- Гидрораспределитель Р-80: схема, устройство, подключение, ремонт своими руками
- Устройство
- Золотники
- Принцип действия
- Особенности
- Подсоединение
- Ремонт гидрораспределителя Р-80
- Частые неисправности
- Проверка всей системы
- Разработка технологии восстановления золотника гидрораспределителя Р-80
- Структурная схема разборки золотника гидрораспределителя Р-80. Технологический процесс дефектации и восстановления детали. Последовательность операций технологических процессов восстановления детали по маршрутам. Нормирование основных операций.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- 4. Технологический процесс восстановления
Гидрораспределитель Р-80: схема, устройство, подключение, ремонт своими руками
Гидрораспределитель Р-80 эксплуатируется на тракторах производства МТЗ, предназначен для перераспределения циркулирующей жидкости данных агрегатов. Смесь поступает от насоса в рабочее пространство цилиндра. Конструкция прибора дает возможность корректировать давление масла в системе, фиксировать навесные приспособления в требуемой позиции. Фактически при помощи узла происходит управление рабочим оборудованием техники.

Устройство
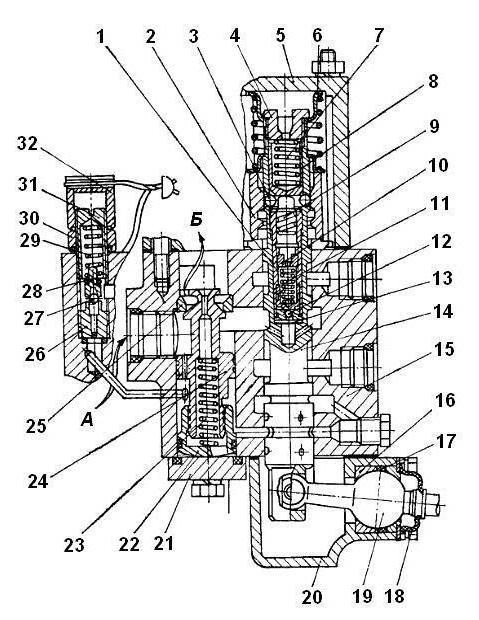
Гидрораспределитель Р-80 оснащен корпусом, пружинным механизмом, верхней и нижней крышкой, фиксирующим элементом, каналами для прохода жидкости, несколькими видами клапанов, регулировочным винтом, золотниками, бустером и обоймой фиксатора. Управление узлом осуществляется рычагами со сферическими опорами.
Золотники
Золотники представляют собой валики в виде цилиндров, подвергаемые тщательной обработке. В конкретно определенных местах имеются предусмотренные проточенные гнезда. Они помещаются в подходящие и подготовленные места корпуса. При монтаже золотники проходят через специальные каналы и полости по направлению к осям. В результате золотниковые элементы приоткрывают одни каналы, закрывая другие рабочие отверстия. Такая конструкция способствует изменению направления перетекания жидкости. В движение золотники приводит рычаг, функционирующий в четырех положениях:
- Нейтральная позиция.
- Работа на подъем.
- Свободное плавание.
- Принудительное опускание.
Указанные позиции гидрораспределителя Р-80 обладают определенной фиксацией. Удерживание рычага рукой предусмотрено только при положении «вынужденное опускание». Золотниковые приспособления оснащены системой автоматического возврата в нейтральное положение из фиксированных режимов.

Принцип действия
Устройство гидрораспределителя Р-80 позволяет золотникам в нейтральной позиции оставаться под усилием пружин. Они перекрывают нагнетающий отсек от рабочих канавок, жидкость при этом к цилиндрам не попадает. Кроме того, отсекается путь масла к сливным отверстиям. Поршень при таком раскладе остается в строго фиксированной позиции. После начала подачи масла посредством насоса в нагнетающую полость происходит воздействие на нижнюю часть перепускающего клапана. Под этой направленной силой элемент открывается, масляная жидкость транспортируется в нижнюю часть гидрораспределителя Р-80 и поступает к сливным каналам.
Контрольный паз остается приоткрытым, при этом часть масла сливается, не препятствуя открытию перепускающего клапана. Если золотник находится в плавающей позиции, оба отсека сообщаются между собой посредством сливной магистрали. Рабочая жидкость от помпы беспрепятственно перетекает через распределитель и поступает в резервуар по каналам, которые задействуются в нейтральном положении. В этом режиме поршень способен перемещаться под воздействием нагрузки штока, благодаря агрегации обоих цилиндров.

