Ремонт теплообменных аппаратов, вспомогательного оборудования, арматуры, трубопроводов




![]()
![]()
В процессе длительной работы теплообменные аппараты подвергаются загрязнению и износу. Поверхность их покрывается накипью, маслом, отложениями солей и смол, окисляется и т.п. С увеличением отложений возрастает термическое сопротивление стенки и ухудшается теплообмен.
Износ теплообменного аппарата выражается в следующем:
1) уменьшение толщины стенки корпуса, днища, трубных решеток;
2) выпучины и вмятины на корпусе и днищах;
3) свищи, трещины, прогары на корпусе, трубках и фланцах;
4) увеличение диаметра отверстий для труб в трубной решетке;
5) прогиб трубных решеток и деформация трубок;
6) заклинивание плавающих головок и повреждение их струбцин;
7) повреждение линзовых компенсаторов;
8) повреждение сальниковых устройств, катковых и пружинных опор;
9) нарушение гидро- и термоизоляции.
Подготовка к ремонту включает выполнение следующих мероприятий:
1) снижается избыточное давление до атмосферного и аппарат освобождается от продукта;
2) отключается арматура и ставятся заглушки на всех подводящих и отводящих трубопроводах;
3) проводится продувка азотом или водяным паром с последующей промывкой водой и продувкой воздухом,
4) выполняется анализ на наличие ядовитых и взрывоопасных продуктов;
5) составляется план и получается разрешение на огневые работы, если они необходимы в процессе ремонта;
6) составляется акт сдачи в ремонт.
Далее выполняются следующие работы:
1) снятие крышек аппарата, люков, демонтаж обвязки и арматуры;
2) выявление дефектов вальцовки и сварки, а также целостности трубок гидравлическим и пневматическим испытаниями на рабочее давление;
3) частичная смена или отключение дефектных трубок, крепление труб вальцовкой или сваркой;
4) ремонт футеровки и антикоррозионных покрытий деталей с частичной заменой;
5) ремонт или замена износившейся арматуры, трубопроводов, регулировка предохранительных клапанов;
6) смена уплотнений разборных соединений;
7) извлечение трубок, чистка внутренней поверхности корпуса аппарата и теплообменных трубок, зачистка отверстий в трубной решетке, зачистка концов трубок;
8) замена части корпуса, днищ (крышек) и изношенных деталей;
9) изготовление новых трубок;
10) монтаж трубного пучка и вальцовка труб в решетке;
11) ремонт плавающих головок;
12) монтаж резьбовых соединений;
13) гидравлическое испытание межтрубной и трубной частей аппарата пробным давлением;
14) пневматическое испытание аппарата.
Для очистки теплообменной аппаратуры используют химическую, абразивную или специальную очистку.
Химическая очистка осуществляется без вскрытия и разборки теплообменника. Для очистки от накипи применяют 5 – 15 % раствор соляной кислоты с добавками ингибиторов. Для очистки от органических отложений используются углеводородные растворители. Очистка от твердых отложений путем заполнения теплообменника на сутки 5 % раствором соляной кислоты с добавкой жидкого стекла.
Трубопроводы испытывают химическое и механическое воздействие транспортируемой среды, которое может вызвать нарушение герметичности и полому деталей трубопроводов, фланцев, муфт, шпилек и гаек. Нарушение герметичности трубопроводов обусловливается коррозией металла, износом прокладок между фланцами, ослаблением фланцевых соединений, износом резьбы болтов, замерзанием труб и появлением щелей в труба х со швами. Небольшие трещины по телу трубы устраняют заваркой. Трещины на сварных стыках или в теле трубы и коррозийные отверстия ликвидируют накладкой с последующей установкой и обваркой цилиндрических муфт, изготовляемых из труб большего размера, чем трубопровод. При полном разрыве стыка повреждённый участок вырезается и на его место вваривается патрубок такого же диаметра. Ремонт неметаллических трубопроводов (винипластовых, полиэтиленовых, стеклянных, фарфоровых и керамических) сводится к устранению течи, отчистки и замене поврежденных участков. Участки трубопроводов из пластмасс, имеющих трещины и переломы вырезаются и взамен вставляются новые из труб такого же диаметра. Фарфоровые и стеклянные трубопроводы ремонтирую т путем замены повреждённой детали. Ремонт изоляции начинают с отчистки наружных поверхностей труб от старой изоляции и следов коррозии до металлического блеска. Сразу же после этого изолируемый участок грунтуют. Выбор материала изоляции, а также толщина теплоизоляционного слоя зависит от разности температур окружающей среды, протекающей жидкости и диаметра трубопровода. Участки трубопроводов с поврежденным внутренним антикоррозийным покрытием снимают и заменяют новыми. После окончания ремонта трубопроводов производят проверку качества ремонтных работ, промывку или продувку и испытания на прочность и плотность.

