Ремонт вводов
Вводы трансформаторов работают в крайне тяжелых условиях. В то время как на часть ввода, находящуюся внутри бака трансформатора, действуют сравнительно высокая температура (70 °С и выше) и масло, на другую его часть, возвышающуюся над крышкой, могут действовать отрицательная температура ( — 35 °С и ниже) и различные агрессивные вещества, находящиеся в окружающем воздухе.
На изоляторы вводов воздействуют атмосферные перенапряжения, величины которых в десятки и сотни раз превышают номинальные напряжения трансформатора и даже испытательные напряжения изолятора.
Наиболее часто в вводах повреждаются армировочные швы в месте соединений фарфоровых изоляторов с металлическими фланцами. Это объясняется тем, что при воздействии на изолятор переменных температур, вследствие различия коэффициентов расширения фарфора и металла, в швах возникают значительные механические усилия.
При ремонте трансформатора вводы тщательно осматривают, обращая особое внимание на сохранность изолятора и целость армировки. Если на поверхности изолятора имеется не более двух (на одной вертикальной линии) сколов площадью до 1 см 2 и глубиной до 1 мм, то дефектные места промывают бензином и покрывают двумя слоями бакелитового лака, просушивая каждый слой в сушильном шкафу при температуре 50 — 60 °С. Изоляторы с большим количеством дефектов заменяют новыми.
Вводы, в которых армировочные швы разрушены на более чем на 30% по окружности, ремонтируют, расчищая швы и заливая их новым цементирующим составом.
При больших размерах разрушения армировочного шва и ослаблении крепления фланца ввод переармировывают. Для этого ввод устанавливают в вилке 1, зажатой в тисках, и фасонным зубилом 2 разрушают старую замазку, а затем удаляют ее.
Если замазка не поддается зубилу, предварительно смачивают магнезитовую замазку 5%-ным раствором плавиковой кислоты, глето-глицериновую и ангидридноцементную 15%-ным раствором плавиковой кислоты, а портландцементную замазку 30%-ным раствором соляной кислоты.
Работу с растворами кислот выполняют в защитных очках и перчатках из кислотоупорной резины. При этом строго соблюдают меры предосторожности, исключающие возможность попадания кислоты на незащищенные части тела.
Операции переармирования ввода

Операции переармирования ввода:
а — удаление старой замазки, б — установка ввода в приспособлении и заливка цементирующим составом;
1 — вилка, 2 — зубило, 3 — нажимная плита, 4 — стяжная шпилька, 5 — основание.
Тщательно очистив изолятор и фланец от старой замазки, приступают к армированию ввода. Вводы на напряжения 10 и 35 кв армируют в простом приспособлении.
Устанавливают и закрепляют ввод в приспособлении, как показано на рисунке, предварительно уложив резиновую прокладку на выступающем пояске изолятора в месте его соприкосновения с дном фланца.
Прокладка служит для предотвращения вытекания замазки при заливке, а также для снижения механических усилий, возникающих в месте сопряжения металла с фарфором вследствие температурных воздействий на ввод.
Далее приготовляют порцию (для заливки одного ввода) цементирующего состава, состоящего из 140 г магнезита, 70 г фарфорового порошка и 170 г раствора хлористого магния, и вливают его тонкой непрерывной струей, пока он полностью не заполнит пространство между изолятором и фланцем.
Приготовленный состав должен быть использован в течение не более 15 — 20 мин. После затвердевания замазки (примерно через 10 — 12 ч) ввод вынимают из приспособления, очищают от брызг магнезита и окрашивают армированный шов нитроэмалью 624С. Вводы армируют в помещении при температуре не ниже 10 °С.
