- Toyota Corolla swap 1.6 16V 4A-FE › Logbook › Ремонт Выпускного коллектора — «Термосталь 1400»
- Ремонт выпускного коллектора холодной сваркой
- Сварка выпускного коллектора
- Выпускной коллектор: причины выхода из строя и обслуживание
- Сварка чугунного выпускного коллектора
- Сварка коллектора из нержавейки
- Холодная сварка при ремонте выпускного коллектора
- Заключение
- Сварка выпускного коллектора
- Выпускной коллектор: причины выхода из строя и обслуживание
- Сварка чугунного коллектора
- Основные виды сварки коллектора:
- Ремонт чугунного коллектора пошаговая инструкция
- Ремонт коллекторов из нержавеющей стали
- Аргоновая сварка
- Что лучше сварка в аргоне или холодная
- Холодная сварка при ремонте выпускного коллектора
- Как правильно ремонтировать при помощи холодной сварки
- Основные поломки выхлопной системы автомобиля и их признаки
- Заключение
- Лучший герметик для ремонта глушителя и выхлопной системы
- Строение выхлопной системы
- Ремонт глушителя герметиком
- Когда использовать герметик
- Возможные причины поломки
- Причины поломки глушителя
- Подбор пасты для глушителя
- Ремонт глушителя холодной сваркой
- Как выбрать холодную сварку
- Ремонтируем глушитель своими руками
- Ремонт керамической лентой
- Рабочие температуры
- Высокотемпературный герметик для выпускного коллектора
- Если из глушителя капает вода
- Как заварить глушитель холодной сваркой: можно ли заделать дырку?
- Ищем причину
- Применение
- Выбор
- Тонкости ремонта глушака автомобиля: можно ли замазать или заделать дырку?
- Восстановление масштабных повреждений
- Другие способы
- Лужа под выхлопной трубой
- Про ремонт глушителя и выхлопных труб
- Особенности холодной сварки
- Виды холодной сварки
- Ремонтируем глушитель холодной сваркой
- Альтернативные методы ремонта глушителя
- Если из глушителя капает вода
- В заключении
Toyota Corolla swap 1.6 16V 4A-FE › Logbook › Ремонт Выпускного коллектора — «Термосталь 1400»

И так излазив просторы интернета, нашел в днепропетровске химию похожую на двухкомпонентный герметик или на эпоксидную смолу производства компании DoneDeal.
По утверждению завода изготовителя предназначен для ремонта чугунных и металлических коллекторов, ГБЦ и выхлопных систем. Не восприимчев к ударным нагрузкам и вибрациям, выдерживает температуру до 1400 градусов и после полного застывания его можно сверлить, нарезать резьбу и обрабатывать болгаркой)
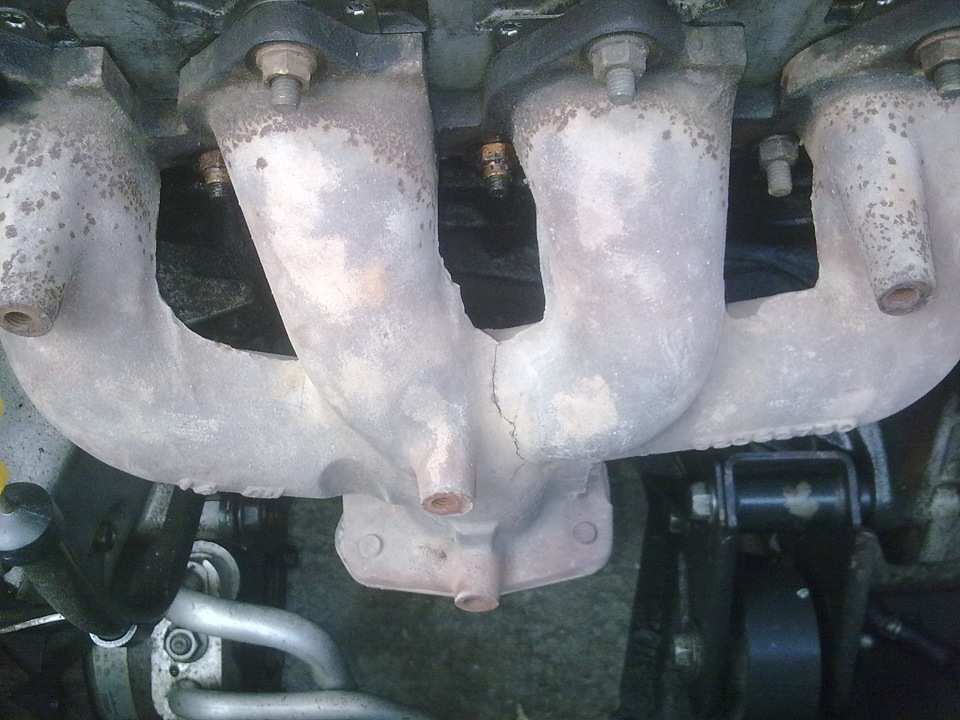
Проверим на сколько это правда. Так как коллектор у меня уже был заварен какой то стремной сваркой то остается только 2 выхода: новый коллектор и стремная химия) -берем вариант №2, он дешевле, а к первому всегда можно вернутся)))
И так вот оно

По технологии зачистил место нанесения «Серой жижи» обезжирил, размешал ее до однородной массы и наляпал на трещину. По инструкции 5-6мм вокруг трещины, взял с запасом на все 10-12мм. Получилась коровья лепешка)))

Оставил эту лепешку сохнуть на ночь. Завтра посмотрим, что из этого получилось…))
Продолжение следует…
Первые полевые испытания показали что этот «Кизяк» держится молодцом.Пробовал ковырять его отверткой — не берет, довольно крепкая шняга, ну и выхлопными газами перестало вонять в салоне.
Источник
Ремонт выпускного коллектора холодной сваркой
Сварка выпускного коллектора
Одной из составных частей ДВС является выпускной коллектор. В процессе эксплуатации он изнашивается. Такое характерно для автомобиля с любым пробегом. Причин для образования трещин немало: от заводского брака, некорректной сборки до динамического разрушения. При выходе детали из строя не спешите запчасть менять. Многие автосервисы специализируются на сварке выпускных коллекторов. Имея сварочный аппарат в гараже, можно реставрировать деталь своими руками. Сделать это можно несколькими методами. Коллектор производится из нержавеющих труб или чугуна. Сварке поддаются оба сплава, но любая технология со своими нюансами. Специалисты готовы поделиться опытом.

