Наиболее часто встречающиеся неисправности и ремонт синхронных машин
 Повышенный нагрев активной стали статора. Нагрев активной стали статора может возникнуть из-за перегрузки синхронной машины, а также от замыкания в листах шихтовки сердечника при слабой прессовке на заводе-изготовителе. При слабой прессовке сердечника происходят микроподвижка листов шихтовки с частотой перемагничивания 100 Гц/с, а также повышенная вибрация активной стали.
Повышенный нагрев активной стали статора. Нагрев активной стали статора может возникнуть из-за перегрузки синхронной машины, а также от замыкания в листах шихтовки сердечника при слабой прессовке на заводе-изготовителе. При слабой прессовке сердечника происходят микроподвижка листов шихтовки с частотой перемагничивания 100 Гц/с, а также повышенная вибрация активной стали.
В процессе вибрации активной стали происходит истирание изоляции листов. Листы с поврежденной изоляцией контактируют между собой и в образовавшемся стальном неизолированном пакете вихревые токи нагревают сердечник. При этом может произойти расширенное замыкание по всей расточке статора или местное.
В зависимости от площади замыкания в листах может возникнуть так называемый «пожар в железе», сильно перегревающий изоляцию и приводящий к ее повреждению. Это явление опасно в крупных синхронных машинах, особенно в турбогенераторах.
Избавляются от такого опасного явления в активной стали следующим образом:
• крупные синхронные машины имеют измерительные средства по току и мощности (амперметры и ваттметры), поэтому уровень нагрузки легко контролируется, и меры по снижению нагрузки можно принять быстро. Нагрев обмотки и активной стали контролируется с помощью термопар, заложенных в статор для замера температуры обмотки и сердечника;
• в случае замыкания активной стали, особенно местного характера, это явление обнаруживается в работающей машине только на слух. Возникает зудящая вибрация, и ее слышно приблизительно в том месте статора, где замкнута активная сталь. Для устранения этого явления машину следует разобрать. Обычно крупные синхронные двигатели изготовляют с удлиненными валами, что дает возможность снять щиты и сдвинуть статор, в котором можно работать.
Затем для уплотнения стали в зубцы забивают клинья из текстолита, промазанные одним из клеящих лаков (№ 88, МЛ-92 и др.). Перед расклиновкой зубцов активную сталь тщательно продувают сухим компрессорным воздухом.
Если по какой-либо причине возникло замыкание и оплавление железа в зубцах, поврежденные участки тщательно вырубают, зачищают, между листами заливают лак воздушной сушки и листы расклинивают. Если после этого зудящая вибрация не исчезает, следует повторить расклиновку до полного исчезновения вибрации активной стали.
В высоковольтных крупных машинах проверку качества ремонта и шихтовки листов проводят индукционным способом.
 Перегрев обмотки статора. Наиболее частой причиной местных перегревов обмоток статоров синхронных машин являются витковые замыкания. При возникновении виткового замыкания в обмотке статора, компаундированной битумом, машина отключится максимальной защитой в связи с повышением тока в поврежденной фазе. В месте виткового замыкания битум расплавится, затечет между витки и изолирует их. Примерно через 30— 40 мин после того, как застынет битум, следует запустить синхронную машину. Многолетний опыт подтверждает благоприятный исход изложенного порядка ликвидации повреждения обмотки.
Перегрев обмотки статора. Наиболее частой причиной местных перегревов обмоток статоров синхронных машин являются витковые замыкания. При возникновении виткового замыкания в обмотке статора, компаундированной битумом, машина отключится максимальной защитой в связи с повышением тока в поврежденной фазе. В месте виткового замыкания битум расплавится, затечет между витки и изолирует их. Примерно через 30— 40 мин после того, как застынет битум, следует запустить синхронную машину. Многолетний опыт подтверждает благоприятный исход изложенного порядка ликвидации повреждения обмотки.
Однако такое восстановление изоляции статора нельзя считать надежным, хотя и восстановленная изоляция может длительное время надежно работать до остановки двигателя на плановый ремонт.
В статорных обмотках синхронных машин возможны неисправности, аналогичные неисправностям в обмотках асинхронных двигателей, как например, перегрузка по току при снижении напряжения в сети. В этом случае требуется повысить напряжение сети до номинального.
