Ремонт основных деталей судовых двигателей внутреннего сгорания
Ремонт пораженных коррозией нерабочих поверхностей втулок цилиндров состоит в их очистке и окраске суриком. Значительное разъедание втулок, раковины и свищи часто устраняют электрометаллизацией.
На рис. 108 показано восстановление посадочных поясков втулок цилиндров с помощью эпоксидных смол. Выпрессованную из блока втулку тщательно очищают. В канавку укладывают с натягом специальное кольцо 3 квадратного сечения, точно соответствующее размерам канавки; кольцо покрыто бумагой 1. Подготовленную для восстановления поверхность покрывают эпоксидным составом, в который добавлены соответствующие компоненты, и наносят состав на восстанавливаемый участок. Накладывают бумагу 1 и надевают стяжной хомут 2 из полосовой стали толщиной 0,5—1,0 мм с таким расчетом, чтобы он плотно обтянул втулку с резиновым кольцом. Установив хомут, уплотняют состав стальной пластиной.
Ремонт втулок цилиндров при наличии задиров и царапин глубиной до 0,5 мм производят зачисткой их острых кромок шабером или шлифовальной машиной с наждачным кругом, а более глубокие дефекты устраняют расточкой; наработки устраняют этими же методами. После ремонта цилиндр и втулку испытывают гидравлическим давлением; величина давления принимается по таблице гидравлических испытаний.
Основными дефектами крышек цилиндров являются обгорание со стороны камеры сгорания при соприкосновении с горячими газами и разъедание со стороны полости охлаждения, а также появление трещин, обычно в перемычках между отверстиями для клапанов.
Обгоревшие места стальных крышек очищают до чистого металла, наплавляют электросваркой, отжигают и обрабатывают наплавленное место по шаблону, изготовленному из листовой стали. Этим же шаблоном пользуются для определения степени обгорания, прикладывая шаблон к дефектному месту и щупом замеряя зазор между ним и поверхностью обгоревшего места. Чугунные крышки с обгоревшими днищами заменяют новыми. Стальные крышки, имеющие трещины, ремонтируют электросваркой, чугунные — постановкой стяжек и ввертышей.
На рис. 109, а показана постановка ввертышей 3 по описанному выше способу, а на рис. 109, б — форма разделки паза 2 для вкладыша 4. Паз разделывают перпендикулярно к трещине 1; форма вкладыша соответствует форме паза, длина же вкладыша меньше длины паза на 1,0—1,5 мм. Перед постановкой вкладыш нагревают до 830—900° С, а трещину заполняют чугунной замазкой (25 частей мелких чугунных опилок, одна часть нашатыря и одна часть серного цвета). Нагретый вкладыш устанавливают в паз; остывая, вкладыш будет стягивать трещину. Нарушение форм гнезд для клапанов из-за нагара, обгорания или наклепа устраняют механической обработкой с последующей притиркой при сборке клапанов.
Центрирующий бурт крышки цилиндра может иметь забоины; их зачищают шабером, а при значительной глубине крышку заменяют новой. При прогорании бурта вследствие пропуска из-под него выпускных газов крышку бракуют. После устранения дефектов крышку цилиндра испытывают гидравлическим давлением на прочность.
Характерными дефектами вкладышей подшипников, залитых баббитом, являются: износ рабочих поверхностей, растрескивание, выкрашивание и отставание баббита, задиры, риски и выплавление баббита. Износ вкладышей подшипников выражается в увеличении масляного зазора, что приводит к ускорению износа трущихся пар при дальнейшей эксплуатации двигателя. Если величина зазора превышает допустимую, прибегают к уменьшению зазора, регулируя набор прокладок в разъемах вкладышей (подтяжка подшипников). В случае невозможности регулировать зазоры прокладками, а также при появлении многочисленных трещин, отставания и выкрашивания баббита вкладыши перезаливают. Незначительные дефекты на рабочей поверхности устраняют подпайкой и зачисткой дефектных мест. Перезаливку вкладышей выполняет специалист-заливщик. После перезаливки вкладыша обрубают наплывы баббита, шабрят разъемы вкладыша, изготовляют временные прокладки в разъем, собирают обе половины вкладышей в хомут и передают на расточку. После расточки спинки вкладышей пригоняют по гнездам; при сборке двигателя рабочие поверхности вкладышей пришабривают по шейкам коленчатого вала. Вкладыши, залитые свинцовистой бронзой, не ремонтируют, а заменяют новыми. В случае необходимости замены хотя бы одного вкладыша заменяют весь комплект вкладышей на двигателе. Установка прокладок в разъеме вкладышей не допускается.