Выпускной коллектор: причины выхода из строя и обслуживание
В зависимости от марки машины и типа двигателя, на двигатель устанавливаются модели различных модификаций. Их можно разделить на две группы:
- цельнометаллические, они обычно делаются методом литья из чугуна;
- трубчатые, для их производства используются нержавеющие трубы различного диаметра.
К блоку ДВС коллекторы крепятся на фланцы. При каждом такте в камеру поступают под давлением отработанные газы. Их температура достигает 900 градусов. Понятно, что деталь, работая в таком режиме, способна сломаться.
Нарушение герметичности выпускного коллектора – самый сложный дефект. Возможные ситуации:
- прогорает одна из труб;
- от динамической нагрузки появляются трещины на коллекторе;
- полностью отламывается патрубок.
Все эти повреждения – проблема. Для многих автомобилей процедура замены детали затягивается на месяцы – «родные» запчасти иногда приходится заказывать.
На многих СТО их восстанавливают. Сварка коллекторов в зависимости от их модификации производится методами горячей, холодной или аргоновой сварки. Работы производят разным типом оборудования, с использованием электродов или присадочной проволоки. Реставрацией можно заняться во дворе дома или гараже. Как заварить выпускной коллектор самостоятельно? Рассмотрим подробно каждый из методов.
Сварка чугунного выпускного коллектора
Температурная обработка высокоуглеродистого сплава связана с определенными трудностями:
- углерод при термическом воздействии выгорает, металл становится рыхлым;
- у чугуна высокий коэффициент текучести;
- при быстром охлаждении, из-за внутреннего напряжения, литье начинает трескаться, становится белесым, это говорит об изменении структуры сплава.
Сварка выпускного коллектора из чугуна под силу стажистам. Новичкам лучше не браться за реставрацию детали автомобильного двигателя, или сначала нужно потренироваться на бросовых изделиях из чугуна. До недавнего времени за ремонт чугуна сварщики не брались. Шов получался с большим содержанием окалины, в зоне разогрева металл трещал. После появления специальных медесодержащих электродов, позволяющих снижать температуру в ванне расплава до +120°С, появилась возможность создавать прочные соединения.
Горячий и полугорячий способы принципиально не различаются. Трещина наплавляется медесодержащими присадками при предварительном прогреве детали. При горячем, деталь разогревают в печи до температуры +600°С, появляется малиновый отлив. Он заметен при затенении. После этого приступают к сварке. Чтобы деталь быстро не остывала, ее периодически прогревают паяльной лампой. При полугорячем способе деталь разогревают в пределах +300°С. Получается ровный шов. Очень важно поддерживать температуру во время охлаждения. Если глубина трещины большая, ее:
- предварительно разделают на всю глубину;
- края рассверливают с обеих сторон;
- кромки сглаживают под углом 30°.
Делают многослойное соединение. Каждый шов обязательно проковывается, длина проходки не более 3 см. Швы для надежности соединения делают перпендикулярно. При электродуговой сварке используют электроды марки ЦЧ-4.
Холодный способ не предусматривает предварительной подготовки. Трещина наплавляется в температурном режиме до 200°С. Для работы используют специальные электроды ОЗЧ-6, ОЗЧ-2.
Прочность на излом у холодного соединения ниже. Для ответственных соединений (когда патрубок выходного коллектора отломлен полностью) лучше брать электроды МНЧ-2. При газовой сварке полуавтоматом применяют медную присадочную проволоку.
Сварка коллектора из нержавейки
Трубчатые комплектующие обычно прогорают в местах изгибов. Сложности работы с нержавейкой:
- легированные сплавы в области рабочей зоны подвержены температурной деформации;
- никель, хром, другие компоненты при нагреве активно окисляются, это пагубно сказывается на качестве шва.
Для устранения дефектов применяется метод аргоновой сварки. Защитная атмосфера оберегает металл от окисления, из-за обдува меньше прогревается область, граничащая с рабочей зоной. Необходимо учитывать, что теплопроводность нержавейки ниже, чем у черных низкоуглеродистых сплавов. Нужна небольшая сила рабочего тока, она подбирается экспериментально. Важно соблюдать скорость образования шва. Металл варится большими проходами, чтобы не возникало межкристаллической коррозии в области соединения. Режим работы зависит от используемого оборудования.
- используя универсальный инвертор, для аргоновой сварки в режиме CD/АС TIG применяют тугоплавкие вольфрамовые электроды;
- для ручной электродуговой сварки нужны жаростойкие присадки марки ММА с рутиловым покрытием;
- для полуавтоматов выбирают проволоку по нержавейке, шов получается плотным, не требующим дополнительной обработки.
Холодная сварка при ремонте выпускного коллектора
Небольшие дефекты заделывают с использованием специальных клеевых составов, называемых «холодной сваркой». До нанесения смеси ремонтируемую зону необходимо обезжирить. Пользоваться клеями следует строго по инструкции. Тогда получается заплата, по физическим свойствам схожа с металлом. Такой метод удобен для устранения трещин и прогаров в труднодоступных местах. Клей – лишь временная мера устранения поломки. Под большой нагрузкой горячих отходящих из цилиндров газов латанная комплектующая долго не простоит. Клеевой состав не рассчитан на динамические нагрузки, зато отлично выносит статические. Перед приобретением клея важно изучить его характеристики.
Заключение
При сбоях в работе двигателя обязательно проверяют целостность выходного коллектора. Это – наиболее уязвимая деталь, эксплуатируемая в агрессивной среде под большим давлением. При обнаружении дефекта оцените, сможете ли произвести ремонт детали самостоятельно. Не имея опыта, за такую ответственную работу лучше не браться, доверить реставрацию специалисту.
Сварка выпускного коллектора
Выпускной коллектор- важная составляющая двигателя внутреннего сгорания.
С одной стороны он крепится к двигателю, а с другой к катализатору.
Его функция состоит в удалении выхлопных газов из двигателя и помощи в продуве камеры сгорания. Он состоит из нескольких труб соединённых между собой, через которые атмосферу выходят выхлопные газы. Расположен он в месте с очень неблагоприятными условиями, где происходят огромные перепады температур(раскалённые выхлопные газы могут достигать температуры 1000 градусов). От этого прибора зависит многое , например мощность и крутящий момент. Также при его повреждении едкий автомобильный дым будет проникать в салон, что не лучшим образом отразиться на комфорте при поездке на автомобиле.
Но что же делать если он по какой-то причине пришёл в негодность? Его можно починить обладая необходимыми навыками сварки выпускных коллекторов. Коллекторы бывают двух основных видов трубчатые и цельные. Цельный вариант не имеет швов и поэтому он более прочный. А трубчатый состоит из нескольких скрепленых труб. Цена хорошего изделия может достигать 2000 долларов . Можно ещё отремонтировать машину в автосервисе, но сделать это там весьма затратно. Коллекторы производятся из чугуна или из нержавеющей стали. Свойства этих металлов сильно отличаются. В этой статье будут приведены советы от специалистов касательно всех видов починки выпускных коллекторов. Если сварить не получиться, то придётся приобретать новый. Дешевые аппараты можно купить на вторичном рынке. Также поломки иногда происходят иногда и в коллекторах лодочных моторов.