Перегрев обмотки возбуждения. В отличие от статорной обмотки синхронных машин обмотки возбуждения питаются постоянным током. Изменяя ток возбуждения в синхронной машине, можно регулировать коэффициент мощности. Ток возбуждения регулируют в пределах номинальных значений для каждого типа синхронных машин.
С увеличением тока возбуждения повышается перегрузочная способность синхронных двигателей, улучшается коэффициент мощности благодаря высоким компенсирующим способностям таких машин, повышается уровень напряжения в зоне их действия. Однако с увеличением тока в обмотке возбуждения повышается нагрев этой обмотки, а также увеличивается ток в статорной обмотке. Поэтому ток в обмотке возбуждения регулируют до такого уровня, при котором ток в обмотке статора становится минимальным, коэффициент мощности равным единице, а ток возбуждения находится в пределах номинального значения.
При замыкании в цепи обмотки возбуждения повышается температура обмотки, перегрев может оказаться недопустимым; возникает вибрация ротора, которая может оказаться тем сильнее, чем большая часть витков обмотки окажется замкнутой.
Возможность возникновения замыкания в обмотке возбуждения объясняется следующим. В результате усыхания и усадки изоляции катушек полюсов появляется подвижка катушек, в связи с этим корпусная и витковая изоляция истирается, что в свою очередь создает условия для возникновения замыкания между витками и на корпус полюса.
 Повреждения обмотки возбуждения во время запуска синхронных двигателей. Иногда возникают повреждения изоляции обмотки возбуждения синхронных двигателей в начальный момент пуска. При замыкании обмотки возбуждения на корпус работа синхронного двигателя недопустима.
Повреждения обмотки возбуждения во время запуска синхронных двигателей. Иногда возникают повреждения изоляции обмотки возбуждения синхронных двигателей в начальный момент пуска. При замыкании обмотки возбуждения на корпус работа синхронного двигателя недопустима.
Для того чтобы понять причины появления неисправностей в процессе пуска синхронных двигателей, необходимо знать их устройство.
Статор и обмотки синхронного двигателя по конструкции аналогичны статору асинхронного двигателя. Синхронный двигатель отличается от асинхронного конструкцией ротора.
Ротор синхронного двигателя с частотой вращения до 1500 об/мин имеет явнополюсное исполнение, т. е. полюсы укрепляют на роторной звезде (ободе). Роторы быстроходных машин изготовляют неявнополюсными. В полюсных наконечниках в выштампованные отверстия вставлены медные или латунные стержни пусковой обмотки. На полюса (на корпусную изоляцию) насажены катушки обмотки возбуждения, соединенные последовательно между собой.
Обычно запуск синхронного двигателя с пусковой обмоткой производят в асинхронном режиме. Если обмотка возбуждения синхронного двигателя глухо соединена с возбудителем, то промежуточный аппарат для подачи возбуждения не требуется; машина входит в синхронизм, будучи возбужденной от постоянно подключенного возбудителя к обмотке возбуждения.
Однако есть схемы, особенно крупных машин, когда возбуждение подается от отдельно установленного возбудителя через коммутирующий аппарат-контактор, обычно трехполюсный. Такой контактор имеет следующую кинематику: два полюса с нормально открытыми контактами, а третий — с нормально закрытым контактом. Нормально закрытый контакт при включении контактора размыкается лишь тогда, когда замыкаются контакты нормально открытые, и наоборот, разомкнутся они тогда, когда замкнется нормально закрытый контакт. Во время регулировки контактов следует строго соблюдать порядок их замыкания и размыкания.
Такие требования к контактору подачи возбуждения вызваны тем, что если при пуске двигателя нормально открытый контакт контактора, через который обмотка возбуждения замкнута на сопротивление, окажется разомкнутым, изоляция катушек будет повреждена на корпус. Объясняется это следующим образом.
В момент включения ротор неподвижен и машина представляет собой трансформатор, вторичной обмоткой которого является обмотка возбуждения, на концах которой напряжение, пропорциональное числу витков, может достигнуть нескольких тысяч вольт и пробить изоляцию на корпус. В этом случае машину разбирают.
Если синхронный двигатель выполнен с удлиненным валом, статор сдвигают, поврежденный полюс снимают и ремонтируют поврежденную корпусную изоляцию. Затем полюс устанавливают на место, после чего проверяют мегомметром сопротивление изоляции относительно корпуса; отсутствие виткового замыкания остальной части обмотки возбуждения подачей переменного напряжения на контактные кольца. В случае возникновения виткового замыкания эта часть обмотки будет греться. Место замыкания можно легко обнаружить.
