- Технические характеристики и паспорт радиально-сверлильного станка 2А554
- Технические характеристики станка 2А554
- Конструкция радиально-сверлильного станка модели 2А554
- Технические возможности устройства
- Как обеспечить качественную и бесперебойную работу станка
- 2А554 станок радиально-сверлильный Описание, характеристики, схемы
- Сведения о производителе радиально-сверлильных станков 2А554
- Станки производства Одесского Завода Радиально-Сверлильных Станков ОЗРСС
- 2А554 радиально-сверлильный станок. Назначение и область применения
- Принцип работы и особенности конструкции станка
- Модификации радиально-сверлильного станка 2А554
- Габарит рабочего пространства радиально-сверлильного станка 2А554
- Посадочные и присоединительные базы радиально-сверлильного станка 2А554
- Общий вид радиально-сверлильного станка 2А554
- Расположение составных частей радиально-сверлильного станка 2А554
- Спецификация составных частей радиально-сверлильного станка 2А554
- Расположение органов управления радиально-сверлильного станка 2А554
- Перечень органов управления радиально-сверлильного станка 2А554
- Устройство и работа радиально-сверлильного станка 2А554. Общая компоновка станка
- Кинематическая схема радиально-сверлильного станка 2А554
- Описание конструкции основных узлов радиально-сверлильного станка 2А554
- Коробка скоростей
- Шпиндель
- Подшипники шпинделя радиально-сверлильного станка 2А554
- Технические характеристики подшипника № 110
- Размеры и характеристики подшипника 110 (80110, 180110, 60110, 6010)
- Технические характеристики подшипника № 8210
- Размеры и характеристики подшипника 8210 (51210)
- Муфта фрикционная и тормоз
- Коробка подач
- Механизм подачи
- Описание работы радиально-сверлильного станка 2А554
- Смазка станка
- Порядок работы радиально-сверлильного станка 2А554
- Настройка и наладка станка
- Регулировка станка 2А554
- Особенности разборки и сборки при ремонте радиально-сверлильного станка 2А554
- Схема электрическая силовой части радиально-сверлильного станка 2А554
Технические характеристики и паспорт радиально-сверлильного станка 2А554
Радиально-сверлильный станок 2А554, производимый Одесским заводом радиально-сверлильных станков, был создан для обработки деталей, отличающихся значительными размерами и весом. Такие заготовки достаточно трудно обрабатывать с помощью обычного сверлильного аппарата, так как оператору приходится затрачивать серьезные усилия для их перемещения по поверхности рабочего стола. Конструктивные особенности станка модели 2А554 позволяют, манипулируя только рабочим органом оборудования, сверлить практически любую часть детали, а также эффективно выполнять ряд других технологических операций.

Внешний вид станка
Согласно техническому паспорту, оборудование данной модели применяют для:
- сверления отверстий различного диаметра;
- развертывания отверстий;
- зенкерования;
- нарезания в отверстиях внутренней резьбы;
- обработки торцов (подрезания).
Эффективно и без значительных трудозатрат со стороны оператора обрабатывать крупногабаритные заготовки на таком оборудовании можно благодаря тому, что его шпиндельная бабка обладает несколькими степенями свободы.
Основная часть органов управления радиально-сверлильного станка модели 2А554, в отличие от сверлильных устройств типовой конструкции, сосредоточена в рабочей головке. Последняя находится на специальной траверсе (рукаве), вращающейся вместе с колонной, на которой она смонтирована. Траверса, кроме вращения, может перемещаться по колонне по вертикальной оси, а сверлильная головка – по рукаву в горизонтальной плоскости.

Органы управления станка
Такие технические возможности значительно расширяют функциональность радиально-сверлильного станка модели 2А554. Система управления, которой он оснащен, позволяет достаточно легко автоматизировать выполняемые на нем технологические операции.
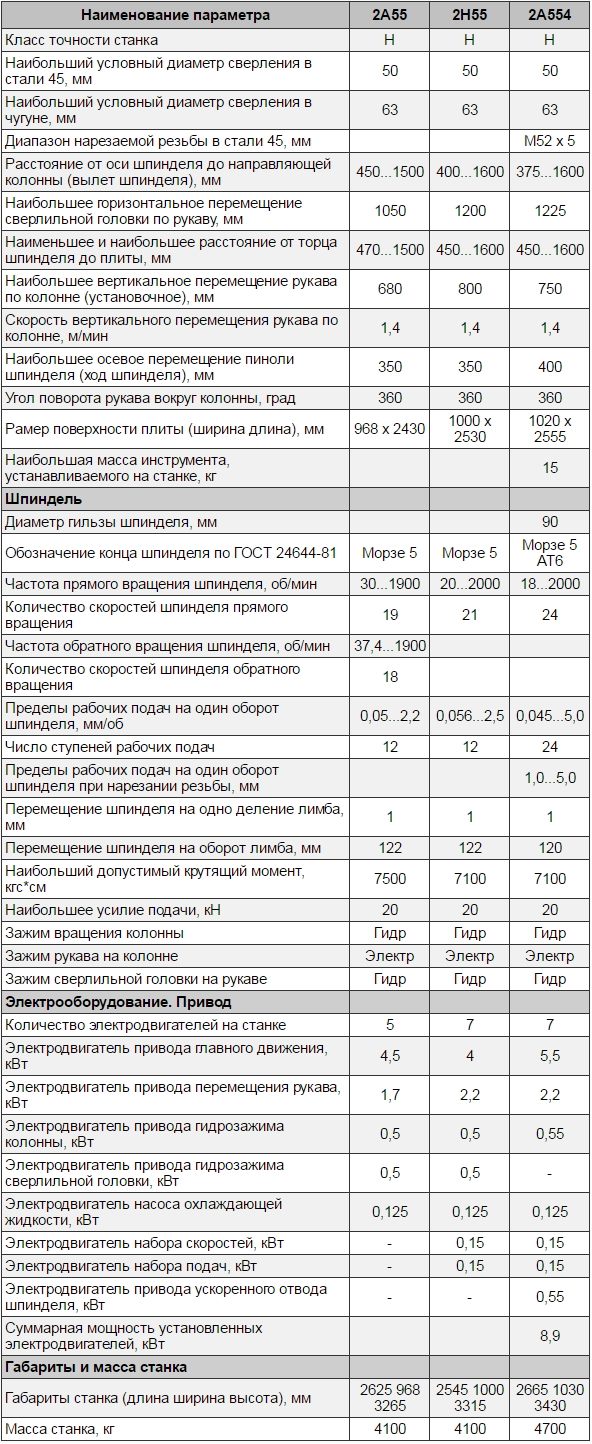
Технические характеристики станка 2А554
Все основные технические характеристики станка 2А554 представлены в таблице ниже.
Ниже вы можете бесплатно скачать полную техническую документацию по станку 2А554, а именно паспорт станка и руководство по эксплуатации его электрического оборудования.
Конструкция радиально-сверлильного станка модели 2А554
Элементами, составляющими конструкцию радиально-сверлильного станка 2А554, являются:
- фундаментная плита, служащая одновременно основанием станка и базой для размещения обрабатываемой заготовки (для обеспечения фиксации последней на верхней поверхности такой плиты имеется несколько Т-образных пазов);
- колонна, которая обеспечивает поворот траверсы и ее перемещение по вертикальной оси (для легкого, плавного и точного вращения в основании колонны смонтирован подшипниковый узел);
- траверса, смонтированная на колонне;
- рабочая головка, которая перемещается в горизонтальной плоскости по направляющим траверсы;
- механизм, обеспечивающий поворот траверсы и ее фиксацию в определенном положении;
- главный электродвигатель, приводной механизм, коробка регулирования подач.
Основные узлы станка (нажмите для увеличения)
Органы управления находятся на боковой части сверлильной головки радиально-сверлильного станка 2А554, что делает работу на нем удобной и эффективной. Оператор выставляет режимы перед началом обработки, что дает возможность повысить не только ее производительность, но и точность выполнения.
Назначение органов управления (нажмите для увеличения)
Конструкция станка разработана таким образом, что рабочая головка, в каком бы положении она ни была, всегда находится в уравновешенном состоянии, что значительно расширяет технические возможности аппарата.
Технические возможности устройства
Благодаря хорошо продуманной конструкции и использованию при ее создании качественных комплектующих станок модели 2А554 отличается достойными техническими характеристиками, удобством в эксплуатации и высокой эффективностью. Обладающий массой 4700 кг и габаритами 266,5х103х343 см, радиально-сверлильный станок данной модели соответствует категории точности «Н», что является хорошим показателем.
Кинематическая схема станка
Используя это устройство, можно сверлить отверстия диаметром до 50 мм в стальных и до 63 мм – в чугунных заготовках. Как указано выше, при помощи станка 2А554 можно нарезать внутреннюю резьбу, диаметр которой составляет М52х5 для стали и М54х4 – для чугуна.
В паспорте на станок указаны и такие параметры, как расстояние от колонны до оси шпинделя (375–1600 мм), а также расстояние от торца шпинделя до рабочего стола (450–1600 мм). Именно эти характеристики означают, что на данном станке допустимо выполнять обработку достаточно габаритных деталей.
Примечательной является такая характеристика данного устройства, как скорость подъема траверсы по колонне оборудования, составляющая 1,4 м/мин. Траверса станка вместе с колонной может поворачиваться на угол до 3600.
Габариты заготовок, которые можно обрабатывать на радиально-сверлильном станке 2А554, определяются размерами рабочего стола (102х255,5 мм). Для расширения функциональных возможностей станка на сверлильной головке можно устанавливать дополнительный инструмент, масса которого не должна быть больше 15 кг.
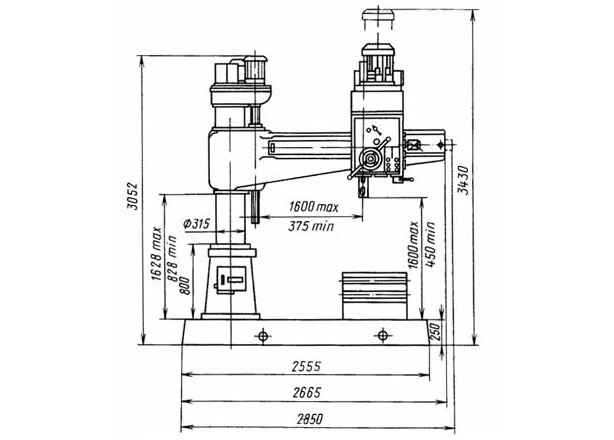
Габариты рабочего пространства
Эффективность и функциональность данного радиально-сверлильного станка определяют и характеристики шпиндельной головки.
- Скорость вращения шпинделя находится в интервале 18–2000 об/мин.
- Количество скоростей – 24.
- Максимальный крутящий момент – 710 Нм.
- Подача может осуществляться в интервале 0,045–5,0 мм/об.
- При осуществлении подачи может создаваться усилие до 20 кН.
- Посадочное отверстие в шпинделе (конус Морзе) – КМ5.