Выпускной коллектор внешний вид
Выпускной коллектор: причины выхода из строя и обслуживание
В некоторых ситуациях он может сильно перегреться. При этом металл из которого он сделан расширяется и это приводит к разрыву швов. Поломки могут возникать из-за неправильного вождения и плохой чистки двигателя. Ремонт при помощи сварки необходим. Особенно если швы уже сильно расширились, а коллектор оплавился и деформировался. Коллектор вещь очень хрупкая, поэтому многие автомобилисты думают что починить его невозможно, а самостоятельные действия окончательно испортят ситуацию и поломают его полностью. Но не стоит бояться починка данного аппарата не такая уж сложная задача, особенно для человека который хоть немного в этом разбирается.
Лучше не затягивать с ремонтом данной детали. Последствия несвоевременного ремонта могут быть ужасны. Вплоть до нарушения работы всей выхлопной системы.

Повреждённый выпускной коллектор
Основные виды дефектов:
1) Прогорание труб
2) Трещины возникающие при высоких нагрузках
3) Разрушение патрубка
4) Разрушение структуры металла( особенно характерно для чугунных изделий, которые при перегреве сильно оплавляются и становятся очень текучими).
В большинстве ситуаций поломки обусловлены одной или несколькими трещинами, разрывом швов, частичным выгоранием. Происходит это из-за агрессивной температурной среды в двигателе. Раскалённые газы негативным образом влияют на структуру чугуна, в нём появляются трещины. Бывают даже случаи когда отпадает часть детали или она попросту распадается на несколько частей.
Полезный совет: При выборе электрода обязательно смотрите на характеристики детали.
Выхлопная система машины схема
Что можно сделать при помощи сварки.
1) Подлатать трещины.
2) Приделать отпавшие части.
3) Собрать воедино расколовшуюся деталь.
4) «Нарастить» толщину стенок.
В автомастерской на все работы предоставляется гарантийная страховка. Тогда как при самостоятельном ремонте вы всё делаете на свой страх и риск. Также специалисты смогут сделать всё быстро и с соблюдением техники безопасности. Правда за их труд придётся заплатить.
Не откладывайте починку в долгий ящик. Если даже сейчас времени чинить нет, то вы можете воспользоваться специальной холодной сваркой детали. Она поможет устранить поломку на некоторый срок. В это время мы и можете заняться полноценным ремонтом.
Сварка чугунного коллектора
Чугун- сплав железа и углерода в котором содержание углерода больше 2.14%. Такое содержание углерода влияет на прочность данного металла и делает его очень неустойчивым к механическим повреждением.
Чугунные детали варят особенным образом. Всё связано с особенностями данного материала.
Главные проблемы возникающие при ремонте изделий из чугуна:
1) Углерод, содержащийся в чугуне, становится очень рыхлым и перестаёт держать форму.
2) Чугун при нагревании становится вязким и начинает течь.
3) При резких перепадах температур чугун начинает деформироваться и терять изначальную форму. Также нередки случаи когда он сильно плавиться и деталь теряет толщину стенок.
Основные виды сварки коллектора:
1) Горячая — нагрев вплоть до 60 градусов.
2) Полугорячая- нагрев не более чем до 300 градусов.
3) Холодный- сваривание детали без нагревания. Происходит оно при помощи специального клея. Он временно сможет устранить данную проблему.
Виды сварки по технологическому процессу.
2)С применением полуавтомата. При этом будет использоваться специальная проволока.
3) В аргоновой среде. Аргон будет выступать защитным газом, который препятствует окислению.
4) При помощи инвертора.
Ремонт чугунных коллекторов под силу только опытным сварщикам. Совсем недавно чинить чугунные изделия было практически невозможно, а всё благодаря слишком высокой температуре при которой чугун начинал трещать и разрушаться.
Но недавно были придуман новый тип электродов, благодаря которым удалось снизить температуру до 120 градусов. После чего появилась возможность качественной сварки чугуна. Данный вид электродов называется ЦЧ-4 и применяется ещё и для медных изделий. Низкая температура нагрева данного электрода позволяет избежать разрушения чугуна и делает её намного проще и удобнее.
Ремонт чугунного коллектора пошаговая инструкция
1) Для начала разделайте трещину при помощи специального диска для заточки. Расширить необходимо на несколько миллиметров.
2) Нагреть место работы горелкой с температурой около 100 градусов.
3) Скрепите деталь при помощи специального электрода.
4) Медленно остужаем горелку, чтобы избежать деформации чугуна. Для этого после работы необходимо немного подогревать чугунное изделие.
5) Отшлифуйте получившийся шов.
Чугун очень быстро остывает поэтому необходимо постоянно поддерживать необходимую температуру. Из-за высокой текучести чугуна рекомендуем высверлить отверстия недалеко от трещины и применять специальные графитовые прокладки
Для обычной сварки применяется электрод ЦЧ-4.
А для холодной можно использовать ОЗЧ-6 или ОЗЧ-2.
Как нельзя чинить чугунные детали.
1) Не ремонтируйте чугунные детали обычными электродами. При таком подходе чугун скорее всего лопнет. Нержавеющей проволокой также варить не рекомендуется. Результатом обоих этих действий станет испорченная деталь. Если же вам трудно разбираться во всех аспектах, то гораздо легче доверить эту работу профессионалам.