Неисправности в щеточном аппарате и контактных кольцах. В процессе эксплуатации синхронных двигателей в щеточном аппарате и контактных кольцах по различным причинам возникают неисправности. Основные из них следующие.
Интенсивный износ кольца на отрицательном полюсе объясняется переносом частиц металла на щетку. При износе контактного кольца на его поверхности появляются глубокие борозды щетки быстро изнашиваются; при замене новую щетку правильно по кольцу подогнать невозможно. Для ограничения износа кольца следует изменять полярность (т. е. менять местами подключение кабеля к траверсе щеткодержателя) с периодичностью один раз в 3 мес.
В результате электрохимических явлений под действием тока от гальванической пары при контакте щетки с неподвижным кольцом во влажной атмосфере на поверхности колец появляются шероховатые пятна, вследствие чего во время работы машины щетки интенсивно срабатываются и искрят. Способ устранения: кольца прошлифовать и отполировать.
Во избежание в дальнейшем появления пятен на поверхности колец, под щетки заводят (при длительной стоянке машины) прокладку из прессшпана.
При проверке щеточного аппарата выясняется, что часть щеток в обоймах щеткодержателей туго ходит, не касаясь контактных колец, и в работе не участвует. Оставшиеся в работе щетки, будучи перегружены, искрят и греются, т. е. интенсивно изнашиваются. Возможной причиной может быть следующее: щетки установлены в обоймы щеткодержателей плотно, без допусков; грязь, расклинивающая щетки, из-за чего они зависают в обоймах; слабое нажатие на щетки; плохая вентиляция щеточного аппарата; установлены щетки с высокой твердостью и большим коэффициентом трения.
Способы устранения: щетки должны соответствовать рекомендациям завода — изготовителя машины; новые щетки должны входить в обойму щеткодержателей с зазором 0,15—0,3 мм; давление на щетку регулируют в пределах 0,0175—0,02МПа/см2 (175—200 г/см2) с допустимой разницей давлений в пределах 10%; щеточный аппарат, изоляцию колец следует содержать в чистоте, периодически продувая сухим компрессорным воздухом; допустимое биение поверхности контактных колец должно быть в пределах 0,03—0,05 мм.
Неисправности в пусковой клетке ротора.
Пусковая клетка (обмотка) ротора (аналогичная беличьей клетке асинхронных двигателей) является неотъемлемой частью синхронных двигателей и предназначена для пуска их в асинхронном режиме.
Пусковая клетка находится в тяжелом пусковом режиме, нагреваясь до температуры 250 °С. При достижении частоты вращения 95 % пн в обмотку возбуждения подается постоянный ток, ротор полностью входит в синхронизм с вращающимся полом статора и частотой сети. В этом случае в пусковой клетке ток снижается до 0. Таким образом, за время разгона ротора синхронного двигателя в пусковой клетке, кроме указанной выше температуры, возникают электродинамические, а также центробежные силы, деформирующие стержни клетки и их соединения с короткозамкнутыми кольцами.
В ряде случаев при внимательном осмотре пусковых клеток обнаруживаются обрывы стержней, полные или начинающиеся, разрушение короткозамыкающих колец. Такие повреждения пусковой клетки отрицательно сказываются на пуске двигателя, который либо совсем невозможно пустить, либо он не разворачивается до номинальных оборотов. При этом сила тока во всех трех фазах одинакова.
Возникшие в пусковой клетке неисправности устраняют запайкой твердым припоем. Все места, подлежащие запайке, следует тщательно осмотреть, с противоположной стороны соединительной шины, проверить качество пайки стержней с помощью зеркала. Затем все повреждения тщательно расчистить и запаять.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
РЕМОНТ АКТИВНОЙ СТАЛИ СТАТОРА ЭЛЕКТРОДВИГАТЕЛЯ.
Статор, переданный для намотки, проверяют на отсутствие масляных пятен и загрязнений, которые могли остаться не удаленными после промывки статора в ванне. Эти загрязнения удаляют ветошью, смоченной в бензине.
В первую очередь определяют степень прессовки сердечника ; активная сталь должна быть опрессована так плотно, чтобы сила трения между листами исключала возможность даже незначительного перемещения одного листа по отношению к другому. При хорошей прессовке сердечника лезвие перочинного ножа под сильным нажатием руки не должно заходить между листами больше чем на 1,5 — 2 мм. Недостаточная прессовка выявляется наличием ржавых пятен на поверхности расточки статора из-за так называемой контактной коррозии, являющейся результатом перемещения и трения отдельных листов стали.
