- Ремонт зубчатой передачи тепловоза
- § 32. Сборка и испытание тягового электродвигателя с колёсной парой
- Пригонка моторно-осевых подшипников, проверка зазоров и прилегания зубьев в зубчатой передаче
- Ремонт кожухов зубчатой передачи
- Испытание колёсной пары с тяговым электродвигателем
- Установка тяговых электродвигателей на тележки
- Маневровые локомотивы
- Зубчатая передача
Ремонт зубчатой передачи тепловоза




§ 32. Сборка и испытание тягового электродвигателя с колёсной парой
Пригонка моторно-осевых подшипников, проверка зазоров и прилегания зубьев в зубчатой передаче
Для исправной работы зубчатой передачи одним из важных условий является параллельность осей вала якоря и колёсной пары.
При непараллельном расположении осей зубья работают не по всей длине, а это может вызвать их поломку. Поэтому после наплавки горловин их расточка под подшипниковые щиты и моторно-осевые вкладыши с постановкой прокладок для образования натяга производится с одной постановки.
У тяговых электродвигателей применяют вкладыши из бронзы, залитые баббитом или без заливки.
Изношенные и имеющие отколы вкладыши моторно-осевых подшипников с баббитовой заливкой перезаливают и растачивают в соответствии с диаметрами шеек колёсной пары и с учётом создания нормального зазора между шейкой оси и вкладышем. Затылочные и трущиеся поверхности вкладышей при подъёмочном ремонте пришабривают по горловинам остова и по шейкам колёсной пары.
Применение подкладок под вкладыши и постановка прокладок между их торцами запрещается.
Сборка тягового электродвигателя с колёсной парой производится в следующем порядке.
Собранный тяговый электродвигатель без ведущей шестерни устанавливают так, чтобы горловины моторно-осевых подшипников находились в верхнем положении. На постели укладывают моторно-осевые вкладыши.
При шабровке вкладышей и проверке параллельности осей горловин целесообразно использовать приспособление, показанное на фиг. 324.
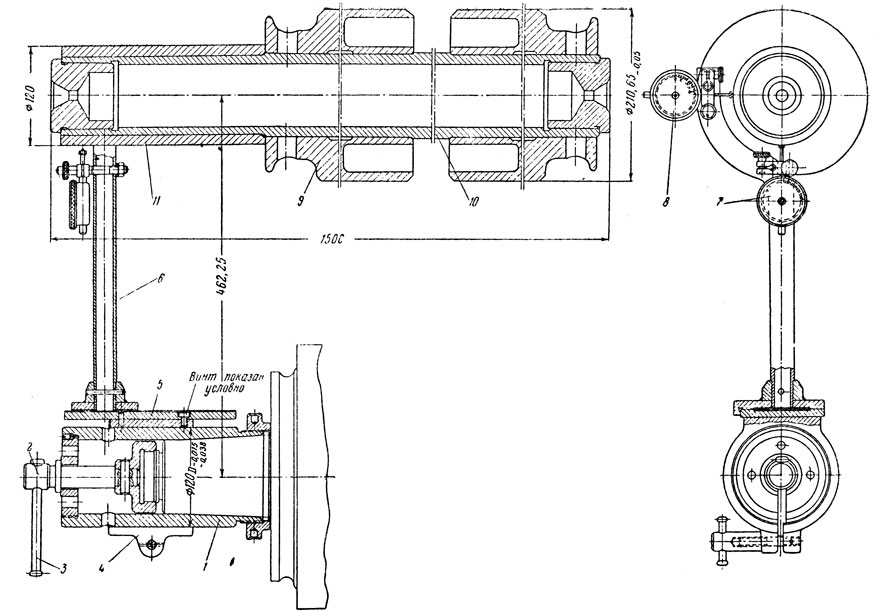
Фиг. 324. Приспособление для проверки непараллельности моторно-осерых относительно вала якоря тягового электродвигателя: 1 — коническая втулка; 2 — ключ; 3 — рукоятка; 4 — хомут; 5 — плита; 6 — труба; 7 и 8 — индикаторы; 9 — диск; 10 — труба; 11 — втулка
Приспособление состоит из конической втулки 1, надеваемой на конец вала якоря тягового электродвигателя. Втулка 1 прижимается к валу ключом 2 с гайкой, навёртываемой на конец вала с помощью рукоятки 3.
