Ремонт зубчатых колес методы ремонта
Ремонт деталей зубчатых
С помощью зубчатых передач (рис. 76) изменяют скорость движущихся частей станков и направления их движения, передают от одного вала к другому усилия и крутящие моменты, а также преобразуют их. В зубчатой передаче движение передается с помощью пары зубчатых колес. (В практике зубчатое колесо с меньшим числом зубьев принято называть шестерней, а с большим — просто колесом; термин «зубчатое колесо» относится как к шестерне, так и к колесу; при одинаковом числе зубьев зубчатых колес в передаче колесом называют ведомое.)
Поступающие в ремонт зубчатые колеса могут иметь дефекты, приведенные в табл. 31.
Таблица 31
Дефекты и способы ремонта зубчатых передач
Способ ремонта
Износ зубьев по рабочему профилю
Замена зубчатого колеса новым.
Цилиндрическое зубчатое колесо с односторонним износом зубьев 2 у правого торца в результате многократного переключения шестерен (рис. 77, а) можно отремонтировать так: у колеса подрезать часть 3 (линия отреза показана на рисунке справа вертикальной чертой), а с другой стороны приварить кольцо 7, точно соответствующее удаленной части 3; затем кольцо установить таким образом, чтобы в переключении участвовала левая (неизношенная) часть зубьев
Один или несколько сломанных зубьев
В ответственных передачах колесо нужно заменить годным. В менее ответственных тихоходных передачах поврежденные зубья больших колес экономически выгодно восстанавливать.
Зубчатые колеса можно ремонтировать наплавкой изношенных зубьев, установкой зубчатых в клад ушей, которые закрепляют винтами либо сваркой (рис. 77, б), а также ввертышей и т. п. Наплавка (рис. 77, в) производится толстообмазанными электродами Э-ЗУ, Э-42, ОММ-5 и пр. После наплавки колесу дают медленно остыть, зарывая в горячий песок все колесо или ту его часть, где наплавлен зуб
Одна или несколько трещин в венце, спице или ступице
Заварка трещины
в ступице
См. ремонт шпоночных и шлицевых соединений (табл. 17 и 18)

Рис. 76. Зубчатые передачи:
Рис. 77. Схемы ремонта зубчатых колес:
Изношенные зубчатые колеса, ремонт которых признан нецелесообразным, нужно заменять новыми парами даже в тех случаях, когда одно колесо в заменяемой паре существенного износа не имеет. Это объясняется следующим. Замена обоих сопрягаемых колес гарантирует лучшие условия зацепления, так как зубчатые колеса каждой данной пары, как правило, изготовляются одним и тем же инструментом на одном и том же станке. Использование нового зубчатого колеса в сопряжении с оставшимся старым нежелательно, так как зубья вновь изготовленного колеса не могу! обеспечить нормальный контакт с уже приработанными зубьями, о чем свидетельствует повышенный шум при работе передачи. Однако в тех случаях, когда в сопряжении находятся большое и малое зубчатые колеса, причем диаметр большого колеса во много раз превышает диаметр малого, не следует придерживаться приведенного выше правила. В таком зацеплении значительно быстрее изнашивается малое колесо, поэтому при ремонте достаточно заменить только его. Своевременная замена малого колеса предохраняет от износа зубья большого, стоимость изготовления которого значительно выше.
Ремонт деталей червячных передач. Червячная передача (рис. 78) является зубчато-винтовой и состоит из червяч-ного косозубого колеса с зубьями специальной формы (вогнутыми по длине) и червяка — винта с трапецеидальной резьбой, являющегося шестерней; ее применяют для передачи вращения между валами, геометрические оси которых скрещиваются.
В червячных передачах наибольшему износу подвергается зубчатое зацепление, при этом витки червяка, как правило, изнашиваются значительно больше, чем зубья червячного колеса. В связи с этим при ремонте изготовляют новый червяк, который сцепляют с работавшим с ним в паре колесом. Однако в точных передачах заменяют новыми и червяк, и колесо.