Особенности
Гидрораспределитель Р-80, схема которого приведена ниже, работая на подъем или принудительное опускание, сообщает одну рабочую полость со сливной системой, а второй аналог – с нагнетательным элементом. Контрольный канал перекрывается поясом золотника, давление масла в обеих частях поршня перепускающего клапана выравнивается. При этом клапан перераспределяющего механизма уходит вниз под воздействием собственной пружины. Поступление масла на сток завершается.
Под воздействием жидкости поршень в цилиндре перемещается, приводя в эксплуатационный режим оборудование и рабочие элементы техники. Автоматический возврат золотников из режима «подъем» обусловлен создаваемым давлением. Его величина идентична аналогичному показателю, наблюдающемуся при срабатывании клапана-предохранителя. Он соединяется с магистралью стока, после чего параметры давления слегка падают. В противоположном канале оно остается стабильно высоким, так как перепускающий клапан находится в закрытом положении.
За счет разности давлений в каналах узла наблюдается открытие отверстия, после чего масляная жидкость начинает подаваться под бустер. Золотник больше не фиксируется, возвращаясь под действием пружины в нейтральный режим. В позиции вынужденного опускания рабочий канал соединяется со сточным отсеком. Показатель давления, при котором прекращается фиксация золотника, составляет всего 2 МПа.

Подсоединение
Подключение гидрораспределителя Р-80 к трубопроводам или шлангам осуществляется исключительно через штуцера, фланцы и прочие промежуточные элементы. Рабочая жидкость в системе должна иметь чистоту не ниже 16 категории по ГОСТу 17216. Очистка масла выполняется при помощи фильтра тонкой очистки (25 мкм).
Контроллеры золотников, которые не участвуют в обслуживании оборудования трактора, желательно установить в нейтральное положение. Во время техобслуживания техники и профилактического осмотра рекомендуется регулировать давление предохранительного клапана до показателей, указанных в руководстве по эксплуатации машины. Данные проверяют при помощи манометра, подсоединенного к напорной части распределителя. Корректировка выполняется при максимальной частоте оборотов коленвала, с учетом расчетной величины давления.
Выходное давление не должно превышать 0,5 МПа, а уровень размещения распределителя – быть не ниже аналогичного показателя верхней точки масляного резервуара. Рассматриваемые приспособления с любыми видами золотников эксплуатируются в гидравлических системах тракторов и аграрной техники.
Ремонт гидрораспределителя Р-80
Ремонт рассматриваемой детали требует определенных познаний в сфере гидравлики. В противном случае проведенный неумело восстановительный процесс может только усугубить положение.

Изучив устройство одного гидравлического распределителя системы, можно без проблем разобраться с аналогичными приводами похожих конструкций. Все они обладают практически идентичным строением с похожим принципом работы, включая модификации с несколькими рычагами или управляемые джойстиком. Особое внимание при диагностике и ремонте обращают на золотник, клапаны и корпус.
Частые неисправности
Довольно серьезной проблемой распределителя является выработка в посадочных гнездах между корпусом и золотником. Выявить подобный дефект можно на ощупь. О его появлении свидетельствуют продольные царапины и задиры, вибрирование золотника. Стоит отметить, что золотниковые элементы не являются взаимозаменяемыми. Некоторые умельцы, выполняя ремонт гидрораспределителя Р-80 своими руками, подгоняют по размерам золотник с другого распределителя. Это дает возможность продлить ресурс работы детали. Специалисты такой подход не рекомендуют, несмотря на то что профессиональное восстановление посадочных зазоров – очень трудоемкий и дорогостоящий процесс.
Основные причины самовольного опускания рабочего оборудования (ковша или стрелы) – отсутствие герметичности в резиновых уплотнителях либо засорение (износ) иглы клапана. При возникновении подобной проблемы диагностику следует начинать именно с клапана.
Проверка всей системы
В случае если неисправность связана только с навесным оборудованием, причина может крыться в дополнительных клапанах, цилиндрах. Проверяют элементы путем поочередного отключения. Если рабочая система отказывается работать полностью, следует повысить значение давления в клапане, проверить иглу, насос, пробку, присутствие посторонних предметов в трубопроводах и распределителе системы.
