Зубчатая передача служит для передачи вращающего момента от тягового двигателя к колесным парам. На тепловозе ТЭМ-2 применяют цилиндрическую зубчатую передачу.
Потеря работоспособности зубчатой передачи наступает вследствие из-носов зубьев и увеличения бокового зазора между ними. Такая передача работает обычно с большим шумом и издает характерные звуки при изменении частоты или направления вращения. При увеличении зазоров в передаче увеличивается динамическая нагрузка на зубья колес, что создает предпосылки появления трещин у основания зубьев и их поломки. При износе зубьев уменьшается их толщина и прочность, а следовательно, увеличиваются ударная нагрузка и перекосы в передаче, снижается работоспособность зубчатой передачи.
Характерные повреждения зубьев шестерен: износ, трещины, отколы, повреждения и выкрашивание рабочей поверхности. Износ зубьев происходит в результате истирания их рабочей поверхности, особенно при наличии в масле пыли и мелких частиц металла от износа трущихся деталей. Наибольший износ в прямозубых колесах наблюдается на поверхности головки и ножки зуба; в полюсе зацепления взаимного перемещения не происходит и износ зубьев наименьший. Профили изношенного зуба прямозубых и косозубых колес имеют форму, показанную на рис. 54.
При сборке тяговых электродвигателей с колесными парами собранная зубчатая передача должна удовлетворять следующим условиям:
• боковой зазор между зубьями зубчатых колес и шестерен должен быть не менее 0,3 мм для зубчатого колеса жесткого типа, а разница боковых зазоров не должна превышать 0,3 мм. Проверку зацепления производят по нескошенной стороне зуба шестерни;
• прилегание зубьев колес редуктора следует контролировать на нескошенной стороне зуба шестерни, в этом случае оно должно быть не менее 40 % длины зуба и не менее 50 % его высоты.
Шестерни зубчатой передачи не должны иметь каких-либо трещин, а также незачшценных вмятин или забоин на рабочей поверхности зуба и задиров на притирочной поверхности конусного отверстия. Допускается оставлять в работе малые шестерни, имеющие на поверхности каждого зуба не более одной вмятины глубиной до 2 мм, площадью до 150 мм 2 , а также коррозионные язвы, если общая площадь их не превышает 15 % поверхности каждого зуба. Шестерни с износом зубьев по толщине более 3 мм, измеряемой по делительной окружности, или с шириной пояска на вершине зуба менее 1 мм (заострение зуба) заменяют.
Износ рабочей поверхностей зубьев цилиндрических шестерен определяют измерением их толщины при помощи штангензубомеров (рис. 55, а), а косозубых — измерением длины общей нормали норма-лемером (рис. 55, б).
Рис. 55. Измерение износа зубьев цилиндрической зубчатой передачи штангензубомером (а) и косозубых колес нормалемером (б): 8Х — толщина зуба (по хорде); кх — высота головки зуба; Од — делительная окружность; Ь — длина общей нормали
Источник
Ремонт зубчатых передач тепловоза
VI.4. Колесно-моторный блок тепловоза 2ТЭ116
Зубчатое колесо (тепловоз 2ТЭ116)
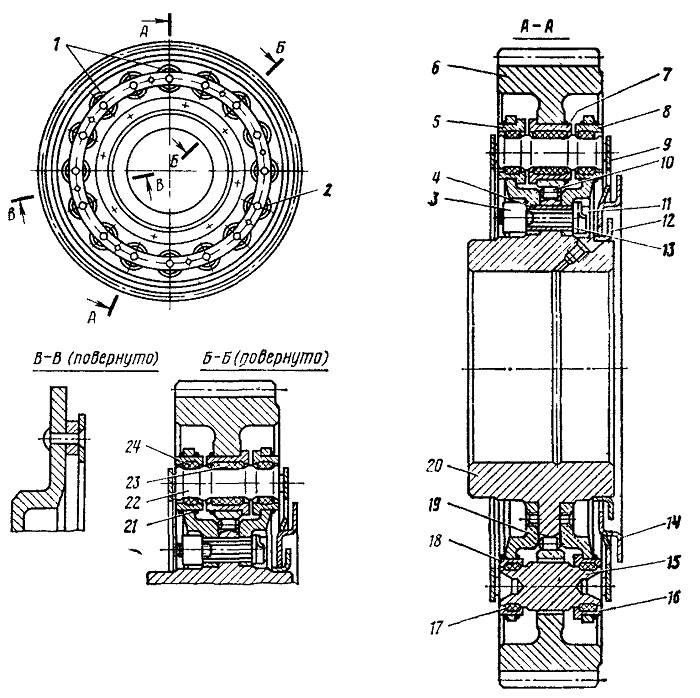
(рис. 92) состоит из зубчатого венца 6, который через упругие элементы 1 и 2 посредством тарелок 19, призонных втулок 4, болтов 11 и гаек 3 соединен со ступицей 20, насаженной на ось колесной пары с натягом 0,16 0,22 мм, и жестко центрирован через ролики 10 по ее сферической поверхности. Момент затяжки болтов крепления тарелок 80—90 Н • м (8 9 кгс • м).