Радиально-сверлильный станок 2А554 в составе производственной линии
Для фиксации подвижных элементов станка в определенном положении используются зажимы двух типов:
- гидравлические (для остановки вращения колонны и перемещения сверлильной головки по траверсе);
- электрические (для торможения траверсы при ее перемещения по колонне в вертикальном направлении).
Конструкция радиально-сверлильного станка данной модели оснащена несколькими электродвигателями, отвечающими за различные движения его элементов: 5,5 кВт – вращение шпинделя с режущим инструментом; 2,2 кВт – перемещение сверлильной головки по траверсе. Пять дополнительных двигателей, которые обеспечивают работу насоса для подачи СОЖ, необходимы для точной фиксации элементов конструкции станка относительно друг друга и обрабатываемой детали.
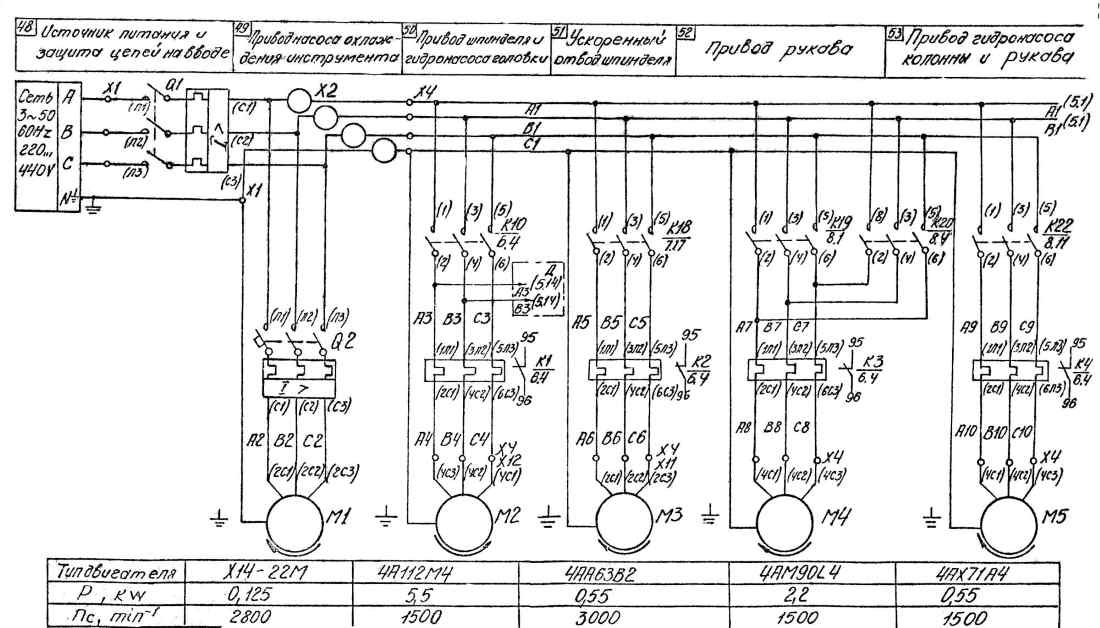
Электрическая схема силовой части станка (нажмите для увеличения)
Между коробкой скоростей и главным двигателем станка установлена фрикционная муфта, отвечающая за включение, выключение и изменение направления вращения шпинделя.
Как обеспечить качественную и бесперебойную работу станка
Чтобы технические возможности радиально-сверлильного станка 2А554 можно было реализовать в полной мере, необходимо правильно подготовить его к работе. Заключается такая подготовка в обустройстве ровной площадки для установки станка, которая должна быть в состоянии выдержать его вес. Все конструктивные элементы аппарата необходимо проверить на наличие видимых дефектов. Только после этого можно приниматься за монтаж оборудования. Электрическая сеть должна быть рассчитана на потребляемую мощность радиально-сверлильного станка, которая указана в техническом паспорте.
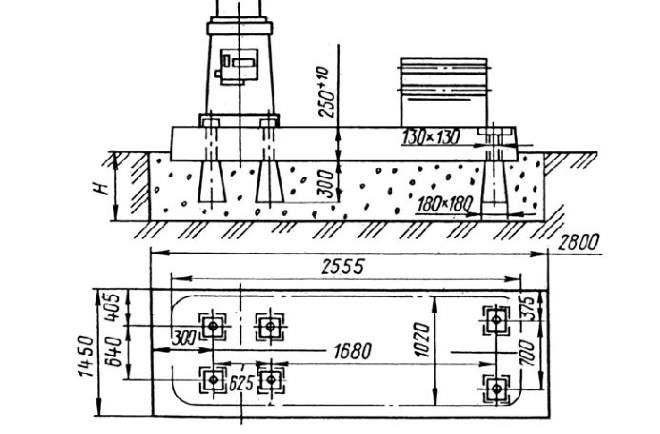
Монтажные размеры станка и схема фундамента
Существует несколько несложных правил, следование которым позволит вам эффективно и безопасно работать на таком устройстве, долго сохраняя все его изначальные характеристики.
- Любая нештатная ситуация, возникающая при работе на радиально-сверлильном станке, должна сопровождаться его полным отключением от электросети. Только после этого можно заниматься диагностикой и ремонтом оборудования.
- Чистку станка, изменение положения обрабатываемой заготовки, подтягивание резьбовых соединений и другие вспомогательные операции можно выполнять только после его выключения.
- В процессе эксплуатации станка необходимо регулярно контролировать состояние противовеса, отвечающего за работоспособность и точное функционирование шпиндельного узла.
Естественно, к работе на радиально-сверлильном станке можно допускать только операторов, которые имеют соответствующую квалификацию и знакомы с требованиями по технике безопасности.
Источник
2А554 станок радиально-сверлильный
Описание, характеристики, схемы