Ремонт запорной арматуры включает следующие работы: отчистку арматуры, зольников и фланцев, притирку и при необходимости замену уплотняющих поверхностей клапанов и седел, смену прокладок и сальниковых уплотнений, восстановление поврежденных и изношенных деталей. В качестве очищающего средства применяют 10% раствор соляной кислоты. Для удаления масла и следов коррозии применяют промывку в керосине. Для притирки гнезд и клапанов рекомендуется применять специальный инструмент, материал которого должен быть мягче чем притираемый материал. Для притирки используют пасты ГОИ и шлифовальные порошки. Притирку делают при глубине не более 0,5мм, при большей глубине рисок производят проточку на станке. Притирку производят вручную или при помощи дрели. В качестве смачивающих жидкостей применяют керосин, растительное масло, смесь парафинового масла с минеральным.
Для проверки качества притирки поверхность гнезда покрывают тонким слоем краски и клапан опускают в гнездо. Краска должна отпечататься на всей поверхности. Арматуру для вязкой массы можно проверять с помощью мела. При ремонте арматуры уплотнения заменяются полностью. В зависимости от рабочей среды, ее температуры и давления для набивки сальников применяют различные асбестовые набивки (табл. 15)
Во избежание выдавливания смазывающей массы набивки подтягивают сальники равномерно без больших усилий.
Изношенные и поврежденные втулки заменяют новыми. Правильность установки втулки проверяют по равенству зазоров между ней и шпинделем в точках против натяжных болтов, а плотность обтяжки сальника – по легкости вращения шпинделя. Окончательную затяжку сальника выполняют после установки арматуры на место. При наличии трещин, раковин и свищей в корпусах вентилей, предохранительных клапанов и инжекторов, изготовленных из стали, бронзы и ковкого чугуна, они устраняются заваркой. Изношенные и погнутые шпиндели ремонтируют путем правки незначительных искривлений, удаления царапин и рисок, шлифовки и притирки уплотненной поверхности. При ремонте нужно выдержать установленный зазор между шпинделем и втулкой сальника.
Качество ремонта после сборки проверяют проведением гидравлического испытания на соответствующем прессе. После ремонта технологические трубопроводы и трубопроводную запорно-регулирующую арматуру необходимо промыть или продуть и испытать на прочность и плотность.
Ремонт вспомогательной аппаратуры
Технический уход за вспомогательной холодильной аппаратурой включает:
Производство мелких ремонтных работ по устранению пропусков газа в аппаратах и арматуре; выпуск масла из аппаратов; наблюдение за работой контрольно-измерительных приборов.
Устранение пропусков газа во фланцевых соединениях, крышках вентилей и в сальниках;
Освобождение вентилей отделителя жидкого аммиака от снеговой шубы и проверка их открытия и закрытия;
Спуск масла и ремонт масло спускной арматуры;
Проверка и ремонт указательных стекол и предохранительных клапанов;
Проверка и ремонт контрольно-измерительных приборов.
Средний планово-предупредительный ремонт вспомогательной аппаратуры производится в зимний период.
Устранение пропусков газа во фланцевых соединениях и крышках вентилей;
Ремонт аммиачной арматуры;
Восстановление изоляции аппаратов, работающих при низкой температуры; ремонт контрольно-измерительных приборов;
Испытание аппаратов после ремонта.
Капитальный ремонт вспомогательного оборудования и вспомогательной холодильный аппаратуры производят в случае полного износа корпуса насоса, вентилятора, а также рабочих колес тих вспомогательных машин.
В текущий планово-предупредительный ремонт вспомогательных холодильных аппаратов, осуществляемый во время их работы и при кратковременных остановках. входят следующие работы:
Источник
Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
В процессе длительной работы происходит эрозионный и коррозионный износ труб и стенок корпуса: теплопередающие поверхности загрязняются и эффективность теплопередачи падает. Характерными дефектами являются уменьшение толщины стенки трубы, днища, корпуса, свищи в сварных швах, повреждение уплотнительных поверхностей, трещины на корпусных деталях и трубах, вмятины, неплотности и пропуски в вальцовке труб в трубных решетках, увеличение диаметра отверстий в трубных решетках, язвенная, межкристаллитная и другие виды коррозии, повреждение опор, резьбы на крепежных деталях, увлажнение или повреждение теплоизоляции.