На втулке 1 монтируют хомут 4, на плите 5 которого располагается труба 6. На зажимах у трубы устанавливают перпендикулярно расположенные индикаторы 7 и 8. Нижний конец трубы прикреплён к контрольной плите.
Проверку по краске моторно-осевых вкладышей делают дисками 9, насаженными на трубу 10, на конце которой запрессована втулка 11.
Передвигая трубу 6 с контрольной плитой, имеющей выступ, по плите 5, индикаторами можно установить величину непараллельности между валом якоря и осью моторно-осевых вкладышей. Размер 462,25 мм между осью вала тягового электродвигателя ДК-304Б и осью моторно-осевых вкладышей доводят путём шабровки вкладышей. Соблюдение этого размера необходимо по условиям зацепления редуктора.
После проверки соосности колёсную пару укладывают на моторно-осевые вкладыши и проверяют по краске. Прилегание моторно-осевых шеек должно составлять не менее 60%.
Для тяговых электродвигателей всех типов нормальный зазор (по чертежу) между шейкой оси и вкладышем для подшипников, залитых баббитом, составляет 0,2-0,3 мм, а для бронзовых вкладышей — 0,4-0,5 мм. При выпуске из заводского ремонта для вкладышей первого типа установлен зазор 0,2-0,3 мм, а при выпуске из подъёмочного ремонта — 0,2-0,6 мм, для второго типа вкладышей соответственно 0,4-0,8 и 1,5 мм. Разница в зазорах одной колёсной пары с подшипниками, залитыми баббитом, не должна превышать в эксплуатации 0,15 мм и с бронзовыми подшипниками — 0,35 мм. При выпуске из заводского ремонта эта разница должна быть не более 0,08 мм для вкладышей с баббитовой заливкой и 0,2 мм для бронзовых.
Натяг для моторно-осевых вкладышей на каждый торец при заводском ремонте следует выдерживать в пределах 0,10-0,15 мм и при подъёмочном ремонте 0,15-0,08 мм. Минимально допустимый натяг в эксплуатации — 0,04 мм.
После проверки и пришабривания вкладышей на вал якоря тягового электродвигателя насаживают шестерню, проверяют зазор между зубьями и степень их соприкосновения.
Зазор между зубьями новых шестерен должен находиться в пределах 0,45-0,9 мм, у тепловозов, выпускаемых из заводского ремонта, — не более 3,4 мм и из подъёмочного — не более 6,0 мм. Разность зазоров у одной пары зубчаток допускается не более 0,3 мм.
Прилегание зубьев, проверяемое по краске после провёртывания колёсной пары на два-три оборота, должно составлять не менее 50% по длине зуба. Несовпадение торцов зубьев ведущей шестерни и зубчатого колеса допускается не более 3,5 мм.
Разбег оси колёсной пары, проверяемый щупом относительно моторно-осевых вкладышей, должен находиться при выпуске из заводского ремонта в пределах 1 — 2,5 мм и при выпуске из подъёмочного ремонта — до 4 мм. Восстановление разбега до нормальной величины производится за счёт увеличения буртов вкладышей.
Удовлетворяющую перечисленным условиям колёсную пару снимают с остова. На вал тягового электродвигателя насаживают в горячем состоянии ведущую зубчатку методом, описанным в § 20, и окончательно собирают тяговый электродвигатель с колёсной парой.
Сальниковые полукольца должны быть плотно прижаты к колёсному центру и к буртам вкладышей подшипников.