Сведения о производителе радиально-сверлильных станков 2А554
Производителем радиально-сверлильных станков 2А554 является Одесский Завод Радиально-Сверлильных Станков, основанный в 1884 году.
C 1928 года Государственный Машиностроительный завод им. В. И. Ленина начал специализироваться на выпуске металлорежущих станков . Был освоен выпуск вертикально-сверлильных станков диаметром сверления до 75 мм.
В ноябре 1946 года был выпущен первый радиально-сверлильный станок диаметром сверления 50 мм. Вслед за этими станками завод стал выпускать радиально-сверлильные станки диаметром сверления 75 и 100 мм, переносные сверлильные станки с поворотной головкой диаметром сверления до 75 мм, хонинговальные станки до диаметра 600 мм, станки глубокого сверления до диаметра 50 мм.
В настоящее время радиально-сверлильный станок 2А554 производит, также, ООО СО «ПРЕССМАШ», г. Москва.
Адрес сайта: https://sopressmash.ru
Станки производства Одесского Завода Радиально-Сверлильных Станков ОЗРСС
2А554 радиально-сверлильный станок. Назначение и область применения
Радиально-сверлильный станок модели 2А554 заменил устаревшую модель станка этой же серии 2М55.
Радиально-сверлильный станок общего назначения 2А554 служит для сверления, рассверливания, зенкерования, подрезки торцов в обоих направлениях, развертывания, растачивания отверстий и нарезания резьбы метчиками в крупных деталях, перемещение которых по столу станка осуществлять тяжело, а в некоторых случаях и невозможно.
Радиальный сверлильный станок 2А554 предназначен для получения сквозных и глухих отверстий в деталях с помощью сверл, для развертывания и чистовой обработки отверстий, предварительно полученных литьем или штамповкой, и для выполнения других операций. Главное движение и движение подачи в сверлильном станке сообщаются инструменту.
Принцип работы и особенности конструкции станка
Применение приспособлений и специального инструмента значительно повышает производительность станка и расширяет круг возможных операций, позволяя производить на нем сверление квадратных отверстий, выточку внутренних канавок, вырезку круглых пластин из листа и т.д. При соответствующей оснастке на станке можно выполнять многие операции характерные для расточных станков.
Сосредоточение всех органов управления на сверлильной головке, наличие гидрозажима колонны, сблокированного с зажимом сверлильной головки, автоматизация зажима рукава, наличие системы предохранительных устройств, исключающих поломку станка вследствие перегрузок, позволяют максимально сократить вспомогательное время и достичь высокой производительности.
Компоновка станков 2А554 традиционная для радиально-сверлильных станков и включает:
- Стационарную плиту с Т-образными пазами для зажима обрабатываемой детали, на которой неподвижно закреплена внутренняя колонна
- На внутренней колонне на подшипниках монтируется наружная, вращающаяся колонна, на которой размещается рукав со сверлильной головкой.
- Рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной
- Сверлильная головка с возможностью горизонтального перемещения по направляющим рукава
- Шпиндель, смонтированный в цилиндрической гильзе, с возможностью вертикального перемещения в корпусе сверлильной головки
- Подача обеспечивается гильзой шпинделя. Все остальные перемещения — позиционирующие
- Все части станков перемещаются с минимальным усилием и фиксируются в рабочем положении посредством гидравлических зажимов
- Все органы управления сосредоточены на панели управления сверлильной головки
- Предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов
- Фрикционная муфта, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьб и предохраняет коробку скоростей от перегрузок
- Шпиндель станка уравновешен в любой точке его перемещения
- Штурвальное устройство управления сверлильной головкой имеет возможность выключения механической подачи при достижении заданной глубины сверления
Модификации радиально-сверлильного станка 2А554
2М55, 2М55-1, 2Н55, 2Ш55, — радиально-сверлильный станок диаметром сверления 50 мм
2А554-2 — радиально-сверлильный станок диаметром сверления 50 мм
2А554-1 — радиально-сверлильный станок диаметром сверления 63 мм
2Н55Ф2, 2М55Ф2 — радиально-сверлильный станок с ЧПУ
2Н554Ф1, 2М554Ф1-29 — радиально-сверлильный станок с УЦИ
Габарит рабочего пространства радиально-сверлильного станка 2А554

Габарит рабочего пространства сверлильного станка 2а554
Посадочные и присоединительные базы радиально-сверлильного станка 2А554

Посадочные и присоединительные базы сверлильного станка 2а554
Общий вид радиально-сверлильного станка 2А554

Фото радиально-сверлильного станка 2а554

Фото радиально-сверлильного станка 2а554

Фото радиально-сверлильного станка 2а554
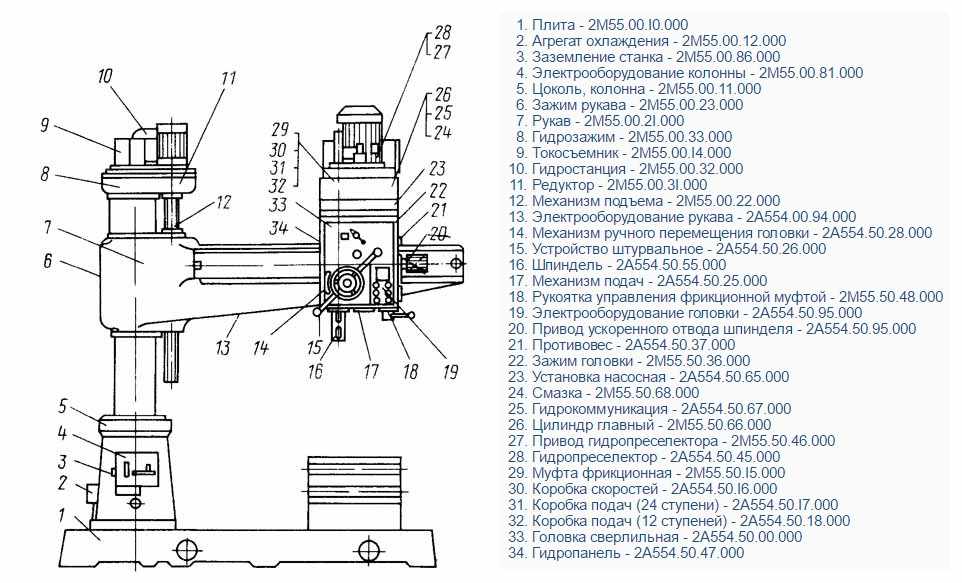
Расположение составных частей радиально-сверлильного станка 2А554

