Технология восстановления выпускного клапана двигателя NVD-48
Автор работы: Пользователь скрыл имя, 16 Июня 2013 в 08:39, курсовая работа
Описание работы
В процессе курсового проектирования решаются следующие задачи:
— анализ технологических возможностей и технико-экономических
показателей различных методов восстановления и упрочнения деталей;
-обоснование принципов системного подхода к выбору технологических методов восстановления и упрочнения деталей с целью обеспечения заданных параметров поверхностного слоя восстанавливаемых деталей;
-разработка технологического процесса восстановления и упрочнения деталей судового оборудования, в курсовом проекте разрабатывается технологический процесс восстановления выпускного клапана двигателя NVD 48 .
В курсовом проекте разработан технологический процесс восстановления уплотнительного пояска выпускного клапана среднеоборотного дизеля методом плазменно-порошковой наплавки.
Содержание работы
Введение
1. Технические характеристики объекта ремонта………………………..
1.1 Технические характеристики дизеля NVD 48……………………….
1.2 Назначение выпускного клапана двигателя…………………………..
1.3 Химические и физико-механические свойства клапана……………..
1.4 Анализ износов, повреждений и отказов выпускного клапана…….
2. Выбор и обоснование способа восстановления………………………
3. Разборка привода выпускного клапана……………………………….
4. Дефектация выпускного клапана……………………………………….
5. Выбор марки материала для нанесения покрытия………………….
6. Технология восстановления уплотнительного пояска выпускного клапана………………………………………………………………………..
6.1 Механическая обработка выпускного клапана……………………….
7. Сборка привода выпускного клапана…………………………………
8. Контроль качества и приемка………………………………………….
9. Испытание клапана……………………………………………………..
Заключение………………………………………………………………….
Маршрутная карта на восстановление выпускного клапана…………….
Список литературы…………………………………………………………
Файлы: 6 файлов
задание.doc
КП клапан(Лист 12).doc
Успешная работа морского транспорта в значительной мере определяется техническим состоянием и надежностью судового оборудования. В связи с этим особо важное значение приобретает совершенствование методов конструирования, расчетов, проектирования технологических процессов, обеспечивающих заданную надежность.
Повышение качества ремонта деталей судовых ДВС актуальная проблема, от решения которой зависят технико-экономические показатели работы флота. Важное место в решении этой проблемы принадлежит изучению и анализу действующих условий эксплуатации, технического состояния деталей ДВС, позволяющих увеличить сроки службы деталей, сократить объем и стоимость ремонтных работ. Качественная техническая эксплуатация двигателя увеличивает их долговечность, сокращает простои судов и повышает в итоге экономическую эффективность эксплуатации флота.
Основной целью курсового проектирования является: расширение и закрепление теоретических и практических знаний при решении конкретных технических и производственных задач; развитие навыков ведения самостоятельной работы; овладение методикой разработки технологических процессов.
В процессе курсового проектирования решаются следующие задачи:
— анализ технологических возможностей и технико-экономических
показателей различных методов восстановления и упрочнения деталей;
-обоснование принципов системного подхода к выбору технологических методов восстановления и упрочнения деталей с целью обеспечения заданных параметров поверхностного слоя восстанавливаемых деталей;
-разработка технологического процесса восстановления и упрочнения деталей судового оборудования, в курсовом проекте разрабатывается технологический процесс восстановления выпускного клапана двигателя NVD 48 .
В курсовом проекте разработан технологический процесс восстановления уплотнительного пояска выпускного клапана среднеоборотного дизеля методом плазменно-порошковой наплавки.
1. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБЪЕКТА
Объектом ремонта является выпускной клапан среднеоборотного дизеля. Непрерывно совершенствуется его конструкция, вместе с тем особенно актуальными становятся проблемы повышения эффективности работы судового дизеля и повышение срока службы.
В данном курсовом проекте разрабатывается технологический процесс восстановления выпускного клапана двигателя NVD 48 с изношенным слоем стеллитовой наплавки на уплотнительном пояске тарелки.
1.1 Технические характеристики двигателя NVD 48
Двигатель NVD48 — четырехтактный, реверсивный, с газотурбинным наддувом.
Технические характеристики двигателя NVD48:
— Расположение рабочих цилиндров……………рядное
— Частота вращения……………………………. .375 об/мин
— Среднее эффективное давление……………….0,56 МПа
— Удельный расход топлива………………… ……228 г/(кВт ч)
1.2 Назначение выпускного клапана дизеля NVD 48
Выпускной клапан входит в состав механизма газораспределения двигателя. Механизм газораспределения служит для управления процессами впуска воздуха в цилиндр и выпуска отработавших газов.
В четырехтактных дизелях органами газораспределения являются впускные и выпускные клапаны. Выпускной клапан предназначен для выпуска продуктов сгорания из цилиндра. Открывается клапан с опережением до прихода поршня в НМТ. Это необходимо, чтобы с целью улучшения очистки цилиндра начать ее раньше, используя перепад давления между цилиндром и выпускным трубопроводом, и обеспечить полное открытие клапана к моменту начала хода выталкивания газов поршнем. Закрывается клапан с запаздыванием, чтобы создать продувку цилиндра поступающим в него воздухом. Для обеспечения плотной посадки клапана на седло в приводе клапана предусматривают зазор (во время работы дизеля вследствие нагревания шток клапана удлиняется и зазор должен исчезать). Вертикальное расположение клапанов в цилиндровой крышке обеспечивает наименьший износ их штоков и направляющих втулок, а открытие внутрь цилиндра способствует плотному прилеганию к седлам за счет давления газов. При малых давлениях в цилиндре плотность закрытия клапана зависит от натяжения пружины.
1.3 Химические и физико-механические свойства
В курсовом проекте разрабатывается технология восстановления, и повышения износостойкости выпускной клапана из стали 40Х9С2 (ГОСТ 1133 – 71).
Химические свойства стали 40Х9С2 (сильхром):
Углерод (С) = 0,35 – 0,45%; Кремний (Si) = 2-3%;
Хром (Cr) =8,0 – 10,0%;
содержание примесей: Сера (S) 0,002%; Фосфор (P) 0,035%.
Механические свойства стали 40Х9С2:
Предел прочности , МПа 750
Предел текучести , МПа 500
Относительное удлинение , % 15
Твердость, НВ 175.
1.4 Анализ износов, повреждений и отказов выпускного клапана
Выпускные клапана — наиболее напряженные элементы дизеля. Они работают в условиях высоких температур и скоростей потока выхлопных газов, резких изменений температуры, а также химических и механических воздействий. Образующиеся на поверхности уплотнительного пояска окисные пленки разрушаются тем быстрее, чем выше скорость потока выхлопных газов и чем больше в нем различных механических примесей, выполняющих роль абразивных частиц. Процесс разрушения усиливается по мере повышения температуры газа вследствие ускорения процесса окисления металла. Имеет место газовая эрозия.
Несмотря на то, что клапаны изготавливают из высокопрочных жаростойких сталей, тяжелые условия их эксплуатации приводят к прогару уплотнительных поясков тарелок клапанов и выходу клапанов из строя задолго до отработки двигателем полного моторесурса. Преждевременный выход клапанов из строя приводит к необходимости демонтажа крышек цилиндров, что увеличивает эксплуатационные расходы, связанные с заменой клапанов. Поврежденные клапаны в процессе эксплуатации увеличивают расход топлива.
Замена изношенных клапанов связана с необходимостью значительных затрат на приобретение новых. Условия работы клапанов ДВС значительно ухудшаются в случае применения вязких сортов топлива, и снижается их наработка до отказа.
Быстрый износ посадочных поверхностей клапанов объясняется тем, что в процессе работы они подвергаются химическому и тепловому воздействию, и через посадочную поверхность в 3-5 раз отводится больше теплоты, чем через тарелку клапана.
Основным критерием обеспечения работоспособности клапанов является их стойкость против износа и коррозии. Она определяется состоянием посадочных
поверхностей тарелки и седла клапана. При неудовлетворительном состоянии клапанов происходит пропуск воздуха и газов в закрытом его состоянии.
Признаком неисправности клапанов, для которых характерно пропускание газов, является повышение температуры выпускных газов при одновременном снижении максимального давления и давления сжатия в рабочем цилиндре.
Ниже приводятся основные дефекты посадочных поверхностей, определяющие необходимость восстановления клапанов.
Характерными дефектами клапанов являются трещины и риски на
уплотнительном пояске тарелки клапана, скрытые дефекты в материале из-за наличия температурных напряжений, механических и ударных воздействий. Коробление и местное нарушение герметичности тарелки, связанное с образованием на фаске свищей, вызывает пропуск газов.
Перегрев тарелки клапана, коррозионные разрушения, механические повреждения, выработка, местное выгорание, наклеп на уплотнительном пояске тарелки клапана и седле, связанные с естественным изнашиванием, использованием высокосернистого топлива или плохой очисткой воздуха, являются характерными дефектами, и такие клапаны подлежат восстановлению. Наличие зазора между клапаном и направляющей втулкой связано с недостаточным количеством смазки, низким качеством материала уплотнительных поясков, естественным изнашиванием.
2. Выбор и обоснование способа восстановления
Восстановление изношенных судовых клапанов до настоящего времени является одной из нерешенных в полной мере проблем судоремонтного производства и требует своего дальнейшего изучения. Существует и применяется на практике много способов наплавки клапанов.
Самым простым и доступным для любого предприятия способом восстановления является механизированная электродуговая наплавка плавящимся электродом. Для этой цели применяются аустенитные электродные проволоки марок Св–06Х19Н19Т, Св–08Х19Н9Ф2С. Более часто на ремонтных предприятиях применяется способ аргонодуговой наплавки. В качестве неплавящегося электрода используют прутки из нитрированного вольфрама (ТУ 48–21–401–74).
Но эти способы имеют ряд недостатков: низкая производительность, значительные перемешивания основного металла с наплавленным, большой расход защитного газа.
Наиболее широкое применение на судоремонтных предприятиях находит способ плазменно-порошковой наплавки. Важным преимуществом плазменной наплавки являются: возможность сохранения исходного химического состава наплавленного металла в первом слое при обеспечении минимального перемешивания наплавленного с основным; широкий диапазон регулирования тепловложения в основной и присадочный материал; применение присадочных материалов в виде проволоки, ленты, порошка; высокая производительность процесса; хорошее формирование валика без наплывов и неровностей, что позволяет снизить припуски на механическую обработку.
Для плазменно-порошковой наплавки клапанов используют установку УПН–303–1 (рисунок 1), предназначенную для наплавки порошками на постоянном токе прямой и обратной полярности. Важным достоинством
1 – шкаф управления; 2 – источник питания; 3 – пульт управления работой
плазматрона; 4 – пульт управления стойки-манипулятора; 5 – стойка-ман-
ипулятор; 6 – механизм вращения клапана; 7 – система охлаждения плаз-
матрона; 8 – система подачи газа; 9 – бункер-дозатор; 10 – поворотная ко-
лона; 11 – система газораспределения; 12 – баллон с газом; 13 – электри-
ческая печь; 14 – манипулятор
Рисунок 1 – Схема установки УПН–303–1 для наплавки клапанов
установки является возможность получения импульсного режима наплавки, что позволяет регулировать длительность кристаллизации ванны, а следовательно, снизить температуру нагрева клапана.
Плазменная наплавка считается одним из прогрессивных способов восстановления и упрочнения клапанов и исходя из проведенного анализа достоинств и недостатков вышеперечисленных способов для разработки технологии восстановления выпускного клапана двигателя NVD 48 принимается метод плазменно-порошковой наплавки.
3. Разборка привода выпускного клапана
Разборка привода выпускного клапана осуществляется в следующей последовательности :
- Демонтируется верхняя часть корпуса на приводе клапана;
- Снимаются штанги с верхними частями корпуса;
- Снимаются стойки с рычагами;
- Вынимается толкатель в сборе из корпуса привода и разбирается на следующие детали:
- толкатель, который состоит из таких деталей как: верхняя часть толкателя, направляющая и нижняя часть толкателя;
- выпускной клапан, который разбирается в следующей последовательности:
- снимаются переливные патрубки с корпуса выпускного клапана;
- снимают сам выпускной клапан, который состоит из таких деталей как: корпус клапана, направляющая пружины, пружина, клапан и игольчатый подшипник.
- После этого все снятые узлы и детали маркируются бирками, отверстия заглушаются деревянными пробками, так же заглушается место крепления привода выпускного клапана на дизеле. Все узлы и детали транспортируются на участок мойки и дефектации.
4. Дефектация выпускного клапана
Дефектация является частью ТП восстановления деталей и выполняется на основании требовании технических условий. В процессе дефектации определяется техническое состояние деталей, подразделяя их на годные и негодные и требующие восстановления. Принимается решение на технически возможное и экономически целесообразное восстановление деталей. От качества дефектации зависит качество и стоимость восстановленных деталей.