Рис. 78. Червячные передачи:
а — цилиндрическая; б — глобоидная; в — основные элементы и параметры зубчатой передачи
Источник
Ремонт зубчатых колес

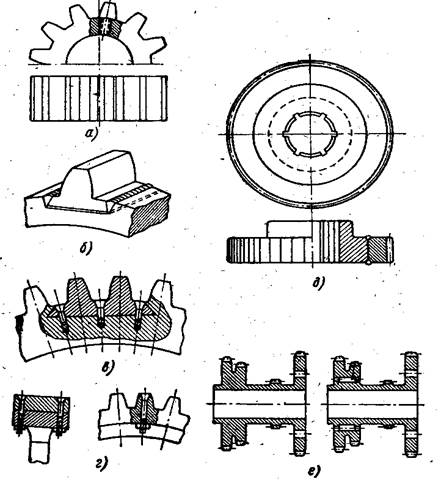
Рис.1 Методы ремонта зубьев зубчатых колес.
а – установка шпилек на резьбе с последующей обваркой по шаблону. б – наплавка зуба в медных шаблонах. в – установка зуба в паз и креплением штифтами. г – крепление зуба к ободу винтами. д – замена зубчатого венца с креплением штифтами.
Зубчатые колеса при эксплуатации подвергаются воздействию значительных изгибающих, контактных и ударных нагрузок, часто работают в условиях загрязнения масла почвенной пылью. Более интенсивному изнашиванию подвержены зубчатые колеса непостоянного зацепления — переключаемые шестерни коробок передач, изнашиваются преимущественно торцы зубьев. Торцовый износ подлежащих восстановлению зубчатых колес составляет 1,2…6 мм; износ зубьев по толщине в некоторых случаях составляет 1,2 мм.
На ремонтных предприятиях наибольшее распространение получили следующие способы восстановления зубчатых колес: наплавка торцов зубьев и горячая объемная штамповка.
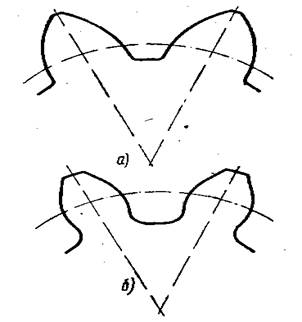
Форма зубьев шестерен:
а — нормальных, б — коррегированных.
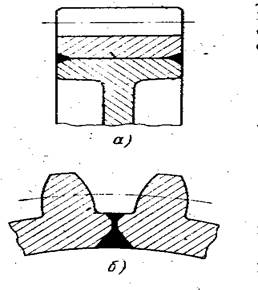
Рис .Наварка зубчатого венца:
а — установка обода, б — расположение сварного стыка.
Восстановление сломанных зубьев:
а — с креплением винтами, б — с обваркой, в — на резьбе г — при помощи болта,
д — насадка зубчатого венца с приваркой, е — насадка венцов на блок на шпонках или на шлицах
Разработанные отверстия в ступицах зубчатых колес механизмов передвижения и поворота разрешается исправлять наплавкой с последующей обработкой до необходимого посадочного размера.
Червячные передачи. В червячных передачах бронзовый венец червячного колеса изнашивается значительно быстрее, чем стальной червяк. Для ремонта червячного колеса с изношенным венцом снимают изношенный и напрессовывают новый венец. Для этого вывинчивают или высверливают винты, фиксирующие венец на ободе колеса. Венец распрессовывают с обода в сторону меньшего наружного диаметра обода или стачивают на токарном станке. Из бронзы марки, соответствующей ранее использованной, вытачивают заготовку венца. Новую заготовку напрессовывают на обод колеса и фиксируют на нем винтами так же, как был фиксирован снятый венец, после чего на зубофрезерном станке нарезают новые зубья.
Дата добавления: 2015-12-16 ; просмотров: 2846 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Ремонт зубчатых колес методы ремонта
Зубчатые колеса изготовляют из углеродистых и легированных сталей 40Х, ЗОХГТ, 20ХИМ с последующей термохимической и термической обработкой (цианирование, цементация, закалка). Червячные колеса изготовляют из антифрикционного чугуна, червяки — из низкоуглеродистых и легированных сталей.