Расположение составных частей сверлильного станка 2а554
Спецификация составных частей радиально-сверлильного станка 2А554
- Плита — 2M55.00.10.000
- Агрегат охлаждения — 2M55.00.12.000
- Заземление станка — 2М55.00.86.000
- Электрооборудование колонны — 2M55.00.81.000
- Цоколь, колонна — 2М55.00.11.000
- Зажим рукава — 2М55.00.23.000
- Рукав — 2M55.00.21.000
- Гидрозажим — 2М55.00.33.000
- Токосъемник — 2M55.00.14.000
- Гидростанция — 2М55.00.32.000
- Редуктор — 2M55.00.31.000
- Механизм подъема — 2М55.00.22.000
- Электрооборудование рукава — 2А554.00.94.000
- Механизм ручного перемещения головки — 2А554.50.28.000
- Устройство штурвальное — 2А554.50.26.000
- Шпиндель — 2А554.50.55.000
- Механизм подач — 2А554.50.25.000
- Рукоятка управления фрикционной муфтой — 2М55.50.48.000
- Электрооборудование головки — 2А554.50.95.000
- Привод ускоренного отвода шпинделя — 2А554.50.95.000
- Противовес — 2А554.50.37.000
- Зажим головки — 2М55.50.36.000
- Установка насосная — 2А554.50.65.000
- Смазка — 2М55.50.68.000
- Гидрокоммуникация — 2А554.50.67.000
- Цилиндр главный — 2М55.50.66.000
- Привод гидропреселектора — 2М55.50.46.000
- Гидропреселектор — 2А554.50.45.000
- Муфта фрикционная — 2M55.50.15.000
- Коробка скоростей — 2A554.50.I6.000
- Коробка подач (24 ступени) — 2A554.50.17.000
- Коробка подач (12 ступеней) — 2А554.50.18.000
- Головка сверлильная — 2А554.50.00.000
- Гидропанель — 2А554.50.47.000
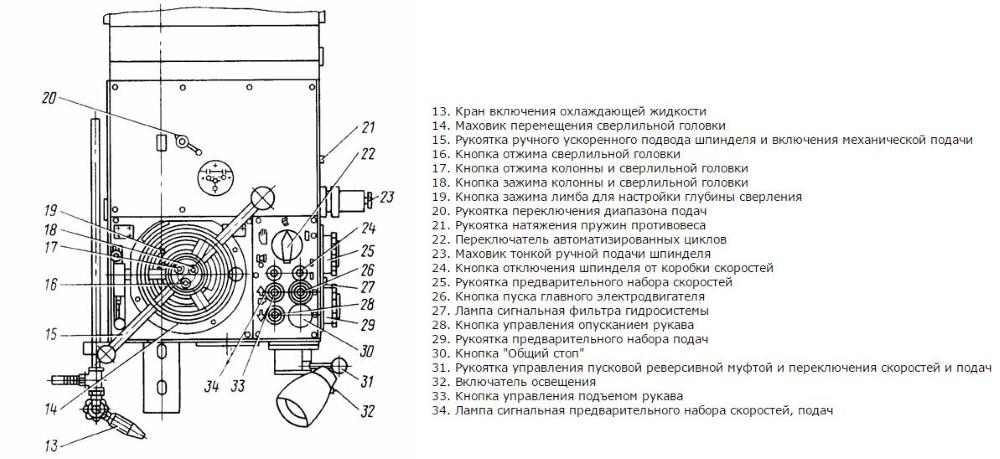
Расположение органов управления радиально-сверлильного станка 2А554

Расположение органов управления сверлильным станком 2а554
Перечень органов управления радиально-сверлильного станка 2А554
- Станок включен; станок выключен
- Заземление
- Выключатель вводной
- Выключатель электронасоса охлаждения
- Кран включения охлаждающей жидкости
- Маховик перемещения сверлильной головки
- Рукоятка ручного ускоренного подвода шпинделя и включения механической подачи
- Кнопка отжима сверлильной головки
- Кнопка отжима колонны и сверлильной головки
- Кнопка зажима колонны и сверлильной головки
- Кнопка зажима лимба для настройки глубины сверления
- Рукоятка переключения диапазона подач
- Рукоятка натяжения пружин противовеса
- Переключатель автоматизированных циклов
- Маховик тонкой ручной подачи шпинделя
- Кнопка отключения шпинделя от коробки скоростей
- Рукоятка предварительного набора скоростей
- 26. Кнопка пуска главного электродвигателя
- Лампа сигнальная фильтра гидросистемы
- Кнопка управления опусканием рукава
- Рукоятка предварительного набора подач
- Кнопка «Общий стоп»
- Рукоятка управления пусковой реверсивной муфтой и переключения скоростей и подач
- Включатель освещения
- Кнопка управления подъемом рукава
- Лампа сигнальная предварительного набора скоростей, подач
Устройство и работа радиально-сверлильного станка 2А554. Общая компоновка станка
Основанием станка является фундаментная плита, на которой неподвижно закреплен цоколь. В цоколе на подшипниках монтируется вращающаяся колонна, выполненная из стальной трубы. Рукав станка со сверлильной головкой размещен на колонне и перемещается по ней с помощью механизма подъема, смонтированного в корпусе на верхнем торце колонны. В этом же корпусе расположено гидромеханическое устройство для зажима колонны и токопроводящее устройство для питания поворотных и подвижных частей станка. Механизм подъема связан с рукавом ходовым винтом.
Сверлильная головка выполнена в вице отдельного силового агрегата и состоит из коробки скоростей и подач, механизмов подачи и ускоренного етвода шпипделя, шпинделя с противовесом и других узлов. Она перемещается по направляющим рукава вручную. В нужном положении головка фиксируется установленным на ней механизмом зажима.
В фундаментной плите выполнен бак и закреплена насосная установка для подачи охлаждающей жидкости к инструменту. На плите устанавливается стол для обработки на нем деталей небольшого размера.
Все органы управления станком сосредоточены на сверлильной головке. На панели цоколя размещены только кнопки вводного выключателя, подключающего станок к внешней электросети, и выключателя управления насосом охлаждения. Для освещения рабочей зоны в нижней части сверлильной головки установлена электроарматура.
Электроаппаратура смонтирована в нише, выполненной с обратной стороны рукава.
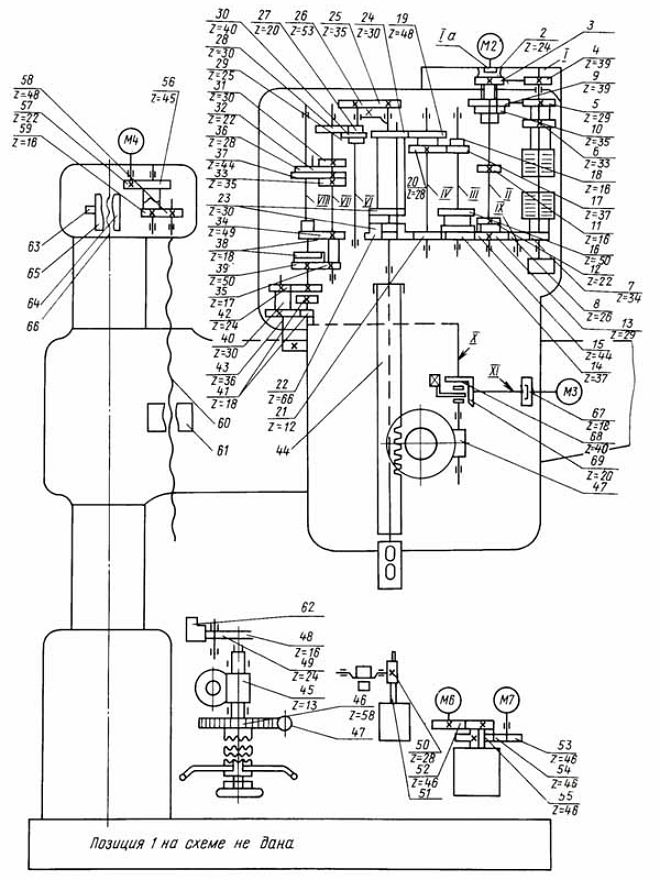
Кинематическая схема радиально-сверлильного станка 2А554