Зубчатый венец изготавливают из стали 45ХН. Рабочая поверхность зубьев подвергается секторной закалке токами высокой частоты на глубину 3—5 мм и по высоте 4—6 мм от впадины зуба до твердости HRC > 50, твердость сердцевины зуба и обода венца НВ255—НВ302. Впадины зубьев упрочняют накаткой роликами диаметром 120 мм с усилием 85—95 кН (8500—9500 кгс). После закалки и шлифовки профиль зуба и впадины венца подвергают магнитной дефектоскопии.
Упругие элементы для получения нелинейной характеристики тангенциальной жесткости зубчатого колеса выполнены разной жесткости двух типов. Восемь элементов 1 (малой жесткости) имеют жесткость (125—135) 10000 Н/м (125—135кгс/мм)и установлены в отверстия диаметром 70 мм тарелок и зубчатого венца по скользящей посадке. Они состоят из пальца 22, на наружную профильную поверхность которого насажены резиновые амортизаторы 24 и 23, предварительно вставленные в металлические втулки 5, 7 и 8. Втулки 5 и 7 выполнены
с ограничительными буртами, препятствующими одностороннему свободному осевому перемещению по ним венца. Поэтому сформированные упругие элементы 1 устанавливают на колесе по четыре ограничительными буртами на каждой стороне зубчатого венца. Упругие элементы в тарелках и венце закрепляют стопорными пружинными кольцами 21.
Восемь других упругих элементов 2 имеют большую жесткость, равную (47—50)1000000 Н/м (470—500 кгс/мм). Они установлены в отверстия тарелок по скользящей посадке, а в отверстие венца — с радиальным зазором 4 мм. Упругий элемент 2 также состоит из профильного пальца 15, на концы которого напрессованы резиновые амортизаторы 17, предварительно вставленные в металлические втулки 16 и 18. Для предотвращения сползания втулка 16 имеет ограничительный бурт и проточку, а втулка 18 — две проточки под установку стопорных пружинных колец 21. Необрезиненная поверхность пальца выполнена бочкообразной (радиусом 270 мм).
Все резиновые амортизаторы упругих элементов изготовляют из маслобензостойкой резины. Формирование упругих элементов производится способом запрессовки резиновых амортизаторов в металлическую арматуру, при этом посадочные поверхности предварительно смазывают смесью из 30 % касторового масла и 70 % этилового спирта. Сформированные упругие элементы для стабилизации сцепления резины с металлом выдерживают в течение 20 дней при температуре 288—303 К (15—30° С) без нагружения и доступа света.
При сборке упругого зубчатого колеса между венцом и ступицей устанавливают без сепаратора 90 роликов 10 размером 15 х 25 мм, которые обеспечивают относительное поворачивание венца и ступицы через тело качения, жесткую их центровку и разгрузку упругих элементов от радиальных усилий в зубчатом зацеплении тяговой передачи. Для возможности самоустановки зубчатого венца поверхность ступицы под роликами выполнена сферической радиусом 300 мм и упругие элементы сформированы с зазорами до 5 мм между ограничительными буртами втулок. Поверхности венца и ступицы под роликами термообработаны до твердости HRC>= 48. В целях предотвращения выпадания пальцев 15 и 22 с наружных сторон тарелок прикреплены ограничительные кольца 9. Тарелки, втулки и пальцы изготовлены из стали 45 или 38ХС и термообработаны с целью повышения износостойкости гнезд под упругие элементы.
