Восстановление герметичности клапанов и замена втулок клапанов
Нарушение герметичности клапанов при правильных зазорах между стержнями клапанов и коромыслами, а также при исправной работе карбюратора и системы зажигания обнаруживается по характерным хлопкам из глушителя и карбюратора. Двигатель при этом работает с перебоями и не развивает полной мощности.
Восстановление герметичности клапанов осуществляйте притиркой рабочих фасок клапанов к их седлам. При наличии на рабочих фасках клапанов и седел раковин, кольцевых выработок или рисок, которые нельзя вывести притиркой, прошлифуйте фаски с последующей притиркой клапанов к седлам. Клапаны с покоробленными головками замените.
Фаски клапанов притирайте пневматической или электрической дрелью модели 2213, 2447 ГАРО или вручную при помощи коловорота. Притирку производите возвратно-вращательными движениями, при которых клапан проворачивается в одну сторону несколько больше, чем в другую. На время притирки под клапан установите отжимную пружину с небольшой упругостью. Внутренний диаметр пружины должен быть около 10 мм. Пружина должна несколько приподнимать клапан над седлом, а при легком нажатии клапан должен садиться на седло. Связь инструмента с клапаном осуществляется резиновым присосом, как показано на рис.68. Для лучшего сцепления присоса с клапаном их поверхности должны быть сухими и чистыми.
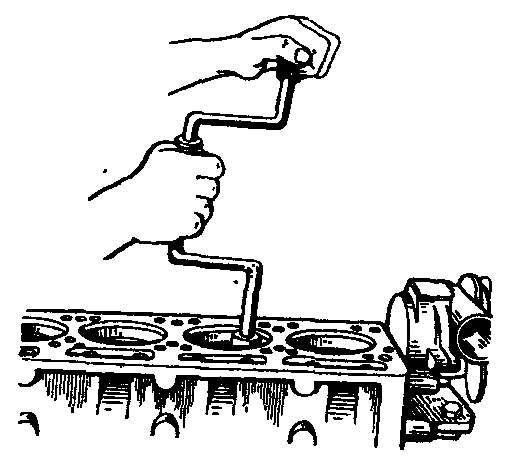
рис.68. Притирка клапанов
Для ускорения притирки используйте притирочную насту, составленную из одной части микропорошка марки М20 и двух частей моторного масла. Смесь перед применением тщательно перемешайте. Притирку ведите до появления на рабочих поверхностях седла и тарелки клапана равномерной матовой фаски по всей окружности. К концу притирки уменьшайте содержание микропорошка в притирочной пасте. Заканчивайте притирку на одном чистом масле. Вместо притирочной пасты можно использовать наждачный порошок № 00, смешанный с моторным маслом.
Для шлифовки рабочих фасок клапанов рекомендуется применять шлифовальные станки типа P-108 или ОПР-1841 ГАРО. При этом стержень клапана зажмите в центрирующем патроне бабки, устанавливаемой под углом 44°30′ к рабочей поверхности шлифовального камня. Уменьшение на 30′ угла наклона рабочей фаски головки клапана по сравнению с углом фаски седел ускоряет приработку и улучшает герметичность клапанов. При шлифовке снимайте с фаски головки клапана минимальное количество металла. Высота цилиндрического пояска рабочей фаски головки клапана после шлифовки должна быть не менее 0,7 мм, а соосность рабочей фаски относительно стержня в пределах 0,03 мм общих показаний индикатора. Биение стержня клапана-не более 0,02 мм. Клапаны с большим биением замените новыми. Не перешлифовывайте стержни клапана на меньший размер, так как возникнет необходимость в изготовлении новых сухариков тарелок клапанных пружин.
Фаски седел шлифуйте под углом 45° соосно отверстию во втулке. Ширина фаски должна быть 1,6-2,4 мм. Для шлифовки седел рекомендуется применять приспособление, изображенное на рис.69. Седло шлифуйте без притирочной пасты или масла до тех пор, пока камень не станет обрабатывать всю рабочую поверхность.