Источник
Разработка технологии восстановления золотника гидрораспределителя Р-80
Структурная схема разборки золотника гидрораспределителя Р-80. Технологический процесс дефектации и восстановления детали. Последовательность операций технологических процессов восстановления детали по маршрутам. Нормирование основных операций.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 16.05.2016 |
| Размер файла | 67,9 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА РОССИЙСКОЙ ФЕДЕРАЦИИ
ФГБОУ ВО ОРЛОВСКИЙ ГОСУДАРСТВЕННЫЙ АГРАРНЫЙ УНИВЕРСИТЕТ
Факультет «Агротехники и энергообеспечения»
Кафедра «Надежность и ремонт машин»
К КУРСОВОМУ ПРОЕКТУ
По дисциплине «Восстановление и упрочнение деталей автомобилей»
На тему: Разработка технологии восстановления золотника гидрораспределителя Р-80
Выполнил: студент гр. ЭТТМ-421 уск. Балаков А.С.
Проверил: к.т.н., ст. препод.
на курсовой проект по дисциплине
«Восстановление и упрочнение деталей автомобилей»
Факультет: Агротехники и энергообеспечения
Кафедра: «Надёжность и ремонт машин»
Тема курсового проекта: Разработка технологии восстановления золотника гидрораспределителя Р-80
План выполнения задания
1. Изучить устройство, анализ работы и характер основных причин потери работоспособности сборочной единицы.
2. Изучить технологический процесс разборки сборочного узла.
3. Изучить технологический процесс дефектации детали. Рассмотреть все возможные дефекты.
4. Изучить технологический процесс восстановления детали. Разработать ремонтный чертёж.
Задание выдал: к.т.н., ст.препод. _____________________Кузнецов И.С.
Задание получил: студент гр. ЭТТМ-421 уск.___________ Балаков А.С.
1. Устройство, анализ работы и характеристика основных причин потери работоспособности узла
2. Структурная схема разборки узла
3. Технологический процесс дефектации детали
4. Технологический процесс восстановления детали
4.1 Маршруты восстановления деталей. Сочетание дефектов в маршрутах
4.2 Выбор рационального способа устранения основных дефектов детали
4.2.1 Назначение способов устранения дефектов по технологическому критерию
4.2.2 Оценка назначенных способов устранения дефектов по техническому критерию
4.2.3 Оценка способов устранения дефектов по технико-экономическому критерию
4.2.4 Оценка способов устранения дефектов по энергетическому критерию
4.3 Карта технологического процесса восстановления детали
4.3.1 Последовательность операций технологических процессов восстановления детали по маршрутам
4.3.2 Выбор средств технологического оснащения
4.3.3 Выбор и расчет режимов выполнения основных технологических операций и обоснование припусков на обработку детали
4.3.4 Техническое нормирование основных операций
4.3.5 Оформление технологических документов
Список использованных источников
В новых условиях хозяйствования необходимо увеличить темпы технического перевооружения сельского хозяйства, перерабатывающих и других отраслей АПК. В связи с этим важное значение имеет повышение качества и надежности выпускаемых машин, уровня их технического обслуживания и ремонта, включая организацию и проектирование ремонтно-обслуживающего производства. Однако с ростом балансовой стоимости сельскохозяйственной техники существенно возрастают и затраты на ее ремонт. Следовательно, встает задача снижения этих затрат за счет:
1) повышения качества и надежности изготовления и капитального ремонта машин;
2) предотвращение износов и отказов машин на основе использования методов диагностирования и технического обслуживания непосредственно в местах эксплуатации машин;
3) увеличение производительности труда и ресурсосбережения при техническом обслуживании и ремонте машин на всех уровнях ремонтно-обслуживающего производства.
Курсовой проект решает задачи не только выбора способов восстановления, но и их технико-экономической оценки, а также выбора наиболее рационального способа устранения износа поверхности в технологическом и экономическом отношении. Это позволит при производстве свести затраты к минимуму, а качество ремонта повысить на более высокий уровень.