Источник
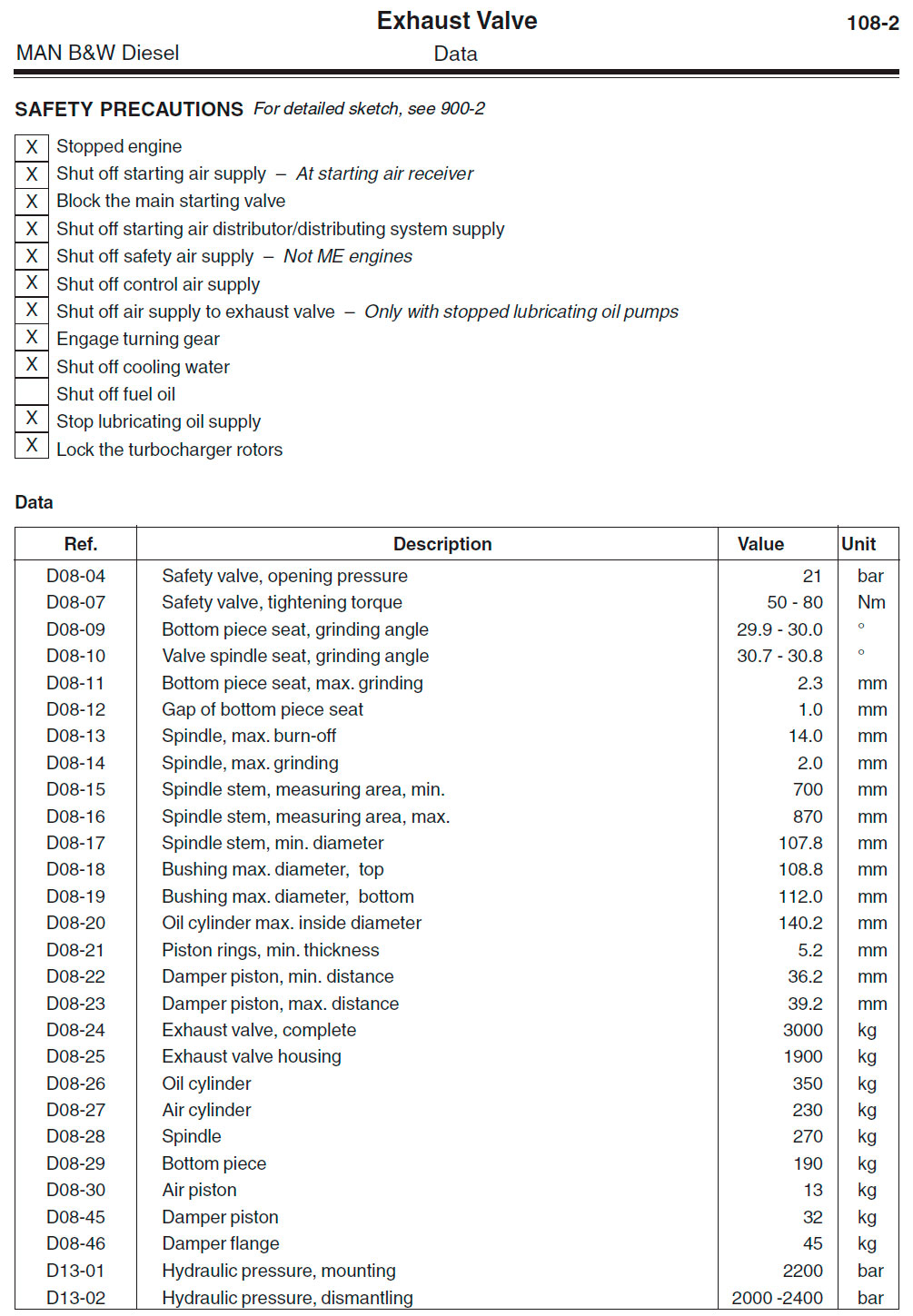
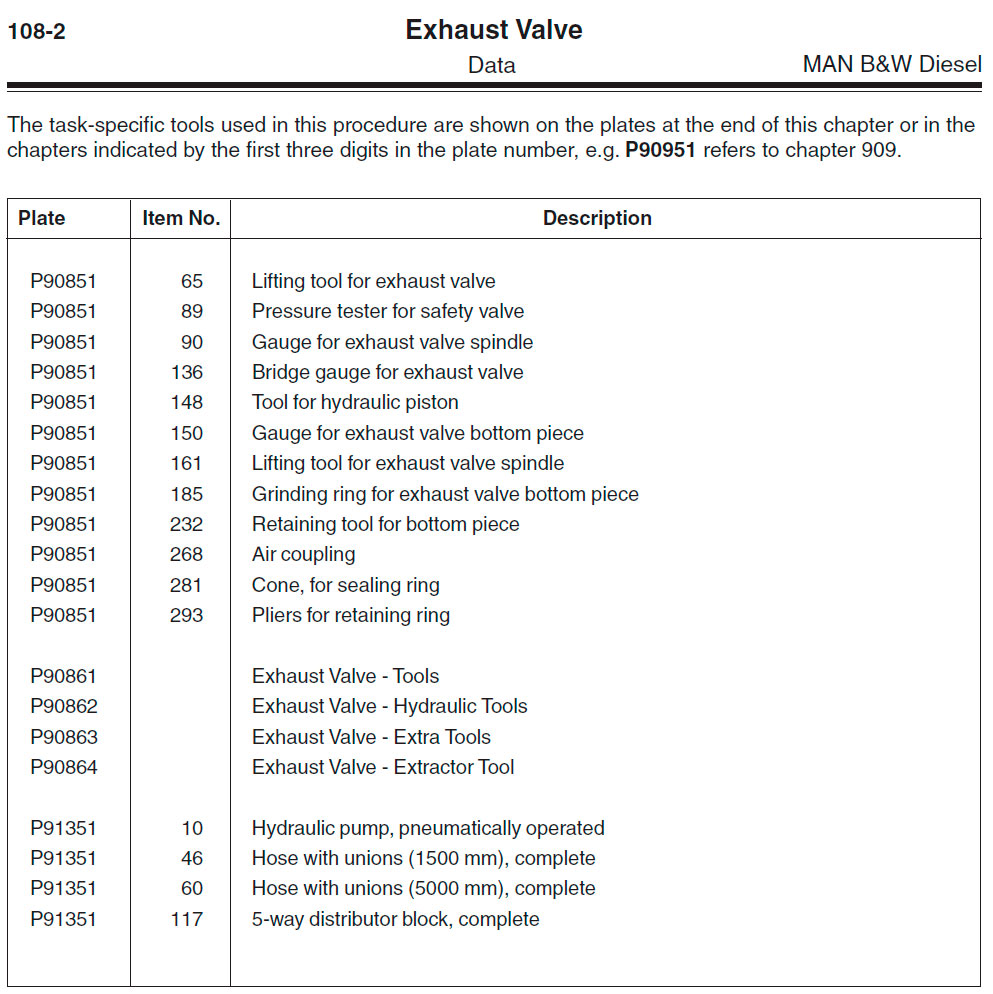
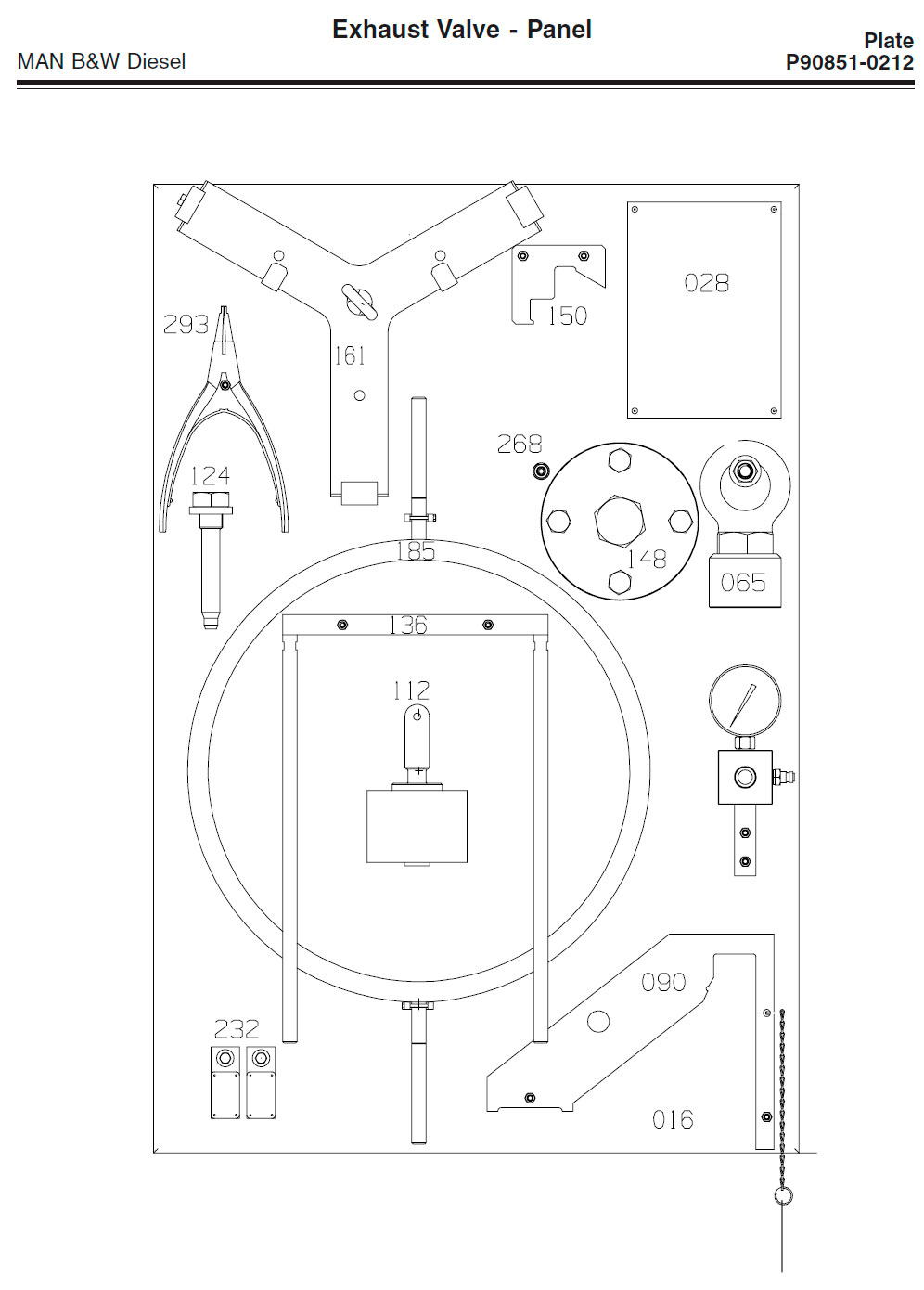
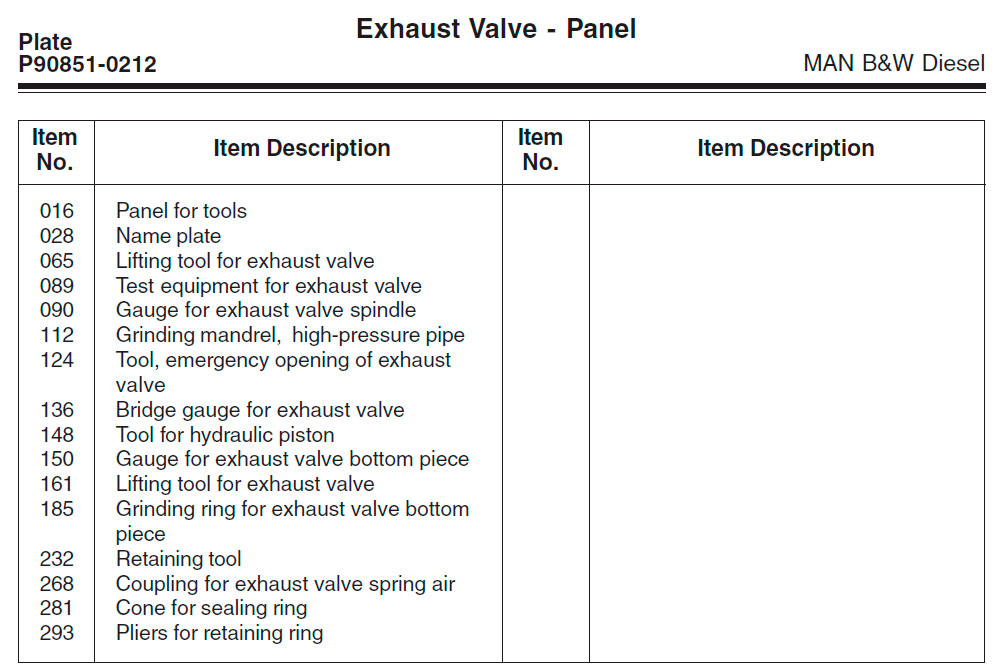
MAN B&W 50-108 ME-C: Выхлопной клапан. Проверка, ремонт, демонтаж
Содержание
Каждый цилиндр оборудован выхлопным клапаном, который монтируется в центральное отверстие крышки цилиндра. Корпус клапана крепится четырьмя шпильками и гайками, чтобы обеспечить необходимую плотность посадки в крышке цилиндра. Корпус клапана имеет заменяемую донную часть. Корпус клапана охлаждается водой. Охлаждающая вода поступает к корпусу клапана после того как она пройдёт крышку цилиндра. Вода выходит из верхней части корпуса клапана. На фронтальной стороне корпуса клапана имеется очистительная крышка, через которую пространство охлаждающей воды может быть проверено и очищено.
Часть шпиндельного стержня (stem), который ходит внутри сальникового приспособления воздушного цилиндра, покрыта износостойким сплавом металлического карбида и легирующим материалом, который используется HVOF процессом. На нижней цилиндрической части шпинделя клапана установлено лопастное колесо, которое обусловливает вращение шпинделя клапана, когда двигатель работает. Каждое движение открытия и закрытия шпинделя выпускного клапана измеряется посредством индуктивного филера, установленного на выпускном клапане. Движение шпинделя мониторится системой управления ME.
