Ремонт основных деталей судовых двигателей внутреннего сгорания
Ремонт пораженных коррозией нерабочих поверхностей втулок цилиндров состоит в их очистке и окраске суриком. Значительное разъедание втулок, раковины и свищи часто устраняют электрометаллизацией.
На рис. 108 показано восстановление посадочных поясков втулок цилиндров с помощью эпоксидных смол. Выпрессованную из блока втулку тщательно очищают. В канавку укладывают с натягом специальное кольцо 3 квадратного сечения, точно соответствующее размерам канавки; кольцо покрыто бумагой 1. Подготовленную для восстановления поверхность покрывают эпоксидным составом, в который добавлены соответствующие компоненты, и наносят состав на восстанавливаемый участок. Накладывают бумагу 1 и надевают стяжной хомут 2 из полосовой стали толщиной 0,5—1,0 мм с таким расчетом, чтобы он плотно обтянул втулку с резиновым кольцом. Установив хомут, уплотняют состав стальной пластиной.
Ремонт втулок цилиндров при наличии задиров и царапин глубиной до 0,5 мм производят зачисткой их острых кромок шабером или шлифовальной машиной с наждачным кругом, а более глубокие дефекты устраняют расточкой; наработки устраняют этими же методами. После ремонта цилиндр и втулку испытывают гидравлическим давлением; величина давления принимается по таблице гидравлических испытаний.
Основными дефектами крышек цилиндров являются обгорание со стороны камеры сгорания при соприкосновении с горячими газами и разъедание со стороны полости охлаждения, а также появление трещин, обычно в перемычках между отверстиями для клапанов.
Обгоревшие места стальных крышек очищают до чистого металла, наплавляют электросваркой, отжигают и обрабатывают наплавленное место по шаблону, изготовленному из листовой стали. Этим же шаблоном пользуются для определения степени обгорания, прикладывая шаблон к дефектному месту и щупом замеряя зазор между ним и поверхностью обгоревшего места. Чугунные крышки с обгоревшими днищами заменяют новыми. Стальные крышки, имеющие трещины, ремонтируют электросваркой, чугунные — постановкой стяжек и ввертышей.
На рис. 109, а показана постановка ввертышей 3 по описанному выше способу, а на рис. 109, б — форма разделки паза 2 для вкладыша 4. Паз разделывают перпендикулярно к трещине 1; форма вкладыша соответствует форме паза, длина же вкладыша меньше длины паза на 1,0—1,5 мм. Перед постановкой вкладыш нагревают до 830—900° С, а трещину заполняют чугунной замазкой (25 частей мелких чугунных опилок, одна часть нашатыря и одна часть серного цвета). Нагретый вкладыш устанавливают в паз; остывая, вкладыш будет стягивать трещину. Нарушение форм гнезд для клапанов из-за нагара, обгорания или наклепа устраняют механической обработкой с последующей притиркой при сборке клапанов.
Центрирующий бурт крышки цилиндра может иметь забоины; их зачищают шабером, а при значительной глубине крышку заменяют новой. При прогорании бурта вследствие пропуска из-под него выпускных газов крышку бракуют. После устранения дефектов крышку цилиндра испытывают гидравлическим давлением на прочность.
Характерными дефектами вкладышей подшипников, залитых баббитом, являются: износ рабочих поверхностей, растрескивание, выкрашивание и отставание баббита, задиры, риски и выплавление баббита. Износ вкладышей подшипников выражается в увеличении масляного зазора, что приводит к ускорению износа трущихся пар при дальнейшей эксплуатации двигателя. Если величина зазора превышает допустимую, прибегают к уменьшению зазора, регулируя набор прокладок в разъемах вкладышей (подтяжка подшипников). В случае невозможности регулировать зазоры прокладками, а также при появлении многочисленных трещин, отставания и выкрашивания баббита вкладыши перезаливают. Незначительные дефекты на рабочей поверхности устраняют подпайкой и зачисткой дефектных мест. Перезаливку вкладышей выполняет специалист-заливщик. После перезаливки вкладыша обрубают наплывы баббита, шабрят разъемы вкладыша, изготовляют временные прокладки в разъем, собирают обе половины вкладышей в хомут и передают на расточку. После расточки спинки вкладышей пригоняют по гнездам; при сборке двигателя рабочие поверхности вкладышей пришабривают по шейкам коленчатого вала. Вкладыши, залитые свинцовистой бронзой, не ремонтируют, а заменяют новыми. В случае необходимости замены хотя бы одного вкладыша заменяют весь комплект вкладышей на двигателе. Установка прокладок в разъеме вкладышей не допускается.