«Ремонт электрооборудования промышленных предприятий»,
В.Б.Атабеков
Источник
Ремонт трансформаторов — Ремонт вводов
Содержание материала
6. Ремонт вводов
В эксплуатации находится большое количество трансформаторов с армированными вводами для обмоток НН и ВН. Вводы трансформатора работают в тяжелых условиях. В то время, когда часть ввода, находящаяся внутри бака, нагревается до 70 °С, другая его часть, возвышающаяся над крышкой, может подвергаться воздействию отрицательной температуры (—35 °С и ниже), а также агрессивных веществ из атмосферы. На изоляторы вводов действуют атмосферные явления (грозовые разряды), в десятки и сотни раз превышающие номинальные напряжения трансформатора и даже испытательные напряжения изолятора. Наиболее часто в армированных вводах повреждаются армировочные швы в месте соединений фарфоровых изоляторов с металлическими фланцами. Это объясняется тем, что при воздействии на изолятор переменных температур в швах возникают значительные механические усилия, обусловленные различными коэффициентами расширения фарфора и металла. Разрушение швов может вызываться и электродинамическими силами. Они действуют на вводы, если через их стержни часто проходят токи короткого замыкания.
При ремонте трансформатора вводы тщательно осматривают. Если на поверхности изолятора имеется не более двух (на одной вертикальной линии) сколов площадью до 1см2 и глубиной до 1мм, дефектные места промывают, а затем покрывают двумя слоями бакелитового лака, просушивая каждый слой в сушильном шкафу при 50 — 60 °С. Изоляторы с большим количеством дефектов заменяют новыми.
Вводы, армированные швы которых разрушены не более чем на 30% по окружности, ремонтируют, очищая поврежденные участки и заливая их цементирующим составом. При значительных разрушениях армированного шва ввод переармируют. Для этого фасонным зубилом разрушают старую замазку и удаляют ее. Если замазка не поддается зубилу, ее предварительно смачивают 5 %-м раствором плавиковой или 30%-м раствором соляной кислоты. Работу с растворами кислот выполняют в защитных очках и перчатках из кислотоупорной резины.
Старую армировочную замазку ввода удаляют и путем разрушения после предварительного нагревания. Для этого ввод помещают в термошкаф и в течение 1,5 — 2ч выдерживают при 450 — 500°С, а затем легкими ударами по фланцу удаляют замазку.
Переармировку ввода (рис. 9) выполняют следующим образом. Очистив изолятор ввода от пыли и грязи, а его фланец от остатков старой замазки, собирают ввод и устанавливают его вертикально в приспособление, которое состоит из стальной нажимной плиты толщиной 5 мм, двух вертикальных стальных шпилек диаметром 10 — 12 мм с гайками и деревянной опорной плиты толщиной 40 — 50 мм. Далее приготавливают порцию цементирующей смеси (140 мае. ч. магнезита, 70 мае. ч. фарфорового порошка и 170 мае. ч. раствора хлорного магния) и вливают ее тонкой струей до полного заполнения пространства между изолятором и фланцем. После затвердевания замазки (12 — 15 ч) ввод освобождают из приспособления, очищают от брызг магнезита и окрашивают армированный шов нитроэмалью 642 или 1.201. Вводы армируют в помещении при температуре не ниже 10 °С.
![]()
Рис. 9. Ремонт ввода трансформатора: а — сборка; б — переармировка; I — колпачок; 2 — токопроводящий медный стержень; 3 — фарфоровый изолятор; 4 — резиновая маслостойкая прокладка; 5 — фланец; 6, 7 — гетинаксовая и стальная шайбы; 8 — гайка; 9, 11 — нажимная и опорная плиты; 10 — шпилька
Вводы трансформатора должны быть герметичны, поэтому переармированный ввод испытывают на специальном приспособлении: с помощью ручного гидравлического насоса создают избыточное давление (400кПа) трансформаторного масла, подогретого до 70 °С Продолжительность испытания составляет 30 мин.
Источник
Ремонт вводов трансформаторов
Основными причинами усложнения ремонта высоковольтных вводов является их размеры и вес, а также особые свойства материала изоляции и условия работы.
Основные неполадки вводов и способы их ремонта:
1. При неисправности фарфора или диффундирование масла через замазку армированных вводов требуется замена фарфора, устранение прежней армировочной замазки и нанесение новой.
2. При попадании грязи и окислении изоляционного масла, которое заполняет ввод и бак, требуется замена масла. Ввод и бак при этом не разбирается.
3. При ухудшении параметров внутренней изоляции ввода или при нехватке масла во вводе требуется полная разборка ввода в специализированной мастерской, сушка изоляции, сборка, вакуумная обработка, наполнение ввода маслом, гидравлические и электрические испытания.