Сверху шпинделя смонтированы два поршня — воздушный и гидравлический. Воздушный поршень служит для закрытия клапана. Поршень крепится к шпинделю кольцом из двух частей. Гидравлический поршень служит для открытия выпускного клапана. Он содержит два поршневых кольца и демпферное приспособление, действующее при закрывании клапана. Для небольших типов двигателей (50-70МЕ/МЕ-С) демпферное приспособление самонастраивающегося типа.
Примечание. Для демпферных приспособлений без самонастройки важно, во избежание детонации (knocking), проверить демпфер после того, как выхлопной клапан побывал в капитальном ремонте.
Воздушный цилиндр установлен на верху корпуса клапана. Воздух на закрытие выхлопного клапана поступает через невозвратный клапан в пространство ниже поршня.
Клапан безопасности вставлен в дно воздушного цилиндра. Клапан соединён с дренажной трубой, которая ведёт к станине коленчатого вала.
Гидравлический цилиндр крепится шпильками и гайками на воздушном цилиндре сверху корпуса выпускного клапана.
Приспособление для уплотнительного масла установлено вокруг шпиндельного вала внизу воздушного цилиндра. Уплотнительное масло поступает из управляющего блока, установленного сверху гидравлического актуатора выпускного клапана. В течение периода подъёма выхлопного клапана масло сбегает от гидравлического актуатора через ограничительную камеру к блоку управления, который обратно даёт определённое количество масла (дозу масла) на шпиндель выхлопного клапана. Уплотнительное масло будет препятствовать проникновению вверх выходящих газов и частиц и износу рабочих поверхностей, а также загрязнению пневматической системы клапанного механизма. Масло улучшает рабочее состояние уплотнительных колец.
АКТУАТОР ВЫХЛОПНОГО КЛАПАНА
Конструкция клапана с гидравлическим приводом соответствует тем, которые устанавливаются на МС двигателях, т.е. выхлопной клапан открывается гидравлически, и закрывается «воздушной пружиной».
Система топливной форсунки FIVA — Fuel Injection Valve Actuator, установлена на каждом блоке HCU, и содержит ON/OFF клапан FIVA и двухходовой гидравлический активатор выхлопного клапана. Электроника FIVA, управляемая системой ECS, открывает поток масла на двухходовой гидравлический актуатор. Выхлопной клапан закрывается за счёт подключения гидравлического поршня к дренажу через клапан FIVA, позволяя воздушной пружине выхлопного клапана передвигать его в положение «закрыто». Это движение вызывает также масло толкателя вернуться обратно в выхлопной актуатор, подготавливая его для следующего действия.
Проверка выхлопного клапана
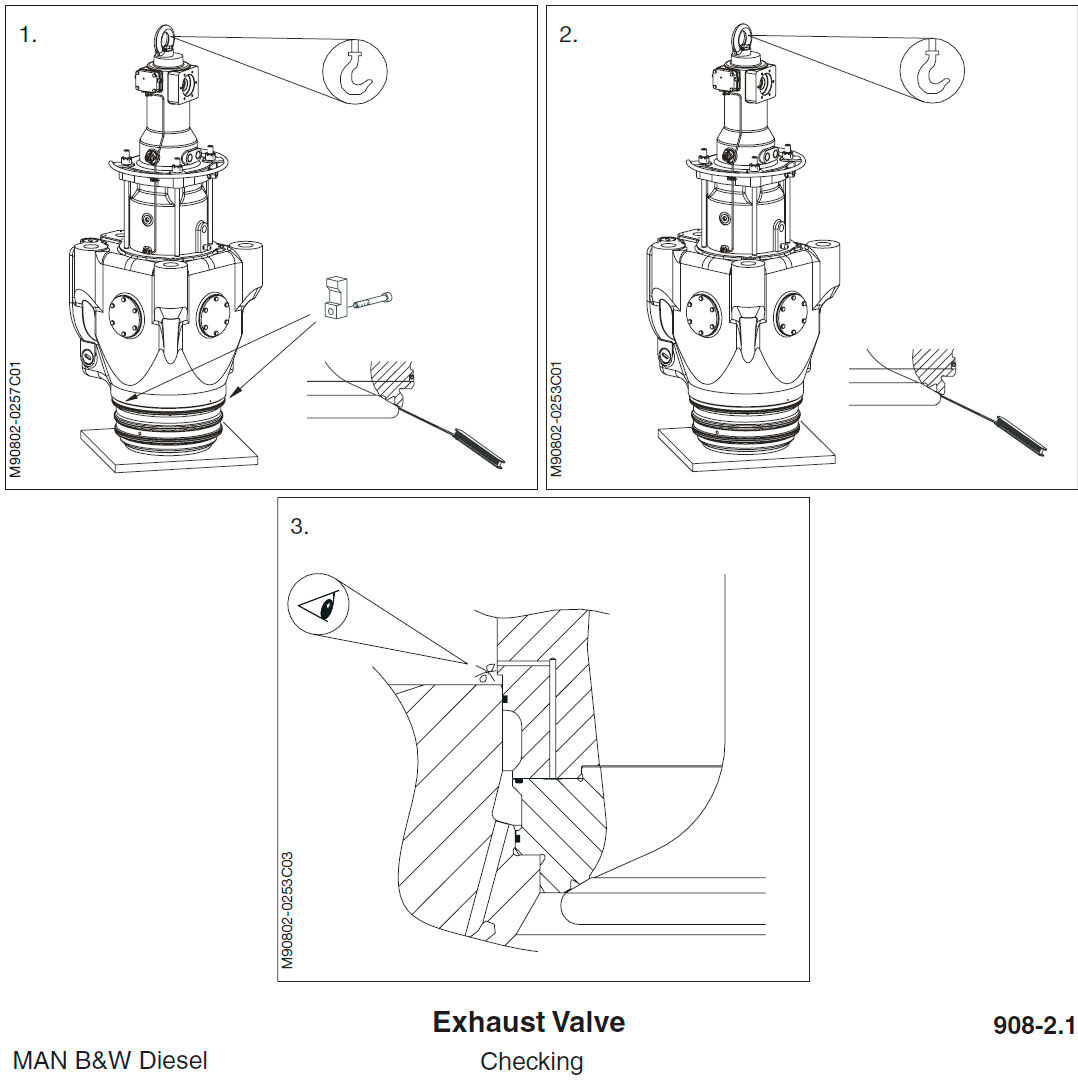
Перед установкой отремонтированного клапана рекомендуется сделать следующую проверку клапана:
Установить поддерживающую оснастку под клапан. Поднять клапан краном машинного отделения, что сделает клапан открытым. Подключить сжатый воздух к воздушному цилиндру. Теперь клапан должен закрыться. Проверить, что щуп 1 мм может войти около 15 мм в зазор G3, чтобы обеспечить зазор между внешними частями посадочных плоскостей корпуса клапана и шпинделем, см. «Ремонт выхлопного клапана». После закрытия подачи сжатого воздуха и ослабления винта вентиляционной пробки, расположенной несколько выше поплавкового клапана (ball cock) на воздушном цилиндре, клапан должен открыться. Проделать эту процедуру пару раз, оставив клапан закрытым, и перекрыть сжатый воздух. Причём клапан должен оставаться закрытым как минимум 15 минут.
ПРОВЕРКА БЛОКА МАСЛЯНОГО УПЛОТНИТЕЛЯ
Проверка блока масляного уплотнителя осуществляется на работающем двигателе. Проверить, что инжекторный индикатор двигается в такт открытию клапана. В противном случае отдать трубу масляного уплотнителя и убедиться, что масло выходит (очень небольшим количеством). Когда клапан монтируется в крышку цилиндра, и вход охлаждающей воды к крышке цилиндра и выпускному клапану открыт, проверить плотность уплотнительного кольца между донной частью и крышкой цилиндра, убедившись, что вода не протекает через маленькое отверстие на верхней стороне донной части. Если же вода вытекает из одного или двух отверстий, то выхлопной клапан должен быть демонтирован, и уплотнительные кольца заменены.
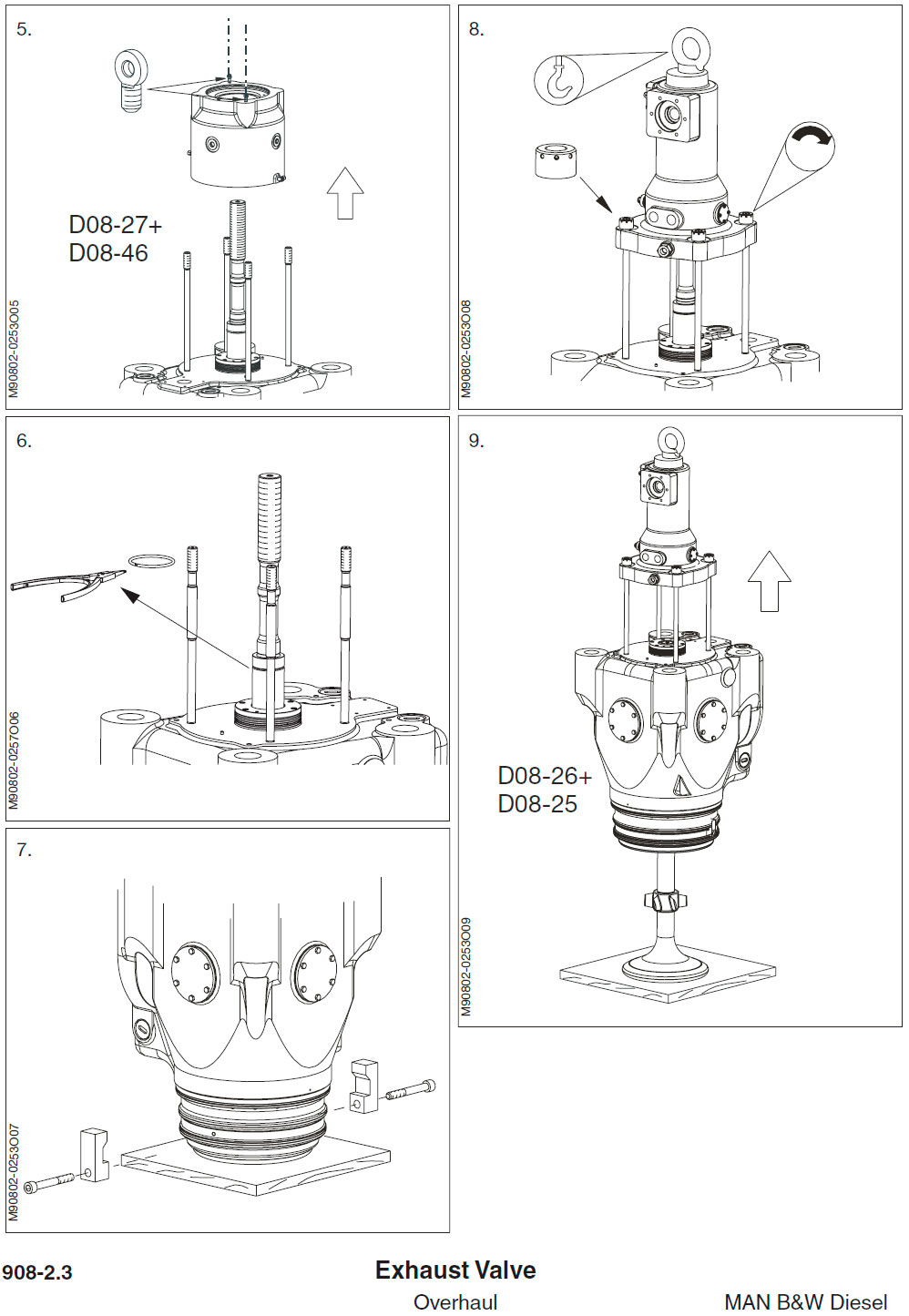
Демонтаж выхлопного клапана
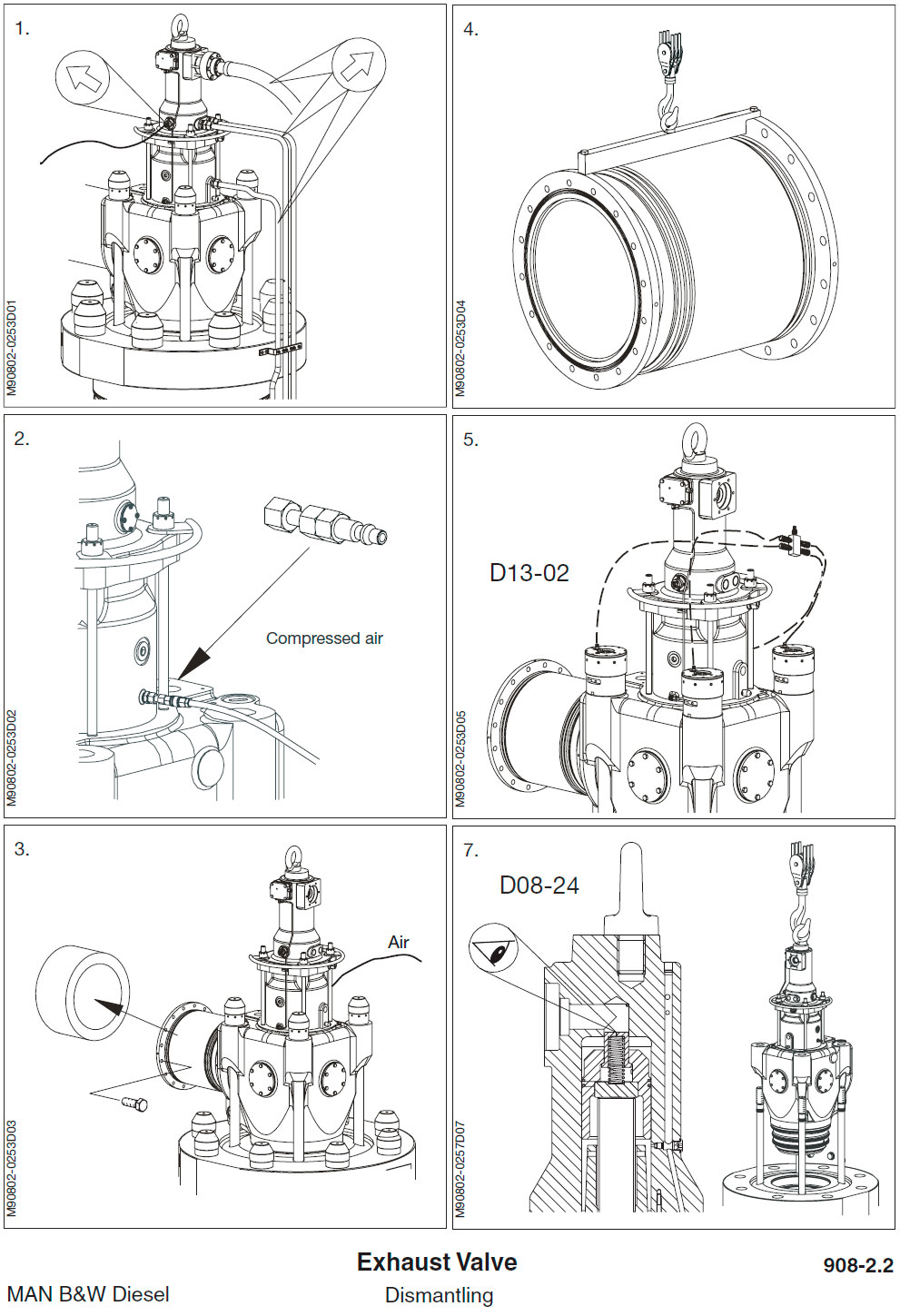
Закрыть вход и выход охлаждающей воды и опорожнить выхлопной клапан. Отдать трубу высокого давления для приведения в действие гидравлического клапана. Отсоединить выпускную трубу охлаждающей воды от выпускного клапана. Отдать обратную масляную трубу и трубу подачи масла от выхлопного клапана. Отсоединить электрический штекер датчика положения клапана. Демонтировать воздушную трубу пневматического закрытия выхлопного клапана. Поставить адаптер на невозвратном клапане воздушной пружины. Адаптер находится на панели инструментов. Подключить 7 бар рабочего воздуха к соединительной сборке, удерживая, таким образом, клапан закрытым во время снятия его с двигателя. Удалить кожух с изоляции промежуточной трубы и отдать болты, которые крепят промежуточную трубу к впускной трубе выпускного ресивера.