Чаще всего ослабление прессовки наблюдается в зубцовой зоне сердечника. Для ее восстановления иногда достаточно в месте с ослабленной прессовкой плотно забить текстолитовые или гетинаксовые клинья, размеры которых соответствуют зубцу. Клинья забивают на 2 — 3 мм ниже поверхности расточки и для предохранения от выпадения их обильно промазывают клеящим лаком или клеем БФ-2 и отгибают на них края смежных листов стали. После забивки уплотняющих клиньев сталь покрывают изоляционным лаком; при последующем ремонте и осмотре стали сохранность лаковой пленки поможет убедиться в отсутствии контактной коррозии в отремонтированном участке стали.
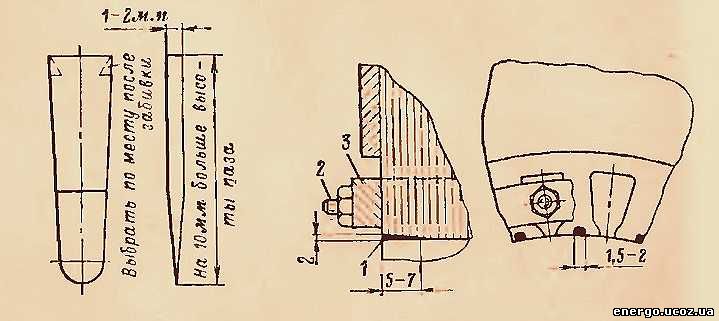
Уплотняющий клин. Сварка крайних листов стали.
Если нажимные шайбы, прессующие сердечник, или торцевые утолщенные листы активной стали недостаточно жестки, то на торцах сердечника зубцы расходятся, образуя так называемый «веер». Исправление можно произвести пропиливанием в зубцах наклонных пазов и проваркой этих пазов тонким сварочным швом 1 , как это указано на рисунке. При пропиливании и проварке зубцов сердечник сжимают в зубцовой зоне временными кольцами 3 при помощи стяжных болтов 2 , пропущенных через пазы. После проварки швы запиливают заодно с поверхностью расточки. Указанный способ устранения «веера» применим для электродвигателей малой мощности. Для более мощных и ответственных электродвигателей этот способ ремонта стали не рекомендуется, так как в местах наложения сварочного шва может быть повышенный нагрев сердечника, неблагоприятно отражающийся на пазовой изоляции и изоляции обмоточных проводов. Для таких электродвигателей способ крепления активной стали должен быть модернизирован: установлены более массивные нажимные шайбы, дополнительные нажимные пальцы и др.
Повреждение обмотки статора, сопровождающееся возникновением электрической дуги , может вызвать оплавление участка активной стали. В этих случаях вырубают всю поврежденную зону так, чтобы не осталось сплавленных между собой листов, раздвигают листы отверткой или ножом и между ними на глубину 10 — 15 мм закладывают пластинки слюды 0,05 — 0,07 мм, после чего покрывают отремонтированный участок горячим лаком БТ-99.
Когда поврежденный участок стали находится в пазу, то вырубленную часть заполняют замазкой или прокладками из текстолита, гетинакса или миканита. Если зона повреждения значительна, иногда приходится обрубать целиком зубец на длину одного-двух пакетов. В этом случае вырубленный зубец заменяют заполнителем из текстолита или гетинакса. Заполнитель нужно тщательно подогнать по месту, чтобы он плотно лежал между обмоткой и сталью.
Следует отметить, что выплавление больших объемов стали и повреждение меж листовой изоляции могут потребовать полной перешихтовки активной стали с переизолировкой всех листов и равномерным распределением | поврежденных листов по всему сердечнику.
Поверхностное замыкание листов стали, так называемые «затертые места», устраняют переносной шлифовальной машинкой с наждачным круглым или пальчиковым камнем, а при отсутствии шлифовальной машинки опиловкой или шабровкой поврежденных мест.
Во всех случаях порчи обмотки из-за чрезмерно высокой температуры сердечника, а также после ремонта, связанного с вырубкой большого объема активной стали, сердечник проверяют на отсутствие замыкания между листами стали и вследствие этого его повышенного нагрева.
Источник