Передача вращающего момента зубчатым колесом, имеющим упругие элементы разной жесткости двух типов, осуществляется как бы в два этапа: сначала при малом вращающем моменте в работу вступают упругие элементы 1 с меньшей жесткостью, а затем с увеличением вращающего момента (при трогании) венец поворачивается, и при угле поворота примерно 1° вступают в работу более жесткие элементы 2. Таким образом обеспечивается требуемая нелинейная характеристика тангенциальной жесткости упругого зубчатого колеса.
Для осмотра состояния деталей упругого зубчатого колеса при ремонтах, а также замены упругих элементов предусмотрена возможность полной его разборки без расформирования колесной пары. Разборка производится в сторону противоположного колесного центра.
Применение в тяговом редукторе упругого зубчатого колеса позволило значительно (в 3 раза) снизить динамические нагрузки, возникающие в зацеплении при движении тепловоза, и, как показал опыт эксплуатации тепловозов, главное — достичь эксплуатационной долговечности зубчатой передачи не менее 1,2 млн. км пробега.
Для создания масляной ванны и предохранения зубчатых колес и шестерен от песка, пыли и других абразивных материалов тяговая зубчатая передача помещена в кожухе.
Источник
Справочник технолога по ремонту электроподвижного состава — Ремонт зубчатых передач, букс, автосцепного устройства
Содержание материала
РЕМОНТ ЗУБЧАТЫХ ПЕРЕДАЧ
Вероятные отказы зубчатых передач, способы их устранения и технические требования к отремонтированным деталям приведены в табл. 62. Мероприятия по повышению надежности: применение зубчатых колес (или другой конструкции тягового редуктора) с эластичными элементами; применение специальных смазочных материалов, сочетающих повышенные приработочные, демпфирующие и адгезионные свойства (приработочной смазки СТП с легирующей химически активной присадкой и приработочной смазки СТР-ПР); улучшение демпфирующих и антифрикционных свойств введением в предусмотренную технологией смазку «НИГРОЛ-3» поверхностно-активного вещества РВ-21 (полиэтилосилоксановая жидкость) в соотношении 4 : 1. Эффективным упрочняющим мероприятием для зубьев колеса является комбинированная отделочно-упрочняющая обработка зубьев поверхностным пластическим деформированием. При этом зубья вращающегося упрочняемого зубчатого колеса подвергаются накатке зубьями трех упрочняющих валиков, находящихся в беззазорном зацеплении с колесом и имеющих радиальную и осевую подачу. К числу технологических методов восстановления можно отнести: восстановление эвольвентного профиля шлифованием, лезвийной обработкой и метод высотной коррекции зубьев с распрессовкой и без распрессовки оси. Последний предусматривает проточку колеса с изношенными (в пределах допуска) зубьями, формирование новых зубьев углублением впадин путем фрезерования до полного профиля зуба. Шестерню изготовляют заново. Метод предусматривает многоразовое использование колес и шестерен. Рекомендуется установка в нижнюю часть кожуха магнитной (сливной) пробки, предназначенной для извлечения из смазочной ванны, и накопления металлической пыли. При формировании колесно-моторных блоков запрещается нарушать спаренность шестерни и зубчатого колеса.
