- Сварка выпускного коллектора
- Выпускной коллектор: причины выхода из строя и обслуживание
- Сварка чугунного выпускного коллектора
- Сварка коллектора из нержавейки
- Холодная сварка при ремонте выпускного коллектора
- Заключение
- Выпускной коллектор: описание устройства и принципа работы
- Принцип работы выпускного коллектора
- Виды выпускных коллекторов
- Виды компоновки труб коллекторов
- Эксплуатация выпускных коллекторов
- Ремонт выпускных коллекторов
- Замена выпускного коллектора
Сварка выпускного коллектора
Одной из составных частей ДВС является выпускной коллектор. В процессе эксплуатации он изнашивается. Такое характерно для автомобиля с любым пробегом. Причин для образования трещин немало: от заводского брака, некорректной сборки до динамического разрушения. При выходе детали из строя не спешите запчасть менять. Многие автосервисы специализируются на сварке выпускных коллекторов. Имея сварочный аппарат в гараже, можно реставрировать деталь своими руками. Сделать это можно несколькими методами. Коллектор производится из нержавеющих труб или чугуна. Сварке поддаются оба сплава, но любая технология со своими нюансами. Специалисты готовы поделиться опытом.

Выпускной коллектор: причины выхода из строя и обслуживание
В зависимости от марки машины и типа двигателя, на двигатель устанавливаются модели различных модификаций. Их можно разделить на две группы:
- цельнометаллические, они обычно делаются методом литья из чугуна;
- трубчатые, для их производства используются нержавеющие трубы различного диаметра.
К блоку ДВС коллекторы крепятся на фланцы. При каждом такте в камеру поступают под давлением отработанные газы. Их температура достигает 900 градусов. Понятно, что деталь, работая в таком режиме, способна сломаться.
Нарушение герметичности выпускного коллектора – самый сложный дефект. Возможные ситуации:
- прогорает одна из труб;
- от динамической нагрузки появляются трещины на коллекторе;
- полностью отламывается патрубок.
Все эти повреждения – проблема. Для многих автомобилей процедура замены детали затягивается на месяцы – «родные» запчасти иногда приходится заказывать.
На многих СТО их восстанавливают. Сварка коллекторов в зависимости от их модификации производится методами горячей, холодной или аргоновой сварки. Работы производят разным типом оборудования, с использованием электродов или присадочной проволоки. Реставрацией можно заняться во дворе дома или гараже. Как заварить выпускной коллектор самостоятельно? Рассмотрим подробно каждый из методов.
Сварка чугунного выпускного коллектора
Температурная обработка высокоуглеродистого сплава связана с определенными трудностями:
- углерод при термическом воздействии выгорает, металл становится рыхлым;
- у чугуна высокий коэффициент текучести;
- при быстром охлаждении, из-за внутреннего напряжения, литье начинает трескаться, становится белесым, это говорит об изменении структуры сплава.
Сварка выпускного коллектора из чугуна под силу стажистам. Новичкам лучше не браться за реставрацию детали автомобильного двигателя, или сначала нужно потренироваться на бросовых изделиях из чугуна. До недавнего времени за ремонт чугуна сварщики не брались. Шов получался с большим содержанием окалины, в зоне разогрева металл трещал. После появления специальных медесодержащих электродов, позволяющих снижать температуру в ванне расплава до +120°С, появилась возможность создавать прочные соединения.
Горячий и полугорячий способы принципиально не различаются. Трещина наплавляется медесодержащими присадками при предварительном прогреве детали. При горячем, деталь разогревают в печи до температуры +600°С, появляется малиновый отлив. Он заметен при затенении. После этого приступают к сварке. Чтобы деталь быстро не остывала, ее периодически прогревают паяльной лампой. При полугорячем способе деталь разогревают в пределах +300°С. Получается ровный шов. Очень важно поддерживать температуру во время охлаждения. Если глубина трещины большая, ее:
- предварительно разделают на всю глубину;
- края рассверливают с обеих сторон;
- кромки сглаживают под углом 30°.
Делают многослойное соединение. Каждый шов обязательно проковывается, длина проходки не более 3 см. Швы для надежности соединения делают перпендикулярно. При электродуговой сварке используют электроды марки ЦЧ-4.
Холодный способ не предусматривает предварительной подготовки. Трещина наплавляется в температурном режиме до 200°С. Для работы используют специальные электроды ОЗЧ-6, ОЗЧ-2.
Прочность на излом у холодного соединения ниже. Для ответственных соединений (когда патрубок выходного коллектора отломлен полностью) лучше брать электроды МНЧ-2. При газовой сварке полуавтоматом применяют медную присадочную проволоку.
Сварка коллектора из нержавейки
Трубчатые комплектующие обычно прогорают в местах изгибов. Сложности работы с нержавейкой:
- легированные сплавы в области рабочей зоны подвержены температурной деформации;
- никель, хром, другие компоненты при нагреве активно окисляются, это пагубно сказывается на качестве шва.
Для устранения дефектов применяется метод аргоновой сварки. Защитная атмосфера оберегает металл от окисления, из-за обдува меньше прогревается область, граничащая с рабочей зоной. Необходимо учитывать, что теплопроводность нержавейки ниже, чем у черных низкоуглеродистых сплавов. Нужна небольшая сила рабочего тока, она подбирается экспериментально. Важно соблюдать скорость образования шва. Металл варится большими проходами, чтобы не возникало межкристаллической коррозии в области соединения. Режим работы зависит от используемого оборудования.
- используя универсальный инвертор, для аргоновой сварки в режиме CD/АС TIG применяют тугоплавкие вольфрамовые электроды;
- для ручной электродуговой сварки нужны жаростойкие присадки марки ММА с рутиловым покрытием;
- для полуавтоматов выбирают проволоку по нержавейке, шов получается плотным, не требующим дополнительной обработки.
Холодная сварка при ремонте выпускного коллектора
Небольшие дефекты заделывают с использованием специальных клеевых составов, называемых «холодной сваркой». До нанесения смеси ремонтируемую зону необходимо обезжирить. Пользоваться клеями следует строго по инструкции. Тогда получается заплата, по физическим свойствам схожа с металлом. Такой метод удобен для устранения трещин и прогаров в труднодоступных местах. Клей – лишь временная мера устранения поломки. Под большой нагрузкой горячих отходящих из цилиндров газов латанная комплектующая долго не простоит. Клеевой состав не рассчитан на динамические нагрузки, зато отлично выносит статические. Перед приобретением клея важно изучить его характеристики.
Заключение
При сбоях в работе двигателя обязательно проверяют целостность выходного коллектора. Это – наиболее уязвимая деталь, эксплуатируемая в агрессивной среде под большим давлением. При обнаружении дефекта оцените, сможете ли произвести ремонт детали самостоятельно. Не имея опыта, за такую ответственную работу лучше не браться, доверить реставрацию специалисту.
Источник
Выпускной коллектор: описание устройства и принципа работы
Выпускной коллектор — первый узел выхлопной системы автомобиля. Конструктивно это несколько каналов, объединенных в один общий канал, передающий выхлопные газы далее по выпускному тракту. Выпускные коллекторы устанавливаются на все типы двигателей внутреннего сгорания независимо от их марки или назначения. Выпускные коллекторы необходимы для сбора и отвода выхлопных газов.