Дефектами коленчатых валов являются: износ шеек, задиры, риски, трещины на шейках и щеках, скручивание и изгиб вала, нарушение формы и увеличение диаметра отверстий для соединительных болтов фланцев, ослабление. посадки шеек в щеках у составных валов, поломки валов.
Источник
Ремонт втулки цилиндров дизеля. Дизель Д49.
Цилиндровые втулки подвесного типа в отличие от втулок, опирающихся на блок, позволяют получить ряд преимуществ: силы давления газа не отрывают крышку от втулки; повышается приспособляемость поршня к втулке в процессе совместной работы и деформации; сборка втулки производится вне дизеля, что обеспечивает ее высокое качество. Цилиндровая втулка имеет рубашку из стали, что позволяет производить опрессовку крышки вместе с втулкой вне блока. Втулка изготовляется из хромомолибденового чугуна, обладающего высокой износостойкостью и необходимыми антифрикционными свойствами. Резиновые уплотнения не соприкасаются с поверхностями втулки, что не вызывает их повышенного нагрева.
К крышке втулка крепится шпильками. Стык между ними уплотнен стальной прокладкой, покрытой гальваническим путем слоем меди толщиной 0,03÷0,04 мм, которая при затяжке врезается в выступы на сопрягаемых поверхностях. В дизеле применен газовый стык замкнутого типа, что позволило увеличить сопротивление сдвигу в радиальном направлении в 3 раза по сравнению со старой конструкцией. С внешней стороны втулки покрыты теплоизолирующим слоем, а их бурты уплотнены снизу паронитовыми прокладками, а сверху – резиновыми кольцами.
Неисправности: износ зеркала втулки.Зеркала втулки по высоте и окружности изнашиваются неравномерно. По высоте наибольшему износу подвержена зона камеры сгорания. Причинами этого являются плохие
условия работы первого компрессионного кольца, при которых увеличивается давление на стенку газов, попадающих между кольцом и ручьем поршня. Согласно проведенным исследованиям на первое кольцо действует 75 % давления газов, на второе – 17 % и на третье – 8 %. Преждевременный износ зеркала втулки происходит из-за неудовлетворительной фильтрации воздуха, плохого качества масла, смывания масла несгоревшим топливом, быстрого нагружения непрогретого дизеля.
Неравномерный износ по окружности происходит по причине действия нормальной силы от поршня на стенку втулки. В связи с этим наибольший износ происходит в плоскости, перпендикулярной оси коленчатого вала. Неравномерный износ втулки по длине и окружности вызывает конусность и овальность ее зеркала. Выявление искажений геометрических размеров производится индикаторным нутромером (технология замеров подробно изложена в лабораторных работах [6]). При ремонте ТР-3 овальность рабочей поверхности допускается не более 0,08 мм. Износ можно восстановить хромированием, осталиванием или напылением.
Группой специалистов СКБД «Техплазма» была разработана технология плазменного напыления (металлизации) с одновременным упрочнением рабочей поверхности втулок. Плазменную струю получают нагревом плазмообразующего газа в электрической дуге, горящей в закрытом пространстве. Эти устройства называются плазматронами или плазменными горелками. Плазматрон (рис. 7.5) состоит из охлаждаемого водой катода 1 и анода 4 (сопла). Катод изготовляют обычно из лантинированного вольфрама, а анод – из меди. Катод и анод изолированы друг от друга прокладкой из изоляционного материала. Для получения плазменной струи между катодом и анодом возбуждают электрическую дугу от источника постоянного тока напряжением 80–100 В. Электрическая дуга нагревает подаваемый в плазматрон газ до температуры образования плазмы, т. е. до такого состояния, когда газ становится электропроводным. В поток газа вводится материал, который расплавляется и выносится на поверхность детали. Температура плазменной струи в зависимости от величины тока дуги и расхода газа достигает 10000–30000 °С, а скорость истечения 1000–1500 м/с. В качестве газов используют аргон и азот.