Дефектами коленчатых валов являются: износ шеек, задиры, риски, трещины на шейках и щеках, скручивание и изгиб вала, нарушение формы и увеличение диаметра отверстий для соединительных болтов фланцев, ослабление. посадки шеек в щеках у составных валов, поломки валов.
Источник
Ремонт втулки цилиндров дизеля. Дизель Д49.
Цилиндровые втулки подвесного типа в отличие от втулок, опирающихся на блок, позволяют получить ряд преимуществ: силы давления газа не отрывают крышку от втулки; повышается приспособляемость поршня к втулке в процессе совместной работы и деформации; сборка втулки производится вне дизеля, что обеспечивает ее высокое качество. Цилиндровая втулка имеет рубашку из стали, что позволяет производить опрессовку крышки вместе с втулкой вне блока. Втулка изготовляется из хромомолибденового чугуна, обладающего высокой износостойкостью и необходимыми антифрикционными свойствами. Резиновые уплотнения не соприкасаются с поверхностями втулки, что не вызывает их повышенного нагрева.
К крышке втулка крепится шпильками. Стык между ними уплотнен стальной прокладкой, покрытой гальваническим путем слоем меди толщиной 0,03÷0,04 мм, которая при затяжке врезается в выступы на сопрягаемых поверхностях. В дизеле применен газовый стык замкнутого типа, что позволило увеличить сопротивление сдвигу в радиальном направлении в 3 раза по сравнению со старой конструкцией. С внешней стороны втулки покрыты теплоизолирующим слоем, а их бурты уплотнены снизу паронитовыми прокладками, а сверху – резиновыми кольцами.
Неисправности: износ зеркала втулки.Зеркала втулки по высоте и окружности изнашиваются неравномерно. По высоте наибольшему износу подвержена зона камеры сгорания. Причинами этого являются плохие
условия работы первого компрессионного кольца, при которых увеличивается давление на стенку газов, попадающих между кольцом и ручьем поршня. Согласно проведенным исследованиям на первое кольцо действует 75 % давления газов, на второе – 17 % и на третье – 8 %. Преждевременный износ зеркала втулки происходит из-за неудовлетворительной фильтрации воздуха, плохого качества масла, смывания масла несгоревшим топливом, быстрого нагружения непрогретого дизеля.
Неравномерный износ по окружности происходит по причине действия нормальной силы от поршня на стенку втулки. В связи с этим наибольший износ происходит в плоскости, перпендикулярной оси коленчатого вала. Неравномерный износ втулки по длине и окружности вызывает конусность и овальность ее зеркала. Выявление искажений геометрических размеров производится индикаторным нутромером (технология замеров подробно изложена в лабораторных работах [6]). При ремонте ТР-3 овальность рабочей поверхности допускается не более 0,08 мм. Износ можно восстановить хромированием, осталиванием или напылением.
Группой специалистов СКБД «Техплазма» была разработана технология плазменного напыления (металлизации) с одновременным упрочнением рабочей поверхности втулок. Плазменную струю получают нагревом плазмообразующего газа в электрической дуге, горящей в закрытом пространстве. Эти устройства называются плазматронами или плазменными горелками. Плазматрон (рис. 7.5) состоит из охлаждаемого водой катода 1 и анода 4 (сопла). Катод изготовляют обычно из лантинированного вольфрама, а анод – из меди. Катод и анод изолированы друг от друга прокладкой из изоляционного материала. Для получения плазменной струи между катодом и анодом возбуждают электрическую дугу от источника постоянного тока напряжением 80–100 В. Электрическая дуга нагревает подаваемый в плазматрон газ до температуры образования плазмы, т. е. до такого состояния, когда газ становится электропроводным. В поток газа вводится материал, который расплавляется и выносится на поверхность детали. Температура плазменной струи в зависимости от величины тока дуги и расхода газа достигает 10000–30000 °С, а скорость истечения 1000–1500 м/с. В качестве газов используют аргон и азот.