Износ зуба по толщине от полного профиля на обе стороны — не более 2 мм (после ТР-3). Отколы раковины, выкрашивания не должны превышать 10 % поверхности зуба
Ослабление посадки венца на колесе и колеса на ступице центра. Восстановить посадку переформированием
Посадку зубчатых колес произвести напрессовкой с усилием 500—800 кН
Износ зубьев малой шестерни. Шестерню заменить
Толщина зуба шестерни, измеренная на расстоянии 13,95 мм для ВЛ23, ВЛ8 и 12,71 мм для ВЛ 10,— 16 мм
Неравномерность зубьев двух зубчатых колес колесной пары по толщине, искажение профиля. Исправить шлифованием
Разность толщины зубьев двух зубчатых колес колесной пары—не более 1 мм
Новые болты приточить по месту, ставить с запрессовочным усилием
Износ зубьев венца и шестерни выше допустимой величины. Трещины ножки зуба, выкрашивание закаленного слоя, излом зубьев. Венец и шестерню заменить
Зубчатый венец проверить магнитным контролем. Толщина зуба венца зубчатого колеса, измеренная на расстоянии 12,10 мм от вершины,— не менее 15,8 мм. Толщина зуба шестерни, измеренная на расстоянии 12,17 мм от вершины зуба,— не менее 16 мм
Детали, подлежащие магнитному контролю: зубья (венцы) зубчатых колес; зубья малых шестерен и их валы. Ресурсосберегающая технология: повышение надежности посадки шестерни и зубчатого колеса (венца), использование изношенных шестерен для изготовления гаек шкворней междутележечного сочленения и крепления буксовых подшипников а т.д.
РЕМОНТ БУКС И БУКСОВЫХ ПОДШИПНИКОВ
Вероятные отказы букс и буксовых подшипников, способы их устранения и технические требования к отремонтированным деталям приведены в табл. 63. Запрещается подкатывать под ЭПС колесные пары и устанавливать тяговые двигатели, ревизия подшипниковых узлов которых производилась более 3 лет назад, а также имеющие хотя бы одну из последующих неисправностей: трещины в корпусе, крышках, обрыв или потеря болта (шпильки), повреждения стопорных приспособлений. Не допускается постановка на ЭПС, имеющий пробег после капитального ремонта или ТР-3 менее 250 тыс. км, колесных пар и тяговых двигателей с пробегом после предыдущей ревизии буксовых узлов более 250 тыс. км. Нормы и допуски на износ деталей букс, буксовых и моторно-якорных подшипников должны соответствовать инструкции ЦТ/3781. Применяемая смазка ЖРО работоспособна при температурах от —50 до +120 °С. Заполнение смазкой производят до выхода ее из-под роликов. В переднюю часть смазку закладывают из расчета заполнения l/З свободного объема передней части, включая крышку. По графику, в зависимости от местных условий, но не реже чем через 100 тыс. км допрессовуют смазку через штуцер в буксе с применением дозировщика смазки АЗД. Смешение смазок различных марок не допускается.
Вероятный отказ и способы его устранения
Трещины в корпусе буксы. Буксу заменить Мелкие надрывы. Устранить заваркой с засверловкой конца трещины, разделкой V-образно
Заварку произвести электродами типов Э42, Э50А. Во избежание коробления корпуса все сварочные работы производить в водяной ванне
Износ торцов, внутренних посадочных поверхностей. Устранить наплавкой автоматическим способом Разработка отверстий корпуса. Отверстия с изношенной резьбой заварить, просверлить и нарезать резьбу
Диаметр расточенных отверстий в проушинах букс под втулки может превышать чертежный не более чем на 2 мм
Коррозионные повреждения внутренней поверхности. Зачистить стеклянным полотном № 5—6
Износ накладок (наличников) букс и буксовых направляющих. Изношенные наличники заменить. Приваривать прерывистым швом участками длиной 40—50 мм электродами Э42А или проволокой Св-08 в среде углекислого газа полуавтоматическим способом. После приварки поверхность наличников зачистить от брызг металла
Наличники должны быть изготовлены из марганцовистой стали ЭИ-256, 60Г, 65 Г, термообработанной до HRC 42— 45. Для тяжелых условий работы наличники борировать. Сварной шов наложить только на защищенные от бора участки. Кромки наличников из стали 60Г, 65Г отжечь газовой горелкой. Приварку выполнить электродами УОНИ-13/55. Трещины и подрезы металла шва не допускаются. Толщина наличника — не менее 5 мм
Износ пазов в щеках корпуса под валики поводков. Размеры пазов восстановить наплавкой электродом Э42 с последующей обработкой по шаблону. Разрешается восстанавливать зазор между валиком и дном паза постановкой прокладки. Для обеспечения натяга торцевых шайб разрешается устанавливать прокладки с равномерным размещением их на обе стороны валика
Наплавленные пазы смежных щек обработать с одной установки конической фрезой. Зазор между узкой клиновой частью валика поводка и дном паза (в сборе): в щеке буксы — не менее 1 мм, в кронштейне рамы — не менее 1 мм (чертежный размер 5 мм). Прилегание клина валика в пазе — не менее 70 %. Толщина устанавливаемых прокладок —не более 0,5 мм. Прокладки для обеспечения натяга торцовых шайб — не более 2 мм
Увеличенный зазор между валиком и втулкой в проушине корпуса буксы. Втулку заменить. Валик наплавить с последующей механической и термической обработкой до HRC 42—45
Втулку установить из термообработанной марганцовистой стали 110Г13Л. Диаметр отверстия втулки — 70— 72 мм. Зазор между валиком и втулкой в проушине корпуса буксы — 0,4— 1,5 мм
При овальности и конусности кольца свыше 0,07 мм, а натяга менее 0,05 мм восстановить цинкованием или нанесением клея ГЭН-150/В на посадочную поверхность
Вероятный отказ и способы его устранения
Трещины в передней и задней крышках. В лабиринтных кольцах крышки и кольца заменить.