4. При протечке в уплотнениях между фарфоровыми покрышками и металлическими элементами ввода, существенные механические дефекты покрышек требуется разобрать ввод с частичной или полной заменой компонентов, резиновых прокладок и покрышек. После устранения поломок требуется сборка, вакуумная обработка, наполнение маслом, гидравлические и электрические испытания.
5. Бой фарфора и при наличии течи в уплотнениях измерительного ввода, требуется затяжка уплотнений и замена изолятора.
6. При поломки стекла маслоуказателя негерметичного ввода необходимо заменить стекло.
7. При поломки изоляционного покрытия нижнего экрана ввода для трансформатора необходим демонтаж предыдущего покрытия и нанесение нового. Ввод требуется снят с оборудования.
8. При течи в зонах уплотнений пробок, нижней и верхней частях ввода необходима замена уплотнений и плотная затяжка пробок, не разбирая ввода.
9. При наличии потребности замены у герметичных вводов манометров и корректировка давления во вводе — бак давления после ремонтных работ необходим снять, заменить манометр и установить давления с доливкой масла.
Если у Вас есть вопросы по поводу ремонта вводов трансформатора, Вы хотите получить консультацию, рассчитать стоимость или записаться на ремонт — обращайтесь к специалистам «Элпромтехцентр» в отдел по ремонту электрооборудования.
Источник
Ремонт наружной части силовых трансформаторов
Маслорасширитель представляет собой сварной стальной цилиндр, закрепленный на кронштейнах и соединенный с баком патрубком. Уровень масла в расширителе контролируется указателем уровня в виде трубки или прозрачной вставки. В верхней части расширителя имеется отверстие для заливки масла, которое закрывается пробкой с резьбой. Для свободной циркуляции воздуха установлена дыхательная труба, нижний торец которой защищен крышкой с отверстием и сеткой. Вместе с воздухом в расширитель (а следовательно, и в масло) могут попадать частицы пыли и грязи, а также пары влаги, которые конденсируются на его стенках. Для удаления загрязненного масла и влаги имеется отстойник с пробкой. Температуру масла в трансформаторе контролируют ртутным термометром или термометрическим сигнализатором.
Газовое реле устанавливают на трансформаторах с масляным охлаждением, имеющих расширители.
Действие газовой защиты основано на том, что при повреждениях внутри кожуха трансформатора происходит разложение масла и органической изоляции, сопровождающееся выделением газа.
Газовая защита реагирует на все виды внутренних повреждений в трансформаторе: витковые замыкания в обмотках, пробой обмоток на корпус, нарушение изоляции между листами стали магнитопровода, короткие замыкания между обмотками разноименных фаз и т. п.
Внутренние повреждения в трансформаторе сопровождаются электрической дугой или нагревом в месте повреждений, в результате чего выделяются газообразные продукты разложения трансформаторного масла и изоляции, которые поднимаются в сторону расширителя. При интенсивном газообразовании создается значительное давление газов в зоне поврежденного участка, вследствие чего масло от этой зоны движется в сторону расширителя.
Переключатель напряжения предназначен для переключения числа витков обмотки высокого напряжения и имеет три ступени регулировки напряжения: + 5 %, номинальное напряжение, — 5 %. Наиболее распространены следующие типы переключателей:
ТПСУ-9-120/6, устанавливаемый в трансформаторах мощностью до 100 кВА, напряжением до 6 кВ без расширителя; переключатель размещается под крышкой, в которой есть отверстие для рукоятки, и закрепляется на верхних ярмовых балках выемной части трансформатора; отверстие закрывается чугунным колпаком;
ТПСУ-9-120/11, ТПСУ-9-120/12, применяемые в трансформаторах напряжением до 10 кВ и мощностью до 1000 кВА включительно; переключатель устанавливается над крышкой трансформатора.
В последних конструкциях трансформаторов напряжением 10 кВ применяется переключатель реечного типа ПТО-10/63-65, предназначенный для переключения ответвления обмоток в пределах ±2х2,5 % на трансформаторах I—III габаритов на напряжение до 10 кВ.
Вводы предназначены для присоединения концов обмотки к внешней электрической сети.
