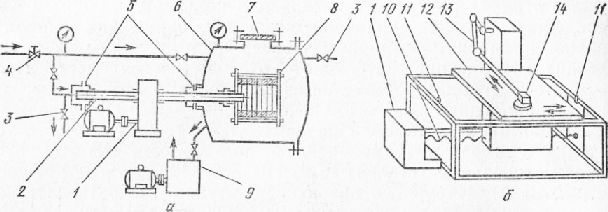
Для повышения плотности, прочности и износостойкости уплотнительные кольца пропитывают составом на основе эпоксидной смолы ЭД-20 (100 массовых частей смолы и по 10 массовых частей отвердителя и пластификатора). Массу перемешивают, добавляют ацетон или толуол. Состав готовят не более чем за 30 мин до пропитки. Обезжиренные и просушенные кольца устанавливают в пакет и заливают пропиточным составом. Пакет помещают в автоклав пропиточного стенда на полый вращающийся вал (рис. 1, а). Автоклав закрывают, включают электрообогрев и привод вращения вала. Через полый вал подают воздух под давлением 0,3-0,5 МПа. В автоклаве создают разрежение 10-20 мм рт. ст. Пропитку ведут при 45 °С, наблюдая через смотровое окно за исчезновением пузырей на поверхности. После этого отключают стенд, открывают крышку, разбирают пакет, протирают кольца ацетоном и, собрав вновь пакет, проводят полимеризацию пропиточного состава в автоклаве в течение 3 ч при температуре 50 °С и атмосферном давлении.
Притирку проводят на плите с использованием суспензии абразивного порошка со смазкой, состоящей из керосина со стеарином или олеиновой кислотой.
Одно из условий качественной доводки трущихся поверхностей торцевых уплотнений — выбор притира. Притир не должен быть слишком твердым, иначе абразив на нем будет дробиться, и не должен быть слишком мягким — абразив будет в нем утопать и терять режущую способность. В качестве притира используют плиты из перлитного чугуна. Притирку силицирован-ного графита выполняют на алмазных пастах. Обычно притирку колец механизируют (рис. 1,б), а доводку проводят вручную.
Ремонт шестеренных насосов. Шестеренные насосы разбирают, осматривают и обмеряют изнашиваемые детали: корпуса, крышки, шестерни, втулки и резиновые уплотнения. В корпусе более всего подвержена износу сторона всасывания. Износ корпуса приводит к нарушению соосности деталей. Шестерни и втулки начинают работать с перекосом, и их торцевые поверхности и зубья интенсивнее изнашиваются.
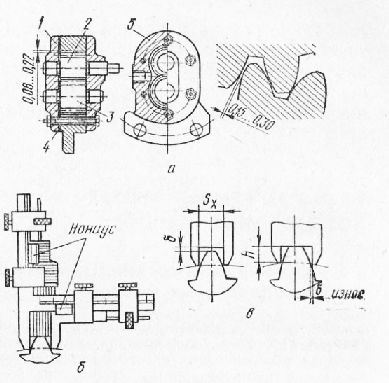
Одним из методов ремонта является смена мест полостей всасывания и нагнетания. Другим методом является метод гильзовки расточки. Шестерни с выкрошившимися зубьями или трещинами бракуют. Цементированные шестерни бракуют при износе цементированного слоя. Износ зубьев в любом случае не должен превышать более 10% при замере толщины зуба по шаблону или штангензубомером (рис. 2, а и б). При большем износе шестерни подлежат замене.
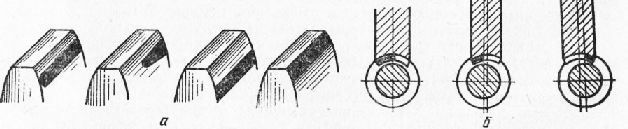
Правильность зацепления зубчатых колес и червячных пар в передачах вспомогательных механизмов при их ремонте проверяют по оценке пятна касания по краске (рис. 3).
Ремонт вентиляторов. При профилактическом осмотре и дефектации перед ремонтом вентиляторов обращают внимание на детали, наиболее подверженные износу: подшипники, шейки и шпоночные соединения валов, а также на крепление лопастей и состояние самих лопастей. Причинами интенсивного износа подшипников могут быть ослабление посадки ротора на вал, дисбаланс ротора и плохая смазка. При замене отдельных деталей ротора их подбирают приблизительно одной массы, а после ремонта ротор подвергают статической балансировке. При коррозионном износе прибегают к защите деталей металлизацией, напылением пластмасс, защитными легкокрасочными покрытиями.
Навигация:
Главная → Все категории → Монтаж холодильных установок
Источник
Ремонт вспомогательного оборудования колонн
§ 2.1 Ремонт колонных аппаратов
Основным видом износа колонных аппаратов является забивка и коррозия ее элементов. Корпуса и внутренние устройства колонных аппаратов изнашиваются в результате коррозионного, эрозионного и термического воздействия среды.
Колонные аппараты ремонтируют при планово-предупредительных ремонтах технологической установки.
Подготовка колонных аппаратов к ремонту заключается в следующем. Доводят давление в колонне до атмосферного, удаляют из аппарата рабочую среду, после чего его пропаривают водяным паром, который вытесняет оставшиеся в колонне пары и газы. После пропарки колонну промывают водой. В некоторых случаях пропарку и промывку чередуют несколько раз.
Промывка колонн водой способствует также более быстрому их остыванию. Нельзя приступать к ремонтным работам, если температура промывной воды превышает 50° С.
Пропаренную и промытую колонну отсоединяют от всех аппаратов и коммуникаций глухими заглушками, устанавливаемыми во фланцевых соединениях штуцеров. Установку каждой заглушки и последующее ее снятие регистрируют в специальном журнале.