Кинематическая схема радиально-сверлильного станка 2а554
Кинематическая схема станка (рис.11) состоит из следующих кинематических цепей:
- вращения шпинделя;
- движения подач;
- вертикального перемещения рукава;
- перемещения сверлильной головки по рукаву;
- ускоренных перемещений шпинделя.
Шпиндель получает вращение от электродвигателя через промежуточную передачу, пусковую фрикционную муфту и коробку скоростей с четырьмя передвижными зубчатыми блоками. Промежуточная передача обеспечивает определенную частоту вращения вала фрикционной муфты в различных исполнениях станка (например, для частоты тока 60 Гц). Фрикционная муфта соединяется с коробкой скоростей либо зубчатыми колесами 9-10, либо через паразитное зубчатое колесо 8 и зубчатое колесо 13. В последнем случае коробка скоростей получает обратное вращение, т.е. шпиндель вращается против часовой стрелки. Таким образом, каждым двум ступеням частот вращения шпинделя в направлении по часовой стрелке соответствует одна ступень оборотов против часовой стрелки.
Передвижные блоки коробки скоростей (три двойных и один тройной) обеспечивают получение 24 ступеней частоты вращения шпинделя, в интервале 18. 2000 мин-1.
Двойной блок на гильзе шпинделя имеет также третье положение, когда оба зубчатых колеса выведены из зацепления. При этом шпиндель легко проворачивается от руки.
Коробка подач получает вращение от шпинделя через зубчатые колеса 25-26. Один тройной и два двойных блока обеспечивают получение 12 ступеней подач в интервале 0,056. 2,5 мм/об. Еще 12 ступеней подач получаются включением переборного зубчатого колеса 42.
Таким образом, коробка подач обеспечивает получение 24 ступеней подач в интервале 0,045. 5 мм/об. Предусмотрен вариант исполнения станка с 12 подачами в интервале 0,056. 2,5 мм/об. Вал УШ коробки подач шлицевой муфтой связан с вертикальным валом механизма подач X, несущим на себе специальную регулируемую муфту, обеспечивающую размыкание цепи подач при достижении предельного усилия подачи при резании, размыкание цепи тонкой ручной подачи при включении механической подачи и включение тонкой ручной подачи при срабатывании перегрузочного устройства. Зубчатая муфта перегрузочного устройства соединена с червяком 47, который через червячное колесо 46 с помощью штурвального устройства соединяется с реечным зубчатым колесом 45, находящемся в зацеплении с рейкой 44 пиноли шпинделя.
Грубая ручная подача осуществляется вращением реечного вала с зубчатым колесом 45 с помощью штурвальных рукояток.
Ускоренное перемещение шпинделя осуществляется от электродвигателя через зубчатую муфту 67, — зубчатые колеса 69, 68 на червяк, червячное колесо зубчатое колесо и зубчатую рейку пиноли шпинделя.
Перемещение головки по рукаву осуществляется с помощью маховика, сидящего на валу, проходящем через отверстие реечного вала подачи. На другом конце вала имеется зубчатое колесо 48, которое через накидное зубчатое колесо 49 соединяется с рейкой 62, неподвижно укрепленной на рукаве.
Вертикальное перемещение рукава производится от отдельного электродвигателя через редуктор 57, 56, 59, 58,укрепленный на верхней части колонны, винт подъема 60 и гайку 61, расположенную в рукаве.
Изменение направления перемещения рукава производится реверсированием электродвигателя.
В табл.7 указан перечень зубчатых колес к кинематической схеме.
Описание конструкции основных узлов радиально-сверлильного станка 2А554
Коробка скоростей

Коробка скоростей сверлильного станка 2а554
Коробка скоростей (рис.19) расположена в верхней части сверлильной головки и предназначена для сообщения шпинделю 24-х ступеней частоты вращения. Различные скорости сообщаются шпинделю за счет включения соответствующих подвижных вдоль оси валов зубчатых блоков. На первом валу коробки скоростей смонтирована фрикционная муфта, служащая для замыкания кинематической цепи между приводным электродвигателем и шпинделем.
С верхней муфтой коробка скоростей соединяется подвижным блоком зубчатых колес 3 и 4. С нижней муфтой коробка скоростей связана зубчатым колесом 24, закрепленным на валу 10 на шпонке, черев паразитное зубчатое колесо 23.
Нижние опоры валов II,III,IV,V смонтированы непосредственно в расточках корпуса 25 сверлильной головки. Осевое положение этих опор определяется стопорными кольцами. Верхние опоры всех валов размещены в специальных стаканах, расположенных в расточках крышки 2 сверлильной головки.
Вал У представляет собой полую чугунную гильзу, во внутреннее шлицевое отверстие которой входит хвостовик шпинделя.
В нижней части гильзы установлен отражатель 26, предотвращающий вытекание масла из картера коробки скоростей. На гильзе закреплено зубчатое колесо I, служащее для передачи вращения валам коробки подач.
Все зубчатые колеса изготовлены из качественных сталей, их зубья закалены до высокой твердости и шлифованы, что обеспечивает бесшумную работу и передачу высоких нагрузок.
Шпиндель

Шпиндель сверлильного станка 2а554
Шпиндель I (рис.27) станка размещен в выдвижной пиноли 5. В передней (нижней) опоре кроме двух радиальных подшипников 2 установлен упорный подшипник 3, воспринимающий осевую нагрузку при сверлении. Задняя (верхняя) опора состоит из радиального подшипника 7 и упорного подшипника 6. Последний служит для восприятия осевых нагрузок при обратных подрезках и других аналогичных операциях.
Посадочные поверхности под подшипники выполнены с высокой точностью. Затяжка упорных подшипников производится через опорную шайбу 8 специальной гайкой 9.
Передача крутящего момента от коробки скоростей на шпиндель осуществляется через хвостовую часть его, которая своими шлицами сопрягается с гильзой У коробки скоростей (см. рис.19). Нижняя утолщенная часть шпинделя имеет конусное отверстие (Морзе № 5) для установки инструмента.
На пиноли 7 (рис.27) шпинделя нарезана рейка для передачи движения подачи. Ограничение хода шпинделя обеспечивается специальной шпонкой 12, конец которой заходит в паз пиноли.
В нижней части пиноли запрессована масленка 4 для смазки нижних опор шпинделя, а в районе верхней опоры имеется специальное отверстие для подачи масла.
В нижнем торце корпуса сверлильной головки имеется отверстие «В», в которое вставляется штифт для предохранения от выпадения шпинделя при демонтаже реечного вала.
Для остановки шпинделя в крайних положениях служит штырь 11, который воздействует на микропереключатель 10, размыкающий цепь питания электродвигателя главного движения.
Повышенный осевой люфт шпинделя устраняется подтяжкой гайки 9 (см. рис.27).
Подшипники шпинделя радиально-сверлильного станка 2А554
Шпиндель станка 2А554 смонтирован на 5-и подшипниках:
- 37. Нижний подшипник № 5-110 ГОСТ 8338-75 шариковый радиальный однорядный, 2 шт
- 38. Подшипник № 6-8210 ГОСТ 6874-54 шариковый упорный, 1 шт
- 48. Подшипник № 6-8110 ГОСТ 6874-54 шариковый упорный, 1 шт
- 47. Верхний подшипник № 6-110 ГОСТ 8338-75 шариковый радиальный однорядный, 1 шт
Технические характеристики подшипника № 110
Подшипник 110 — это однорядный шариковый радиальный подшипник.
Наряду с открытым подшипником 110 производятся закрытые подшипники 80110 (металлические шайбы), 180110 (маслостойкая резина) и 60110 (закрыты металлической шайбой с одной стороны). Закрытые с обоих сторон изделия внутри имеют смазку, которая вносится на заводе, а тип ее кодируется в дополнительном условном обозначении справа от номера (например, С17 — литол). В уходе они не нуждаются. Также есть подшипник 50110 — он имеет стопорную канавку на внешнем кольце.
Основные отечественные производители — СПЗ-4 (Самара, сборка из китайских комплектующих), 23 (Вологда, или VBF) подшипниковые заводы, при этом по-настоящему качественную продукцию выпускает Вологодский. В прошлом изделие выпускал 4 ГПЗ, в том числе и высоких классов точности (сейчас это Завод Авиационных Подшипников, но данный тип в наше время не производит). Кроме того, могут встречаться изделия с клеймом 18 ГПЗ (Виница), они продаются с хранения, и если открытые модификации еще допустимо использовать, то закрытые покупать не рекомендуется из-за загустевшей смазки. Не упомянутые здесь обозначения, скорее всего, указывают на то, что подшипник — китайский.
Ориентировочная цена качественных подшипников — около 120 — 140 рублей (закрытые несколько дороже), китайских — 50 — 60.
Импортный аналог имеет номер 6010 (Z, ZZ или 2RS — обозначения закрытых типов). Стоимость подшипников импортного производства очень сильно зависит от торговой марки. Так, основные модификации шведской фирмы SKF или германской FAG имеют цену до 1000 рублей, а «бюджетные» марки, например, FBJ — 160 — 170 рублей.
Размеры и характеристики подшипника 110 (80110, 180110, 60110, 6010)
- Внутренний диаметр (d): – 50 мм;
- Наружный диаметр (D): – 80 мм;
- Ширина (высота) (H): – 16 мм;
- Масса: – 0,26 кг;
- Диаметр шарика: — 8,731 мм;
- Количество шариков: — 13 шт;
- Грузоподъемность динамическая: — 21,6 кН;
- Максимальная номинальная частота вращения: — 7500 об/мин.