Правильно спроектированный и подобранный коллектор способствует более эффективной вентиляции цилиндров, а значит, более оптимальному наполнению топливовоздушной смесью. Достигается подобный эффект благодаря движению выхлопных волн внутри каналов коллектора.
Принцип работы выпускного коллектора
Перед тактом выпуска отработанные газы находятся в цилиндре под большим давлением. После открытия выпускного клапана происходит перепад давлений, выхлопные газы устремляются в выпускной коллектор (где давление значительно ниже). Поршень при этом начинает движение вверх, выталкивая содержимое камеры сгорания в выхлопную систему. Часть газов уходит далее по выхлопному тракту, часть — отражается и стремится к соседним цилиндрам. Подобные движения отработанных газов принято называть волновыми. Побочным положительным эффектом является разряжение среды в выпускном коллекторе после прохождения такой волны.
Комплексная работа впускного коллектора, газораспределительного механизма и выпускного коллектора обеспечивает дополнительную продувку камеры сгорания. Все дело в том, что выпускной клапан всегда «запаздывает» с закрытием (во время начала такта впуска, выпуск еще открыт). Накопленное давление топливовоздушной смеси в впускном коллекторе в определенных условиях выше давления в выпускном коллекторе. Происходит резкий перепад давлений, цилиндр дополнительно продувается от выхлопных газов, наполняется свежей порцией топливовоздушной смеси. Выпуск закрывается.
Виды выпускных коллекторов
Все выпускные коллекторы можно разделить на цельные и трубчатые. Цельный выпускной коллектор — это, как правило, единая деталь, отлитая из чугуна. Трубчатый коллектор изготавливается из сваренных труб, стали и фланцевых соединений для стыковки с блоком двигателя.