Аргонная плазма имеет более высокую температуру, чем азотная, но последняя имеет более высокое теплосодержание и меньшую стоимость. Исходный материал подается в плазматрон в виде порошка, проволоки, прутка или гибкого шнура. Наиболее приемлемым является порошок с размерами частиц от 20 до 150 мкм. Порошковый питатель определяет расход порошка и, следовательно, производительность процесса напыления. Расход порошка регулируется в пределах от 5 до 12 кг/ч. Попадая в плазменную струю, порошок расплавляется и приобретает скорость 150–200 м/с. Наибольшей скорости он достигает на расстоянии 50–80 мм от среза сопла плазматрона и зависит от размера частиц, величины тока дуги и расхода газа. Процесс плазменной металлизации имеет высокую производительность и может быть автоматизирован.
В настоящее время промышленностью выпускаются серийно установки типа УПУ-3Д и УПУ-8, в комплект которых входят плазматрон, порошковый питатель, шкаф и пульт управления.
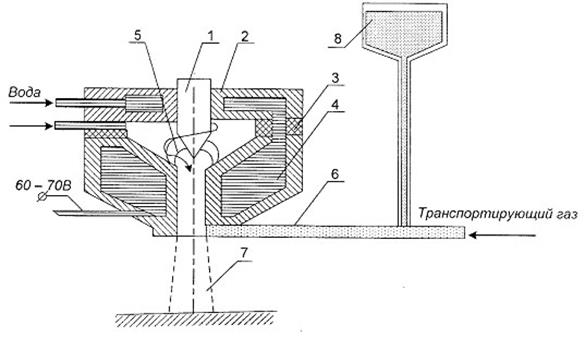
Рис. 7.5. Схема плазматрона: 1 – катод; 2 – рубашка для охлаждения катода; 3 – изоляционная прокладка; 4 – сопло плазматрона (анод); 5 – электрическая дуга;
6 – трубка для подачи порошка; 7 – плазменная струя; 8 – порошковый питатель
Подготовка поверхности заключается в следующем: очистке поверхности, удалении слоя поврежденного металла точением или грубой шлифовкой; создании шероховатости путем обработки поверхности кварцевым песком, корундом, карбидом кремния или металлической крошкой марки ДЧК № 1,0 или № 1,5. Сжатый воздух, используемый для обработки, должен быть очищен от влаги и масла. Перерыв между обработкой и напылением не должен превышать 2 ч. При нанесении покрытий толщиной свыше 1,0 мм возможно использовать нарезание «рваной» резьбы с параметрами: шаг 0,2–0,3 мм, глубина 0,20–0,35 мм. Поверхность, не подлежащая напылению, должна быть защищена специальным экраном из медного листа или защитной пастой.
Перед нанесением металла поверхность следует обезжирить растворителем. Напыляемую поверхность подогревают до температуры 150–180 °С плазменной струей без подачи порошка для удаления адсорбированной влаги. Включают подачу порошка и напыляют подслой толщиной 0,1–0,15 мм и затем – основной слой. В качестве металла используют порошки, обладающие износостойкостью, коррозионной стойкостью и жаропрочностью. К ним относятся ПН85Ю15, ПН70Ю30, ПР – Н80Х13С2Р и др.
После напыления производят механическую обработку шлифованием карборундовым или алмазным инструментом зернистостью 46–60 при обильном охлаждении. Последней операцией при восстановлении втулок должно быть хонингование тонкими брусками для придания минимальной шероховатости. Для снижения износа поршневых колец целесообразно применять твердую смазку, которая наносится на поверхность втулки.
Преимуществом плазменного восстановления является высокая маслоемкость нанесенного слоя вследствие его пористости, локальность обработки, незначительные температурные деформации детали и большая производительность.
Проведенные испытания восстановленных втулок показали их высокую износостойкость, позволяющую повысить ресурс до 1 млн. км.