Аргонная плазма имеет более высокую температуру, чем азотная, но последняя имеет более высокое теплосодержание и меньшую стоимость. Исходный материал подается в плазматрон в виде порошка, проволоки, прутка или гибкого шнура. Наиболее приемлемым является порошок с размерами частиц от 20 до 150 мкм. Порошковый питатель определяет расход порошка и, следовательно, производительность процесса напыления. Расход порошка регулируется в пределах от 5 до 12 кг/ч. Попадая в плазменную струю, порошок расплавляется и приобретает скорость 150–200 м/с. Наибольшей скорости он достигает на расстоянии 50–80 мм от среза сопла плазматрона и зависит от размера частиц, величины тока дуги и расхода газа. Процесс плазменной металлизации имеет высокую производительность и может быть автоматизирован.
В настоящее время промышленностью выпускаются серийно установки типа УПУ-3Д и УПУ-8, в комплект которых входят плазматрон, порошковый питатель, шкаф и пульт управления.
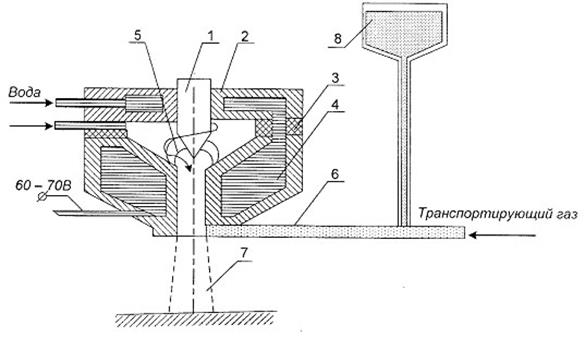
Рис. 7.5. Схема плазматрона: 1 – катод; 2 – рубашка для охлаждения катода; 3 – изоляционная прокладка; 4 – сопло плазматрона (анод); 5 – электрическая дуга;
6 – трубка для подачи порошка; 7 – плазменная струя; 8 – порошковый питатель
Подготовка поверхности заключается в следующем: очистке поверхности, удалении слоя поврежденного металла точением или грубой шлифовкой; создании шероховатости путем обработки поверхности кварцевым песком, корундом, карбидом кремния или металлической крошкой марки ДЧК № 1,0 или № 1,5. Сжатый воздух, используемый для обработки, должен быть очищен от влаги и масла. Перерыв между обработкой и напылением не должен превышать 2 ч. При нанесении покрытий толщиной свыше 1,0 мм возможно использовать нарезание «рваной» резьбы с параметрами: шаг 0,2–0,3 мм, глубина 0,20–0,35 мм. Поверхность, не подлежащая напылению, должна быть защищена специальным экраном из медного листа или защитной пастой.
Перед нанесением металла поверхность следует обезжирить растворителем. Напыляемую поверхность подогревают до температуры 150–180 °С плазменной струей без подачи порошка для удаления адсорбированной влаги. Включают подачу порошка и напыляют подслой толщиной 0,1–0,15 мм и затем – основной слой. В качестве металла используют порошки, обладающие износостойкостью, коррозионной стойкостью и жаропрочностью. К ним относятся ПН85Ю15, ПН70Ю30, ПР – Н80Х13С2Р и др.
После напыления производят механическую обработку шлифованием карборундовым или алмазным инструментом зернистостью 46–60 при обильном охлаждении. Последней операцией при восстановлении втулок должно быть хонингование тонкими брусками для придания минимальной шероховатости. Для снижения износа поршневых колец целесообразно применять твердую смазку, которая наносится на поверхность втулки.
Преимуществом плазменного восстановления является высокая маслоемкость нанесенного слоя вследствие его пористости, локальность обработки, незначительные температурные деформации детали и большая производительность.
Проведенные испытания восстановленных втулок показали их высокую износостойкость, позволяющую повысить ресурс до 1 млн. км.