Виды компоновки труб коллекторов
Выпускной коллектор с компоновкой 4-1. Представляет собой четыре трубы-канала, соединенных в одну общую трубу (количество каналов соответствует количеству цилиндров).

Выпускной коллектор 4-2-1. В таких коллекторах трубы сначала соединяют цилиндры, работающие в паре (на одном такте), а потом переходят в одну общую трубу.

Важным параметром выпускных коллекторов является их длина, а соответственно — и объем. При недостаточной длине выпускных каналов энергии потоков выхлопных газов будет достаточно, чтобы попасть в каналы соседних цилиндров и негативно влиять на их работу. В таких коллекторах плохо синхронизированы волновые движения газов с работой двигателя. В тоже время на двигателях с небольшой длинной выпускного коллектора, как правило, «узкие» фазы газораспределения с относительно небольшим объемом выхлопных газов. Производство коллекторов с малой длиной оправдано низкой стоимостью.

На мощных и производительных двигателях используются длинные выпускные коллекторы. В таких коллекторах часть объема выхлопных газов стремится по общей трубе в следующие узлы выхлопной системы, а часть — «отражается» к остальным цилиндрам. Для перехода волны из одного цилиндра в другой потребуется значительно больше времени, что создает определенно лучшие условия для разряжения и продувки.

Выпускной коллектор с равной длиной выпускных труб (равнодлинный). Как правило, устанавливается на мощные спортивные автомобили.

Равнодлинный коллектор позволяет равномерно осуществить выпуск во всех цилиндрах и лучше синхронизировать работу двигателя с выхлопной системой. Тюнинг выпускного тракта можно делать на любом двигателе. Это гарантированно принесет дополнительные 3-5% мощности.
Не стоит забывать, что увеличение длины выпускного коллектора повлечет за собой и увеличение температуры в подкапотном пространстве.
Проблема с температурой решается установкой теплоизоляции. Для этого можно использовать металлический кожух либо специальную негорючую ткань.
Существуют модели коллекторов, в которых в качестве теплоизоляции применяется керамическое напыление.



Эксплуатация выпускных коллекторов
Типичные неисправности выпускных коллекторов:
- Повреждение прокладки между коллектором и блоком цилиндра. Для уплотнения узла соединения «блок цилиндров – выпускной коллектор» применяется прокладка, которая изготавливается из паронита, металла либо композитных материалов. Под действием давления и высоких температур со временем прокладка разрушается, что приводит к нарушению герметичности. Часть газов прорывается, напрямую в атмосферу, двигатель работает нестабильно.
- Деформация фланца труб коллекторов. Температура выпускного коллектора может достигать 900 ºС. При нарушении температурных режимов коллектор подвергается деформации, которая может вызвать повреждения резьбовых соединений крепежа коллектора. Например, болты выпускного коллектора может просто «сорвать» (повредить резьбу). К таким последствиям приводит нарушение режима работы двигателя либо излишний тюнинг.
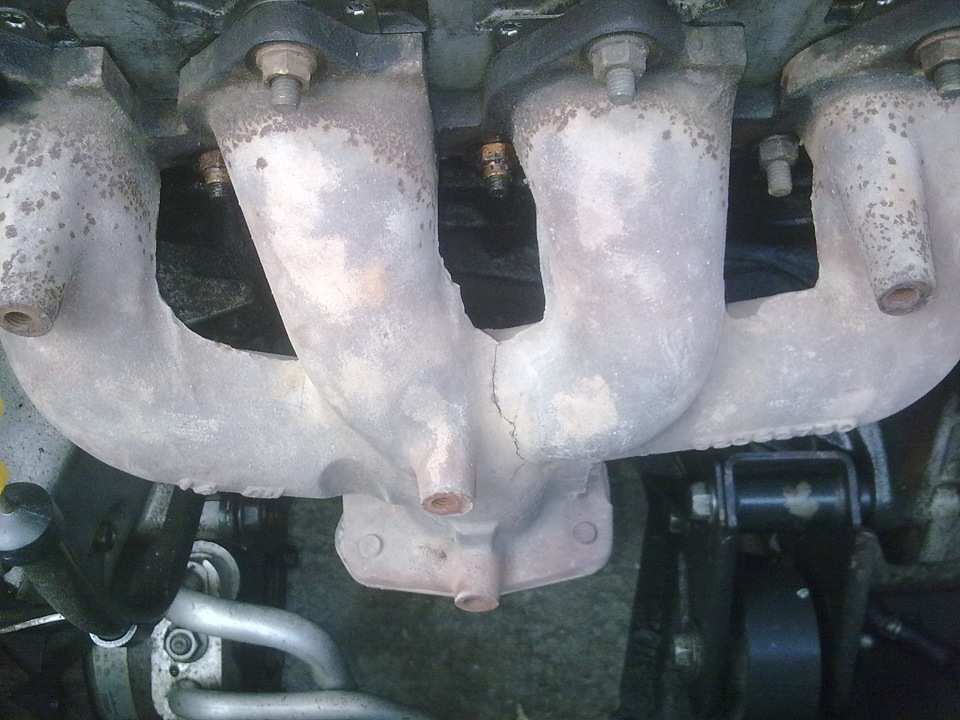
- Физические повреждения, нарушение герметичности. Выпускной коллектор работает в агрессивной среде, поэтому со временем и пройденными километрами чугунные коллекторы лопаются, а трубчатые стальные — могут прогореть. Это негативно отражается на работе двигателя. Даже небольшая трещина в выпускном коллекторе вызывает нарушения работы выхлопной системы. В случае, если трещина незначительная, проблема какое-то время может себя не проявлять.Симптомами могу быть:
- ошибки блока управления двигателем;
- нестабильные обороты двигателя — плавные перепады 300-500 единиц;
- звук двигателя с ненастроенным зажиганием;
- в подобных случаях определяется сильно прогоревшая труба.
- Засорение каналов выпускной системы. На стенках выпускных коллекторов образуется нагар и ржавчина. Подобные отложения могут привести к уменьшению просвета каналов и ухудшению характеристик двигателя.