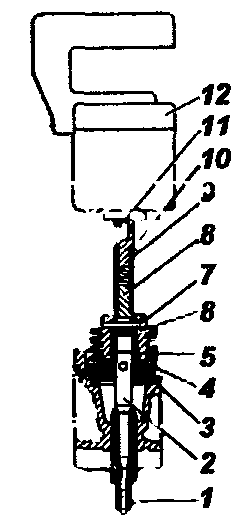
рис.69. Приспособление для шлифовки седел клапанов: 1-разрезная втулка; 2-оправка; 3-шлифовальный круг; 4-свинцовая шайба; 5-направляющая втулка; 6-корпус головки; 7-штифт; 8-поводок; 9-наконечник; 10-гибкий вал; 11-вал электродвигателя; 12-электродвигатель
После грубой обработки смените камень на мелкозернистый и произведите чистовую шлифовку седла. Биение фаски относительно оси отверстия втулки клапана не должно превышать 0,03 мм. Изношенные седла замените новыми. В запасные части поставляются седла клапанов, имеющие наружный диаметр больше номинального на 0,25 мм. Изношенные седла извлекайте из головки с помощью зенкера.
После извлечения седел расточите в головке гнезда для выпускного клапана до диаметра 38,75+0,025 мм и для впускного клапана до диаметра 49,25+0,025 мм. Перед запрессовкой седел нагрейте головку блока цилиндров до температуры 170°С, а седла охладите сухим льдом. Запрессовку производите быстро, не давая возможности седлам нагреться. Остывшая головка плотно охватывает седла. Для увеличения прочности посадки седел зачеканьте их по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем прошлифуйте до требуемых размеров и притрите.
Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливайте только после замены клапана и его втулки. В запасные части поставляются клапаны только номинальных размеров, а направляющие втулки-с внутренним диаметром, уменьшенным на 0,3 мм, для последующей их развертки под окончательный размер после запрессовки в головку блока цилиндров.
Запрессованные втулки развертывайте до диаметра 9+0,022 мм. Стержень впускного клапана имеет диаметр 9-0,075-0,050 мм, выпускного 9-0,095-0,075 мм следовательно, зазоры между стержнями впускного и выпускного клапанов и втулками должны быть соответственно равны 0,050-0,097 мм и 0,075-0,117 мм.
Изношенные направляющие втулки выпрессовывайте из головки блока цилиндров с помощью выколотки, показанной на рис.70.
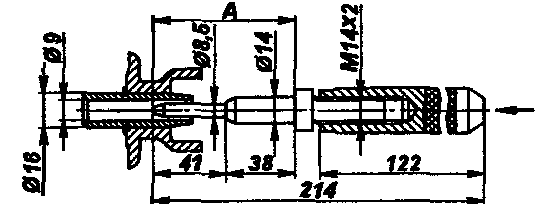
рис.70. Выколотка втулок клапанов: А-указанную поверхность закалите
Новую втулку запрессовывайте со стороны коромысел с помощью той же выколотки до упора в стопорное кольцо, имеющееся на втулке. При этом, как и при запрессовке седел клапанов, головку блока цилиндров нагрейте до температуры 170°С, а втулку охладите сухим льдом.
После замены втулок клапанов произведите шлифовку седел (центрируясь по отверстиям во втулках) и затем притрите к ним клапаны. После шлифовки седел и притирки клапанов все каналы и места, куда мог бы попасть абразив, тщательно промойте и продуйте сжатым воздухом.
Втулки клапанов-металлокерамические, пористые. После окончательной обработки и промывки пропитайте их маслом. Для этого в каждую втулку вставьте на несколько часов пропитанный в веретенном масле войлочный фитиль. Стержни клапанов перед сборкой смажьте тонким слоем смеси, приготовленной из семи частей масляного коллоиднографитного препарата и трех частей моторного масла.
Источник
UAZ 2206 проект Бухлобус › Logbook › Переборка УМЗ 4178