Хорошо сваренная деталь крупным планом

Хорошо сваренный коллектор
Ремонт коллекторов из нержавеющей стали
У нержавеющей стали есть свои особенности, которые также необходимо учитывать.
1) Легированные сплавы также могут быть подвержены разрушению.
2) Примеси металлов( никель, хром ) которые содержаться в нержавейке при нагревании окисляются и портят структуру металла. Это может плохо сказаться на качестве соединения. Ремонт коллектора из нержавейки сложный процесс и к нему нужно подходить с умом . Для нержавеющей стали применяется специальный метод аргоновой сварки. Для работы с нержавейкой необходима определённая сила тока которая подбирается экспериментально.
Методы сварки нержавейки в зависимости от оборудования:
1) Тугоплавкие вольфрамовые электроды применяются для работы в режиме CD/АС TIG
2) Для ручной сварки потребуются жаростойкие присадки с рутиловым покрытием марки MMA.
3) Полуавтоматическая с получением качественного шва.
В бытовых условиях(в гараже) обычно применяется третий способ.
С ремонтом лучше всего обратиться в специализированную мастерскую. Там профессионалы смогут не только починить его но и немного улучшить его характеристики.
Аргоновая сварка
Сварка аргоном целесообразна, если имеется специальное оборудование — TIG. Такой вид гораздо дороже, чем привычная всем сварка углекислотой. Оборудование стоит достаточно дорого, да и аргон не самый дешевый газ. Качества шва при аргоновом методе не всегда получается хорошим. Тут всё зависит от профессионализма сварщика. Также при таком методе просто необходим дополнительный отвод воздуха( вентиляция).
Что лучше сварка в аргоне или холодная
Холодная сварка — это только временное решение. Надёжнее сделать горячую сварку в аргоновой среде или в углекислоте. Её лучше использовать тем кому нужно срочно куда-либо ехать и на полноценный ремонт просто не хватит времени.

выпускной коллектор из нержавеющей стали

Пример выпускного коллектора из нержавейки
Холодная сварка при ремонте выпускного коллектора
Небольшие повреждения и трещины ремонтируются при помощи специальных термостойких клеевых составов. Данный метод ремонта называется холодной сваркой.
Перед ремонтом необходимо убрать жир с того места где будет производиться работа.О том как пользоваться клеем написано на упаковке с ним. После проведения холодной починки получится заплата имеющая свойства схожие со свойствами металла. Холодный вариант наиболее удобен в местах где невозможно будет провести обычную сварку. Клей очень непрочный и плохо переносит динамические перегрузки, а вот со статическими справляется очень даже неплохо. Тут всё зависит от производителя клеевой смеси. Советуем внимательно изучить её характеристики перед покупкой товара. Благо ассортимент в магазинах большой и найти хороший продукт не составит проблем.
Как правильно ремонтировать при помощи холодной сварки
1) Очистите поверхность детали при помощи наждачной бумаги.
2) Убрать жир при помощи растворителя.
3) Нанести клей( при этом желательно быть в перчатках).
4) Подождать некоторое время а затем отполировать застывший раствор.
5) Через 24 часа можно ставить прибор обратно в авто.
Проводить эту операцию нужно в тёплую погоду( температура должна быть выше +5).
Иначе клей не даст никакого эффекта и вся работа будет проведена зря.

Клей для холодной сварки металла

Соединительный шов выпускного коллектора крупным планом
Основные поломки выхлопной системы автомобиля и их признаки
1)Забивка катализатора(фильтр который сдерживает сажу. Из выхлопной трубы перестаёт идти дым.
2)Поломка кислородных датчиков
3)Поломка глушителя авто. При этой поломке снижается мощность машины и резко повышается шум двигателя.
4)Трещины в выпускном коллекторе. При этой поломке в салоне начинает пахнуть выхлопными газами.
Заключение
Запомните к любому делу нужно подходить со всей ответственностью. Спешка в работе, незнание правил и несоблюдение техники безопасности могут привести к очень плохим последствиям. Ремонтировать выпускной коллектор это не очень то и сложно. Чинить можно как чугунные так и коллекторы из нержавейки. Главное обладать необходимыми знаниями и умениями. А если вы обладаете опытом в сварочных работ то починка данного агрегата станет для вас лёгкой задачей.

Выпускной коллектор от автомобиля «Ауди»
Лучший герметик для ремонта глушителя и выхлопной системы