Задир зеркала втулки.Причины задира: отсутствие или недостаток смазки на стенках поршня и втулки; выгорание смазки из-за низкого ее качества или высокой температуры стенки; прорыв газов через кольца; попадание топлива на стенку втулки; нарушение температурного режима работы дизеля (при температуре воды выше 95 °С), которое приводит к быстрому нагреву поршня и, как следствие, – к уменьшению зазора между поршнем и втулкой, повышению удельного давления и схватыванию металла; деформации стенок втулки и поршня, что приводит к увеличению удельных нагрузок и к схватыванию металла. Задир выявляется визуально, при появлении рисок шириной более 1,5 мм и глубиной более 0,5 мм втулка бракуется.
Трещины.Трещины носят коррозийно-усталостный характер. Коррозия и эрозия обусловливаются циркуляцией охлаждающей воды. Поверхностное коррозийное разрушение металла рубашки приводит к снижению ее усталостной прочности. Поэтому рационально применение современных эффективных методов упрочнения рубашек, как например, обкатывание роликом или дробеструйная обработка в сочетании с защитой металла от коррозии специальными защитными покрытиями. Трещины выявляются опрессовкой водой температурой 75÷85 °С, давлением 0,3 МПа. При наличии трещин, коррозии более 50 % на наружной поверхности втулка и рубашка бракуются.
Потеря герметичности рубашки.Причинами этой неисправности являются: увеличение температуры воды более 95 °С; частые запуски и остановки дизеля, так как в момент остановки температура частей втулки разная, а через шесть минут становится одинаковой; резкий сброс нагрузки с 15-й позиции на нулевую, что приводит к быстрому уменьшению температуры стенки (за 35÷40 с она падает на 90 °С). При медленном наборе и сбросе позиций скорость изменения температуры падает в 3 раза. Герметичность проверяется опрессовкой втулки водой, при ее нарушении производят перепрессовку рубашки с заменой резиновых уплотнений.
Кратко отметимдопускаемые дефекты втулки цилиндров дизеля ПД1при производстве ремонта ТР-3. Втулки подлежат замене, если имеют следующие неисправности: износ рабочей поверхности более допустимого размера (диаметр более 318,10 мм, овальность более 0,20 мм), коррозию стенок более 50 %, глубокие риски и подплавление металла на рабочей поверхности (допускаются риски и мелкие задиры глубиной не более 0,5 мм и общей площадью не более 50 мм 2 ). Наработок верхней части втулки от работы поршневого кольца более 0,15 мм следует зачистить до плавного перехода. Осматривается бурт втулки и качество его прилегания к блоку дизеля. Притирочный поясок должен быть непрерывным и шириной не менее 2 мм. При необходимости бурт пришабривается по гнезду блока.
Дата добавления: 2015-10-19 ; просмотров: 5225 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Ремонт втулки цилиндра судового дизеля
Неисправности втулок цилиндров и способы их устранения
Трещины на втулке цилиндра.
Причины: чрезмерные механические напряжения, резкое охлаждение вследствие дефектов литья или структуры металла.
Способы устранения: трещины на зеркале цилиндра в исключительных случаях удалить разделкой (см. рис.); сквозные трещины в нижней части втулки заделать сшивкой, стяжками или хомутами; галтели опорных буртов с трещинами проточить (для наращивания металла использовать электродуговую наплавку).
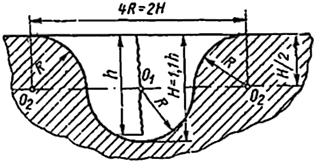
Примечания: При проведенном висключительных случаях ремонте втулку подвергают гидравлическому испытанию со стороны огня на 1/3 длины втулки на давление 1,5 Рmax, со стороны воды — на давление не менее 0,68 МПа.
Откалывание верхнего посадочного бурта втулки цилиндра.
Причины: перекос втулки в блоке из-за низкой точности обработки, коррозии, попадания загрязнений под посадочную поверхность; несоответствие материала втулок; отсутствие галтели в переходе опорного бурта вследствие чрезмерных сил при затяжке крышек цилиндров; свободное колебательное перемещение втулок в нижнем опорном бурту, неравномерное охлаждение.