Характерные дефекты зубчатых колес — изнашивание зубьев по толщине и длине, усталостное выкрошивание рабочей поверхности зубьев, трещины, задиры и царапины на рабочей поверхности зубьев, поломки и завал зубьев на сторону в результате пластических деформаций, изнашивание посадочных мест, шлицевых отверстий и шпоночных канавок, трещины на ступицах.
Выкрошивание, трещины и отколы отдельных зубьев выявляют визуальным осмотром или дефектоскопией. Ширину шпоночных канавок и шлицевых впадин проверяют шаблонами, а их диаметральные размеры — скобами. Скобами проверяют и посадочные места под подшипники. Износ отверстий определяют пробками, Износ зубьев шестерен измеряют штангенциркулями, шаблонами, штангензубомерами и индикаторными приборами.
Рекламные предложения на основе ваших интересов:
Изношенные зубья восстанавливают заменой части детали, наплавкой, вдавливанием и дополнительным коррегированием.
Восстанавливать зубчатые колеса, заменяя зубчатые венцы, чаще всего приходится при ремонте блоков шестерен. Объясняется это тем, что шестерни блока изнашиваются по-разному, а выбраковывать деталь при удовлетворительном состоянии одного из зубчатых венцов нерационально. При таком способе зубья колеса обтачивают. На обточенный обод колеса насаживают заготовку венца в холодном или нагретом состоянии, проваривают ее по всей торцовой поверхности, обрабатывают до требуемых размеров, после чего нарезают зубья. Термически обработанные колеса перед восстановлением отжигают, чтобы облегчить механическую обработку, а после на-прессовки и нарезки зубьев закаляют. Для этой цели целесообразно использовать нагрев деталей токами высокой частоты.
Шестерни с односторонним износом зубьев иногда переворачивают и используют для дальнейшей работы другой стороной. Если ступица несимметрична, то ее подрезают с одной стороны и делают симметричной. Положение зубчатого колеса на валу при сборке восстанавливают постановкой кольца, ширина которого равна толщине отрезанной части ступицы.
Односторонне изношенные подвижные колеса с кольцевыми проточками для вилок переключения передач также можно переворачивать на 180°. У таких шестерен отрезают часть ступицы, а на противоположной стороне приваривают изготовленную вновь кольцевую муфту.
Конструкции отдельных зубчатых колес позволяют использовать их в качестве других элементов машины. Например, у трактора Т-100М в случае поломки зубьев шестерни третьей передачи оставшийся еще в хорошем состоянии венец четвертой передачи используют для шестерни реверса. Венец третьей передачи отрезают.
При восстановлении изношенных зубьев наплавкой у зубчатых колес большого диаметра и модуле более 10 наплавляют изношенную сторону каждого зуба. Высокую износостойкость и прочность наплавляемых поверхностей зубьев дает применение сплавов типов сормайт и сталинит. Тонкий слой сормайта наносят на ранее наплавленную с помощью присадочного материала и зачи« щенную поверхность. После наплавки сормайтом зубья шлифуют.
Наплавкой сормайтом рекомендуется восстанавливать шестерни с несколькими дефектными зубьями. Все зубья наплавлять сормайтом не рекомендуется, так как это весьма трудоемкий процесс, затрудняющий дальнейшую механическую обработку детали.
При большом износе всех или большинства зубьев зубчатые колеса небольшого диаметра и малых модулей (до 5…6) могут быть восстановлены по следующей технологии. Изношенные зубья срезают ацетиленокислород-ным пламенем заподлицо с ободом колеса. После обточки колеса на токарном станке к его ободу с двух сторон приваривают электросваркой флюсоудерживающие кольца. Обод наплавляют круговым швом под слоем флюса. Наплавленное колесо освобождают от флюсоудерживающих колец и устанавливают на токарный станок, где обтачивают, подрезают торцы и снимают фаски с двух сторон. Затем в центрах делительной головки горизонтально-фрезерного станка модульной дисковой фрезой или на зубофрезерном станке червячной фрезой нарезают зубья, после чего фрезеруют фаски на торцах зубьев. Нарезанные зубья закаливают токами высокой частоты, и выборочно проводят проверку не менее чем на трех зубьях.