Термосифонный фильтр — устройство, которое очищает и регенерирует (восстанавливает) масло. Нагреваясь и сообщаясь с воздухом, масло поглощает влагу и окисляется, стареет. Фильтр заполнен специальным поглощающим веществом (сорбентом) — силикагелем КСК.
Ремонт наружных элементов
Текущие ремонты трансформаторов (без РПН) с отключением производятся: трансформаторов центральных распределительных подстанций — не реже 1 раза в 2 года; трансформаторов, установленных в местах усиленного загрязнения,— по местным инструкциям; всех остальных трансформаторов — по мере необходимости, но не реже 1 раза в 4 года.
Текущие ремонты трансформаторов и автотрансформаторов с РПН выполняются ежегодно. Внеочередной ремонт устройств регулирования напряжения под нагрузкой проводится после определенного числа операций по переключению в соответствии с заводскими инструкциями.
Текущие ремонты систем охлаждения Д, ДЦ и Ц осуществляются ежегодно.
В текущий ремонт трансформаторов с отключением от сети входит наружный осмотр трансформатора, устранение дефектов, а также очистка изоляторов и бака (удаление грязи из расширителя), при необходимости в трансформатор доливают масло и проверяют правильность показаний маслоуказателя, осматривают спускной кран, уплотнения и охлаждающие устройства (при необходимости очищают); проверяют состояние газовой защиты и целостность мембраны выхлопной трубы, а также проводят необходимые измерения и испытания.
Наибольшее количество повреждений наблюдается в устройствах обмоток, главной и продольной изоляции, вводов и переключателей.
Поступивший в ремонт трансформатор осматривают. Знакомятся с эксплуатационно-технической документацией, обращая особое внимание на сведения о работе и дефектах трансформатора в эксплуатации, результаты предыдущего ремонта и особые требования, предъявляемые заказчиком.
При внешнем осмотре могут быть установлены некоторые неисправности трансформатора: поверхностное перекрытие; пробой или разрушение изоляторов, ввод, вздутие бака, образовавшееся вследствие механических усилий внутри трансформатора при его аварии; нарушение прочности швов бака или уплотнений, наличие и течи масла; неисправности работы маслоуказателя, сливного крана и другие дефекты.
При ремонте трансформаторов необходимо особое внимание уделять изоляционным работам, так как надежность трансформаторов в эксплуатации определяется в основном качеством изоляции.
Ремонт вводов. Основные неисправности вводов (рисунок 2) следующие: трещины и сколы изоляторов, разрушение изоляторов, некачественная армировка и уплотнение, срыв резьбы контактного зажима при неправильном навинчивании и затягивании гайки. При значительных сколах и трещинах ввод заменяется.
Армирование фарфоровых изоляторов начинают с изготовления зажима из медных или латунных прутков соответствующего диаметра и длины; на концах зажима нарезается резьба по размерам заменяемого. На зажим навинчивают стальной или бронзовый колпак и закрепляют его контргайкой. С внутренней стороны колпак с зажимом скрепляют газосваркой. Сварку производят латунью с применением в качестве флюса буры, предварительно прокаленной в течение 3 ч при 700 °С. Качество сварки должно быть проверено. После сварки зажим лудят гальваническим способом и подвергают вторичному испытанию.
Зажим с приваренным к нему колпаком закрепляют в тисках. Для предохранения резьбу обертывают лентой из мягкого металла. Внутрь колпака вкладывают резиновую прокладку.
Фарфоровый изолятор верхней частью вставляют в колпак и сверху на зажим надевают электрокартонную и металлическую шайбы, которые до отказа затягивают контргайкой. Колпак заливают замазкой, которую после застывания покрывают нитроэмалью 624С.
В качестве армировочных цементирующих замазок для изоляторов напряжением до 10 кВ рекомендуется глето-глицериновая или портландцементная замазка. В случае переармировки изоляторов необходимо старую затвердевшую замазку удалить равномерным нагреванием фарфоровой части ввода, а затем фланца до 100—120°С паяльной лампой или автогенной горелкой. Вследствие температурного расширения фланец отойдет от замазки и при легком ударе молотка по фланцу он отделится от фарфора.