Задир зеркала втулки.Причины задира: отсутствие или недостаток смазки на стенках поршня и втулки; выгорание смазки из-за низкого ее качества или высокой температуры стенки; прорыв газов через кольца; попадание топлива на стенку втулки; нарушение температурного режима работы дизеля (при температуре воды выше 95 °С), которое приводит к быстрому нагреву поршня и, как следствие, – к уменьшению зазора между поршнем и втулкой, повышению удельного давления и схватыванию металла; деформации стенок втулки и поршня, что приводит к увеличению удельных нагрузок и к схватыванию металла. Задир выявляется визуально, при появлении рисок шириной более 1,5 мм и глубиной более 0,5 мм втулка бракуется.
Трещины.Трещины носят коррозийно-усталостный характер. Коррозия и эрозия обусловливаются циркуляцией охлаждающей воды. Поверхностное коррозийное разрушение металла рубашки приводит к снижению ее усталостной прочности. Поэтому рационально применение современных эффективных методов упрочнения рубашек, как например, обкатывание роликом или дробеструйная обработка в сочетании с защитой металла от коррозии специальными защитными покрытиями. Трещины выявляются опрессовкой водой температурой 75÷85 °С, давлением 0,3 МПа. При наличии трещин, коррозии более 50 % на наружной поверхности втулка и рубашка бракуются.
Потеря герметичности рубашки.Причинами этой неисправности являются: увеличение температуры воды более 95 °С; частые запуски и остановки дизеля, так как в момент остановки температура частей втулки разная, а через шесть минут становится одинаковой; резкий сброс нагрузки с 15-й позиции на нулевую, что приводит к быстрому уменьшению температуры стенки (за 35÷40 с она падает на 90 °С). При медленном наборе и сбросе позиций скорость изменения температуры падает в 3 раза. Герметичность проверяется опрессовкой втулки водой, при ее нарушении производят перепрессовку рубашки с заменой резиновых уплотнений.
Кратко отметимдопускаемые дефекты втулки цилиндров дизеля ПД1при производстве ремонта ТР-3. Втулки подлежат замене, если имеют следующие неисправности: износ рабочей поверхности более допустимого размера (диаметр более 318,10 мм, овальность более 0,20 мм), коррозию стенок более 50 %, глубокие риски и подплавление металла на рабочей поверхности (допускаются риски и мелкие задиры глубиной не более 0,5 мм и общей площадью не более 50 мм 2 ). Наработок верхней части втулки от работы поршневого кольца более 0,15 мм следует зачистить до плавного перехода. Осматривается бурт втулки и качество его прилегания к блоку дизеля. Притирочный поясок должен быть непрерывным и шириной не менее 2 мм. При необходимости бурт пришабривается по гнезду блока.
Дата добавления: 2015-10-19 ; просмотров: 5227 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Ежедневное техническое обслуживание втулки цилиндров судового дизеля.
3.1. Втулки и блок цилиндров.
С 13.03.-15.03.2017 года занимался изучением технического обслуживания втулки цилиндров.
При осмотре рабочей поверхности втулок цилиндров необходимо обращать внимание на натиры, раковины, задиры, царапины, трещины на зеркале, а также на перемычках выпускных и продувочных окон. При осмотре поверхностей, омываемых водой, буртов и посадочных поясков необходимо обращать внимание на коррозионно — эрозионные разрушения. Разрешается оставлять без выведения натиры общей площадью не более 50 кв. см, глубиной 0,2 мм и длиной 80 мм для цилиндров диаметром до 0,5 м. Для цилиндров большего диаметра общая площадь натира увеличивается пропорционально диаметру цилиндра, а для меньшего диаметра — обратно пропорционально. Разрешается оставлять без выведения отдельные риски глубиной 0,5 мм и длиной не более 100 мм, но с обязательным притуплением острых кромок. Зачищать цилиндровые втулки на месте без выпрессовки разрешается мелким карборундовым камнем или наждачной промасленной бумагой только в поперечном направлении. Зачистка втулок в продольном направлении запрещается. После зачистки проверить чистоту отверстий для смазки цилиндров и при необходимости прочистить их доступным способом.
Для определения износа рабочей части втулки производятся замеры диаметров в двух взаимно перпендикулярных направлениях — по оси и по вращению коленчатого вала. Для выполнения обмеров в одних и тех же местах рекомендуется применять специальные рейки — шаблоны с отверстиями или вырезами, указывающими сечения, по которым необходимо производить обмеры.