Схема подшипника 110 (80110, 180110, 60110, 6010)
Технические характеристики подшипника № 8210
Подшипник 8210 — это упорный шариковый однорядный.
Подшипник является упорным, основного конструктивного исполнения, с одним рядом тел качения. Основной тип нагрузки, для восприятия которой он сконструирован — осевая. В случае возникновения радиальной или при незначительных перекосах валов срок службы подшипника сильно сокращается. Нагрузка должна быть постоянной, потому что в противном случае шарики «вхолостую» скользят по дорожкам ккачения и сильно нагреваются.
Данный тип в больших количествах расходуется на различных нефтеперерабатывающих предприятиях, предприятиях органического синтеза. Что касается его применения в специальной и автомобильной технике, то из распространенных моделей большинство уже не применяется, в связи с чем немногие продавцы подшипников держат его на складах.
Основной изготовитель в советское время — Курский подшипниковый завод. Сейчас тип производится на ГПЗ-2 (Москва), СПЗ-4 (Самара)
Импортное наименование подшипника 8210 — 51210 (также маркируют и на 2 ГПЗ).
Размеры и характеристики подшипника 8210 (51210)
- Внутренний диаметр (d): – 50 мм;
- Наружный диаметр (D): – 78 мм;
- Ширина (высота) (H): – 22 мм;
- Масса: – 0,385 кг;
- Диаметр шарика: — 11,112 мм;
- Количество шариков: — 17 шт;
- Грузоподъемность динамическая: — 49,4 кН;
- Грузоподъемность статическая: — 106 кН;
- Максимальная номинальная частота вращения: — 2400 об/мин.

Схема подшипника 8210 (51210)

Фото подшипника 8210 (51210)
Муфта фрикционная и тормоз
В цепи привода шпинделя между главным электродвигателем и коробкой скоростей расположена фрикционная муфта (рис. 19), которая предназначена для включения вращения и реверсирования шпинделя, а также для предохранения элементов привода от перегрузки. Муфта является, кроме того, важным звеном системы преселективного управления переключением частоты вращения и подач. Узел фрикционной муфты состоит из двух муфт — верхней, обеспечивающей прямое вращение шпинделя, и нижней — для вращения шпинделя в обратном направлении. Обе муфты собраны на одном валу 20.
Вращение от электродвигателя через зубчатую муфту сообщается зубчатому колесу 5. Зубчатое колесо 5, размещенное в корпусе 7, находится в постоянном зацеплении с зубчатым колесом 6, сидящем на валу 20 фрикционной муфты.
На шлицах вала 20 укреплены упорные шайбы 11 и 16 и ведущие элементы муфты 10 и 15, которые несут на себе ведущие диски. Особая конструкция элементов 10 и 15, а также ведущих дисков позволяет выдерживать в нейтральном положении муфты гарантированный зазор между каждой парой дисков.
Между ведущими дисками размещаются ведомые, тлеющие специальные выступы, которыми они заходят в пазы ведомых чашек 12 и 18. Ведомые диски, также как и ведущие, выполнены из закаленной легированной стали и шлифованы. Верхняя ведомая чашка 12 несет на себе зубчатые колеса 8 и 9, а нижняя ведомая чашка 18, являющаяся одновременно тормозным барабаном, неподвижно связана с зубчатым колесом обратного вращения 19.
На валу 20 перемещается нажимной элемент с чашками 13 и 14. При движении нажимного элемента вверх ведущие и ведомые диски сжижаются между чашками 11 и 13, вследствие чего ведомая чашка с зубчатыми колесами 8 и 9 начинает вращаться со скоростью ведущего элемента. При движении нажимного элемента вниз сжимаются диски между чашками 14 и 16 — зубчатое колесо 19 получает вращение со скоростью ведущего элемента.
Нажимной элемент приводится в движение вилкой гидроцилиндра (см. рис.23).
Чашку 18 (рис.19) охватывает разрезное тормозное кольцо I7 с капроновым вкладышем. Эффект торможения достигается за счет пружины 28, стягивающей тормозное кольцо. Растормаживание происходит гидравлически при поступлении масла в полость цилиндра тормоза. Управление тормозом и муфтой сблокировано таким образом, что в нейтральном положении муфты чашка 18 затормаживается, а в рабочем (включена верхняя или нижняя муфта) чашка 18 расторможена.
Под фрикционной муфтой размещен гидронасос 22 сверлильной головки, получающий вращение от вала 20 через муфту 21.
Коробка подач