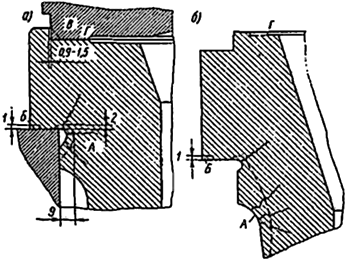
Способы устранения: точно обработать посадочные места втулки и блока, тщательно зачистить посадочные места перед постановкой, равномерно затянуть крышки цилиндра, индивидуально подогнать втулки к блоку, выбрать место перехода тела втулки в опорный бурт по радиусу (участок А на рис. а, б, в), изменить плечо опорной поверхности крышек на втулку и втулки на блок удалением металла (штрихпунктирные участки АБВГ) или переносом опорного бурта из плоскости Д в плоскость Е; проточить галтель и наплавить чугун по специальной технологии.
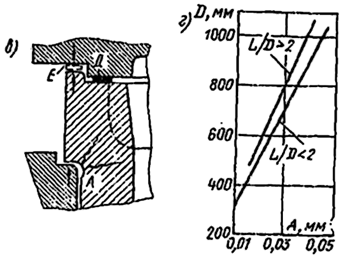
Примечания: Отклонение от перпендикулярности поверхности верхнего посадочного бурта оси втулки допускают не более, чем указано на чертежах и на рис. г в зависимости от отношения длины L втулки к ее диаметру D.
Износ и повреждение втулки цилиндров со стороны охлаждения.
Причины: Вибрационное разрушение от ударов поршня о втулку при перекладке, коррозия от действия охлаждающей воды; покрытие поверхности смазочным материалом.
Способы устранения: Язвенные разъедания заделать пластмассой, зачистить, произвести обработку охлаждающей воды хроматощелочной присадкой, уменьшить зазор между втулкой и поршнем для снижения силы удара при перекладке, использовать более стойкие материалы для покрытия.
Примечания: Если глубина кратеров разрушения достигает 10% толщины стенки втулки, необходимо произвести гидравлическое испытание втулок. Необходимо проверить состояние и зазоры в посадочных буртах и диаметры уплотнительных колец.
Повреждение резиновых уплотнительных колец втулок.
Причины: Высыхание, разрывы вследствие вибрационных колебаний и нарушения охлаждения, низкого качества материала колец; соприкосновение колец с острыми кромками или с кратерами, получившимися вследствие коррозии посадочных гнезд под кольца.
Способы устранения: Поднять и осмотреть втулки, восстановить канавки кольца проточкой, заполнить пластмассой кратеры, подобрать новые бесшовные кольца необходимого диаметра из маслостойкой и высокотемпературостойкой эластичной резины.
Примечания: Внутренний диаметр новых колец должен быть меньше на 5% диаметра выточки под кольцо. Наружный диаметр колец должен быть больше диаметра опорной поверхности блока на 20 — 25% толщины кольца.
Чрезмерный или неравномерный износ зеркала втулки цилиндра.
Причины: Низкое качество или несоответствие материалов, топлива и масла; попадание воздуха с высоким содержанием абразивных примесей; нарушение центровки движения, монтажных зазоров, подачи топлива в цилиндр, системы охлаждения; коррозия; наличие статического электричества и вибрации; большое число пусков, низкий уровень обслуживания и ремонтов.
Способы устранения: Расточить и отшлифовать цилиндровые втулки до размера ремонтного диаметра втулок поршней; применить хромовые гальванические покрытия, металлизацию, плазменную наплавку с последующим гидравлическим испытанием со стороны воды и огня; заменить поршни, поршневые кольца; твердость поршневых колец должна быть примерно на НВ 20 ниже, чем твердость втулки цилиндра.
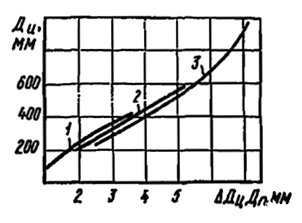
Примечания: Предельно допустимые зазоры между тронком поршня и цилиндром (Δ — Dц— Dп) представлены на рисунке, где кривые 1 — 3 даны для дизелей с частотой вращения (с -1 ) соответственно 8,33; 2,5-8,33; 2,5.