В стык полуколец щуп 0,2 мм проходить не должен.
Набивку из шерстяной пряжи моторно-осевых подшипников пропитывают в масле и укладывают со стороны окна вкладышей слоем толщиной 30 мм, а за этим слоем мотки набивки, прижимаемые пружиной 37 через планку (см. фиг. 220).
Колёсная пара, уложенная на моторно-осевые вкладыши электродвигателя, должна провёртываться без рывков и заклиниваний в зубьях передачи и моторно-осевых подшипниках. Для провёртывания в тяговый электродвигатель подают ток пониженного напряжения.
Тяговые электродвигатели, имеющие повышенную скоростную характеристику, устанавливают на колёсные пары с меньшим диаметром бандажей, а имеющие пониженную скоростную характеристику — на колёсные пары с большим диаметром бандажей. При этом должна быть обеспечена наименьшая возможная разность характеристик тяговых блоков одного тепловоза. (Характеристика тягового блока представляет собой произведение диаметра бандажей колесной пары на число оборотов якоря электродвигателя при часовом режиме.)
Ремонт кожухов зубчатой передачи
При подъёмочном и заводском ремонте кожухи после удаления смазки вываривают в растворе каустической соды. У очищенных кожухов проверяют, нет ли трещин. При наличии трещин у краёв отверстий для прохода вала и оси колёсной пары кожух или его части заменяют новыми. Все остальные трещины разделывают и заваривают электродуговой сваркой. Пробоины исправляют приваркой заплате применением электродов Э42. Кожухи старой конструкции усиливают, накладывая планки 1 (фиг. 325), охватывающие по углам боковины и среднюю часть кожуха.
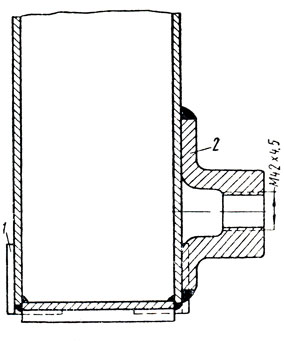
Фиг. 325. Усиление кожуха зубчатой передачи: 1 — планка; 2 — бонка
Места крепления кожуха к тяговому электродвигателю усиливают привариваемыми бонками 2, имеющими увеличенный по диаметру фланец. Болты крепления кожуха затягивают усилием одного человека, приложенным на плече 750 мм.
При сборке необходимо надёжно закрепить болты, прикрепляющие кожухи к остову, скрепляющие обе половинки кожуха, чтобы избежать их ослабления в эксплуатации.
Нельзя устанавливать пружинящие шайбы с притуплёнными стопорящими кромками.
Бонки крепления кожуха и воронки заливочного отверстия, имеющие сорванную резьбу или другие изъяны, заменяют новыми. Для проверки плотности кожухов после ремонта в них наливают керосин.
При заводском ремонте внутренние поверхности кожуха окрашивают кислотоупорной краской (нитроэмаль № 624а).
К кожуху зубчатой передачи, собранному с тяговым электродвигателем, предъявляют следующие требования:
1) зазор, проверяемый щупом, в плоскости разъёма должен быть не более 0,1 мм;
2) односторонний зазор между кромкой отверстия кожуха и цилиндрической частью зубчатого колеса допускается не менее 0,75 мм; несовпадение наружных кромок обеих половинок кожуха по плоскости разъёма должно быть не более 1,5 мм;
3) между стенками кожуха и торцами зубчатого колеса и шестерни зазор должен быть не менее 4 мм.
Кожух по окончании сборки заполняют смазкой в количестве 3,5 л. Состав смазки для летнего периода: осернённый нигрол 70% и консталин 30%, а для зимнего — осернённый нигрол 90% и консталин 10%.
Испытание колёсной пары с тяговым электродвигателем
Тяговый электродвигатель, собранный с колёсной парой и буксой, испытывают на стенде. Буксу испытывают под нагрузкой в течение 40 мин — по 20 мин в каждом направлении вращения. Для вращения тягового электродвигателя к нему подают постоянный ток от постороннего источника (например от сварочного агрегата).