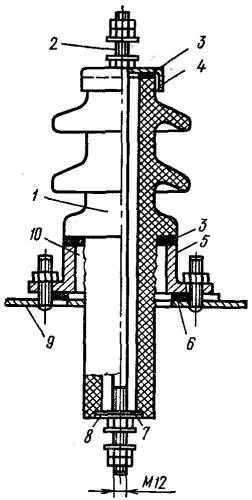
Рисунок 2 – Армированный ввод 6—10 кВ наружной установки:
1 — фарфоровый изолятор, 2 — токоведущий стержень, 3 — резиновая шайба, 4 — колпак, 5 — фланец, 6 — прокладка, 7 — картонная шайба, 8 — стальная шайба, 9 — крышка трансформатора, 10—армировочная масса
Начало обмоток ВН трехфазного трансформатора маркируется буквами А, В и С, а концы этих обмоток — X, Y и Z. Нейтраль — 0. Начало и конец обмоток НН маркируются соответственно а, в, с и х, у, z.
Ремонт поврежденных контактных зажимов
Поврежденную резьбу зажимов отрезают ножовкой заподлицо с плоскостью колпачка. Зажим высверливают на толщину тела колпачка (3—4 мм), после чего его можно свободно вынуть и заменить новым. Новый зажим приваривают от верхней плоскости колпачка.
Ремонт переключателей
Наиболее частыми повреждениями переключателей являются оплавления и подгорания контактных поверхностей. При значительных оплавлениях и полном выгорании контактов переключатель заменяют новым.
В целях устранения повреждений пружины переключатель проверяют путем переключения его по всем ступеням. Исправная пружина для переключателя ТПСУ, ПТО обеспечивает нажатие контактов в рабочем положении 50—60 Н. Каждое положение переключателя четко фиксируется, что сопровождается щелчком.
При осмотре переключателя его следует очистить, закрепить и подтянуть контакты.
Иногда контактная поверхность переключателей покрывается очень стойкой и твердой пленкой — продуктом старения масла. Ее удаляют, протирая поверхность колец и стержней контактов тряпкой, смоченной ацетоном. Применение для этой цели наждачной бумаги недопустимо, так как она может повредить никелированную поверхность.
Ремонт пробивного предохранителя
После каждого пробоя предохранителя устанавливают новую слюдяную пластинку толщиной 0,25 мм, а контактные поверхности предохранителя
тщательно зачищают от образовавшегося нагара.
Пришедшие в негодность уплотняющие прокладки заменяют новыми, изготовленными из маслостойкой резины.
Разметку отверстий в прокладках для прохода болтов делают по крышке или фланцу бака. Отверстия выполняют просечкой. Во избежание перекоса крышки дополнительно прокладывают проволочный ограничитель 5 (рисунок 3 ).
Ремонт расширителя (рисунок 4) чаще всего сводится к промывке его маслом. Но иногда необходимо очищать внутреннюю поверхность расширителя от ржавчины, которая может быть обнаружена при разборке трансформатора в виде большого скопления крупинок на плоскости верхнего ярма, под отверстием патрубка расширителя или чаще под отверстием выхлопной трубы.
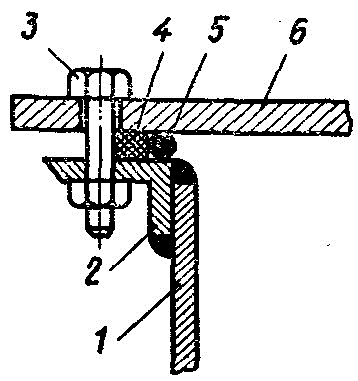
Рисунок 3 – Установка уплотняющей прокладки:
1 — стенка бака, 2 — фланец бака, 3 — болт, 4 — резиновая прокладка, 5 — проволочный ограничитель, 6 — крышка
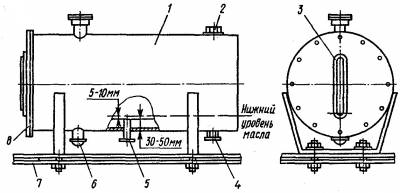
Рисунок 4 – Расширитель:
1 — корпус, 2 — пробка для доливки масла, 3 — маслоуказатель, 4 — отстойник с пробкой, 5 — патрубок к баку трансформатора, 6 — воздухоочиститель, 7 — крышка трансформатора, 8 — съемное дно
В некоторых трансформаторах расширитель не имеет съемного дна. При ремонте трансформатора рекомендуется сплошное дно заменить на съемное (рисунок 5). Работу выполняют следующим образом: старое вварное дно вырезают газовой горелкой. Далее к цилиндру 7 расширителя приваривают стальной фланец 6, в который ввинчивают и приваривают шпильки 5 для крепления съемного дна 4 гайками 3. Дно уплотняют резиновой прокладкой 2, удерживаемой стальным кольцом 1.