Осмотр протекторов, установленных в полостях охлаждения блока цилиндров, а также осмотр и химическая очистка водяного пространства блока должны производиться в сроки, указанные в инструкции завода — изготовителя. Крепление цинковых протекторов должно осуществляться стальными болтами или шпильками. Отсутствие износа протектора свидетельствует о нарушении электрического контакта опорной поверхности протектора с защищаемой поверхностью либо о несоответствии материала протектора своему назначению. Для обеспечения надежного контакта необходимо зачистить до блеска опорные поверхности протекторов и болтов крепления. Протекторы, изношенные более чем на 50%, необходимо заменить. Размеры протектора для проверки на износ следует определять после очистки от нерастворимых продуктов коррозии.
В случае обнаружения твердой накипи полости охлаждения блока цилиндров должны быть подвергнуты химической очистке (Приложение 17). После очистки внутренних стенок и наружных поверхностей втулок необходимо произвести их тщательный осмотр для определения глубины коррозии и кавитационной эрозии. При значительной коррозии и кавитационной эрозии втулки следует заменить.
При выпрессованных цилиндровых втулках необходимо обратить особое внимание на отсутствие трещин в посадочном месте втулок и блока, а также на заострение кромок выпускных продувочных окон двухтактных дизелей. Для устранения этого недостатка кромки окон закругляют, соблюдая рекомендации завода — изготовителя.
3.2. Характерные дефекты цилиндровых втулок, причины их возникновения, способы дефектации
С 20.03.-27.03.2017 года разбирали характерные дефекты цилиндровых втулок (таблица 3).
Во время эксплуатации двигателя внутреннего сгорания возможно образование таких дефектов цилиндровых втулок как: коррозия, трещины, наработки, натиры, риски, задиры, забоины, разъедания, увеличение диаметра, овальность и конусообразность рабочей поверхности, ослабление втулки в местах посадки.
Ведение делопроизводства эксплуатационной службы судна
С 30.03.-07.04.2017 года знал делопроизводства эксплуатационной службы судна
Инструкция по ведению машинного журнала (форма ЭД – 1.1)
Машинный журнал является официальным судовым документом и подлежит обязательной регистрации в специальном реестре судовых журналов.(см. рисунок 7)
Все листы журнала должны быть пронумерованы, прошнурованы и скреплены подписью и печатью капитана морского торгового порта.
Ведение журнала данной формы обязательно на всех теплоходах Министерства морского флота, имеющих один главный двигатель. Журнал ведётся в одном экземпляре; ведение второго экземпляра не допускается. Журнал ведётся непрерывно как во время эксплуатации, так и во время ремонта судна. Объём журнала рассчитан на ведение его в течение одного месяца.
Все записи в журнале производятся чернилами или шариковой ручкой чётким почерком. Содержание записей не должно допускать двойственного толкования.
Все графы машинного журнала заполняются по назначению.
Таблица 3
Характерные дефекты цилиндровых втулок, причины их возникновения, способы дефектации
Причина связана с давлением газов и температурным режимом-ухудшение условий смазки при работе двигателя в условиях высоких температур. Если двигатель работает на тяжелых сортах топлива, то возможно явление нагаро — и коксообразования в зазорах между поршнем и втулкой, что в дальнейшем приведёт к интенсивному абразивному износу рабочей поверхности втулки. Возможно ухудшение условий смазки между втулкой поршнем, что может привести к появлению сухого трения поршневых колец о втулку, что приведет к износу втулки и колец.
Дефектацию проводят с помощьюмикрометрического нутромера или индикаторным нутромером, путём замера диаметра рабочей поверхности втулки.
Измерения производят в трех сечениях по высоте в двух взаимно перпендикулярных плоскостях.
Также дефект можно обнаружить невооруженным глазом или с помощью лупы.
Несовпадение осей симметрии опорного пояска и уплотнительной канавки втулки. Трещины появляются в результате действия нормальной силы, возникающей при перекладке поршня, при этом наблюдается “раскачивание” втулки в блоке цилиндров при зажатом бурте, следовательно, увеличиваются напряжения, что приводит к появлению трещин в бурте.
Высокие температурные напряжения также могут стать причиной образования трещин во втулке, и как следствие, выхода ее из строя. Первопричиной данного дефекта служит высокий температурный перепад между стенкой со стороны охлаждающей жидкости и стенкой со стороны газов.