Одновременно проверяют правильность вращения тяговых электродвигателей в соответствии с обозначением кабелей.
Испытание начинают с 50 оборотов при нагрузке на буксу в 1 000 кг, затем постепенно число оборотов увеличивают до 200, а нагрузку на буксу — до 4 000 кг.
Во время испытания на стенде не должно быть течи масла из кожухов зубчатой передачи, из моторно-осевых подшипников и букс, а также местного повышения температуры трущихся частей. Не допускается прерывистый шум шестерён и посторонние звуки в работе механизмов. Зубчатое колесо и шестерня не должны касаться стенок кожуха. Зазор между их торцами и кожухом обеспечивается за счёт регулировочных прокладок, устанавливаемых под болты на бонки кожухов.
На фиг. 326 показан стенд для обкатки колёсной пары с собранным тяговым электродвигателем. Стенд состоит из сварной рамы укреплённой к фундаменту болтами 2. К раме прикреплены две сварные стойки 3 для букс. На буксы опираются стойкий рессоры 5. С хомутом рессор шарнирно связано коромысло 6, на конце которого подвешен груз 7. Колёса опираются на ролики 8, которые свободно вращаются на осях стоек 9.
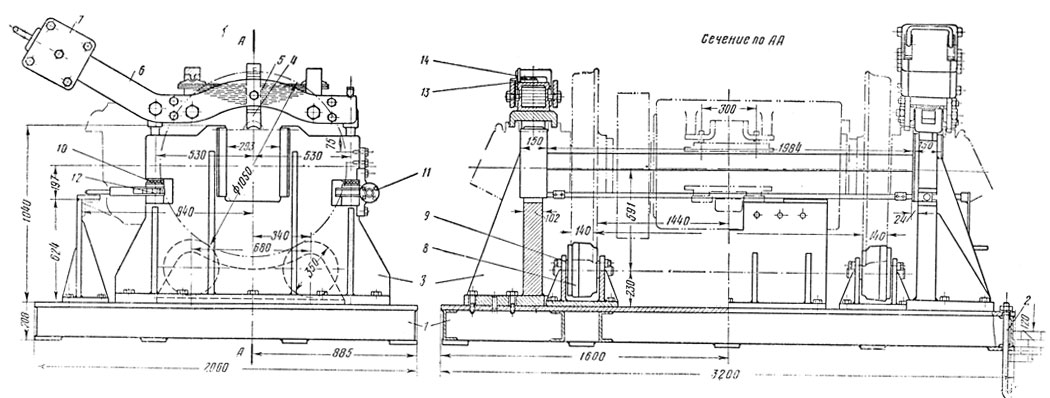
Фиг. 326. Стенд для испытания колёсной пары в сборе с тяговым электродвигателем: 1 — рама; 2 — болт; 3 — стойка для букс; 4 — стойка рессоры; 5 — рессора; 6 — коромысло; 7 — груз; 8 — ролик; 9 — стойка ролика; 10 — винтовые домкраты; 11 — привод домкратов; 12 — трещотка; 13 — угольник; 14 — указатель
Необходимое усилие на буксы колёсной пары создаётся винтовыми домкратами 10 с ручным приводом 11. Для подрегулировки имеются трещотки 12. Величину нагрузки устанавливают по градуированной шкале, нанесённой на угольник 13, и указателю 14, связанному с коромыслом.
Установка тяговых электродвигателей на тележки
При разборке и сборке тележек во время подъёмочного и заводского ремонта, а также при индивидуальной выкатке колёсной пары с тяговым электродвигателем кабели отсоединяют от клемм проводов, идущих из кузова или капота тепловоза.
Минимально необходимый угол предварительной установки тягового электродвигателя на тележку составляет около 17°; он даёт возможность снять и установить тяговый электродвигатель с пружинным амортизатором и колёсной парой.