Толщина материала для получения натяга (мм) определяется из выражения Т=0,5 (D—d)+ 0,5 Н, где D — диаметр предподступичной части оси, Н — величина натяга
Трещины в поводке. Поводок заменить Проворот валика в резиновой втулке (разрушение втулки) или ослабление посадки стальной втулки в поводке. Резино-металлический блок переформировать с заменой резиновой втулки
Трещины в поводке независимо от места и расположения не допускаются Втулки подбирать из резины 7842 по твердости: среднее значение твердости по твердомеру ТМ-2—65 ед.; разность твердости втулок одного валика — не более 2 ед.; разность в твердости втулок поводка одной буксы — не более 5 ед.
Отслоение резины торцовых шайб, разрушение гнезд под штифты. Шайбу с разрушенным слоем резины заменить. Отверстия под штифты возобновить разворотом шайбы на 90° и сверловкой новых
Допускается постановка старогодной шайбы, если щуп 0,1 мм уходит между резиной и металлической частью на глубину не более 10 мм на 1/3 окружности
64. Технология электролизного борирования буксовых наличников
Операция
Технические требования, оборудование, инструмент
Подготовка наличников к борированию
Наличники очистить от всех видов загрязнений. Снять заусенцы и неровности. Защитить места под приварку от борирования. Закрепить наличники на подвесках в кассете
Подготовка в пуск печи
Тигель прогреть до температуры 900—950 °С, загрузить буру кристаллическую
Образование токовой цепи, регулировка тока до получения полного расплава буры
В тигель опустить графитовые аноды («+» — источник, «—» —тигель). Подключить источник тока, отрегулировать ток в цепи 50—60 А. По мере повышения уровня расплава буры (100— 150 мм) ток увеличивать на 50 А и довести до 500 А. Рабочий уровень — на 30—40 мм ниже верхней части анодов
Ввести соль поваренную из расчета (8±2) % с предварительной подсушкой
Включение тока защиты тигля
Плотность тока защиты тигля — 0,01—0,02 А/см2
Загрузка наличников в ванну
Наличники, собранные на кассету, прогреть над ванной в течение 20—30 мин. Отключить ток, опустить наличники в ванну так, чтобы уровень буры был выше верхнего края наличника на 20—30 мм, включить ток
Температура борирования — (940±10) °С; плотность тока электролиза — 0,1—0,25 А/см2, плотность тока катодной защиты—0,01—0,02 А/смг; время электролиза — 2 ч
Диффузионный отжиг наличников
Произвести в ванне при выключенном токе электролиза в течение 2 ч
Технические требования, оборудование, инструмент
Наличники выгрузить из ванны, дать стечь буре, быстро переместить к закалочной ванне, опустить в ванну (масло) и выдержать до полного остывания
Произвести в баке с кипящей водой при барботаже паром или воздухом
Снятие защитных средств от борирования
Снять защитную обмазку механическим способом
Произвести в печи при температуре (550+10) °С в течение 1,5 ч
Отрихтовать, вынимая поочередно наличники из печи, вручную или на прессе
Контроль качества борирования и термообработки
Визуально по образцу. Контроль шероховатости поверхности: допускается сетка полосовидных трещин. Отслаивание боридного покрытия не допускается. Твердость контролировать тарированным напильником твердостью HRC 61—65—напильник должен скользить. Замерить микротвердость образца на ПМТ-3. Контроль глубины борированного слоя произвести на микрошлифе. Глубина слоя — не менее 200 —250 мкм