Структура ремонтного цикла оборудования различна и зависит от характера производства, типа аппарата и холодильной установки в целом. Все теплообменное оборудование холодильных установок эксплуатируют с проведением через каждые три месяца профилактического осмотра, ежегодного текущего ремонта, среднего ремонта (через 3 года) и капитального.ремонта через 12 лет. В ряде случаев ограничиваются двумя видами ремонта — текущим и капитальным.
При профилактических осмотрах проверяют затяжку фланцевых соединений, устраняют неплотности, выполняют подтяжку или перебивку сальников запорной арматуры, осматривают приборы контроля, предохранительные устройства, проверяют натяжение приводных ремней в аппаратах с мешалками и вентиляторами, очищают желоба в оросительных конденсаторах.
При текущем ремонте проводят дополнительный объем работ: частичную разборку и демонтаж запорной арматуры, перебивку всех сальников, замену прокладок, проверку герметичности арматуры, ремонт предохранительных и обратных клапанов, в оросительных конденсаторах — демонтаж и очистку отбойных щитов и труб, очистку и регулировку водораспределительных устройств.
При среднем ремонте дополнительно к объему текущего ремонта проводят съем крышек теплообменников с очисткой труб и полостей от ила, накипи, продуктов коррозии, испытания на плотность для выявления возможных течей труб в трубных решетках, подвальцовку, зачеканку или подварку свищей и течей, глушение дефектных труб, проверку и наладку работы мешалок, выборочную проверку труб испарителей (типа ИА или ИП) и оросительных конденсаторов на коррозию, ремонт теплоизоляции, освидетельствование сосудов технической администрацией предприятия.
При капитальном ремонте дополнительно к объему среднего ремонта выполняют работы по замене всех ранее заглушённых трубок (при глушении более 15% трубок), замену труб и секций, имеющих течи, замену труб с износом более 25% по толщине стенки, ремонт и замену запорной арматуры, освидетельствование сосудов инспектором Госгортехнадзора СССР.
Очистка теплообменных аппаратов. Хорошая очистка тепло-передающей поверхности не только увеличивает теплопередачу, но и способствует удлинению срока службы аппаратов. Очистку проводят химическими, механическими, гидравлическими ультразвуковым или смешанным способами.
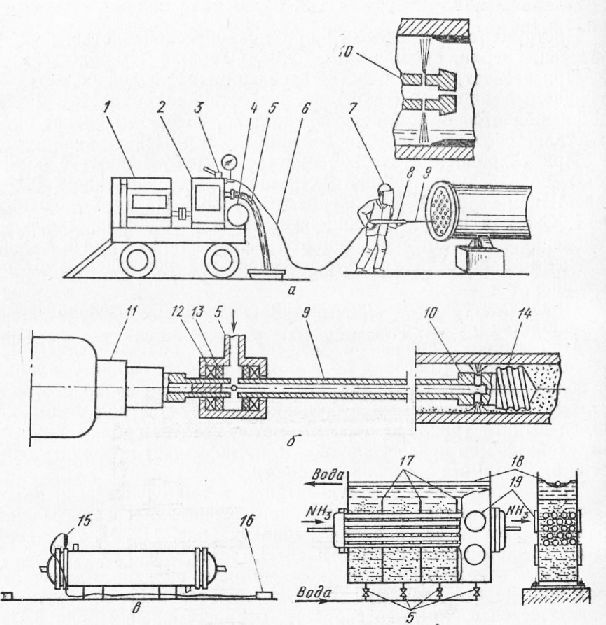
Механические способы очистки используют для очистки труб теплообменников. Устройство для очистки состоит из вращающейся штанги с режущим инструментом на конце. Штанга вместе с приводом (электродрель или пневмодвигатель) прикреплена к тележке, перемещающейся по монорельсу по мере продвижения штанги по трубе теплообменника. Вращающаяся штанга заключена в трубу, которая защищает руки рабочих и одновременно служит трубопроводом для подачи воды с целью промывки отложений. Горизонтально приспособление перемещается вручную. Для очистки У-образных труб теплообменных аппаратов и трубок малого диаметра используют гибкие валы, приводимые в движение различного рода двигателями.
Инструмент, применяемый при механической чистке, разнообразен: сверла, ерши, резцы, буры, шарошки.
При пескоструйной очистке песок вместе с водой подается в очищаемый аппарат («мокрая» пескоструйная очистка). Если песок подается в воду струей воздуха, то в этом случае осуществляется очистка смесью воды, воздуха и песка.