Строение выхлопной системы
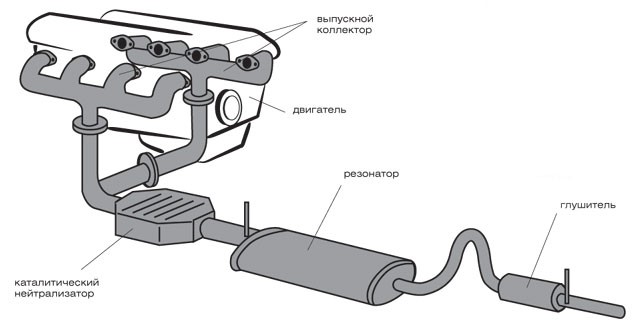
Приведем основные компоненты выхлопной системы автомобиля:
- Глушитель. Наконечник, который идет из резонатора. Мы его все видим дымящего из-под машины.
- Резонатор. Эта деталь служит акустическим фильтром. Она многократно уменьшает шум двигателя.
- Катализатор. Уменьшает токсичность выхлопа перерабатывая CO до СО
- Приемная труба. Объединяющая труба.
- Выхлопной коллектор. Соединительный узел от двигателя до трубы, ведущей к катализатору.
Ремонт глушителя герметиком
Используется для небольших поломок и для герметизации выхлопной системы. Этот метод один из самых простых, потому что не требует ничего, кроме действия по инструкции и внимательности.
Чтобы отремонтировать глушитель герметиком, следуют таким шагам:
- Участок под герметик зачищается наждачной бумагой.
- Перед нанесением состава поверхность смачивается водой.
- Нанести герметик.
- Подождать полчаса, пока он не высохнет.
- Запустить мотор на 15 минут, чтобы из герметика испарилась влага.
- Оставить двигатель на 12 часов.
Герметиками не получится залатать каждое повреждение. Их лучше всего использовать как дополнение.
Когда использовать герметик
Термостойкий герметик отличное решение для ремонта выхлопной системы. Ведь начиная от двигателя и заканчивая глушителем мы имеем температуру на уровне 1000 градусов. В таких тяжелых условиях длительная эксплуатация узлов затруднена. Разного рода поломки случаются часто и нужно как можно скорее решать эти вопросы. Герметик для выхлопной системы идеально вписывается в эту работу.
Возможные причины поломки
- Коррозия. Гниение металла – основная проблема не только в этом узле, а в целом. Главным противником системы выхлопа является влияние на внешние стенки воды, песка, растворов из соли посыпаемыми дороги в зимнее время.
- Дыры (проколы). Банальные проколы могут сделать проволока на дороге, мелки камушки.
- Прогорания. Действие одновременно коррозии и высокой температуры.
- Аналог заводских деталей. Очень часто аналогичные детали можно купить в два раза дешевле оригинальных, и часто мы так и поступаем. Однако не все так хорошо, как казалось бы. Качество выполнения работы может кардинально отличатся. Отличатся может также и толщина металла.
Причины поломки глушителя
Так как глушитель практически не имеет защиты от влияния внешней среды, его делают из прочных материалов, чтобы срок службы его был дольше. Качество дорог, препятствия и даже простые отскоки камней приводят к повреждениям глушителя.
Однако, механическое влияние это не самая распространенная причина, приводящая к пробоям. В основном к поломкам приводят химические коррозии. Среда, в которой работает глушитель, можно назвать агрессивной. Потому что на его корпус попадает вода, снег, а также разнообразные реагенты для защиты дорог от обледенения. Всё это налипает на поверхность и приводит к прогоранию глушителя.
В конечном итоге в глушителе появляется дыра, которую проделывает ржавчина, или из-за тех самых препятствий на дорогах. Если повреждения серьёзные, то обычно глушитель меняют. Но если поломки небольшие, то используется один из способов его ремонта.
Подбор пасты для глушителя
Для ремонта и монтажа выхлопной системы должен применяться герметик, в составе которого указан силикат натрия, волокно и другие компоненты. Для лучшей герметичности намазывайте смесь на прокладку слоем не меньше 3 мм и соединяйте узлы.
ABRO. Продукт американского происхождения, пользующийся не малым спросом в наших странах. Предел верхней границы температурного режима до 1100 градусов.
CRC. С этим герметиком можно быстро закончить начатый ремонт, ведь его время застывания всего 10 минут на работающем моторе. Должен быть у каждого в инструментах первой необходимости.
LIQUI MOLY. Продукт от немецкой промышленности. Является многоцелевым герметиком который позволяет использовать на многих системах. Содержит в своем составе керамику, предотвращает прилипания деталей друг к другу.
PERMATEX. Устойчивый перед контактом с маслом герметик. Поможет сделать прокладку толщиной до 6 мм которая по свойствам будит не хуже резины. Продукт многоцелевого назначения.
DONE DEAL. Содержит керамику в своем составе, является отличным решением для ремонта выпускной системы. Создает качественную герметизацию деталей, убирает утечки выхлопных газов из мелких отверстий и трещин.
Ремонт глушителя холодной сваркой
Чтобы понять, как заделать глушитель холодной сваркой, начать стоит с определения, что она собой представляет. Это 2-составной клей широкого применения. У него есть много преимуществ, среди которых:
- Стойкость к воздействию воды, реагентов, высоких температур (до 150 градусов).
- Противостояние ударным нагрузкам (до 120 кгс/ см²) и вибрациям.
- Простота применения, так что с холодной сваркой справится любой.
- Стоимость не велика.
- Сварка легко высыхает, но для полного схватывания обычно выжидают сутки.
- Применяется в любых условиях.
Конечно, есть и недостатки. Среди них:
- Пользоваться нужно с осторожностью из-за токсичности материала.
- Холодная сварка не подойдёт для масштабных пробоин.
- Необходимо подобрать правильный состав.
- Пользоваться только до окончания срока годности.
Преимуществ, конечно, больше чем недостатков, поэтому этот способ ремонта и приобрёл такую популярность. Среди положительных есть простота применения и это легко доказать, взглянув на алгоритм ремонта глушителя холодной сваркой:
- Для фиксации пригодятся ткань, жгут или струбцина.
- Перед работой поверхность очищается, обезжиривается и зачищается наждачной бумагой.
- Надеть перчатки, чтобы не повредить руки реагентами.
- Смесь смешивается по инструкции. Если она в шприце, стоит перемешать ещё раз.
- Чтобы избежать риска отравления, ремонт проводится на открытом воздухе. На склевываемые поверхности быстро укладывается клей, для высокой прочности соединения нужно подержать детали вместе.
- Всё фиксируется жгутом.
- Через час можно зачистить склеенное место от остатков клея. Сушка ускоряется до 20 минут, если привлечь температуру в 20-30 градусов.
- Смесь окрепнет через сутки и будет готова к новым нагрузкам.
Многие озадачены тем, можно ли холодной сваркой заварить глушитель. И ответ, конечно, положительный. Ведь это действенный и достаточно быстрый способ устранить все дефекты, а это самое главное.
Как выбрать холодную сварку
При выборе холодной сварки для ремонта глушителя нужно обратить внимание на такие параметры:
- Время первичного и полного застывания. Последнее обычно не отличается и составляет 24 часа, а вот первое меняется у разных производителей.
- Время пластичности. Показывает, сколько времени можно будет подгонять детали, пока клей не схватится.
- Температура использования. В среднем она будет от -20 до +15.
- Термостойкость. В среднем это значение находится где-то до +260 градусов по Цельсию. Если нужно что-то более стойкое, то есть и с пределом +1300 градусов по Цельсию.
- Расход клея. Зависит от плотности деталей, которые нужно соединить, и от опыта пользователя. На шов длиной 25-30 мм хватит обычного тюбика в 60 мл пастообразного клея.
Ремонтируем глушитель своими руками
Если вы вдруг обнаружили утечку выхлопных газов через образовавшуюся щель (трещину) на патрубке системы не стоит нервно прикидывать стоимость ремонта в мастерских. Все можно починить и самому. Для этого поезжайте на эстакаду для визуального осмотра и удобного доступа к всей системе.
При включенном двигателе залезьте под днище и посмотрите на предмет выходящих струек из трещин образовавшихся на трубках.
Не используйте смотровую яму. Она плохо вентилируется и есть риск за время осмотра надышатся газами.
Для ремонта трещины вам понадобится зажимное кольцо (хомут) из металла. Желаемая толщина должна быть не меньше 0,8 мм. Дайте системе немного остыть чтоб не опалить пальцы. Нанесите слой герметика на щель, зажмите подготовленным раннее хомутом. Действуйте дальше согласно инструкции на упаковке герметика.
Ремонт керамической лентой
Керамическая лента не менее лёгкий способ починки. Она переносит нагрузки температуры до 1000 градусов по Цельсию благодаря как раз керамической основе. Чтобы менять целые части, лента не поможет, а вот чтобы исправить проблему с небольшой дырой или щелью вполне.
Применять керамическую ленту легко:
- Очистить глушитель перед починкой.
- Смочить ленту водой.
- Обмотать вокруг места поврежденного места минимум в 2 слоя.
Керамическая лента всё же временный вариант и продержится до трех месяцев. Решить проблему окончательно с её помощью не получится, так что она подходит только как экстренная мера.
Рабочие температуры
Компоненты этой системы работают при высоких температурах. Сильнее всех нагревается выхлопной коллектор бензинового двигателя его температура достигает + 1300 ºC. Остальные составляющие работают при температурах от + 1000 до + 250 ºC, что намного ниже температуры плавления основы клеящего состава. Силиката натрия хорошо известный как жидкое стекло плавится при температуре + 1088 ºC. Отсюда можно сделать вывод о достаточно хорошей термостойкости таких герметиков. Выхлопные газы дизельных двигателей имеют более низкую, чем у бензиновых, температуру. А значит, для дизелей такие герметики тем более подойдут.
Силикат натрия настолько негорючий, что им пропитывают театральные декорации, чтобы исключить возможность их воспламенения.
Высокотемпературный герметик для выпускного коллектора
Сверрхвысокотемпературный герметик прокладок специально разработан для особонагруженных двигателей высокой удельной мощности, в том числе с турбонаддувом. Выдерживает экстрмальные температуры 1.
Удалить фрагменты старой прокладки итщательно очистить поверхность. 2. Снять колпачок, проткнуть защитную фольгу и навинтитьприлагаемую насадку. Отрезать кончик насадки так чтобы создать отверстие требуемогоразмера.
3. Наносить по периметру на всю сопрягаемую поверхность (предпочтительнотолько на саму крышку), формируя слой толщиной 2-3 мм. Оставить отверстия под крепежныеболты.
Если из глушителя капает вода
Конденсат, образующийся в глушителе – это обычная вода, появляющаяся в процессе перехода из газообразного состояния в жидкое. Звучит это довольно безобидно, если бы эта влага не оказывала пагубное влияние не только на саму выхлопную трубу, но и на внутренние системы автомобиля.
Если говорить о том, почему из выхлопной трубы капает вода, то стоит выделить несколько причин:
- Активная эксплуатация автомобиля, особенно в холодное время года, когда происходит сильный нагрев двигателя, а температура воздуха понижена.
- Автомобиль с функцией автозапуска. В этом случае труба будет нагреваться приблизительно за 20 минут. В это время замерзший конденсат тает, но не испаряется полностью. Благодаря этому под влиянием сильного потока выхлопных газов, жидкость выплескивается наружу из глушителя.
Также конденсат может с силой вырываться из трубы, если вы резко нажимаете педаль газа.
Стоит учесть, что образование конденсата в глушителе – это нормальное явление, только если он не появляется:
- В самом моторе. В этом случае на горловине масло-заливной крышки или возле клапанов образуется светлый налет.
- В бензобаке авто. Причиной этого чаще всего является низкокачественное топливо, в котором содержится вода.
В этом случае разбираться в проблеме необходимо незамедлительно, особенно если вы заметили что мотор машины начал сильно греться, а расход топлива увеличился.
Как заварить глушитель холодной сваркой: можно ли заделать дырку?
Глушитель относится к уязвимым частям автомобиля. О появлении трещины, прогара, иной неплотности хозяина авто известит характерный резкий звук. Восстановление целостности газоотвода не терпит отлагательства: процесс разрушения имеет тенденцию ускоряться. Выход под рукой – холодная сварка для глушителя.
Ищем причину