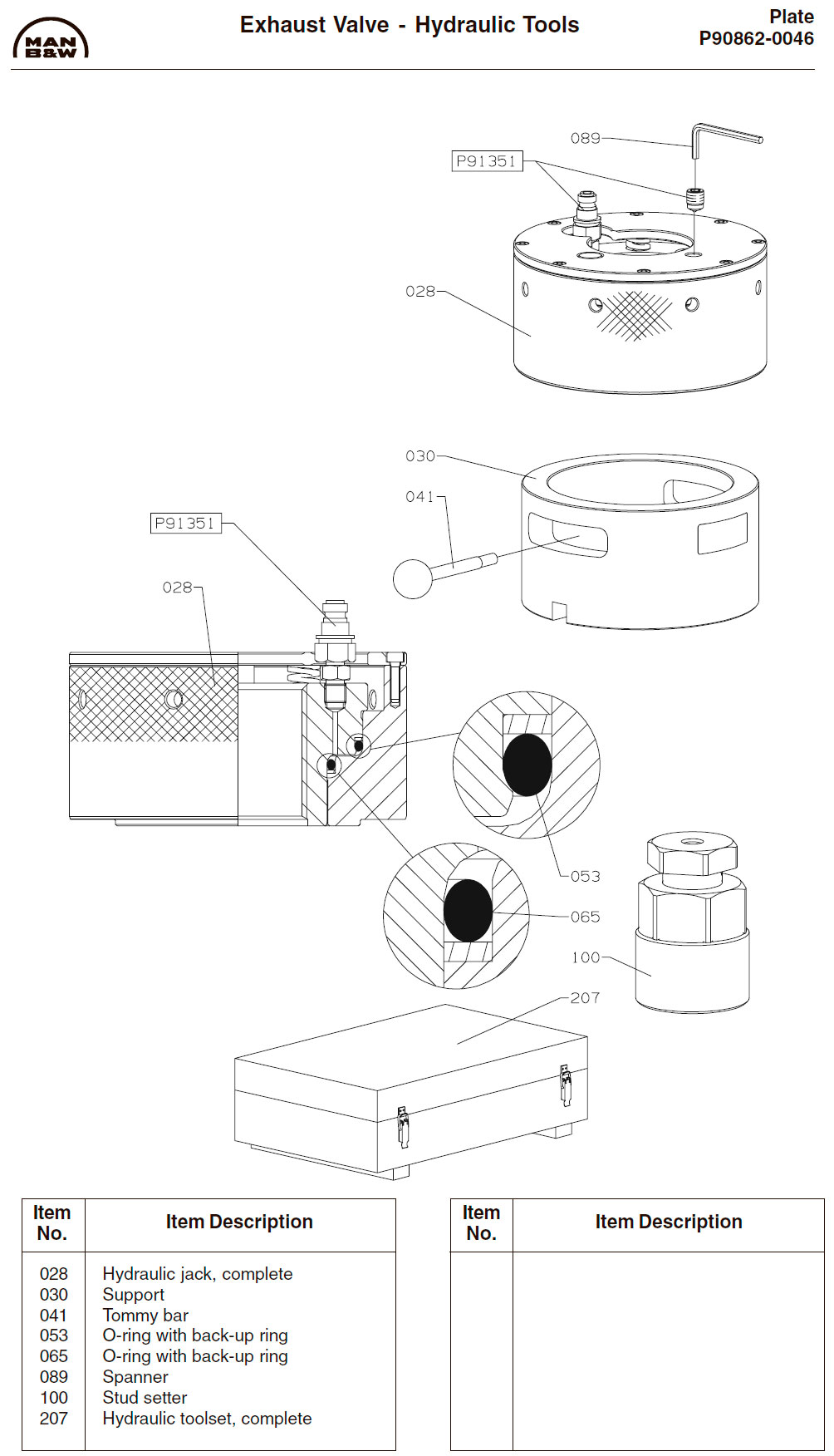
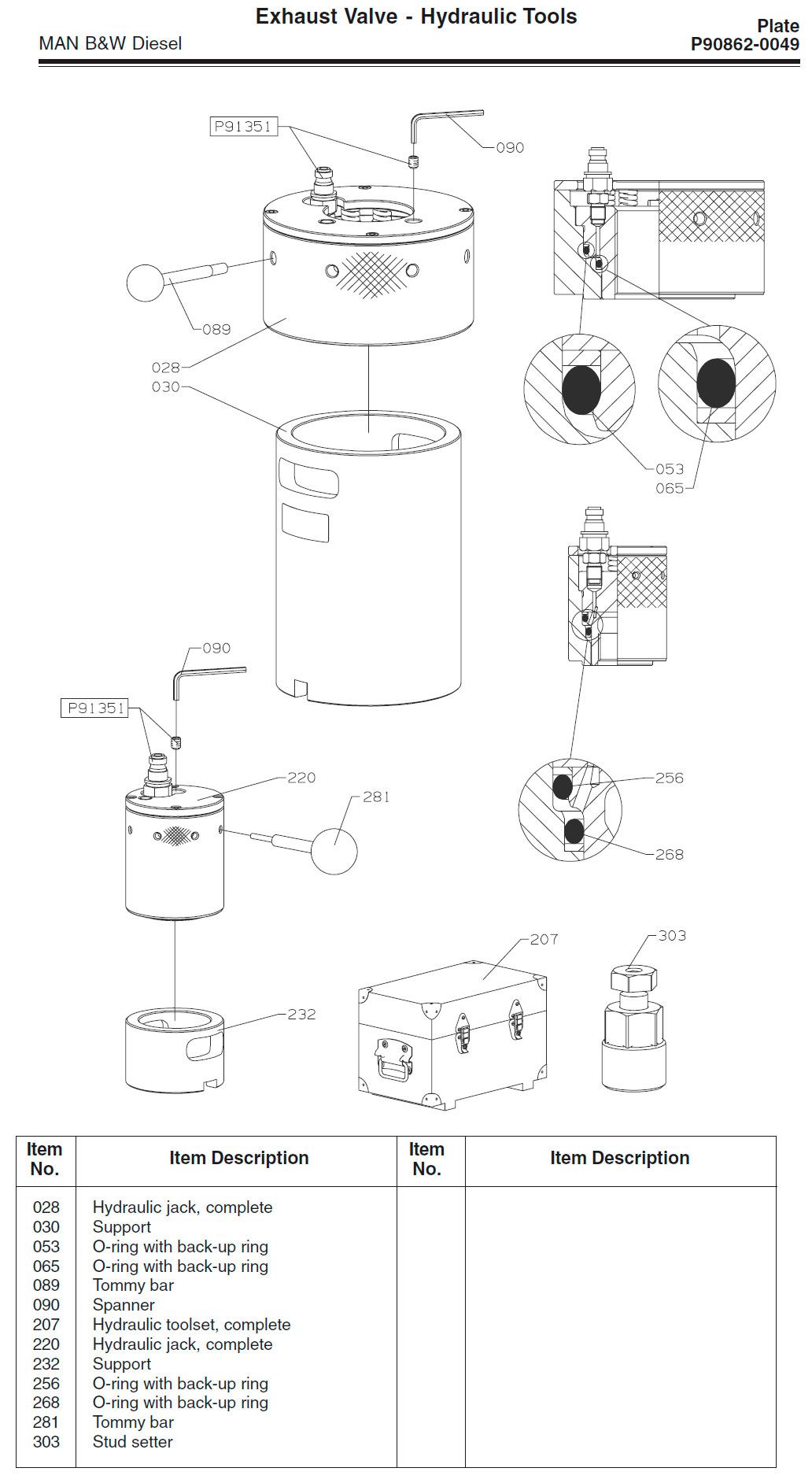
Попеременно поддерживая промежуточную трубу цепным блоком, удалить винты, которые крепят промежуточную трубу к корпусу выхлопного клапана. Если надо поднять промежуточную трубу (компенсатор) в одиночку, то используйте специальный инструмент с инструментальной панели 901, см статью «Крышка цилиндра — ремонт, демонтаж, монтаж». Удалить защитные колпачки со шпилек выпускного клапана и установить четыре гидравлических джека. Подключить насос высокого давления к джекам посредством блока распределения и четырех патрубков высокого давления. Запустить гидравлическую систему и нарастить давление, как указано в Data. Затем ослабить и удалить гайки, см. в статье «Основные инструменты». Зацепить гак крана за проушину сверху клапана и начать подъём выхлопного клапана.
Предупреждение. Перед тем как поднимать выхлопной клапан необходимо проверить положение демпфера масляного поршня вверху масляного цилиндра. Если нижняя часть (bottom piece) заклинена в крышке цилиндра, то могут произойти опасные риски при разъединении частей под воздействием имеющихся ещё сил воздушной пружины. (Нижняя часть не фиксируется в корпусе клапана, иначе, нежели силой воздушной пружины). Это положение может быть проверено просмотром через масляный тракт (duckt). Если масляный поршень движется вниз во время подъёма клапана, то детали не держатся вместе, и альтернативная процедура должна быть специальной, как описано ниже «специальный подъём».
Расположить выхлопной клапан на деревянном помосте на платформе. Отсоединить патрубок рабочего давления 7 бар. Тщательно прочистить отверстие выпускного клапана в крышке цилиндра и, если нужно, восстановить посадочные и уплотнительные поверхности отверстия. См. «Крышка цилиндра — ремонт, демонтаж, монтаж». Для проведения ремонта см. «Ремонт выхлопного клапана».
СПЕЦИАЛЬНЫЙ ПОДЪЁМ: Снять четыре гидравлические гайки и строп безопасности с крышки цилиндра. Удалить трубу масляного уплотнителя. Зацепить гак крана на масляный цилиндр. Поднять масляный цилиндр и разместить его на деревянном помосте. Установить оснастку подъёма шпинделя и осторожно вытащить выхлопной клапан.