Для восстановления торцов зубьев с износом по длине 2,2…8,2 мм возможна автоматическая наплавка каждого изношенного по длине зуба в отдельности. Наплавляют зубья порошковой проволокой под флюсом с принудительным формированием наплавленного металла в медной охлаждаемой форме.
Вдавливанием ремонтируют небольшие по ширине, цилиндрические зубчатые колеса с изношенными по профилю зубьями и отверстиями в ступице, если остался достаточный запас металла на венце и отсутствуют поломанные зубья, сколы и трещины на ободе и ступицей Для этого используют специальные приспособления (штампы) (рис. 1). Зубчатые колеса, подлежащие восстановлению, нагревают в соляной ванне до 1200 °С и подают к прессу. Установив шестерню в штамп, опрессовывают ее за один ход штока пресса. За счет кольцевых выступов в верхней и нижней половине штампа металл венца выдавливается. Температура начала обработки зубчатого колеса должна быть 1150 °С, а конца обработки —850 °С. Затем зубчатые колеса загружают в шахтную печь, где их обжигают с температуры конца деформации до 650 °С в течение 2 ч.
Рис.1. Штамп для восстановления зубьев шестерен
1 — матрица; 2 — шестерня; 3— палец, предохраняющий шестерню от раздачи внутрь отверстия; 4, 5 —верхняя и нижняя половины штампа
Рис. 2. Приспособление для наплавки зубьев звездочек
1 — планки; 2 —шаблоны; 3 — коромысло
Остывшие зубчатые колеса моют, производят контрольные операции и направляют на механическую обработку. Зубья фрезеруют на зубофрезерном станке червячной фрезой, закругляют и шевингуют.
Следующая операция — газовая цементация восстанавливаемых шестерен в шахтной печи при температуре 1000 °С на глубину 0,7…1,1 мм в течение 4 ч. Затем зубчатые колеса помещают в соляную ванну с расплавом соли ВаС2 при температуре 210…220 °С и закаливают в течение 35 ч при температуре 800…820 °С. Закаленные зубчатые колеса промывают, очищают от остатков селитры и окалины. После всех операций контролируют качество обработки, твердость зуба, диаметр посадочного отверстия, толщину зуба. Проверяют отсутствие заусенцев, биения венца.
Зубчатые колеса с изношенными зубьями восстанавливают также коррегированием, для чего сдвигают режущий инструмент относительно делительной окружности колеса и дополнительно прорезают зубья.
Трещины ступицы колеса заваривают, а в тех случая-ях, когда это позволяет конструкция деталей, на нее напрессовывают стальной бандаж. Для его установки на поверхности ступицы делают кольцевую заточку. В соответствии с размерами заточки изготовляют стальной бандаж, который в горячем состоянии насаживают на ступицу колеса.
Дефекты отверстия ступицы, шпоночного паза и шлицев устраняют способами, описанными выше.
Звездочки цепных передач ремонтируют так же, как и зубчатые колеса. При одностороннем износе зубьев практикуют переставить звездочку в машине таким образом, чтобы рабочими поверхностями зубьев становились неизношенные их стороны. Звездочки с двухсторонним износом зубьев ремонтируют наплавкой сталинитом или качественными электродами. Точность профиля зубьев колеса обеспечивается специальным приспособлением, применяемым при наплавке. Это приспособление (рис. 2) состоит из двух медных шаблонов, прикрепленных к коромыслу. Правильность положения шаблонов достигается центрированием приспособления по оси звездочки с помощью планок. Наплавкой заполняют пространство между изношенными зубьями звездочки и шаблоном, после чего приспособление переставляют так, чтобы один шаблон разместился в наплавленной впадине, а другой — в наплавляемой.
Отремонтированные звездочки проверяют на радиальное и торцевое биение. Если биение превышает предельное, то звездочки подвергают статической балансировке.
Источник