Качество ремонта буксового узла контролируется правильностью установки колесных пар в раме тележки Наличники букс и буксовых направляющих рамы должны быть подобраны так, чтобы обеспечивались следующие условия расположения колесных пар в раме тележки: оси колесных пар в тележке должны быть параллельны между собой и перпендикулярны к продольной оси рамы тележки. Разность расстояний между центрами смежных осей правой и левой сторон, а также отклонение их от перпендикулярного положения, измеренное по концам оси с учетом продольного разбега букс, допускается не более 3 мм (ВЛ22, ВЛ23, ВЛ8); бандажи колесных пар по кругу катания должны быть расположены симметрично относительно продольной оси рамы тележки При подборе заготовок бандажей для их замены разность твердости бандажей на одной колесной паре допускается не более НВ 24. При замене одного бандажа твердость насаживаемого вновь должна соответствовать твердости остающегося. Запрещается: насаживать на центры неравномерно нагретые бандажи; насаживать бандажи на центры, у которых отверстия ступиц окончательно расточены под запрессовку осей; нагревать бандажи перед посадкой выше 250—300°С.Оптимальным значением следует считать температуру 230 °С (по результатам исследований); продольный и общий поперечный зазор между буксой и буксовыми направляющими колесных пар электровозов ВЛ22, ВЛ23, ВЛ8 должен быть в пределах норм допусков. Продольный относительно оси тележки зазор между буксой и буксовыми направляющими — 0,4—1,4 мм (браковочный в эксплуатации более 4 мм); общий поперечный относительно оси тележки зазор между буксой и буксовыми направляющими — 2—3 мм (браковочный в эксплуатации 7 мм); общий поперечный разбег колесной пары (перпендикулярный к продольной оси тележки) электровоза ВЛ8 — 2,5—5 мм (браковочный в эксплуатации более 7 мм). Мероприятия по повышению надежности: повышение твердости буксовых наличников методом электролизного или безэлектролизного борирования; применение пастообразной или твердой металлоплакирующей смазки (см. табл. 55); восстановление натяга колец подшипников эластомером ГЭН-1Б0 (В) или цинкованием. Рекомендуемые меры выбираются в зависимости от местных условий эксплуатации. При эксплуатации локомотива в сложном профиле пути (карьерный транспорт) для повышения долговечности резино-металлических блоков вместо втулок из резины 7842 рекомендуются втулки из полиуретана марки СКУ-ПФЛ-100. Долговечность резино-металлических блоков обеспечивается соблюдением технологии их формирования с обязательной выдержкой сформированных блоков в светонепроницаемой камере при температуре 25— 35 °С в течение 10 сут. Смонтированные поводки комплектуют для постановки в буксу по жесткости: жесткость двух поводков под нагрузкой 40 кН должна в продольном направлении составить 80 кН/мм = 20 %. Поперечные жесткости поводков одной буксы, а также левого и правого буксовых узлов одной колесной пары не должны различаться более чем на 10 %. Эффективный метод повышения ресурса буксовых наличников — электролизное борирование (табл. 64). Износостойкость борированных наличников повышается в 2—5 раз. Для повышения качества боридного слоя буру рафинируют в процессе работы ванны, очищая зеркало расплава от шлама. Не реже одного раза в неделю состояние ванны контролируют. Наибольшая массовая доля примесей в расплаве буры, %: марганец — 0,01—0,2; железо — 0,03—0,3; хром — 0,01—0,1, никель — следы. Способы защиты мест приварки от борирования: электролитическое покрытие слоем меди — 25—30 мкм, постановка стальных гильз; нанесение защитного покрытия (табл. 65). 65. Составы покрытий для предохранения поверхности от борирования