1. Назначение, устройство и наиболее характерные дефекты золотника гидрораспределителя Р-80 Трактора МТЗ-1221
Трактор МТЗ 1221 класса 2,0 мощностью 95,6 кВт (130 л.с.) предназначен для выполнения полного спектра сельскохозяйственных работ от подготовки почвы под посев до уборочных и транспортных операций. Может быть использован в лесном и коммунальном хозяйствах, строительстве, промышленности. Трактор приспособлен для работы в различных почвенно-климатических зонах и на всевозможных видах почв, в том числе и на почвах с низкой несущей способностью.
Золотники гидрораспределителя Р-80 МТЗ-1221 представляют собой точно и чисто обработанные цилиндрические валики с кольцевыми проточками в строго определенных местах. Они установлены в также тщательно обработанные отверстия корпуса 5 и проходят через имеющие в нем полости и каналы.Перемещаясь по ним в осевых направлениях, золотники распределителя закрывают своими цилиндрическими выступами одни каналы, одновременно открывая или соединяя своими проточками другие.В результате образуются каналы для прохода масла в требуемых направлениях или же каналы перекрываются.Каждый золотник управляется рычагом, с помощью которого он устанавливается в одно из четырех положений «‘Нейтральное», «Подъем», «Принудительное опускание» и «Плавающее».Все положения рычагов фиксируемые, кроме «Принудительное опускание» (при использовании последнего рычаг необходимо удерживать рукой).
В золотниках имеются устройства для автоматического возврата в нейтральное положение из фиксированных положений «Подъем» и «Принудительное опускание».
В процессе работы золотник распределителя Р-80 вследствии переменных нагрузок в процессе работы, возникают следующие дефекты:
— износ и отклонение геометрической формы;
— царапины и риски вдоль поясков;
2. Структурная схема разборки
Разборка узла, агрегата или машины осуществляется в определенной последовательности. Последовательность этих работ определяется конструкцией изделия, а также программой ремонтного предприятия и ее однородностью в отношении типов и марок ремонтируемых машин.
При разработке схемы разборки ставится задача расчленить узел на составные элементы таким образом, чтобы можно было осуществлять разборку наибольшего количества этих элементов независимо одно от другого (параллельно). Такое расчленение дает возможность закрепить те или другие ремонтные работы за конкретными исполнителями.
Схему разборки строят так, чтобы соответствующие сборочные единицы были представлены в ней в том порядке, в каком эти элементы представляется снимать при разборке узла.
Структурная схема разборки гидрораспределителя представлена на листе№1 графической части.
3. Технологический процесс дефектации детали
Для определения технологического состояния детали после очистки подвергают дефектации. Дефектацией называют процесс технологического контроля сопряжений и деталей и сортировки их на группы в соответствии с техническими требованиями. Придефектации определяют пригодность сопряжений и деталей к дальнейшей работе и выявляют необходимость в их ремонте и выбраковке.
Дефектацию проводят в мастерской на специальном участке, оснащенном соответствующим оборудованием, инструментом, приспособлениями и оснасткой. Рабочие места контролеров оборудуют специальными столами, исключающими повреждения рабочих поверхностей детали.
Детали, поступающие на дефектацию, должны быть чистыми, без масляных и смолистых пятен, нагара, накипи, продуктов коррозии, остатков накладок и герметизирующих паст. Качество оценки контролируют по эталонам с образцом с допустимыми загрязнениями их поверхностей, установленным ОТК мастерской.Контролеры проверяют и качество разборки, обращая внимание на след повреждения деталей из-за нарушения технологии или приемов разборки, неправильной транспортировки деталей, применение непригодного инструмента и т. д.
Технологическими требованиями на дефектацию определены конкретные указания о характере дефекта для каждой детали, допустимых размерах, способах контроля необходимым контрольно-измерительным инструментом, приборах и приспособлениях, а также заключение по дефекту, при наличии которого деталь следует выбраковывать или восстанавливать.