При пусках и остановках двигателя также наблюдается резкое изменение температурных напряжений.
Такие дефекты выявляются визуальным методом, с помощью лупы, керосино – меловым методом, а так же по результатам гидравлических испытаний.
Причинами дефекта могут быть:
-не соблюдение технологий при изготовлении втулки; -неудовлетворительное качество материалов для изготовления втулки; -неудовлетворительная подготовка охлаждающей воды для дизелей (солесодержание и жесткость выше нормы);
-вибрации, возникающие при работе двигателя.
Дефектацию проводят визуально и при помощи лупы.
. В свободные графы записываются данные по согласованию с ССХ пароходства.
При необходимости внесения в текст исправления или дополнений их вносят над ошибочной записью или в графу «Особые отметки» и заверяют подписью. Текст, подлежащий исправлению, должен быть зачёркнут тонкой чертой и заключён в скобки так, чтобы содержание его было легко читаемо.
Изменение и дополнение текста может быть произведено только лицом, писавшим этот текст. Подчистка текста, исправление его путём изменения написания букв, цифр и т. п. категорически воспрещается.

Рисунок-7. Судовой журнал
Примечание. В головках таблиц журнала указаны наименование единиц измерения технической системы. При использовании другой системы единиц измерения исправления следует внести от руки в головку первого суточного листа. Записи в свободных графах производятся в тех единицах измерения, в которых проградуированы приборы, установленные на судне.
Запрещается внесение в машинный журнал каких-либо записей любыми лицами, кроме капитана, старшего (главного) механика и вахтенных механиков.
Общую ответственность за ведение и сохранность журнала несёт старший (главный) механик. Старший (главный) механик обязан ежедневно проверять правильность ведения журнала, заверять его своей подписью и представлять журнал на подпись капитану.
На ходу судна журнал находится в машинном помещении, а на стоянке может находиться в каюте вахтенного механика.
Заполненный машинный журнал хранится на судне не менее двух лет.
Порядок заполнения журнала
Повахтенные записи в журнале производятся вахтенным механиком, несущим ответственность за их правильность и аккуратность.
Запись рабочих параметров энергетической установки производится каждые четыре часа при передаче вахты. Соответствие записей показаниям приборов удостоверяется подписями механиков, сдающего и принимающего вахту.
На судах, эксплуатация которых осуществляется без постоянного присутствия вахтенного персонала в машинных помещениях, регистрация параметров производится также только при передаче вахты. Одновременно выполняется контроль ленты автоматической регистрации неисправностей. Оба документа скрепляются подписями механиков, сдающего и принимающего вахту. Заполненные ленты МЦК и регистратора маневров хранятся на судне не менее одного года.
На каждой вахте записывается время пуска и остановки механизмов. Номенклатура механизмов, продолжительность работы которых учитывается в машинном журнале, устанавливается пароходством для каждой серии судов.
Направление и сила ветра записываются в специальной графе, имеющей схематическое изображение судна. Направление ветра относительно судна следует указывать стрелкой, а силу ветра в баллах — цифрой, записанной против стрелки.
В свободных строках журнала повахтенно фиксируются: изменения режимов работы главного двигателя; имевшие место отказы и неисправности ответственного оборудования и меры, принятые для их устранения; выход рабочих параметров энергетической установки за пределы норм (при отсутствии автоматической регистрации выбегов). Там же регистрируются проверки, выполняемые перед выходом суднав рейс (проворачивание двигателей, проверка систем ДАУ, BPLU, машинных телеграфов, рулевых машин с системой управления, авральной сигнализации, сигнально-отличительных огней и т. д.).
Остатки топлива и масла с разбивкой по сортам и количество ГСМ, принятых в течение суток, записываются в специальной таблице на суточном листе журнала.
Производимые в течение суток работы по техническому обслуживанию и ремонту оборудования, находящегося в ведении службы технической эксплуатации, фиксируются в специальной таблице на суточном листе с указанием их трудоёмкости в чел.-часах и исполнителей.