Коробка подач сверлильного станка 2а554
Коробка подач (рис.20) расположена между шпинделем и механизмом подачи и получает вращение от шпинделя через зубчатое колесо I, сквозь шлицевое отверстие которой пропущен вал УI. Нижними опорами валов УI и УII служат гнезда, расположенные в промежуточной плите 4. Нижняя опора вала УШ расположена в расточке зубчатого колеса 2. Верхние опоры валов расположены в гнездах, установленных в отверстиях крышки сверлильной головки. На валу УП расположено переборное зубчатое колесо 3. В зоне механизма подачи (под коробкой подач (см. рис.21) располагается дополнительная переборная группа. Все зубчатые колеса коробки подач изготовлены из качественной стали, а их зубчатые венцы термически обработаны.
Механизм подачи
Механизмы подачи и включения подачи представлены на рис.21, 22.
Механизм подачи состоит из двух узлов: вертикального червячного вала (рис.21) и горизонтального вала подачи (рис. 22).
Вал I (рис.21) связан с последним зубчатым колесом коробки подач и передает вращение червяку 7 через соединительные муфты 5,6,8, имеющие зубья треугольного профиля. Муфта служит для предохранения цепи подачи от перегрузки и отключения механической подачи при достижении заданной глубины сверления.
Предохранительная муфта механизма подачи отрегулирована заводом-изготовителем на передачу шпинделем максимального осевого усилия 20000 Н. Муфта обеспечивает нормальную работу станка, поэтому регулировать ее пружину потребителем целесообразно только в случае ремонта.
Муфта 5 через рычажный механизм управляется гидроцилиндром 12, поршень которого воздействует на зубчатый рычаг 10. Последний, взаимодействуя с рейкой 9, переключает зубчатую муфту 5.
Дня осуществления быстрых перемещений при невращающемся шпинделе на боковой стенке сверлильной головки установлен электродвигатель 4, связанный с червяком 7 зубчатой передачей 2 и 3 зубчатыми муфтами 13; 14» Управление электродвигателем и цилиндром 12 сблокировано таким образом, что включение вращения электродвигателя может происходить только при разомкнутых муфтах подачи-5,-6 и включенных муфтах 13 и 14.
Червяк I (рис.22) находится в зацеплении с червячным колесом 25, свободно вращающимся на подшипниках, размещенных на неподвижно укрепленной ступице 19.
Сквозь ступицу 19 проходит полый реечный вал-шестерня 23. Задней опорой вала-шестерни служит игольчатый подшипник, расположенный в гнезде 24.
Реечный вал 23 входит в зацепление с зубьями,выполненными непосредственно на стакане шпинделя 18.
На шлицевую часть реечного вала 23 насажена втулка 3, имеющая два торцовых паза» в которых находятся ползушки 26. Зубья ползушек 26 тлеют специальный треугольный профиль, согласованный с профилем зубьев муфты 2. Внутри ползушек имеются пружины 28, под действием которых ползушки 26 всегда стремятся выйти из зацепления с внутренними зубьями муфты 2.
На подшипниках реечного вала смонтирована головка переключения 9, имеющая два паза, в которых на осях II закреплены рычагк штурвала 16. Зубчатые секторы штурвальных рычагов 16 входят в зацепление с реечной частью толкателя 8, находящегося в расточке реечного вала 23.
В положении штурвала «от себя» толкатель 8 выдвинут вперед. При этом левая часть толкателя 8 воздействует на ползушки 26 через ролики 27, заставляя ползушки своими зубьями войти во впадины зубьев муфты 2. Шпинделю сообщается механическая подача. Если перевести штурвал в положение «на себя», толкатель 8 уходит назад, и против роликов 27 оказываются углубления, куда ролики заталкиваются под воздействием пружин 28. При этом зубья ползушек выходят из зацепления с зубьями муфты 2. В таком положении при повороте штурвала 16 вращается реечный вал 23, сообщая шпинделю ручное перемещение (грубая ручная подача).
На втулке 5 свободно посажен лимб 6, После настройки глубины сверления он стопорится гайкой 7. На лимбе 6 укреплен кулачок 15, который воздействует на микропереключатель 17. Последний выключает механическую подачу при достижении заданной глубины.
В пазах втулки 13 перемещаются ползушки 14, которые служат для соединения головки переключения 99 с реечным валом. Пазы толкателя 8 выполнены таким образом, что в положении штурвала 16 «от себя» замыкается муфта 2, и одновременно размыкается муфта 4, а в положении штурвала 16 «на себя», наоборот, муфта 2 размыкается, а муфта 4 замыкается.
Таким образом, при механической подаче я ускоренном возврате шпинделя (муфта 2 разомкнута) исключена опасность травмирования оператора штурвальными рукоятками 16.
Совместно с механизмом подачи выполнен механизм ручного перемещения сверлильной головки, состоящий из маховика 10, полого вала — шестерни 22 и паразитного зубчатого колеса 20. Последняя находится в зацеплении с рейкой, закрепленной на рукаве.
Сквозь вал-шестерню проходит кабельная трубка 21, на переднем конце которой закреплена кнопочная станция II с кнопками зажима и отжима сверлильной головки и колонны.
Описание работы радиально-сверлильного станка 2А554