Поверхности контролируют в последовательности, определенной в картах дефектов. Деталь осматривают и проверяют, есть ли повреждения и изменения первоначальной ее формы: трещины, пробоины, задиры, заметны прогнутые места, скручивание, коробление, прогары т.д. Выявляют дефекты по которым деталь бракуют. Для исключения произвольной оценки допустимых или недопустимых дефектов, наиболее часто встречающихся, отбирают для основной номенклатуры деталей, образуя с допустимыми дефектами, которые утверждаются ОТК в качестве эталонов. Детали подразделяются на четыре группы:
— годные, характер и износ которых находится в пределах значений, указанных в технических требованиях и допустимых без ремонта (восстановления) в соединении как с новой, так и с бывшей в эксплуатации деталью (параметры соответствуют требованиям технических условий);
— годные, характер и износ которых находится в пределах допустимых технологическими требованиями к использованию без ремонта (восстановления) в соединении с новыми или восстановленными до номинального размера детали;
— подлежащие ремонту (восстановлению);
— бракованные, которые техническому состоянию вышли за пределы, допустимые техническими требованиями, и не могут быть восстановлены по техническим, технологическим или экономическим соображениям.
Принадлежность детали к той или иной группе обозначают по принятой и утвержденной на предприятии системе.
Годные детали транспортируют в комплектовочное отделения мастерской, а подлежащие ремонту отправляют на склад деталей, ожидающих ремонта (склад ДОР), и складывают по стеллажам в соответствии с номерами технологических маршрутов их восстановления.
Бракованные детали отправляются в утиль или частично используют как материал для изготовления других.
При дефектации определяется степень годности бывшего в эксплуатации золотника и выявляются эксплуатационные дефекты, возникающие в результате износа, усталости материала, а также из-за нарушений режимов эксплуатации и правил технического обслуживания.
При дефектации золотника гидрораспределителядля определения диаметров поясков используют индикаторный нутромер 18-50 ГОСТ 868-82, концевые меры 1-Н2 ГОСТ 9038-90, лупа ГОСТ 25706-83, микрометр МК25-1 ГОСТ 6507-90;
Ремонтный чертеж золотника гидрораспределителя представлен на листе 2 графической части курсового проекта.
4. Технологический процесс восстановления
золотник гидрораспределитель технологический деталь
При определении содержания и количества разрабатываемых маршрутов, а также сочетания дефектов следует исходить из следующих рекомендаций:
— сочетание дефектов в маршруте должно быть естественным;
— количество маршрутов должно быть минимальным, обычно 2…3;
— в маршруте должно обеспечиваться технологическая взаимосвязь дефектов по способам их устранения;
— восстановление деталей по выбранному маршруту должно быть экономически целесообразно.
Таблица 4.1 — Карта сочетания дефектов по маршрутам
Номер маршрута и сочетание дефектов
1. Износ и отклонение геометрической формы
2. Царапины и риски вдоль поясков
Для разработки технологического процесса восстановления золотника гидрораспределителя принимается второй маршрут.
4.2 Выбор рационального способа восстановления золотника гидрораспределителя
Для устранения каждого дефекта (группы или комплекса одинаковых дефектов) необходимо выбрать рациональный способ восстановления, технологически применимый, технически обоснованный и экономически целесообразный.
Рациональный способ восстановления деталей определяется, с помощью следующих критериев [2]:
4.2.1 Назначение способов устранения дефектапо технологическому критерию
Технологический критерий характеризует принципиальную возможность применения нескольких способов восстановления исходя из конструктивно-технологических особенностей деталей, их технологических и эксплуатационных свойств.
Конструктивно-технологические особенности деталей определяются их структурными характеристиками, такими как:
— геометрической формой и размерами;
— материалом и термообработкой, поверхностной твердостью;
— точностью изготовления и чистотой поверхности;
— характером соединения (типом посадки);
— условиями работы (характером нагрузки, родом и видом трения) [2].
Данный критерий позволяет определить применимость способов восстановления к конкретно рассматриваемой детали. По технологическому критерию назначаются возможные способы, которые могут быть использованы для устранения конкретного дефекта детали.
В качестве основного дефекта принимается износ и отклонение геометрической формы, царапины и риски вдоль поясков золотника распределителя.
Возможными способами восстановления в соответствии с конструктивно-технологическими особенностями восстанавливаемой детали учитывая проведенный математический анализ износной информации и обзор справочных литературных источников [2, 3, 4.] в соответствии с требованиями ресурсосбережения, являются:
4.2.2 Оценка назначенных способов устранения дефекта по техническому критерию
Технический критерий оценивает каждый способ, выбранный по технологическому критерию устранения дефектов детали с точки зрения восстановления (иногда и улучшения) свойств поверхностей, т. е. обеспечения работоспособности за счет достаточной твердости, износостойкости и сцепляемости покрытия восстановленной детали.