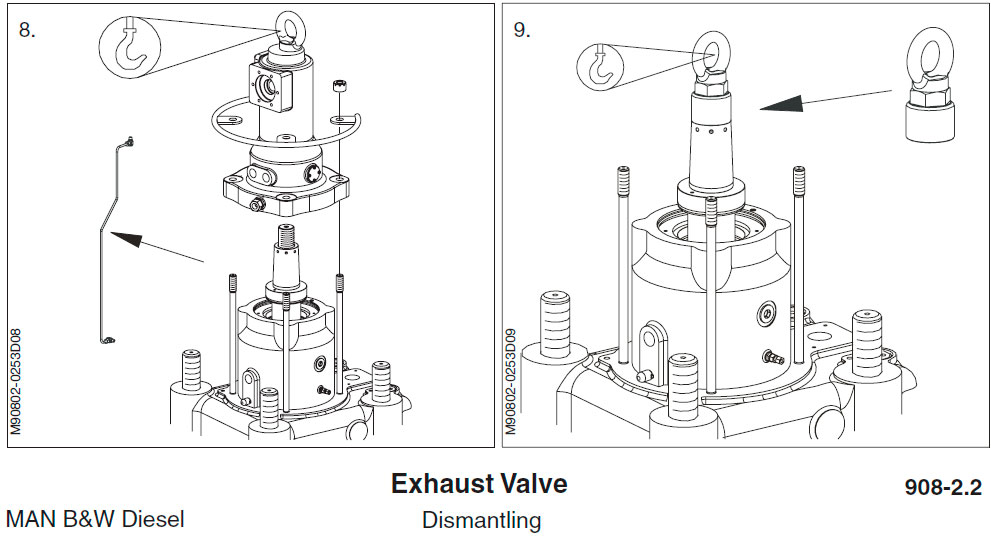
Ремонт выхлопного клапана
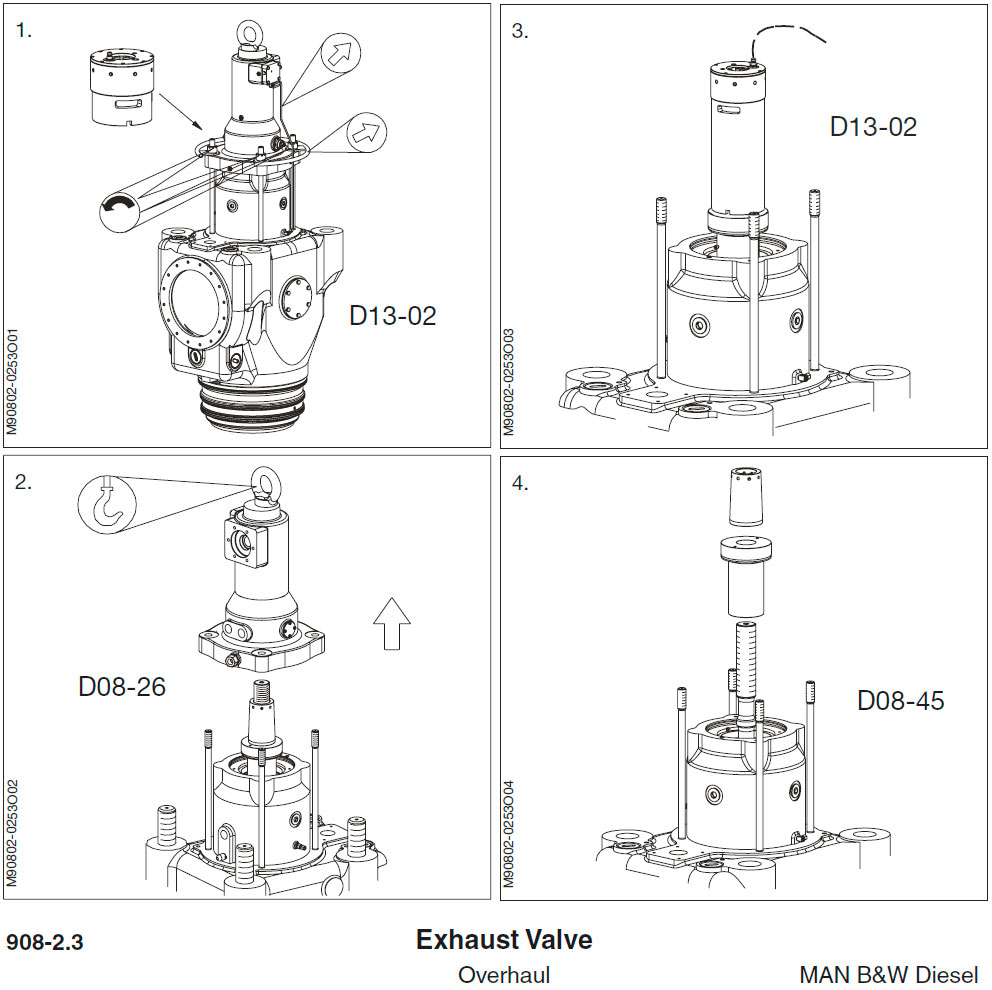
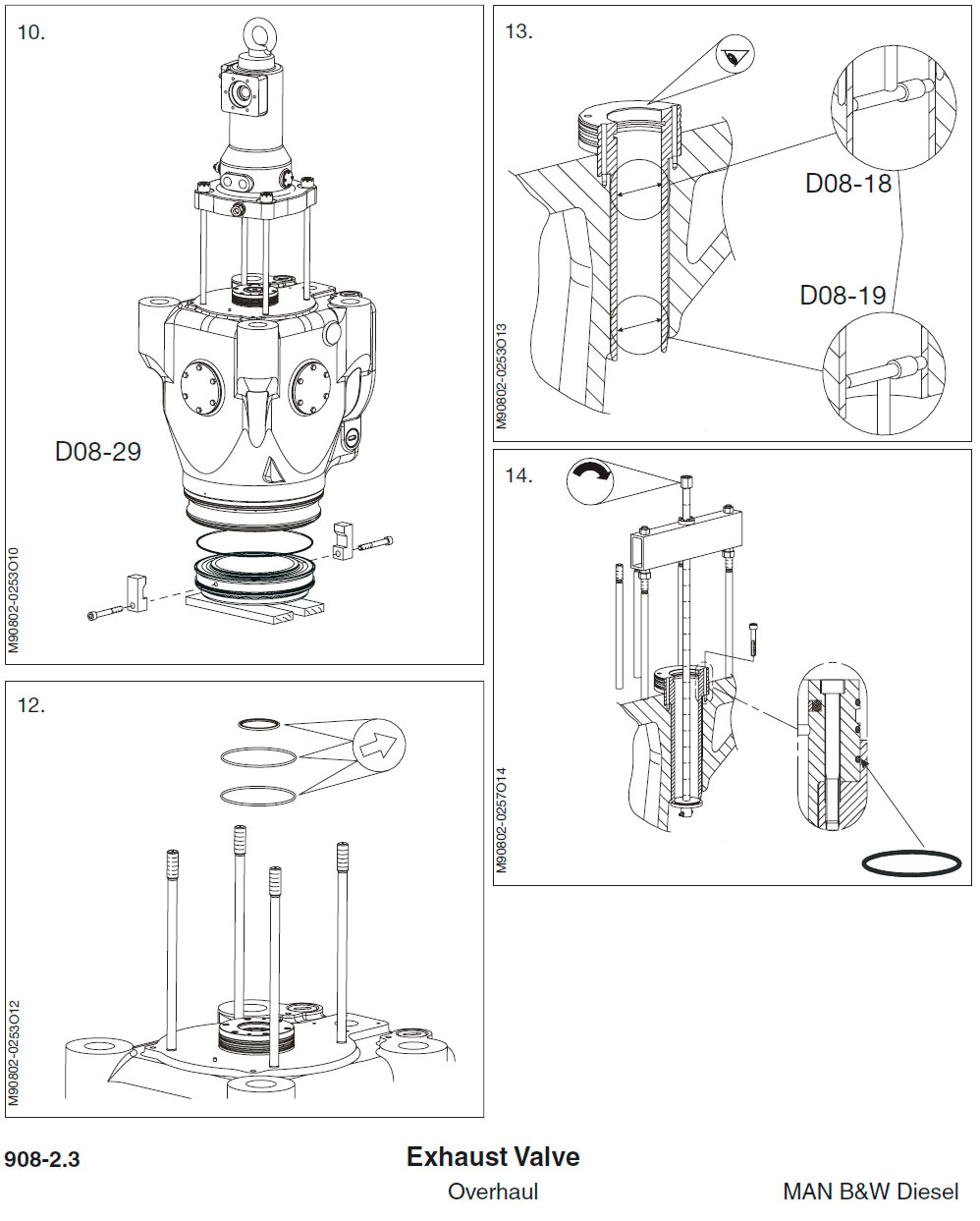
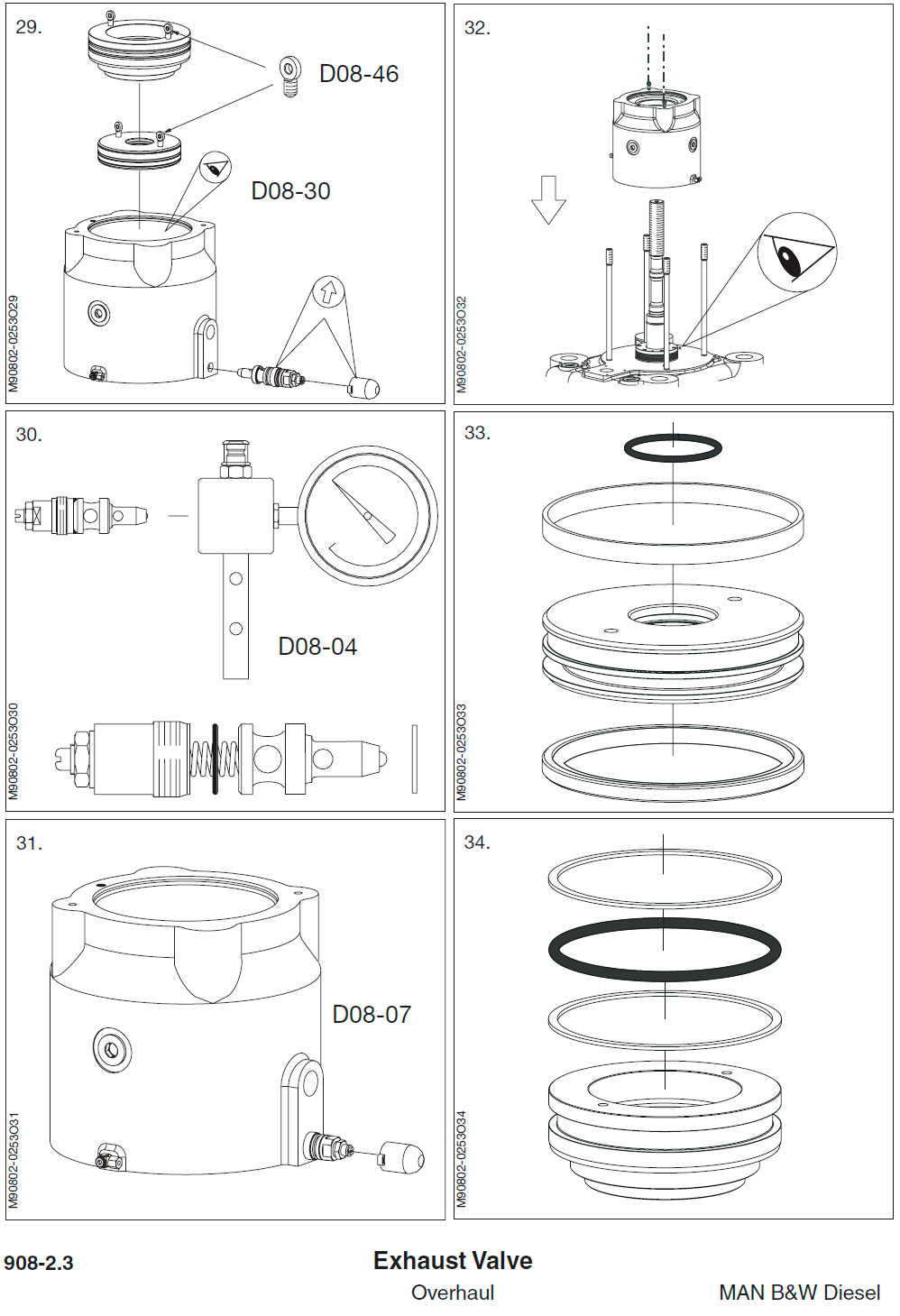
Разместить выхлопной клапан на деревянном помосте на платформе. Ослабить гайки по две одновременно по диагонали. Поставить проставки и гидравлические джеки на гайки и накачать их до давления демонтирования, как указано в Data. Отдать и удалить гайки. Удалить строп безопасности с масляного цилиндра. Удалить масляную трубу масляного уплотнителя шпинделя клапана. Снять и разместить масляный цилиндр на деревянном помосте. Надеть суппорт и гидравлический джек для конической гайки на шпинделе клапана. Проверить, что джек полностью прижимается к контактной поверхности, раскрутите джек на ½ оборота. Подключить трубу высокого давления к джеку. Заполнить гидравлическую систему и поднять давление как указано в Data. Затем отдать гайку. Удалить коническую гайку и бушинг демпфера. Поставить две проушины сверху воздушного цилиндра. Поднять воздушный цилиндр с фланцем демпфера и воздушным поршнем. Опустить цилиндр на деревянный суппорт. Используя специальные плоскогубцы, удалить стопорное кольцо со шпиндельного вала.
Установить стопорную оснастку для нижней основы. Использовать масляный цилиндр как подъёмную оснастку корпуса выпускного клапана. Поднять с помощью крана масляный цилиндр и направить его вниз по шпилькам масляного цилиндра. Закрутить четыре гайки так, чтобы нагрузка на корпусе клапана распределялась равномерно. Поднять цилиндр и корпус клапана свободно от шпинделя выпускного клапана. Разместить корпус клапана на деревянной подставке с подвеской на кране. Раскрутить и удалить специальную оснастку, которая стопорит донную часть. Поднять клапан примерно на 10 мм.