При ремонте расширителя проверяют патрубок трубы, соединяющий расширитель с баком. Если патрубок выступает внутрь расширителя менее чем на 30—50 мм, необходимо его переварить, так как при меньшей высоте через патрубок могут попадать в бак осадки, скапливающиеся в расширителе. При этом масло должно быть на отметке нижнего уровня расширителя, как показано на рисунок 4.
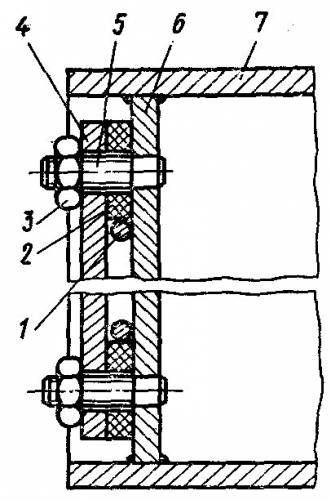
Рисунок 5 – Съемное дно
При осмотре расширителя ржавчину очищают стальной щеткой и удаляют керосином. После очистки внутреннюю поверхность расширителя следует протереть чистой тряпкой, смоченной бензином, и после полного высыхания покрыть нитроэмалью 624С или ГФ-92-ХК.
При этом надо следить, чтобы эмаль не закупорила отверстия расширителя, особенно отверстия маслоуказателя. После покрытия эмалью
расширитель должен быть высушен в печи в течение 6 — 12 ч при температуре 105—110°С.
Работа с эмалью требует строгого соблюдения правил пожарной безопасности и охраны труда. Хранят ее в герметически закупоренной таре.
Старые типы маслоуказателя, сообщающиеся с расширителем только снизу, а в верхней части имеющие «дыхательное» отверстие, заменяют новыми пластинчатого типа, которые можно изготовить по чертежам завода-изготовителя.
Ремонт гильз для термометров
Частые повреждения гильзы происходят из-за попадания в нее воды, которая, замерзая зимой, расширяется и выдавливает в бак трансформатора дно гильзы. У неработающих трансформаторов в зимнее время рекомендуется гильзу тщательно закрывать.
В современных трансформаторах ртутные термометры заменены на спиртовые.
Ревизия термосифонного фильтра и воздухоосушителя
Воздухоосушитель предназначен для того, чтобы через «дыхательное» отверстие расширителя не попадал влажный и загрязненный воздух. Осушитель крепят на стенке расширителя или бака трансформатора. Воздух очищается в слое силикагеля, проходя через слой масла фильтра.
В ряде трансформаторов для такой же цели применяют силикагелевые поглотительные патроны, которые устанавливают на крышке трансформатора вблизи расширителя или в самом расширителе. Эти устройства не требуют специального ремонта, и достаточно ограничиться их ревизией.
Силикагель по мере увлажнения теряет свои свойства, поэтому его заменяют сухим. Признаком увлажнения служит изменение его цвета, что легко наблюдать через смотровое стекло воздухоосушителя. Находящийся в сетчатом патроне индикаторный силикагель меняет голубую окраску на розовую.
При ревизии и замене силикагеля каждый из этих устройств демонтируют, разбирают, высыпают отработанный силикагель. Все внутренние полости и детали устройств протирают ветошью, смоченной керосином. Резиновые и асбестовые уплотнения заменяют новыми. Устройство собирают и устанавливают на место. Масса силикагеля, загружаемого в фильтр, равна 0,1—0,2 % массы масла в трансформаторе.
Источник