При гидропневматической очистке в трубу подают с помощью водовоздушного пистолета воду под давлением 0,5- 0,6 МПа и воздух под давлением 0,7-0,8 МПа в соотношении 1: 1. Сжатый воздух, расширяясь, резко увеличивает скорость движения воды, которая начинает двигаться толчками с интенсивными завихрениями, что способствует разрушению отложений.
Продолжительность очистки по сравнению с механической сокращается в 8-10 раз.
При гидромеханической очистке вода под давлением до 70 МПа подается насосом по высоконапорному гибкому шлангу в полую штангу, на конце которой укреплено сопло с отверстиями, располагаемыми в большинстве случаев под углом 45° к оси штанги. Этот метод требует соблюдения определенных мер предосторожности, но позволяет проводить очистку быстро и без эрозионного износа.
При подаче воды в полую штангу, в том случае если наконечник выполнен из твердосплавного резца или сверла, можно очищать трубки со сплошной забивкой. Давление воды в таком случае не превышает 1,0 МПа.
Самым простым и надежным методом предупреждения отложений на стенках труб является ультразвуковой. Суть его заключается в том, что скорости распространения волн в металле и в отложениях значительно различаются и при возникновении деформации в граничной зоне происходит непрерывное разрушение тонкого слоя отложений.
При техническом перевооружении промышленных установок, в тех случаях когда в водоохлаждающих оборотных циклах не предусмотрены эффективные устройства по очистке воды от ила, целесообразно использовать конденсаторы с псевдокипением («самоочищающийся» конденсатор). В процессе работы под действием ударов частиц песка поверхность труб очищается от ила и накипи (рис. 112, г). Недостатком этого эффективного конденсатора является коррозионно-эрозионный износ стенок конденсатора и необходимость изготовления по этой причине труб только из легированной стали.
Порядок ремонта. Порядок ремонтных операций после подготовки отключенного от схемы аппарата и сдачи его в ремонт следующий: демонтаж арматуры и трубопроводной обвязки, разборка резьбовых соединений, съем крышек, люков, выемка трубных решеток, если это позволяет конструкция аппаратов, проверка плотности и прочности труб и их крепление в трубных решетках путем пневматических или гидравлических испытаний, глушение и развальцовка (обварка) труб в трубных решетках, извлечение труб из корпуса при их замене, постановка новых труб с предварительной очисткой отверстий в решетках и зачисткой концов труб, ремонт корпусных деталей, вырубка и вырезка прокладок, подготовка крепежа, сборка аппарата, испытания на плотность и прочность, сдача в эксплуатацию.
Ремонт теплообменных аппаратов начинают с проверки их плотности. Течи в теплообменных аппаратах выявляют при их испытании давлением воды (опрессовка). При испытании неразъемных кожухотрубных аппаратов воду подают в межтрубное пространство и, поднимая давление до давления испытания, проверяют аппарат на отсутствие течей в трубной решетке и из полости трубок. В случае затруднений в удалении воды из аппаратов течи в холодильных теплообменных аппаратах определяют давлением сухого воздуха или азота (пневматическая опрессовка) с проверкой обмыливанием или течеискателями. Выявленные трубы с течами могут быть отглушены временными пробками для продолжения испытаний.
При ремонте теплообменных аппаратов, как указывалось выше, допускается глушение не более 15% трубок. Правку мятых трубок осуществляют на винтовых приспособлениях путем протаскивания пробки-оправки на штанге. Трубы глушат с двух сторон пробками на резьбе или на припое.
При замене вальцованные трубы подрезают за трубной решеткой специальным резцом или рассверливают для уменьшения толщины стенки и последующей выемки. Все эти операции проводят так, чтобы не повредить поверхности отверстий в решетке. Рассверливание ведут ступенчатым сверлом с центрирующим гладким концом, равным внутреннему диаметру трубы и режущей частью, равной 3/4 наружного диаметра труб. Уменьшение толщины труб резко снижает напряжение в вальцованном соединении, и труба легко вынимается. Чтобы не уронить трубу в межтрубное пространство, в нее вставляют с другой трубной решетки металлический прут или используют приспособления.
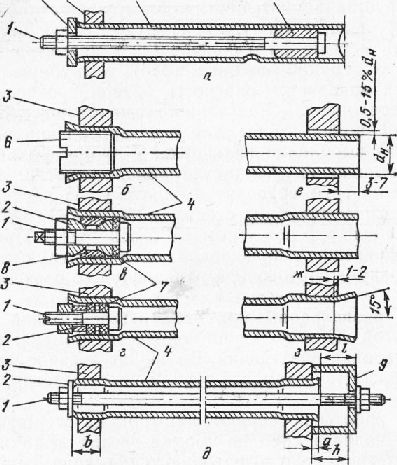
Трубы, закрепленные в трубной решетке с помощью сварки, удаляют из аппарата вырубкой вручную кольцевого шва или срезанием торца трубы и калинового шва фрезой с приводом от гибкого вала. До замены выбитых дефектных трубок новыми отверстия в трубных решетках зачищают, продувают и насухо протирают. Продольные риски на поверхностях отверстий зачищают шабером. Шероховатость поверхности в отверстиях под вальцовку должна быть не ниже Ra 0,80 мкм.