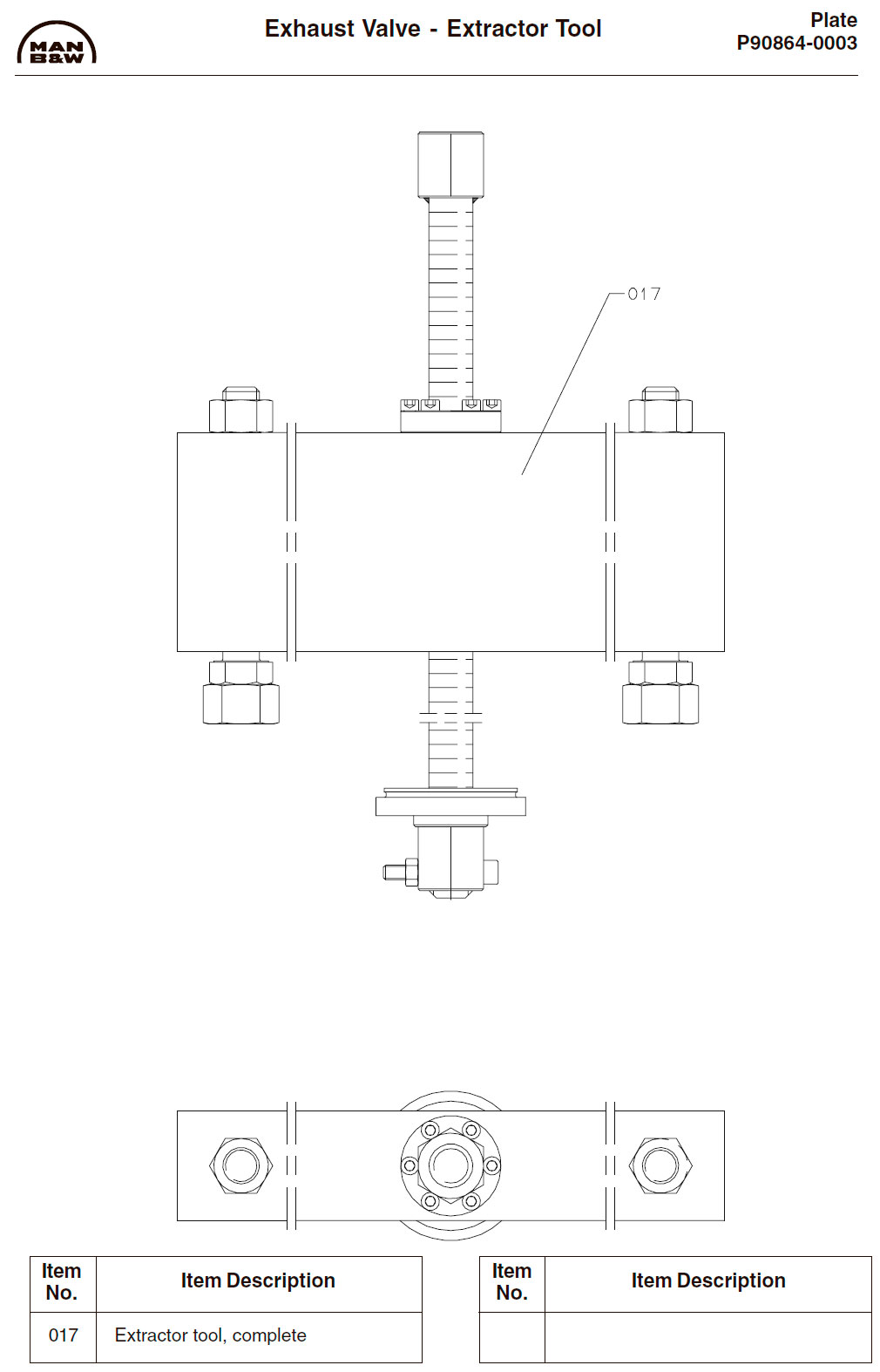
Если донная часть прилипла, то использовать оловянный молоток для её освобождения. Поднять корпус клапана в сторону и положить на деревянные планки. Удалить и выбросить уплотнительное кольцо с канавки вверху донной части. Убрать масляный цилиндр. Удалить и выбросить уплотнительные кольца и внутреннее сальниковое кольцо. Проверить бушинг в направляющей шпинделя на износ и измерить верхний и нижний диаметры. См. Data. При необходимости замены бушинга, выбить его молотком и приспособленной выколоткой. Если удобно применить отжимной экстрактор, то можно бушинг снять с его помощью. Когда монтируется новый бушинг, то необходимо поставить новое уплотнительное кольцо между бушингом и корпусом выхлопного клапана. Поставить и закрутить болты для бушинга.
Тщательно проверить посадку донной части относительно повреждения и проверку шаблоном донной части.
Примечание: Перед использованием шаблона донной части тщательно очистить контактные поверхности на W-seat корпуса клапана стальной щёткой. Все измерения должны быть выполнены по четырём диаметрально противоположным точкам по окружности донного посадочного места. Небольшие следы углублений в посадочной донной части допустимы, и нет необходимости их удаления, если они не будут способствовать пропуску выхлопных газов из камеры сгорания в ресивер выходящего газа. Для дальнейшей оценки донной посадочной части см. статью «Осмотр и дефектация шпинделя выхлопного клапана».
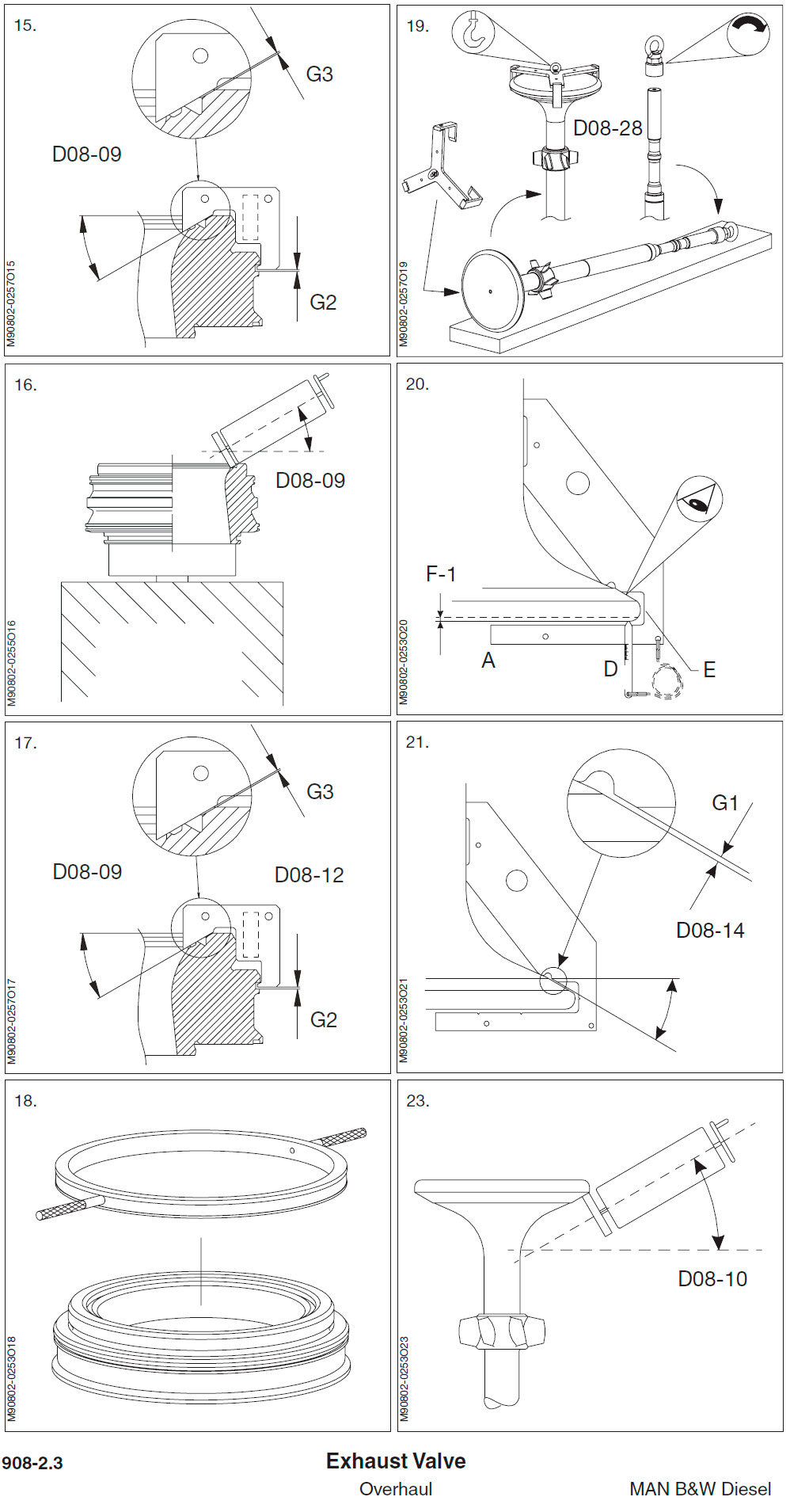
Снять измерения G1 и G2, рис. с помощью щупа. Сравнить результаты с рисунком, приведенным в Data D08-11 и D08-12. Если следы выгорания являются видимыми на гнезде донной части или G3 не равен D08-12, то гнездо должно быть загрунтовано. Если шаблон укладывается на нижнюю поверхность канавки, т.е. G2=0, то гнездо донной части должно быть от браковано и заменено новой донной частью. Дальнейшая шлифовка или восстановление не рекомендуется.
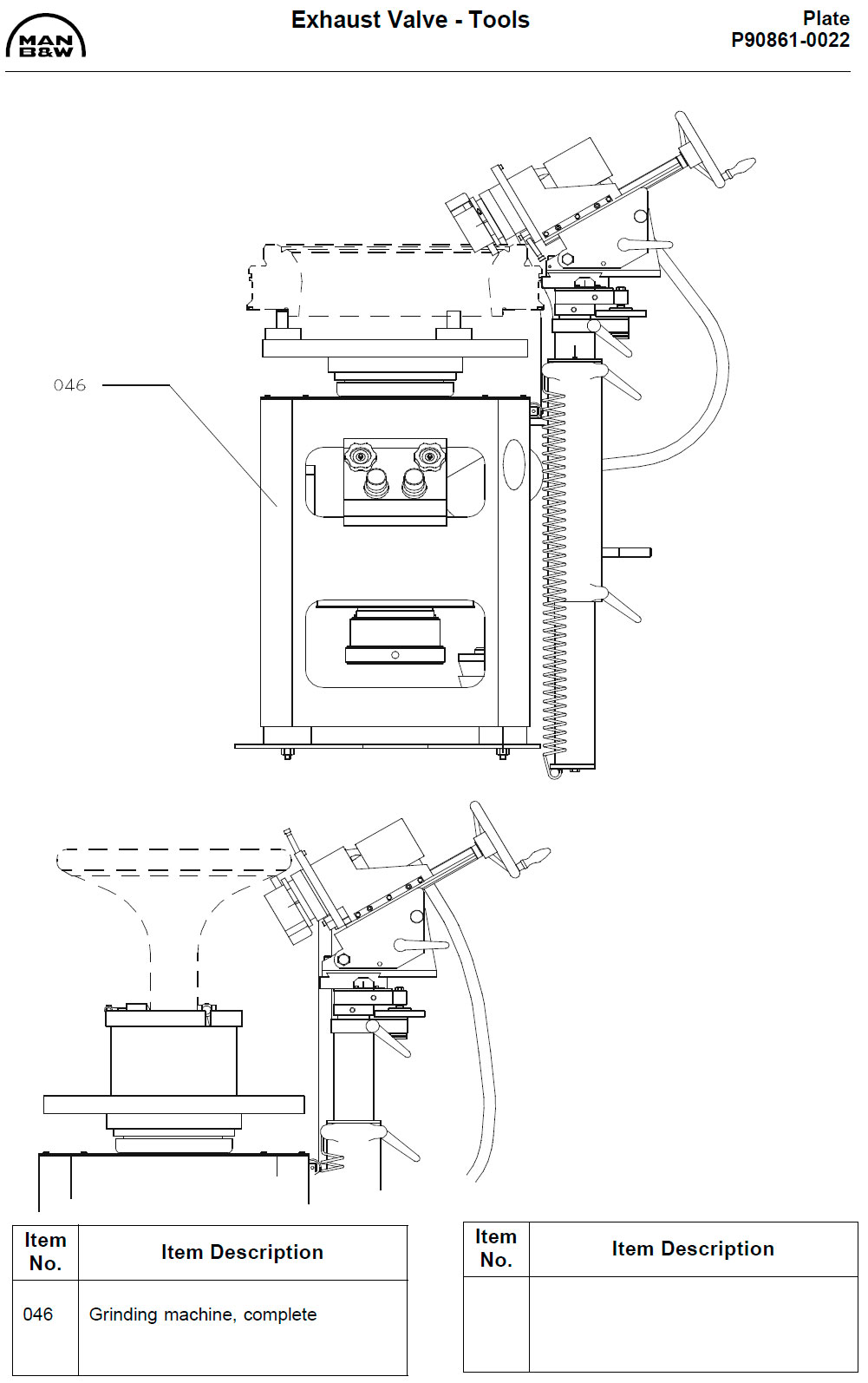
Если нужна шлифовка, то выполнить следующее: Перед установкой донной части на шлифовальную машину отвернуть шлифовочную головку от шлифовального стола. Поставить и закрепить. Поставить и закрепить донную часть в шлифовальную машину. Используя цифровой прибор, проверить, что донная часть правильно отцентрована. Отрегулировать шлифовальную головку, чтобы установить правильный угол шлифовки, как указано в Data.