Оценка проводится по следующим показателям [6]:
Для каждого выбранного способа дается комплексная, качественная оценка по значению коэффициента долговечности Кд, вычисляемому по формуле:
где Кi, Кв, Кс — соответственно коэффициенты износостойкости, выносливости и сцепления.
Кп — поправочный коэффициент, учитывающий фактическую работоспособность восстановленной детали в условиях эксплуатации, при этом Кп = 0,8…0,9, [6].
Электроискровая обработка: Кi = 1,66; Кв = 0,96; Кс = 1,83, Кп = 0,85, следовательно:
Плазменное напыление: Кi = 1,84; Кв = 0,93; Кс = 1,75, Кп = 0,85, следовательно:
Наиболее рациональным способом по техническому критерию является плазменное напыление , поскольку коэффициент долговечности Кд данного способа является наибольшим.
4.2.3 Оценка способов устранения дефекта по технико-экономическому критерию
Данные справочных литературных источников показывают, что почти все восстанавливаемые детали принадлежат к числу тех, работоспособностью которых определяются сроки службы агрегатов, и в подавляющем большинстве изготовлены из конструкционных легированных и углеродистых сталей и термически обработаны на высокую твердость — до НRС 60.
Окончательное решение о выборе рационального способа принимается при помощи обобщающего технико-экономического критерия, связывающего долговечность детали с экономикой ее восстановления.
Выбор наиболее рационального способа восстановления поясков золотника распределителя принимается по технико-экономическому критерию, который вычисляется по формуле:
где Св — удельная себестоимость восстановления, руб./м2,[2].
Для восстановления золотника гидрораспределителя Р-80 МТЗ-1221 применяется электроискровая обработка, так как технико-экономический критерий является наименьшим.
4.3 Карта технологического процесса восстановления
4.3.1 План операций технологического процесса
Технологические операции каждого маршрута располагают одна за другой в наиболее рациональной последовательности из условия выполнения требований ремонтного чертежа наиболее экономичным способом.
При составлении плана технологических операций маршрута следует исходить из следующих положений:
— тепловые операции, такие как кузнечные, сварочные, наплавочные выполняются в первую очередь;
— операции при выполнении которых производится съем металла большой толщины также планируются в числе первых;
— механическую обработку деталей необходимо начинать с исправления базовых поверхностей, а при использовании в качестве установочных баз работавших поверхностей необходимо ориентироваться на неизношенные участки детали;
— в первую очередь необходимо обрабатывать ту поверхность, относительно которой на чертеже координировано большее количество других поверхностей;
— в числе последующих операций назначают механические (слесарные) и окончательную обработку, причем при механических операциях планируется обработка сначала менее точных поверхностей, а затем более точных если при восстановлении деталей применяется термическая обработка, то операции выполняются в такой последовательности: черновая механическая, термическая, чистовая механическая;
— в последнюю очередь выполняются чистовые операции, заканчивается обработка детали обработкой наиболее точной поверхности детали;
— последней в маршруте назначается обработка легкоповрежденных поверхностей (резьба).
Таблица 4.2 — План операций технологического процесса восстановления
Промыть деталь до удаления остатков смазочных материалов и осадков.
Измерить и определить наибольший и наименьший диаметр поясков для каждого золотникового отверстия в корпусе.Измерить пояски золотника.
15. Электроискровая обработка
Нанести на пояски золотника покрытие
Шлифовать золотник в размер отверстия обеспечивая зазор в паре золотник-корпус
Притирать поверхности поясков до обеспечения свободного движения притира
Нанести на всю ширину поясков золотника приработочное антифрикционное покрытие
Проверить качество восстановления и упрочнения золотника согласно требованиям ремонтного чертежа
4.3.2 Выбор средств технологической оснастки
Для разработанного технологического процесса восстановления золотника гидрораспределителя Р-80 подбирается оборудование, оснастка и измерительный инструмент необходимый для выполнения операции, в соответствии с таблицей 4.2 [5].
Таблица 4.2 — Ведомость технологического оборудования и оснастки
Источник