Концы труб зачищают, протирают, трубы вставляют в трубную решетку, зазоры продувают воздухом. Величина зазора не должна быть меньше 0,5 и больше 1,5% диаметра трубы. При малых зазорах трудно заводить трубы в трубную решетку, а при больших появляется опасность потери прочности трубы и плотности соединения. Развальцовку начинают с привальцов-кк — раздачи конца трубы для его закрепления в отверстии. Привальцовку выполняют вальцовкой с длиной роликов на 10- 12 мм, превышающей толщину трубной решетки. После при-вальцовки всех труб проводят окончательную развальцовку из расчета 15-20% толщины стенки вальцуемой трубы и отбор-тевывают концы труб под углом 15° к оси трубы. Привальцовку выполняют крепежной вальцовкой, окончательную привальцовку и отбортовку — бортовочной вальцовкой (с бортовочными роликами).
Сначала развальцовывают все трубки в одной решетке, а затем в другой. При большом количестве заменяемых трубок порядок вальцовки следующий. Вальцуют вначале четыре трубки крест-накрест, а затем все трубки по периметру, после чего все остальные.
Качество работы проверяют осмотром на отсутствие трещин и разрывов, подреза труб по кромке гнезда, а также убеждаются в отсутствии ярко выраженного перехода между вальцованной и невальцованной частью.
Приспособления. При ремонте теплообменных аппаратов могут быть использованы приспособления, работающие в полуавтоматическом режиме. Примером может служить развальцовочная машина, которая может быть использована при соответствующей смене инструмента для развальцовки, торцовки и удаления труб из теплообменника, а также для нарезания кольцевых канавок в отверстиях трубных решеток теплообменников с трубами диаметром от 14 до 57 мм. Машина работает в ручном, автоматическом и полуавтоматическом режимах. На раме машины расположена тележка, перемещаемая в горизонтальном направлении посредством цепного привода. На ней установлена вертикальная рама, по которой перемещается горизонтально расположенная рама с приводом для развальцовки. Вертикально рама с приводом перемещается также с помощью цепной передачи, а в поперечном направлении — с помощью рычага.
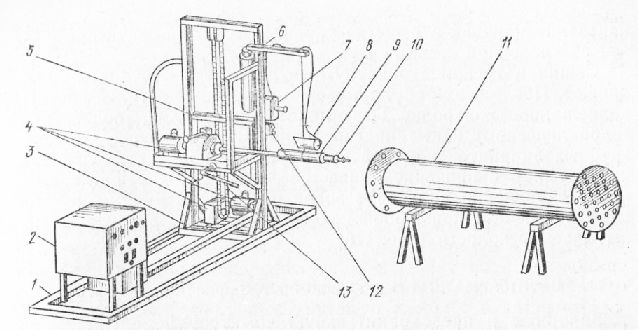
Управление приводами вертикального и горизонтального перемещений осуществляется с пульта-координатора, а управление и выбор режима работы привода развальцовки выполняют с выносного пульта, расположенного на защитном кожухе телескопического вала. Развальцовку труб в отверстиях трубных решеток выполняют инструментом, закрепляемым в головке, шарнирно соединенной с валом. При торцовке, подрезке и нарезании канавок в решетке управление мотор-редуктором ведут от кнопочной станции.
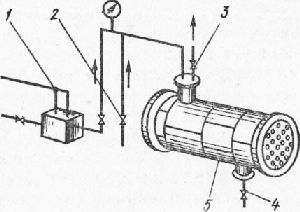
Свищи и трещины в корпусных деталях и обечайках заваривают. После всех работ по сварке корпусных деталей сосуды, подлежащие контролю Госгортехнадзора СССР, подвергают гидравлическому испытанию на прочность. Опрессовку кожухо-трубных аппаратов жесткой конструкции проводят со снятыми крышками и с проверкой качества вальцовки в решетках. Во время заполнения аппаратов водой перед испытаниями необходимо обеспечить при любой конструкции выход воздуха из испытываемой полости (рис. 3).
Навигация:
Главная → Все категории → Монтаж холодильных установок
Источник