Что влияет на преждевременный выход из строя труб глушителя:
- Температурный режим выхлопных газов на входе в принимающие патрубки коллектора, именуемые автовладельцами штанами, близок к 1000 0 С;
- Некачественное топливо и последствия: продукты неполного сгорания;
- Конденсация влаги;
- Внешние механические повреждения.
Осмотр при заглушённом двигателе на эстакаде обычно сразу даёт результат. Отклонения в цвете, следы потёков – сигнал к скрупулёзному поиску отверстия. Демонтаж и основательная ревизия поверхности глушителя, патрубков дадут возможность предупредить катастрофические разрушения целостности металла и гофр.
Если площадь дырки не превышает размера булавочной головки, смело берёмся за ремонт собственными силами. Дыра размером более монеты, продольная трещина потребуют большего внимания.
Но для умельца нет преград. И с этой бедой справимся, усилив холодную сварку подложкой. Прореха на приёмной трубе коллектора требует немедленных мер, пока она мала. Прозевали – всё равно обойдёмся без автосервиса.
Применение
Клеящие герметики или холодная сварка на основе эпоксидных смол годятся для устранения течи бензобака, восстановления радиатора. Найдётся и для горячего глушителя средство, не боящееся температурной агрессии.
- однокомпонентные составы, готовые к применению после разминания;
- двухкомпонентные жидкие составы;
- двухкомпонентные пластилинообразные;
- высокотемпературные составы.
Клеящие составы, рекомендованные для восстановления выхлопной системы, переносят без последствий вибрацию, ударные нагрузки и напряжения. Обладают диффузионной адгезией к стали и чугуну.
Меры предосторожности обусловлены токсичностью составов:
- Естественная вентиляция помещения;
- Работы производить в резиновых перчатках;
- Смешивание компонентов проводить в неметаллической ёмкости непищевого назначения;
- При попадании на кожу, смыть с мылом.
Выбор
Рекомендуем марку холодной сварки для глушителя автомобиля DONE DEAL термосталь 1400 С. Цифровое обозначение указывает на допустимую температуру. Компоненты: натрия силикат, синтетические волокна. Прочность соединению придаёт металлонаполнитель.
Титан выдержит без ущерба нагрев до 300 0 С. Поставляется в 2 видах: стержнем для разминания и раздельно – отвердитель и клей в разных баночках. По отзывам, достоинства превалируют. Стоит держать в запасе.
Abro Steel по температурным показателям уступает. Термоудар коллектора не выдержит. На глушителе послужит. Динамические нагрузки переносит, но с трудом. Не боится воды и агрессивных жидкостей. До полной полимеризации не нагревать.
Первичное схватывание холодной сварки занимает 5–20 минут. Точные цифры в инструкции. Исправления формы и заполнения допускаются до истечения срока высыхания поверхностного слоя. Через сутки герметик можно подвергать мехобработке.
Удаление излишков, испорченного герметика растворителями не всегда эффективно. Альтернатива – механическое срезание стамеской, спиливание напильником, электроинструментом.
Прочность – несомненное преимущество: холодная сварка для глушителя автомобиля без ущерба переносит механическую обработку, сверление, сохранит резьбовые канавки после метчика.
Тонкости ремонта глушака автомобиля: можно ли замазать или заделать дырку?
Если нет возможности заказать пескоструйную обработку глушителя и патрубков, места выхода газов зачищаются грубой наждачной бумагой, металлической щёткой с запасом по площади.
Растворителем обезжиривается место ремонта.
Устранение малоразмерных трещин и отверстий:
- Продольные трещины засверливаются по краям сверлом Ø 3 для снятия внутреннего напряжения металла.
- Смешивание состава производится непосредственно перед герметизацией.
- Повреждения до Ø10 надлежит укрыть слоем 5–7 мм с опорой на целый металл 8 мм по периметру.
- Выдержать 4 часа, постепенно прогреть узел до рабочей температуры.
- Пузырение клеящего слоя сигнализирует о нарушении технологии подготовки поверхности. Требуется повторная очистка, обезжиривание, просушка и клейка.
- В малые отверстия выходного коллектора рекомендуется ввернуть саморез сквозь слой холодной сварки.
- Заплаты узлов, испытывающих давление, фиксируются хомутами для обеспечения механической прочности.
Восстановление масштабных повреждений
Прогоревшие участки глушителя восстанавливаются наложением заплат из нержавеющей стали с нахлёстом 30 мм на неповреждённый металл. Накладки засверливаются под Ø тела самореза. Последовательность операций:
- Удалить заусенцы, придать форму глушителя, зачистить накладку с внутренней стороны, обработать растворителем, просушить.
- Промазать герметиком края отверстия и заплаты с запасом.
- Наживить саморезы, внести под шляпки каплю холодной сварки, затянуть винты.
Устранение прогара трубы:
- Погоревший участок вырезается и удаляется, замена – труба большего диаметра.
- Подготовить поверхности, накладную трубу засверлить под саморезы с обеих сторон.
- Нанести холодную сварку на смежные участки, соединить.
- Зафиксировать равномерно саморезами с герметизацией шляпок и стыков труб.
Особенности ремонта теплообменников и жаростойких труб, испытывающих давление:
- Подготовка ремонтного участка.
- Обрезать и выгнуть по диаметру трубы накладку из нержавейки с нахлёстом 20 мм.
- Состав наносится на обе части.
- Закрепить накладку хомутами с натяжением.
- Мелкие трещины рекомендуется усилить плотным бандажом из стальной проволоки поверх клея.
Другие способы
Как одну из мер восстановления целостности кожуха глушителя без применения холодной сварки используют стеклоткань. Бандаж из слоёного материала защитит обширные участки ветхого глушителя. Скрепит слои ткани между собой и удержит на кожухе эпоксидный клей на основе силикатов.
Термолента несёт на одной стороне клеевой состав. Первичная прочность достаточна. Многослойная обмотка после смачивания приобретает свойство небьющейся керамики.
Лужа под выхлопной трубой
Глушитель не виноват. Причин капели несколько:
- Низкосортное топливо – почувствуете падение тяги;
- Конденсат, выпадающий при остывании системы выхлопа, зимой процесс протекает активнее. Горячие газы плавят и выносят застывший конденсат.
Явление неприятное, чревато ржавчиной внутри глушителя, но с законами природы не поспоришь.
Про ремонт глушителя и выхлопных труб
Дата публикации: 31 октября 2016 .
Категория: Автотехника.
Выхлопная система автомобиля – это довольно сложная конструкция, состоящая из нескольких элементов. Глушитель является одной из этих составляющих и именно с ним связаны наиболее частые поломки. К счастью, при любой неисправности именно в этом узле, автовладелец сразу узнает о ней. Например, если сечет глушитель на соединении, то вы услышите «цыкающий звук», который является признаком того, что на детали появились отверстия или она попросту прогорела (температуры в этих узлах могут достигать 1000 градусов, поэтому неудивительно, что даже прочные сплавы не выдерживают таких температурных нагрузок).