Ремонт аппарата начинается со вскрытия, которое следует производить, строго соблюдая следующие правила. Вначале открывают верхний люк, причем перед этим в аппарат в течение некоторого времени подают водяной пар, чтобы избежать возможного подсоса воздуха, в результате которого может образоваться взрывоопасная смесь. Далее последовательно (сверху вниз) открывают остальные люки. Категорически запрещается одновременно открывать верхний и нижний люки. Нельзя также открывать сначала нижний, а затем верхний люк, так как за счет разности температур происходит сильный приток воздуха в колонну, что может привести к образованию взрывоопасной смеси.
После открывания люков колонна некоторое время проветривается в результате естественной конвекции воздуха. После окончания проветривания нужно провести анализ проб воздуха, взятых из колонны на разных высотных отметках.
К работам внутри колонны разрешается приступать только тогда, когда анализ покажет, что концентрация вредных газов и паров в ней не превышает предельно допустимых санитарных норм.
Корпус колонны и ее внутренние устройства подвергают тщательному осмотру.
Тарелки разбирают внутри колонны, выносятся через люки на обслуживающие площадки и транспортируются для чистки и ремонта.
Спуск секций тарелок производится установленной в верхней части колонны поворотной кран-укосиной нужной грузоподъемности.
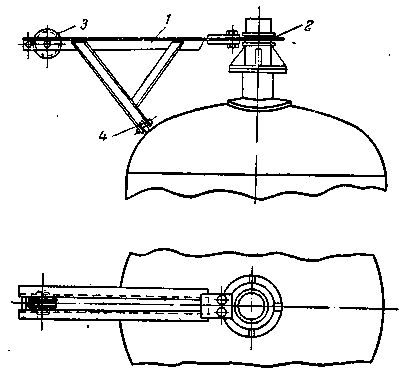
Рисунок – Кран-укосина на корпусе аппарата
1 – кронштейн; 2 – стойка; 3 – блок; 4 – ролик.
Ремонт тарелок связан в основном с их очисткой и заменой изношенных элементов.
При чистке тарелок пользуются лопаточками, скребками, пневматическими отбойными молотками.
После чистки производят замену части колпачков. Детали колпачков изготавливают заново и собираются. Наиболее ответственной операцией является приварка шпильки к корпусу колпачка, так как при несоосности этих деталей правильная установка колпачка оказывается невозможной. Соосность деталей обеспечивается специальной оправкой, которая позволяет также изменять высоту шпильки путем ее частичного разгибания при затяжке гайки.
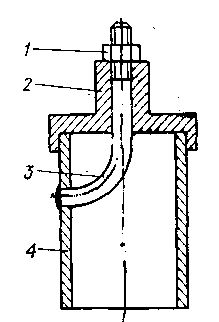
Рисунок – Приварка шпильки к корпусу колпачка
1 – гайка; 2 – оправка; 3 – шпилька; 4 – корпус колпачка
После ремонта тарелки проверяют на барботаж и монтируют в корпус.
Ремонт корпуса колонных аппаратов проводят в зависимости от выявленных дефектов. Дефекты корпуса выявляют путем визуального осмотра и ультразвуковой дефектоскопии.
Неплотные сварные швы вырубают, зачищают и заваривают соответствующим электродом.
Изношенные штуцера и люки вырезают и заменяют новыми с обязательной установкой укрепляющих колец.
Наиболее изношенные участки корпуса колонны вырезают, а на их место ставят новый участок, заранее свальцованный по радиусу колонны. Сварку производят встык. Вырезание больших участков корпуса может привести к ослаблению сечения и нарушению устойчивости. Поэтому до вырезания дефектного участка его укрепляют стойками, устанавливаемыми внутри или снаружи. Число и сечение стоек, размеры опорных лап рассчитывают, исходя из условия равенства их сопротивлений сопротивлению вырезанного сечения. С помощью таких стоек можно заменить весь поврежденный пояс колонны несколькими частями.
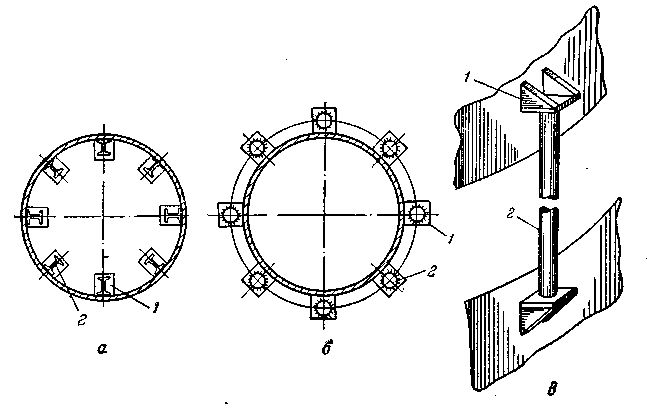
Рисунок – Усиление колонны в местах вырезаемых поясов
а – внутренними стойками; б – наружными стойками; в – схема крепления стойки;
1 – лапа; 2 – стойка.
Ремонт колонны заканчивается ее испытанием. При гидравлическом испытании колонна заполняется водой при открытой воздушке, устанавливаемой на верху колонны. Появление воды в воздушке свидетельствует о заполнении колонны. После закрытия воздушки давление в колонне медленно повышается до контрольной величины. При этом давлении аппарат выдерживается 5 мин, затем давление снижается до рабочего значения, при котором осуществляется обстукивание сварных швов молотком и осмотр корпуса колонны. При проведении пневматического испытания обстукивание сварных швов не допускается.
Источник