Для того, чтобы избежать вышеперечисленных неисправностей, следует помнить, что выпускной коллектор — узел двигателя, который стоит осматривать при плановом техническом обслуживании чуть ли не в первую очередь.

Ремонт выпускных коллекторов
Проблемы с выпускными коллекторами могут возникать даже на сравнительно молодых автомобилях. Многие автовладельцы со временем задаются вопросами: что делать, если лопнул выпускной коллектор, как снять выпускной коллектор, сколько может стоить новый выпускной коллектор, поменять или отремонтировать элементы выпускного коллектора.
Конечно, самый простой способ решения проблем — обратиться в сервисный центр. Стоимость деталей и услуг будет варьироваться в зависимости от марки автомобиля и его уникальности. Например, новый выпускной коллектор может стоить от нескольких сотен до нескольких тысяч долларов.
Но ремонт выпускного коллектора может осилить и рядовой автомобилист. Необходим лишь стандартный набор инструментов и оборудования.
Замена выпускного коллектора
В случае, если выпускной коллектор значительно прогорел или имеет сильно нарушенную геометрию, он подлежит замене. Для этого:
- ждем пока двигатель и коллектор остынут до нормальной для ремонта температуры;
- снимаем все элементы, которые могут помешать работе (защиту двигателя, защиту коллектора или прочие узлы);
- раскручиваем резьбовые соединения крепежа к блоку и приемной трубе выхлопной системы;
- выполняем снятие выпускного коллектора;
- далее — замена прокладки выпускного коллектора;
- монтируем новый коллектор с крепежом, обтягиваем его;
- устанавливаем все демонтированные элементы в обратном порядке, обтягиваем резьбовые соединения.
Чаще всего требуется только замена прокладки выпускного коллектора.

В случае если лопнул выпускной коллектор, или даже если его патрубок полностью отломан, не спешите приобретать новый. Во многих сервисах практикуется сварка выпускных коллекторов. Чугун варится особыми электродами или аргонодуговой сваркой. Стальные трубчатые коллекторы также подлежат заварке. Подобные работы не по силам новичку, лучше обратиться к специалистам.



Выпускные коллекторы физически необходимы для сбалансированной работы ДВС, поэтому современные двигатели проектируются с учетом комплексной работы узлов и механизмов. Тюнинг же систем выхлопа дает вполне ощутимый прирост мощности, а при верном подходе не повлияет на показатели автомобиля в целом.
Источник