Несложно догадаться, что самый частый «недуг» элементов выхлопной системы – это трещины, коррозия и сколы, которые образуются практически на каждом «глушаке», после его длительной эксплуатации. В этом случае не обязательно сразу обращаться в автосервис, так как можно обойтись «малой кровью» если использовать холодную сварку.
Особенности холодной сварки
По большому счету холодная сварка (авто-пластилин) это разновидность двухсоставного клея, который применяется почти для всех известных материалов. Этот состав отличается высокой прочностью, за что его и так и прозвали. Помимо этого холодная сварка проявляет высокую устойчивость к химическим реагентам, температурным перепадам и воде. Поэтому если вы задумали ремонт глушителей, сварка станет настоящей находкой, которая восстановит целостность детали и продлит ее «жизнь».
Важно! Использовать холодную сварку для приемной трубы (коллектора) не рекомендуется, так как в этом случае речь обычно идет не о локальном ремонте, а о более серьезной проблеме. Дело в том, что на принимающие патрубки «штаны» приходится самый мощный удар вырывающихся выхлопных газов, поэтому холодная сварка может не выдержать такой нагрузки.
Если речь идет о ремонте глушителя, то использование авто-пластилина обладает множеством преимуществ, по сравнению с другими методами:
- Не требует специальной подготовки и использования специализированного оборудования (сварочного аппарата, специальной экипировки и многого другого).
- Может использоваться в любых условиях, например, если глушитель выйдет из строя прямо на дороге.
- Стоит порядка 200-600 рублей.
Полезно! Для ремонта глушителя подойдет и обычная холодная сварка для металла.
При этом этот состав обладает отличными эксплуатационными характеристиками:
- Прочность «на отрыв» составляет до 120 кгс/см2.
- Стандартные составы отличаются максимальной температурой использования в 150 градусов, но есть и более мощная специализированная автомобильная холодная сварка, способная выдерживать большие температурные нагрузки до 1000 градусов.
- Высокие физико-механические показатели позволяют полноценно использовать глушитель, после его ремонта.