Итак, перебрав, наконец, свой двигатель решил написать обо всех нюансах данного мероприятия. Так как провел в поиске информации немало часов, надеюсь информация поможет кому-нибудь ускорить процесс и не делать лишних ошибок и покупок.
Начнем с того что открыв капот и увидев под ним знакомый образ карбюраторного движка радоваться рано. Вскрытие и подробный экскурс внутрь показал что только внешне они все одинаковые, а что находится внутри знает только владелец. Да и то, не всегда.)))
Так как под капотом моего бухлобуса был УМЗ 417, расскажу на примере этого мотора. С одной стороны самый распространенный, а с другой хрен на него чего найдешь. НО обо всем по порядку. Фото будут как мои так и взяты из интернета для наглядности.
ЦПГ.
Вроде все просто. На данном моторе установлены мокрые гильзы и поршни диаметром 92мм. Вскрытие показало что гильзы могут сидеть на стандартной уазовской широкой резинке или же, внимание, вообще без какого-либо уплотнения. С чем это связано никто не знает, но факт остается фактом и такие блоки попадались. Отличие от волговских гильз (402 мотор) как раз посадкой, на волге либо медное кольцо снизу, либо тонкое резиновое.


Установка гильз может и затруднить, так как резинки новые и при осаживании выталкивают гильзу обратно. В данном моторе гильзы базируются по верхнему поясу, поэтому вставляем гильзы без резинок и смотрим зазоры. Если все в норме, то обмазав герметиком резинки (можно и не мазать, но мне так спокойней) осаживаем гильзы уже на место на сколько это возможно. У нас они торчали порядка 0,1-0,2 мм. Далее берем прокладку ГБЦ (у нас к тому времени уже была от 402 мотора) и притягиваем постепенно ГБЦ. Оставляем так на сутки. На следующий день сняли ГБЦ и пролили блок. Все герметично. Через старые пальцы и шайбы зажали гильзы и продолжили сборку.
С поршнями все гораздо проще. На всех на них выбит номер 414. все они перекачевали со старичка УМЗ 414.
Кольца. Как оказалось большая проблема найти кольца с наборным маслосъемным кольцом. Но в одном магазине все же удалось. NRP.
Почему именно наборные, лично я считаю что они более надежные и менее требовательны к обкатке, а учитывая условия работы УАЗа.
Теперь о выборе в магазине. Точить гильзы или же менять дело выбора каждого конкретного мотора. Могу сказать одно. Все хвалят Костромские комплекты Поршневая Особого Назначения (ПОН), также есть более модный вариант black edition. Лично я себе купил поршневую комплектом УМЗ, внутри я обнаружил как раз костромские поршни black edition. Разница в цене 1,5-2 раза. Смысла платить больше я не вижу.



Собирая не перепутайте крышки шатунов, могут не подходить и зажимать, выступ на крышке, надпись на шатуне и надпись на поршне смотрят вперед. Ну и замки вкладышей само собой получаются с одной стороны.
Коленвал.
Тут писать особо нечего, у кого сальник, у кого набивка, обратить внимание хочу лишь на пробки. Их придется выкручивать для чистки. В магазине могут попасться пластиковые, так вот их не стоит брать ни при каких обстоятельствах. Они выкручиваются. Об этом в красках расскажет товарищ mee70
Вскрывая крышки коленвала 2 и 3 одинаковые, поэтому их нужно пометить. Замки вкладышей с одной стороны!
Распредвал.
Так вышло что и распредвал нам тоже пришлось покупать новый. На просторах сети все говорят о том что они могут быть чугунными или стальными. Так вот стальные это очень и очень старый вариант и найти двигатель со стальным РВ довольно непросто. На 417 мотор завод ставит РВ с цифрами 4216. При установке шестерни ее придется несколько раз снимать и одевать обратно. Как мы не пытались все померить. сразу не получилось. Есть такая деталь как втулка РВ, она обеспечивает зазор между шестерней и крепящим фланцем, Так вот подобрать даже из нового не получится, замеры и притирка на ровной поверхности.