Замечание: Поскольку угол шлифовки является очень важным для правильной работы выхлопного клапана, то непременно убедитесь, что головка правильно отрегулирована. Относительно использования шлифовальной машины имеется отдельная инструкция от производителя.
Во время шлифовки чаще используйте шаблон, чтобы не перейти максимальный предел шлифования. После шлифовки проверить снова посадку донной части, используя щуп и шаблон донной части, чтобы знать, сколько отшлифовано основы материала детали. Шлифовка осуществляется до тех пор, пока зазор G3 не станет равным D08-12, как установлено в Data. После шлифовки внутреннего седла донной части, отшлифовать внешнее седло, используя карборунд 200 и специальный шлифовальный инструмент.
Замечание: Проворачивайте вручную специальный шлифовочный инструмент попеременно по и против часовой стрелки.
Шлифовать до достижения гладкой поверхности, затем очистить донную часть.
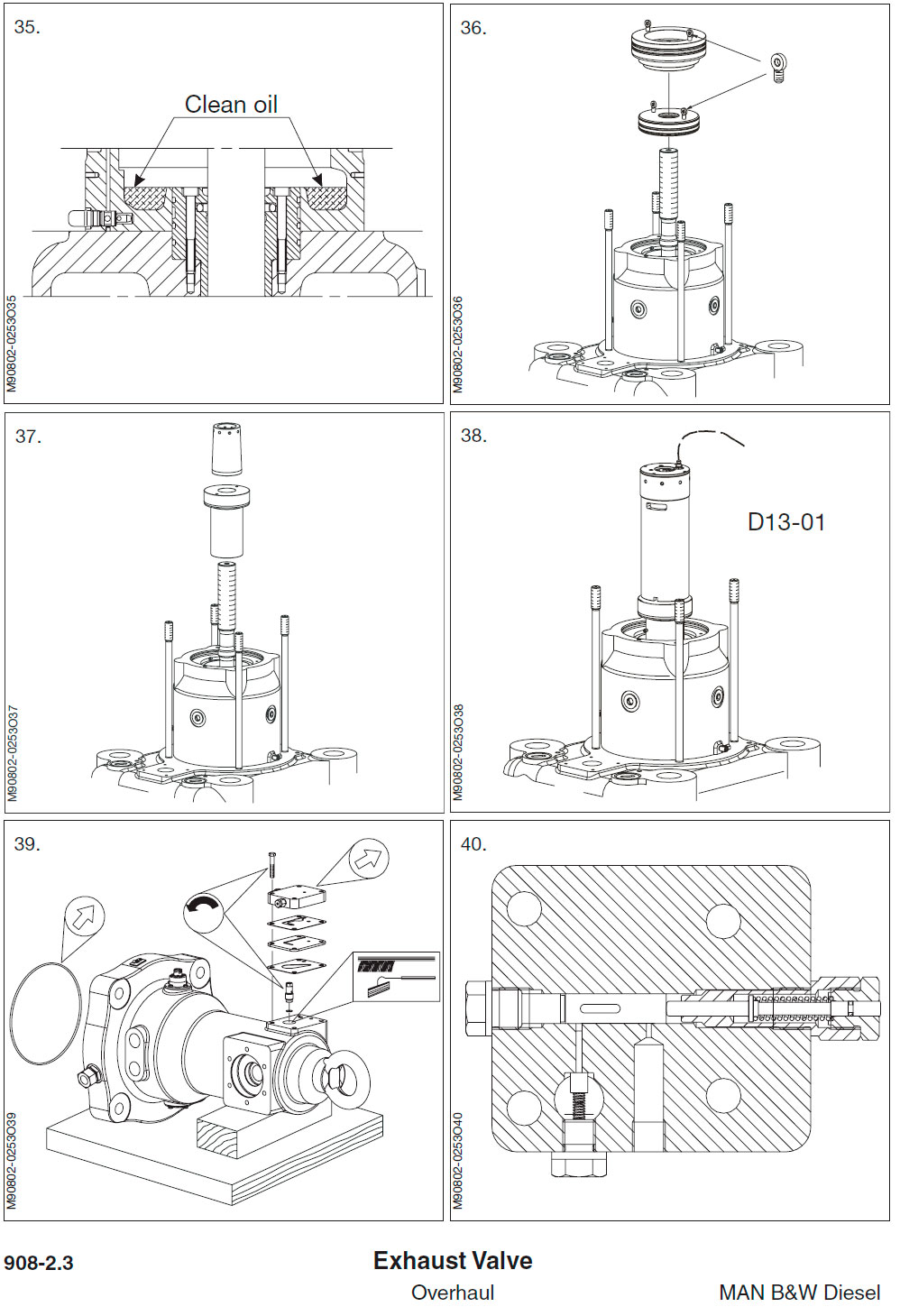
Во время подъёма или обработки шпинделя выхлопного клапана использовать специальные приспособления. Когда клапан повёрнут вниз, закрутить в верхнюю часть шпинделя маленький рым. Поднять шпиндель машинным краном и опустить его на деревянный помост. Установить большую подъёмную оснастку, предназначенную для основания шпинделя. Поднять шпиндель клапана. Проверить седло шпинделя клапана на следы выгорания. Проверить выгорание F1, рис. 20 шпинделя клапана путём измерения вдоль шаблона шпинделя от точки А до точки D и в точке Е.
Замечание: Перед использованием шаблона шпинделя тщательно очистить контактные поверхности на шпинделе клапана стальной щёткой. Небольшие следы углублений в посадочной донной части допустимы, и нет необходимости их удаления, если они не будут способствовать пропуску выхлопных газов из камеры сгорания в ресивер выходящего газа.
Для дальнейшей оценки донной посадочной части см. статью «Осмотр и дефектация шпинделя выхлопного клапана».
Измерить зазор G1 между шаблоном (template) шпинделя и седлом шпинделя. Если следы углублений являются заметными на седле шпинделя, то нужна шлифовка. Если зазор G1 превышает максимально допустимое значение D08-14 Data, или выгорания F1 превышают максимально допустимые в D08-13, то шпиндель не должен шлифоваться, а подлежит восстановлению. В этом случае необходимо проконсультироваться с MAN B&W Diesel.
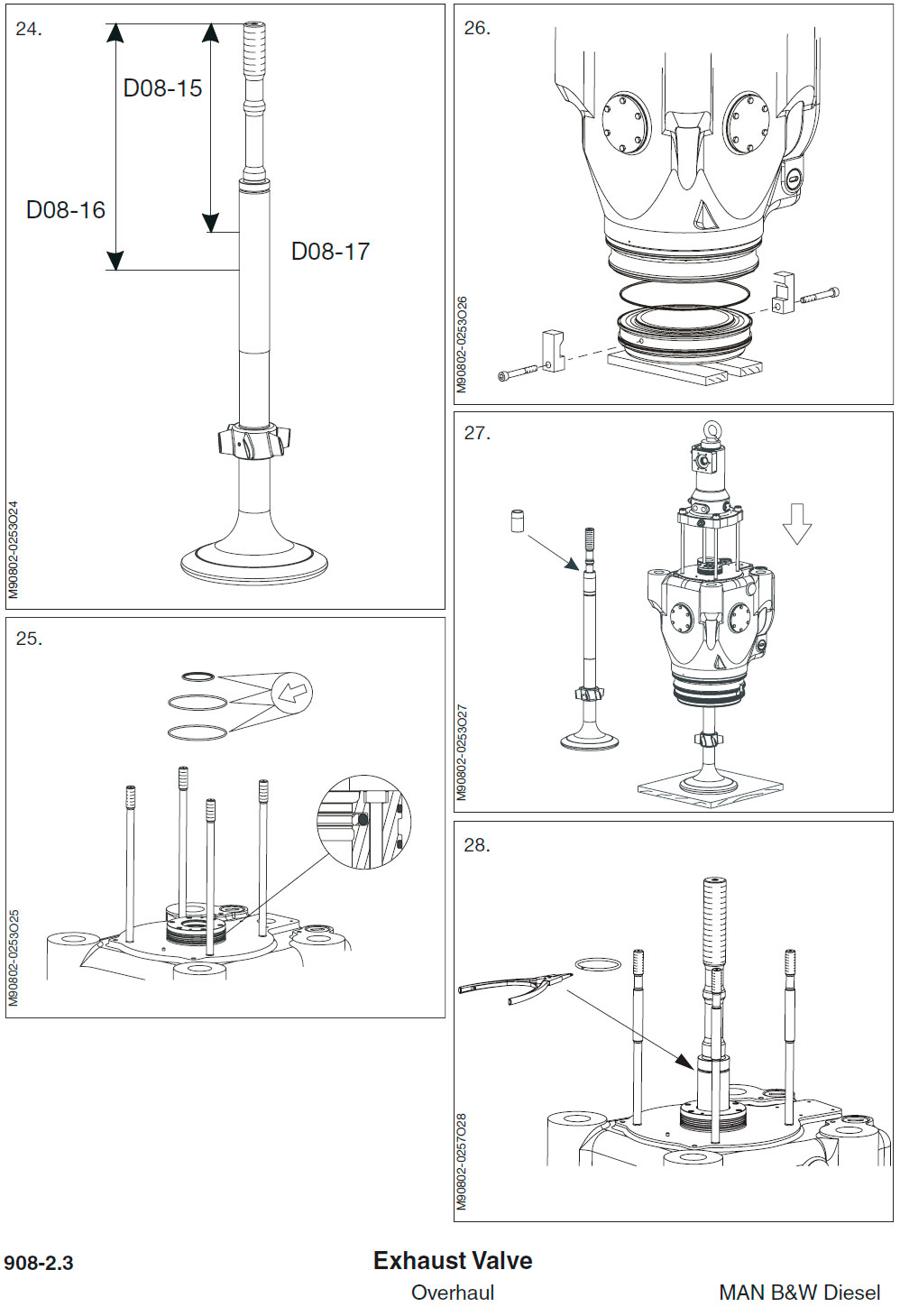
Проверить шток шпинделя на износ в области D08-15 до D08-16, измеренных сверху шпинделя, рис. 24. Если диаметр штока меньше, чем указан в Data или твёрдый поверхностный слой износился, то проконсультироваться с MAN B&W Diesel.
Поставить уплотнительные О-кольца и сальниковое кольцо на сальниковой коробке шпинделя.
Замечание: Убедиться, что сальниковое кольцо стало правильно.
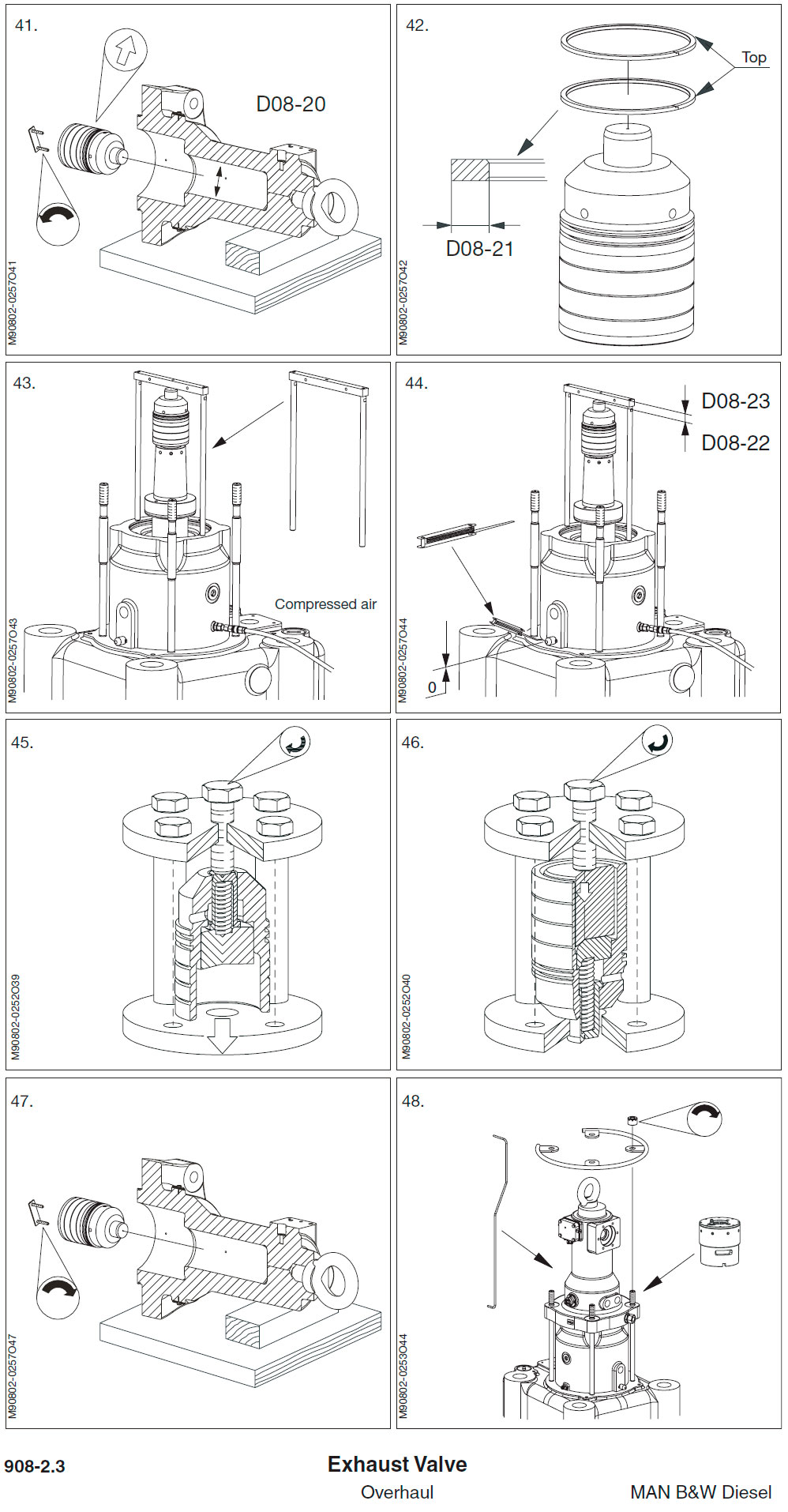
Поставить масляный цилиндр как подъёмную оснастку на корпусе клапана. Поставить новые О-кольца в канавку вверху донной части (bottom piece). Установить корпус выхлопного клапана на донную часть. Поставить и закрепить стопорные детали донной части. Смазать чистым смазочным маслом внутреннюю сторону бушинга в направляющей шпинделя. Поставить направляющий конус на шпинделе выхлопного клапана для защиты уплотнительных колец сальникового блока. Убрать масляный цилиндр с выхлопного клапана и шпиндельный конус со шпинделя выхлопного клапана. Используя специальные плоскогубцы (Panel 908). установить стопорное кольцо на шпинделе. Вытащить демпферный фланец и воздушный поршень из воздушного цилиндра. Удалить защитный колпак с предохранительного клапана, находящегося близ основания воздушного цилиндра. Демонтировать предохранительный клапан от воздушного цилиндра. Прочистить обработанные поверхности и внутренние отверстия. Проверить рабочие поверхности на износ или возможные задиры. Установить предохранительный клапан в устройство тестирования давлением. Соединить устройство тестирования с насосом высокого давления для топливных клапанов с помощью патрубка. Проверить давления открытия, см. Data. Если давление открытия неправильное, то ослабить контргайку и, используя гайковёрт, регулировать предохранительный клапан до тех пор, пока не проявится правильное давление.