Соединение кабелей изолируют лакотканью, тафтяной лентой и покрывают изоляционным лаком.
Кабели от книц тяговых электродвигателей при заводском ремонте заделывают в новые брезентовые рукава, концы которых заводят в отверстия остова на 30 мм, а другие концы бандажируют шпагатом на длине 20 мм. Кабели, соединяющие тяговые электродвигатели между собой, во избежание перетирания, укладывают и укрепляют колодками таким образом, чтобы они не прилегали к острым кромкам.
У окончательно смонтированных на тележке кабелей до присоединения тяговых электродвигателей проверяют сопротивление изоляции (оно должно быть не менее 1,5 мгом).
Источник
Маневровые локомотивы
Зубчатая передача
Зубчатая передача служит для передачи вращающего момента от тягового двигателя к колесным парам. На тепловозе ТЭМ-2 применяют цилиндрическую зубчатую передачу.
Потеря работоспособности зубчатой передачи наступает вследствие из-носов зубьев и увеличения бокового зазора между ними. Такая передача работает обычно с большим шумом и издает характерные звуки при изменении частоты или направления вращения. При увеличении зазоров в передаче увеличивается динамическая нагрузка на зубья колес, что создает предпосылки появления трещин у основания зубьев и их поломки. При износе зубьев уменьшается их толщина и прочность, а следовательно, увеличиваются ударная нагрузка и перекосы в передаче, снижается работоспособность зубчатой передачи.
Характерные повреждения зубьев шестерен: износ, трещины, отколы, повреждения и выкрашивание рабочей поверхности. Износ зубьев происходит в результате истирания их рабочей поверхности, особенно при наличии в масле пыли и мелких частиц металла от износа трущихся деталей. Наибольший износ в прямозубых колесах наблюдается на поверхности головки и ножки зуба; в полюсе зацепления взаимного перемещения не происходит и износ зубьев наименьший. Профили изношенного зуба прямозубых и косозубых колес имеют форму, показанную на рис. 54.
При сборке тяговых электродвигателей с колесными парами собранная зубчатая передача должна удовлетворять следующим условиям:
• боковой зазор между зубьями зубчатых колес и шестерен должен быть не менее 0,3 мм для зубчатого колеса жесткого типа, а разница боковых зазоров не должна превышать 0,3 мм. Проверку зацепления производят по нескошенной стороне зуба шестерни;
• прилегание зубьев колес редуктора следует контролировать на нескошенной стороне зуба шестерни, в этом случае оно должно быть не менее 40 % длины зуба и не менее 50 % его высоты.
Шестерни зубчатой передачи не должны иметь каких-либо трещин, а также незачшценных вмятин или забоин на рабочей поверхности зуба и задиров на притирочной поверхности конусного отверстия. Допускается оставлять в работе малые шестерни, имеющие на поверхности каждого зуба не более одной вмятины глубиной до 2 мм, площадью до 150 мм 2 , а также коррозионные язвы, если общая площадь их не превышает 15 % поверхности каждого зуба. Шестерни с износом зубьев по толщине более 3 мм, измеряемой по делительной окружности, или с шириной пояска на вершине зуба менее 1 мм (заострение зуба) заменяют.
Износ рабочей поверхностей зубьев цилиндрических шестерен определяют измерением их толщины при помощи штангензубомеров (рис. 55, а), а косозубых — измерением длины общей нормали норма-лемером (рис. 55, б).

Рис. 54. Характер износа зубьев:
а — прямозубых; 6 — косозубых; 5 1 — номинальная толщина зуба; *5-3 — толщина предельно изношенного зуба


Рис. 55. Измерение износа зубьев цилиндрической зубчатой передачи штангензубомером (а) и косозубых колес нормалемером (б): 8Х — толщина зуба (по хорде); кх — высота головки зуба; Од — делительная окружность; Ь — длина общей нормали
Источник