Однако прежде чем выполнить ремонт выхлопной трубы с помощью этого «чудодейственного» состава, стоит обратить внимание на типы сварки.
Виды холодной сварки
К выбору этого материала стоит подойти внимательно, так как холодная сварка бывает нескольких типов, среди которых, для ремонта автомобиля подойдут только следующие:
- Жидкие составы. Обычно продаются в специальных шприцах и также выпускаются в упаковках, где они смешиваются автоматически. Такая жидкая сварка удобнее всего в использовании, но после нанесения состав затвердевает «намертво» и не поддается механической коррекции.
- Пластилинообразные составы. Такая сварка может быть односоставной или двухсоставной. Первая взаимодействует с воздухом, благодаря чему получается химическая реакция, активирующая материал. Двухсоставные сварки реагируют составами.
Также материалы отличаются в зависимости от их производителя. Для глушителя лучше всего выбрать сварку:
- Abro Steel (США). Которая обладает отличными характеристиками и высокой надежностью.
- Титан (Россия). Не уступает, а в некоторых параметрах даже превосходит американский аналог.
Чтобы выполнить ремонт глушителя любым из этих составов не придется прикладывать много усилий.
Ремонтируем глушитель холодной сваркой
В первую очередь необходимо найти образовавшуюся щель, через которую наружу вырываются газы. Если ее нет и глушитель «стреляет» при сбросе газа, то проблема кроется намного глубже. Если же отверстие все такие есть (его легко определить по образовавшимся вокруг темным пятнам), то необходимо выполнить следующие шаги:
- Обработайте поврежденный участок наждачкой, чтобы сварка лучше схватилась.
- Обезжирьте поверхность, на которую будет нанесен состав, спиртом или бензином.
- Смешайте холодную сварку, как указано в инструкции.
- Перчатками нанесите необходимое количество состава на участок с трещиной и разровняйте его.
- Просушите деталь и оставьте ее на некоторое время, пока нанесенный материал не застынет (время застывания также будет указано в приложенной инструкции).
В процессе работы важно помнить, что холодная сварка относится к типу герметиков, поэтому она довольно быстро застывает. Исходя из этого, работать нужно довольно быстро.
Помимо такого метода ремонта прохудившегося глушителя, можно использовать и другие материалы.
Альтернативные методы ремонта глушителя
Наравне с холодной сваркой можно отремонтировать деталь при помощи:
- Специального бандажа из стеклоткани. Этот материал также способен выдерживать высокие температурные нагрузки. Бандаж из стеклоткани подходит для ремонта обширных участков глушителя, для которых не подходит холодная сварка. В состав этого материала также входят силикаты и эпоксиды.
- Металлической заплатки. При этом также не требуется использовать сварочный аппарат. Заплатка фиксируется с помощью хомутов.
- Специальной ленты. Это изделие состоит из высокопрочного клеевого состава, выдерживающего высокие температуры, который активируется и становится керамическим, после контакта с водой. Лента для глушителя также может быть выполнена из стеклоткани.

Тем не менее, не всегда сварка, лента, бандаж или заплатка помогают избавиться от неприятных «симптомов». Многие автовладельцы часто начинают искать трещины в глушителе, если из него начинает капать вода, но причины этого явления редко связаны с прохудившейся деталью.
Если из глушителя капает вода
Конденсат, образующийся в глушителе – это обычная вода, появляющаяся в процессе перехода из газообразного состояния в жидкое. Звучит это довольно безобидно, если бы эта влага не оказывала пагубное влияние не только на саму выхлопную трубу, но и на внутренние системы автомобиля.
Если говорить о том, почему из выхлопной трубы капает вода, то стоит выделить несколько причин:
- Активная эксплуатация автомобиля, особенно в холодное время года, когда происходит сильный нагрев двигателя, а температура воздуха понижена.
- Автомобиль с функцией автозапуска. В этом случае труба будет нагреваться приблизительно за 20 минут. В это время замерзший конденсат тает, но не испаряется полностью. Благодаря этому под влиянием сильного потока выхлопных газов, жидкость выплескивается наружу из глушителя.
Также конденсат может с силой вырываться из трубы, если вы резко нажимаете педаль газа.

Стоит учесть, что образование конденсата в глушителе – это нормальное явление, только если он не появляется:
- В самом моторе. В этом случае на горловине масло-заливной крышки или возле клапанов образуется светлый налет.
- В бензобаке авто. Причиной этого чаще всего является низкокачественное топливо, в котором содержится вода.
В этом случае разбираться в проблеме необходимо незамедлительно, особенно если вы заметили что мотор машины начал сильно греться, а расход топлива увеличился.
В заключении
Ремонт глушителя с помощью описанных выше средств является лишь временным решением проблемы. Через некоторое время трещины и дыры все равно будут появляться вновь и вновь. Лучше всего все же произвести грамотную профилактику и выявить причины неисправности и спокойно ездить на отремонтированном автомобиле.
Источник