Заедания поршня в цилиндре.
Причины: Отклонение размеров деталей ЦПГ от допустимых; нарушение системы смазывания, охлаждения; попадание кусочков кокса, поломанных колец между поршнем и цилиндром; прорыв газов из камеры сгорания и «сдувание» масляной пленки; неправильная сборка ЦПГ и центровка; вибрационные колебания и температурное расширение острых кромок выпускных окон.
Способы устранения: Осмотреть, провести дефектоскопию, необходимую обработку, проверить геометрические размеры, провести гидравлические испытания втулки и поршня со стороны воды и огня.
Примечания: Допустимое отклонение от цилиндричности втулки δ = 0,00082 D+0,37 мм для D=550÷600 мм; δ = 0,0021 D — 0,3 мм для D>600 мм.
Микрозадиры или микроизносы зеркала цилиндра.
Причины: Попадание воды со смазочным маслом; недостаточное количество масла; окисление масляной пленки кислородом свежего заряда и продуктами сгорания и ее разрыв; несоответствие сортов применяемых масел и применение высокосернистого топлива; нарушение системы охлаждения и центровки движения.
Способы устранения: Проверить и устранить причины возникновения дефекта, проконтролировать качество и соответствие смазочного материала, увеличить его количество.
Примечания: Способ измерения микрозадиров еще не найден.
Задиры зеркала втулки цилиндра.
Причины: Использование несоответствующего металла, смазочного материала; несоответствие геометрических размеров, шероховатости поверхности, режимов обработки; наличие острых кромок у поршневых колец, отслаивание покрытия поршневых колец поршня, деформация втулки вследствие тепловых или механических нагрузок; закоксовывание поршневых колец; недостаток смазочного материала и разрыв масляной пленки из-за попадания кокса. механических частиц или абразивов; смывание топливом смазочного материала, окисляемость поверхностей.
Способы устранения: Склонность к задирам можно уменьшить путем применения высококачественных масел с повышенными антизадирными свойствами, увеличением маслоемкости поверхностей трения благодаря обеспечению их оптимальной микрогеометрии и применению пористых материалов; не допускать отклонений форм деталей, в частности обеспечить точные геометрические размеры деталей ЦПГ; применять специальные покрытия (молибденирование, сульфоцианирование, фосфатирование, лужение, омеднение, сульфицирование, графитирование и т. п.); изготовлять детали из стойких к задирам материалов.
Примечания: Финишную обработку зеркала следует вести при определенной шероховатости, нужно создавать возможно большую опорную поверхность при обязательном наличии на обрабатываемой поверхности сетки углублений (микровпадин) для образования масляных карманов, обеспечивающих высокую маслоемкость поверхности трения.
Натиры на зеркале втулки цилиндра в районе выпускных окон.
Причины: Коробление втулки около перемычек окон вследствие перегрева; перекос поршня, нарушения пленки, смазочного материала.
Способы устранения: Проверить зазоры между поршнем м цилиндром; в районе выпускных окон произвести эксцентрическую расточку втулки цилиндра диаметром большим, чем основной (см. рис.).
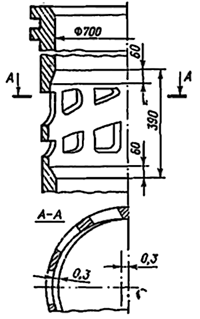
Примечания: На некоторых дизелях отклонение от концентричности достигает 0,3 — 0,5 %.
Причины: Действие неравномерных монтажных сил, ударных импульсов во время работы; неравномерное температурное воздействие.
Способы устранения: Выпрессовать втулки; обмерить посадочные пояса и опорные бурты втулки и блока; проверить и заменить уплотнительные кольца; восстановить посадочные бурты.
Примечания: Требования к посадочным буртам приведены в конструктивных особенностях. Допустимо изменение системы охлаждения зарубашечного пространства для равномерного охлаждения втулки.
Наработок на зеркале цилиндра.
Причины: Отсутствие закруглений на кромках поршневых колец; образование нагара на поршнях и кольцах из-за плохого сгорания топлива, низкого качества и обилия смазочного материала.