В графу журнала «Особые отметки» в течение суток вносятся записи, отражающие:
-распоряжения должностных лиц — капитана, старшего (главного) механика и вахтенных помощников капитана с точным указанием времени, когда эти распоряжения были сделаны;
-доклады вахтенного механика на мостик старшему механику; вызовы членов экипажа для усиления вахты, подмены вахтенных или устранения неисправностей;
-передача управления главными двигателями на мостик из машинного помещения и обратно;
-переход с автоматического на полуавтоматическое и ручное управление механизмами;
-результаты проверок в действии аварийных источников электроэнергии и предохранительных устройств;
-снятие пломб с устройств аварийной защиты и изменение настройка защитных устройств автоматических регуляторов;
-приём, откачку и перекачку жидкостей, включая внутрисудовую перекачку загрязнённых вод. Записи о приёмке или сдаче ГСМ производятся с указанием места приёмки (сдачи) и номера накладной;
-проведение периодических контрольных измерений (например, снятие индикаторных диаграмм, измерение вибраций и т. п.);
-случаи обесточивания судна, включение и выключение специальных электротехнических устройств, электроприводов подруливающих устройств, систем катодной защиты корпуса судна, регистраторов маневров и систем управления аварийным дизель-генератором;
-аварийные случаи (пожары, поступление внутрь корпуса забортной воды, несчастные случаи и т. п.) и меры, предпринятые для борьбы с ними;
-постановка и снятие пломб на клапанах отлива за борт нефтезагрязненных и фекальных вод.
Все записи в графе Особые отметки удостоверяются подписью лиц, сделавших эти записи.
Ежесуточно в специальных графах журнала записываются:
расстояние, пройденное судном за сутки по лагу, средняя за сутки техническая скорость, поправки времени, сопротивление изоляции (силовой и осветительной сети).
На специально отведённых местах в конце журнала фиксируется следующая информация:
-сведения о маневрах судна (при отсутствии регистратора маневров);
-продолжительность работы механизмов за сутки;
-ежесуточные трудозатраты на техническое обслуживание судовых технических средств с разбивкой по укрупнённым группам оборудования и по группам исполнителей;
-исходные данные для составления радиодонесения МЕХ-1;
-суточный расход топлива по маркам на различных режимах;
-результаты анализов топлива, масла и охлаждающей воды, а также результаты водообработки и водоконтроля вспомогательных котлов.
При заполнении листа, предназначенного для подготовки радиодонесения МЕХ-1 и таблицы суточных расходов топлива, свободные графы используются для записи особых режимов на специализированных судах (танкеры, рефрижераторы).
ЗАКЛЮЧЕНИЕ.
Итоговую производственную преддипломную практику я проходил при кафедре «МНТ» КГУТИ имени Ш.Есенова. Руководителем практики мне была поставлена цель научиться самостоятельно, изучать данные, характеризующие деятельность предприятия. В процессе прохождения практики я не только закрепил, но и углубил полученный теоретический объем знаний.
Так же в процессе практики были применнены все теоретические знанния полученные в университете.
В процессе прохождения итоговой практики мною выполнено:
-эксплуатации и обслуживания судовых дизелей;
-техническое обслуживание и ремонт элементов судовых дизелей;
— ведение делопроизводства эксплуатационной службы судна;
-безопасное отключение оборудовании и связанных с ним систем. 02.04.2017г. стал собирать материал для подготовки отчета.
Достоинством практики является возможность закрепить теоретические знания, и овладеть рабочей специальностью. Плавательную практику я закончил 03.04.2017г.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Арон А.В. Анализ надежности втулок цилиндров двигателей «Бурмейстер и Вайн» // Исследование по эффективности и качеству судоремонта: Сб. науч. тр. ДВВИМУ им. адм. Г.И. Невельского. -Владивосток, 1980. С. 13-16.
2. Арон А.В. Разработка технологии восстановления втулок цилиндров судовых дизелей с трещинами в галтели опорного бурта: Автореф. дис(С. канд. техн. наук. Ленинград, 1989.
3. Арон А.В., Макаренков А.С. Методика определения степени наклепа упрочненного чеканкой слоя металла // Исследования по эффективности и качеству судоремонта и технического обслуживания флота. Владивосток, ДВГМА. — 1996. — С 12-13.
Дата добавления: 2018-09-23 ; просмотров: 944 ; Мы поможем в написании вашей работы!
Источник