Затянуть контргайку и проверить ещё давление открытия. Поставить новую прокладку и новое уплотнительное О-кольцо на предохранительном клапане. Поставить предохранительный клапан в отверстие у основания воздушного цилиндра. При установке предохранительного клапана в воздушный цилиндр использовать только обработанные плоскости на корпусе клапана. Наконец, поставить защитный колпак. Смазать уплотнительные О-кольца на сальниковой коробке шпинделя. Аккуратно поставить воздушный цилиндр на корпус выхлопного клапана и проверить его правильную связь с фиксатором (locating pin). Проверить уплотнительные кольца воздушного поршня и направляющего кольца. Если необходимо, то срежьте их и удалите.
Замечание: Перед монтажом новых тефлоновых колец следует нагреть их в горячей 100°С воде, как минимум 5 минут. При монтаже действовать аккуратно, чтобы не повредить рабочие поверхности. Разжимать тефлоновое кольцо руками с использованием перчаток.
Поставить новое уплотнительное О-кольцо в канавку воздушного поршня и новые сальниковые кольца на фланец демпферного поршня. Заполнить канавку сверху фланца и нижнюю часть воздушного цилиндра чистым смазочным маслом (примерно 0,5 литра). Смазать рабочую поверхность воздушного цилиндра и поверхность фланца демпферного поршня. Опустить фланец демпферного поршня по шпинделю клапана в верхнюю канавку воздушного цилиндра. Поставить бушинг демпфера и коническую гайку на шпиндель клапана. Проверить джек на полное сжатие и полный контакт поверхности. Подключить насос высокого давления к джеку, стравить воздух (bleed) в гидравлической системе и нарастить давление, как установлено в Data. После этого затянуть гайку. См. статью «Основные инструменты». Снять гидравлический джек со шпинделя. Поставить масляный цилиндр в горизонтальное положение кверху сальниковым масляным блоком (sealing oil unit). Снять и выбросить уплотнительное кольцо. Отдать болты, и снять блок управления маслом сальника. Раскрутить и прочистить заглушку канала (orifice plug). Проверить и прочистить отверстие сверху масляного цилиндра.
Относительно блока управления маслом сальника: Обычно нет необходимости в переборке сальникового масляного блока. Проверить блок согласно процедуре «Проверка выхлопного клапана». Перед повторной установкой блока тщательно очистить его обработанные поверхности. Если блок нуждается в ремонте, направьте его в ремонтный цех, сертифицированный заводом MAN B&W. Поставить заглушку канала и блок управления сальниковым маслом.
Удалить фланец и вытащить поршень. Почистить масляный цилиндр, и проверить отверстие масляного цилиндра на задиры и проверить его измерения. Если диаметр отверстия превышает значение, установленное в Data, то отправить масляный цилиндр на сертифицированный завод по ремонту. Снять поршневые кольца с масляного поршня и проверить их износ. Если толщина колец износилась до предела, см. Data, то отбраковать их и заменить новыми. Проверить, что метка ТОР на поршневых кольцах поставлена сверху при монтаже. Поставить поршень на верх шпинделя и проверить меш (число отверстий) демпферного поршня по высоте демпфера относительно масляного цилиндра.
Подать сжатый воздух в область ниже воздушного поршня, чтобы удерживать клапан закрытым в тесном контакте с корпусом клапана. Разместить измерительное приспособление на воздушном цилиндре поперёк поршня. Проверить меш демпферного поршня измерением расстояния от верхнего края траверсы до верха демпферного цилиндра. См. Data. Если измерения вне области, установленной в Data, то должна быть сделана регулировка путём замены диска в демпферном поршне следующим образом: поместить поршень в специальное приспособление. Выдавить диск центральным винтом. Если необходимо, то заменить также пружину и поршень. Собрать демпферный поршень с новым диском в специальной оснастке. Поставить цилиндр верхней стороной вниз в оснастку и вдавить диск на место в поршне. Проверить меш более одного раза. Поставить масляный поршень и фланец в цилиндр и новые уплотнительные О-кольца во внешнюю канавку. Установить масляный цилиндр и скобу безопасности. Зажать одновременно две гайки по диагонали. Прикрутить гайки на шпильки. Поставить распорные кольца (spacer rings) и гидравлические джеки на гайки. Набить джеки до нужного давления затяжки, как указано в Data. Затянуть гайки, убрать джеки и распорные кольца. Поставить масляную трубу сальникового масла. Проверить перед установкой.
Установка выхлопного клапана
Перед установкой отремонтированного клапана на двигатель рекомендуется проверить и подготовить клапан следующим образом. Поставить стопорные приспособления донной части. Поднять клапан машинным краном (при этом клапан может открыться). Подать сжатый воздух в воздушный цилиндр, чтобы закрыть клапан. Проверить, что щуп в 1,0 мм может входить около 15 мм в зазор G3 для того, чтобы был обеспечен зазор между внешними частями поверхностей седла корпуса клапана и шпинделем. См. «Ремонт выхлопного клапана». После отключения подачи сжатого воздуха и сброса воздуха через невозвратный клапан воздушного цилиндра клапан должен открыться.
Замечание: Использовать небольшой винтовёрт для нажатия на шар в невозвратном клапане и накрыть его ветошью от масляных капель. После выполнения этого пару раз оставить клапан закрытым и перекрыть сжатый воздух.
Когда клапан будет открыт в течение 15 минут, проверить его на утечки воздуха вокруг воздушной пружины.
Подключить сжатый воздух к воздушной пружине.
- Сальник воздушного поршня (выходящий воздух дренажного масляного отверстия);
- Стержень сальника (выходящий воздух вдоль штока шпинделя в канале выхлопного газа).
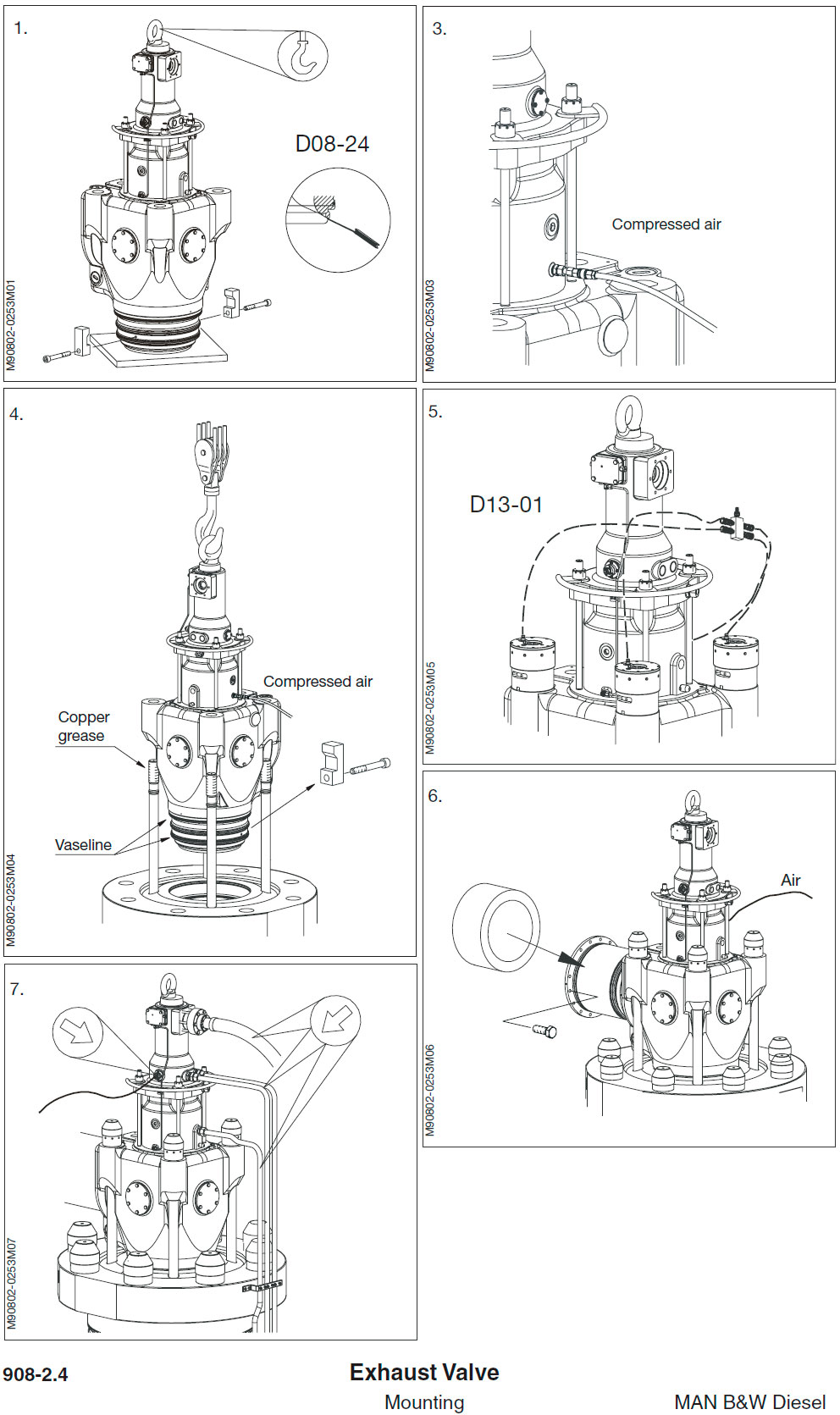
Примечание! Перед установкой клапана на двигателе подать 7 бар рабочего воздуха к воздушному цилиндру, чтобы удерживать выхлопной клапан закрытым во время монтажа. Использовать специальные соединительные приспособления. Удалить стопорные детали донной части.
Поставить новое уплотнительное О-кольцо в канавку на донной части и в канавку на корпусе выхлопного клапана. Смазать уплотнительные кольца вазелином и резьбы шпилек пастой anti-seizure. Расположить клапан в отверстии крышки цилиндра, направляя его по выхлопному фланцу. Поставить гайки и гидравлические джеки. Поднять давление до требуемой величины, см. Data, и затянуть гайки. Сбросить давление, убрать гидравлические джеки и патрубки высокого давления, одеть защитные колпаки.
Подключить промежуточную трубу к фланцу выхлопного клапана, поставить и затянуть болты. Одеть защитный кожух. Установить выпускную трубу охлаждающей воды на выхлопной клапан. Установить трубу высокого давления и поставить обратно масляную трубу, см. 908-1.4. Установить воздушную трубу блока управления воздухом сальника. Подключить электрический штекер датчика положений. Отсоединить сжатый воздух и подключить обычную подачу воздуха. Открыть подачу лубрикаторного масла и подачу охлаждающей воды на выхлопной клапан.
Предупреждение: Подача воздуха на выхлопной клапан должна всегда осуществляться до подачи масла на актуатор выхлопного клапана.
Проверить плотность сальникового кольца между донной частью и корпусом выхлопного клапана.
Литература
Эксплуатация, обслуживание и ремонт двигателей MAN B&W-ME — Пипченко А.Н., Пономаренко В.В., Шевченко В.А. [2014]
MAN B&W K98ME — VOLUME II MAINTENANCE
Источник