Способы устранения: Проверить распыл форсунок, отрегулировать подачу смазочного материала для цилиндров; снять острую фаску с верхнего поршневого кольца.
Примечания: Форму поршневых компрессионных колец определяет дизелестроительный завод.
Ступенчатая выработка в зоне остановки верхнего поршневого кольца в ВМТ.
Причины: Естественное изнашивание; неудовлетворительное смазывание зеркала цилиндра; несоответствие металла колец и втулки; низкое качество распыла и сгорания топлива.
Способы устранения: Восстановить выработанный лоясок вместе со всей рабочей поверхностью втулки плазменным напылением, наплавкой или хромированием.
Примечания: Перед восстановлением проводят ультразвуковую дефектоскопию на отсутствие трещин и гидравлическое испытание.
Выкрашивание азотированного слоя, появление цветов побежалости и коррозии, наволакивание металла.
Причины: Перегрев вследствие заедания поршня в цилиндре.
Способы устранения: Шлифовать, хонинговать втулки цилиндра под ремонтный размер.
Примечания: Параметр шероховатости поверхности, отклонение от круглости и продольного сечения не должны превышать номинальных допусков.
Кавитационное выкрашивание металла опорного бурта перпендикулярно опорной поверхности.
Причины: Пульсирующее воздействие воды, водяных паров и воздуха с высокими температурой и давлением через относительно малый зазор вследствие отвода охлаждающей воды ниже опорного бурта.
Способы устранения: Установить резиновое уплотнительное кольцо, проточить по радиусу поврежденный участок или снять нижний слой опорного бурта и установить проставочное кольцо; сместить центр опоры крышки, проточив опорную поверхность под крышку на втулке; уменьшить плечо с опорным буртом.
Примечания: При установке резиновых колец необходимо проверить, соответствует ли теплостойкость резины температуре канавки.
Откалывание кромок продувочных и выпускных окон.
Причины: Задевание кромок поршневых колец за кромки окон, деформация втулки; попадание посторонних предметов или кусочков поломанных поршневых колец.
Способы устранения: Строго соблюдать размеры кромок окон.
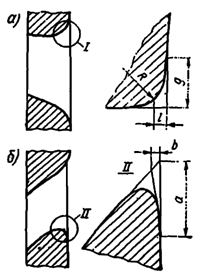
Примечания: Схема закругления кромок окон показана на рис. а для выпускных окон, на б — для продувочных окон.
Размеры кромок окон во втулках цилиндров для некоторых тихоходных судовых дизелей должны быть (см. рис.) а≥15÷20; в 2÷3, g≥10÷20; l≥1÷3;
Обрыв втулки цилиндра.
Причины: Дефекты металла: неправильная центровка и обжатие.
Способы устранения: При каждом подъеме втулок проводить дефектоскопию, особенно верхнего посадочного бурта; при необходимости проточить бурт до чистого металла.
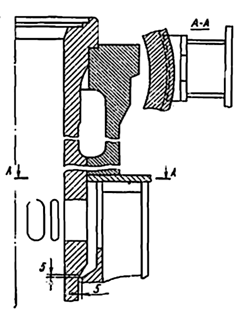
Примечания: Для некоторых дизелей типа ДКРН предусмотрено страхующее устройство на случай обрыва втулки (см. рис.).
Чрезмерная коррозия наружной поверхности втулки цилиндра.
Причины: Низкое качество воды для охлаждения дизеля; резкая смена температуры при переменных режимах; отсутствие или неисправность протекторов при охлаждении забортной водой.
Способы устранения: Очистить втулку с помощью химических средств при значительном разъедании, произвести поверочный расчет втулки на прочность; допускается антикоррозионное покрытие втулки.
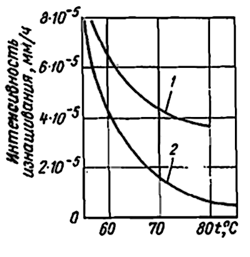
Примечания: При глубине коррозии более 20% толщины стенки необходимо провести гидравлическое испытание со стороны огня. Зависимость интенсивности изнашивания втулки цилиндра от температуры охлаждения воды показана на рис.: 1, 2 — соответственно для двухтактных и четырехтактных дизелей.
Источник