Зазор 0,1-0,2мм по мануалу.
Прокладки.
Вроде мелочь, но найти набор подходящий для двигателя полностью невозможно. Выход: набираем сами.
Первое это нужно определиться какой блок. Конкретней какая помпа. Старого образца крепится на ГБЦ и совмещена с термостатом. Нового разделена и имеет номера 421.


Как поступили мы: маленький набор паранитовых прокладок для 421 мотора, около 50 рублей, отличия от 417 набора наличием прокладки под помпу

Прокладка ГБЦ отдельно именно для 417 мотора, как оказалось тоже не везде найдешь. 402 перекрывает отверстия рубашки, а 24 с треугольными вырезами, слаба и ее быстро прорывает. (Возможно совпадение, но у нас именно так). Прокладки клапанной крышки и поддона, что можно о них сказасть. Спорили старики о пробке и резинопробке. 21 век на дворе, забудьте о наборных прокладках, они ссутся, силиконовые от 4216 мотора.

Ну и отдельно прокладки крышек толкателей. Все прокладки (Кроме ГБЦ) находятся в отделах для волги и газели. Сальники и набивки тут уже каждый на свой вкус.
Теперь самое интересное ГБЦ.
Независимо от того какой у вас мотор ГБЦ может стоять любая. Самая современная 421 или еще с квадратными окнами 414.
Начну по порядку.
Первое что у вас спрашивают в магазине это форма окон. Если впуск круглый варианты сужаются 421, 402, 417.
Дальше они отличаются только диаметром клапанов: 417 впуск 47мм, выпуск 36мм!
402 и 421 впуск 47мм, выпуск 39мм! Во всех магазинах и на сайте ЧАМЗ комплекты клапанов на 417 голову идут с выпуском 39. Поэтому при замене покупать придется отдельно впуск от 402 мотора, благо есть почти везде и выпуск от двигателей ГАЗ 24, ГАЗ 53 и ГАЗ 66, с размерностью 9х36мм. Встречал наборы на мотор газ24, но там впускные клапана 44мм, сто тоже нам не подходит.


Направляющие втулки клапанов. На волговских нет стопорных колец на 4 втулках, а диаметр идентичен. можно найти именно на 417 мотор, при запрессовке выпуск не до кольца, в противном случае клапан упрется во втулку если седла сильно просажены. И если менять втулки, то тут уже не обойтись без развертки и шарошек. Седла придется подгонять.


Пружины.
В мире все эти ГБЦ попадаются двух видов как с одной пружиной на клапан, так и с двумя. Раз полезли перебирать ГБЦ обращаем на них внимание. В нашем случае было по одной пружине и рассухаривались они руками. Поиски по магазинам результатов не дали, зато был куплен комплект от 402 головы тарелки и по две пружины на клапан. Думаю это оптимальное решение.

Так же при ремонте не надо жадничать и купите рассухариватель и оправки для колпачков и втулок, все вместе это меньше 300 рублей, зато как упрощает процесс. Высота ГБЦ измеряется от нижней плоскости до плоскости клапанной крышки и составляет 94.6мм под 92 бензин и 98 по 76. соответственно и штанги толкателей под 92 бензин 283 мм, под 76- 287мм соответственно, но это же УАЗ, в своем, например, я не обнаружил ни одной штанги таких размеров, все были около 285. А если менять то есть смысл на нового образца все от того же 4216 мотора.

И последнее по ГБЦ есть в ней такая деталь как водораспределительная трубка, она же сабля. Так вот необходима та деталь только на двигателях с помпой на ГБЦ, в остальных случаях она удаляется.

Ну и немного об очистке двигателя. Как ни странно лучшего результата добились при помощи бытовой химии. Шуманит и струя воды. Даже бензин не берет эту копоть.
Надеюсь кому-нибудь это будет полезным!
Источник