Гидравлическая схема радиально-сверлильного станка 2а554

Перечень элементов гидравлической схемы радиально-сверлильного станка 2а554
Станок управляется двумя самостоятельными гидросистемами. Гидростанция станочной части, управляющая гидрозажимом колонны, расположена в корпусе редуктора перемещения рукава, там же размещены гидробак вместимостью 10 л, управляющая гидропанель с гидрораспределителем и клапаном давления КП2, настроенным на давление 4,0. 4,5 Па. В нагнетающей магистрали насоса установлен фильтр тонкой очистки масла с электровизуальной сигнализацией Ф2.
Подключение манометра в процессе настройки давления производится к специально выведенному штуцеру демпфера ДМН2, расположенному на верхней крышке гидростанции.
Насос Н2 вращается от индивидуального электродвигателя.
Зажим колонны производится механизмом, который приводится в действие цилиндром Ц12. От насоса Н2 масло в цилиндр Ц12 поступает через гидрораспределитель Р7. Трубопроводы соединены таким образом, что при обесточенном электромагните гидрораспределителя Р7 давление поступает в полость зажима цилиндра Ц12. При отжиме одновременно с электродвигателем включается электромагнит гидрораспределителя Р7, благодаря чему меняется направление потока масла. Управление производится с кнопочного пульта, расположенного в ступице маховика 18; 17; 16 (см. рис.10). Время работы насоса определяется длительностью нажатия на кнопку.
Гидравлическая система сверлильной головки питается от постоянно работающего насоса HI, приводимого во вращение валом фрикционной муфты.
На всасывающей магистрали стоит сетчатый фильтр грубой очистки Ф1. В нагнетательной ветви насоса установлен фильтр тонкой очистки с электровизуальной сигнализацией ФЗ. Гидросистема настраивается предохранительным клапаном КП1, настроенным на давление 2,0. 2,5 МПа. Избыток масла поступает из клапана в коллектор, откуда расходуется на смазку опор валов, охлаждение и смазку фрикционной муфты. От насоса через фильтр масло поступает к панели управления (рис.30), на которой расположены семь электроуправляемых гидрораспределителей, обеспечивающих подачу давления в блок цилиндров управления фрикционной муфтой ГТ, гидроплеселектор набора скоростей и подач Б1, цилиндр управления муфтой подачи Ц11, цилиндр зажима сверлильной головки на направляющих рукава Ц1 и тормозной цилиндр Ц2.
В изображенном на схеме положении электромагниты гидрораспределителей обесточены, что обеспечивает:
- давление в полостях А и В блока цилиндров Ц3, Ц4 — нейтральное положение вилки включения фрикционной муфты;
- слив в полости тормозного цилиндра Ц2 — шпиндель заторможен;
- слив в кранах Р8 (PI0) гидропреселектора Б1.
На схеме для простоты чтения изображен только гидрораспределитель (кран) скоростей Р8.
Переключение зубчатых колес коробки скоростей и коробки подач от команд на включение электромагнитов гидрораспределителей, выдаваемых командоаппаратом (см. рис.26), происходит в следующем порядке:
— Включается электромагнит гидрораспределителя Р2 При этом снимается давление в полостях фиксаторов Ц10 и Ц6, и масло в зависимости от положения гидрораспределителей (кранов) Р8 и PI0 подается в соответствующие полости цилиндров Ц9, вызывая перемещение блоков зубчатых колес в заданном направлении. Если на пути блока нет препятствий, то он займет требуемое положение. Если оказалось препятствие (попадание зубчатых колес зубом на зуб), блок зубчатых колес остановится в промежуточном положении.
Параллельно с гидропреселектором через гидрораспределитель РЗ запитан цилиндр Ц5, управляющий переключением блока зубчатых колес 2-го вала коробки скоростей одновременно с остальными блоками зубчатых колес, управляемых гидропреселектором.
При включении вращения шпинделя рукояткой командоаппарата 31 (см. рис.10) и 2 (см. рис.26 ) срабатывает электромагнит гидрораспределителя Р5 (рис.29). Это вызывает поступление масла в тормозной цилиндр П2 (муфта растормаживается) и соединение на слив полости А цилиндра ЦЗ. Под воздействием давления в полости В начинается сжатие дисков верхней муфты (прямого вращения шпинделя).
На магистрали распределителя П4 находится дроссель Р1П, вследствие чего сжатие дисков фрикционной муфты растянуто по времени. Происходит «вялый» проворот валов, при котором зубчатые колеса, оказавшиеся в промежуточном положении, занимают свое место . Шпиндель начинает вращаться по часовой стрелке с заданной частотой вращения.
Электромагнит гидрораспределителя Р2 включен в цепь через реле времени и остается в таком положении только на период, определяемый настройкой реле времени. По окончании выдержки времени электромагнит обесточивается, возвращая плунжер гидрораспределителя Р2 в исходное положение, в полости фиксаторов Ц10 и Ц6 подается давление, а краны гидропреселектора Р8 и PI0 соединяются на слив, чем обеспечивается возможность предварительного набора последующих режимов.
В случае, если включают вращение шпинделя без изменения режимов (см. описание работы командоаппарата — разд. 6.18) питание гидрораспределителя Р4 идет по магистрали 33 через обратный клапан КО. При этом диски фрикционной муфты сжимаются быстро (без «вялого вращения»). То же самое происходит при реверсе вращения шпинделя, осуществляемого переключением распределителя Р4, когда давление подается в полость С, а полость В соединяется на слив.
Для отключения шпинделя от коробки скоростей команда от кнопки 24 (см. рис. 10) на пульте управления вызывает включение электромагнита гидрораспределителя Р1 (рис.29). Давление подается одновременно в цилиндры Ц7, ЦБ, благодаря чему шпиндельный блок выходит из зацепления с зубчатыми колесами коробки скоростей, независимо от занимаемого в этот момент положения. Команда на отключение шпинделя от кнопки 24 (см. рис.10) проходит только при нейтральном положении рукоятки I командоаппарата (см. рис.26). Набранные режимы при этом запоминаются и будут возобновлены, если перед включением вращения шпинделя рукоятка будет поднята вверх (см. описание работы командоаппарата — разд.6.18).
Питание гидроцилиндра включения и выключения механической подачи Ц11 (рис.29), осуществляемое гидрораспределителем Р9, обеспечивается при работе насоса HI независимо от работы системы переключения режимов.
Гидроцилиндр зажима головки питается через распределитель Р6, магнит которого получает команды с кнопочного поста 16,17,18 (см. рис.10), расположенного в ступице маховика перемещения сверлильной головки,
Смазка станка
Схема точек смазки показана на рис.31 и в табл.12. В табл.13 указан перечень элементов системы смазки.
Станок снабжен комбинированной системой смазки. Смазка трущейся пары колонны-рукав осуществляется автоматически при помощи плунжерного насоса II (см. рис.17), который при каждом срабатывании механизма отжима рукава подает порцию масла к трущимся поверхностям.
Механизмы, расположенные внутри сверлильной головки, смазываются автоматически от общей гидросистемы сверлильной головки. Остальные трущиеся элементы станка смазываются вручную.
Смазка шпиндельных подшипников производится при помощи шприца, прилагаемого к станку. Смазка нижних подшипников возможна при выдвинутом шпинделе.
Смазка верхних подшипников производится шприц-масленкой со специальным наконечником через отверстие в корпусе. Для этого необходимо предварительно снять передний щиток сверлильной головки.
По окончании смены смазывать тонким слоем масла все наружные обработанные неокрашенные поверхности станка.
При эксплуатации станка необходимо проводить смазку узлов в сроки, указанные в табл.12.
Порядок работы радиально-сверлильного станка 2А554
Настройка и наладка станка
Обрабатываемая деталь, в зависимости от ее габаритных размеров, крепится на плите или на столе станка. Крепление детали должно быть надежным, так как во время сверления деталь может провернуться и вызвать травму рабочего и повреждение станка.
В соответствии с выполняемой на станке операцией подбирается и устанавливается в шпиндель вспомогательный и режущий инструменты. При последовательной работе несколькими инструментами пользуются быстросменным патроном. В случае нарезания резьбы обязательно устанавливают предохранительный патрон.
При работе тяжелым инструментом следует отрегулировать пружину противовеса. Регулировка противовеса производится в нижнем положении шпинделя.
Рукав устанавливают на такой высоте, чтобы обработка велась при минимально выдвинутой пиноли шпинделя.
Выбор режимов, превосходящих допустимые параметры , не приведет к разрушению деталей станка, так как его силовые узлы снабжены предохранительными устройствами, защищающими механизм станка от перегрузки. Пли срабатывании предохранителей нужно снизить режимы.
Набор скоростей и подач производят следующим образом:
- Случай I — шпиндель не вращается, рукоятка управления фрикционной муфтой находится в среднем положении. Поворачивают рукоятку набора скоростей или подач до совмещения нужной цифры на рукоятке с указательной стрелкой. После появления разрешающего сигнала зеленого цвета на пульте включают вращение шпинделя рукояткой (подъемом ее вверх и поворотом по часовой стрелке).
- Случай 2 — шпиндель вращается, рукоятка управления фрикционной муфтой находится в одном из крайних положений. Поворачивают рукоятку набора в нужное положение, затем рукоятку переводят в среднее положение и снова включают ее, как описано в случае I.
Механическая подача шпинделя включается нажимом штурвальных рычагов «от себя» (см. разд. 6.15).
В случае срабатывания перегрузочной муфты она автоматически включается при установке ручки командоаппарата в нейтральное положение. Если после этого в положении штурвальных рукояток «от себя» при вращающемся шпинделе механическая подача не происходит, необходимо ручку командоаппарата вернуть в нейтраль и снова включить вращение шпинделя.
При нарезании резьбы метчиками должна быть установлена механическая подача, равная шагу резьбы (даже если нарезание резьбы выполняется вручную).
Настройка на автоматическое отключение подачи на заданной глубине (см. рис.22):
- Подводят вручную сверло до упора в поверхность обрабатываемой детали.
- Рычаги штурвала 16 (см. рис.22) перемещают «от себя», что соответствует механической подаче.
- Гайкой 7 освобождают лимб 6 и поворачивают его до совпадения риски шкалы лимба, соответствующей заданной глубине сверления с нулевой риской нониуса, затем гайкой 7 зажимают лимб.
Автоматическое выключение подачи произойдет при совпадении нулевой риски шкалы лимба с нулевой риской нониуса. Если требуется более высокая точность размера на глубине, пользуются корректором.
При настройке глубины обработки по нониусу (см. рис.22) необходимо запомнить следующее:
- Цена целения шкалы лимба соответствует перемещению шпинделя на I мм.
- На шкале нониуса, справа от риски 0, нанесены нониусные деления, пользоваться которыми нужно так же, как и аналогичной шкалой штангенциркуля.
- Риска лимба настраивается на получение заданной глубины по нулевой риске конуса при подрезке торцов, т.е. когда минутная подача не превышает 100 мм/мин. При необходимости получить точное отключение на заданной глубине на операциях с более высокими минутными подачами, следует давать упреждение, т.е. настраивать глубину не по нулевой риске нониуса, а по одной из рисок, находящихся слева от нулевой риски.
Регулировка станка 2А554
Регулировка станка осуществляется по мере необходимости при его эксплуатации, а также при проведении плановых ремонтов.
Конструкция станка предусматривает возможность регулирования отдельных механизмов, детали которых изнашиваются во время эксплуатации. Ниже даются указания по регулированию основных механизмов станка.
Регулировка отжима и зажима колонны станка осуществляется путем поворота винта 8 относительно гайки 5 (см. рис.14).
Для регулировки необходимо:
- установить давление в системе в пределах 4. 4,5 МПа;
- подать масло под давлением в полость Г;
- отвернуть винты 10, крепящие фланец 9;
- поворотом фланца 9 произвести отжим (установив осевой ход колонны в пределах 0. 0,5 мм);
- вывести фланец 9 из зацепления с винтом 8, совместить по крепежным отверстиям и закрепить винтами 10.
Регулировку производить таким образом, чтобы при выполнении зажима колонны плунжер I7 не доходил до крышки 16. В противном случае не будет достигнуто полное усилие зажима.
При нормально отрегулированном зажиме поворотные части станка не должны поворачиваться от усилия менее 2500 Н, приложенного на конце рукава в горизонтальной плоскости. При отжиме поворот должен осуществляться усилием не более 50 Н.
Регулирование зажима рукава на колонне производится подкладыванием компенсационных шайб 16 (см. рис.17) под гайки 15 болтов 8. Такой способ позволяет избежать повторного засверливания гаек и болтов. Затяжка гаек производится при неподвижном рукаве.
Зажим считается достаточным, если между колонной и рукавом сверху на стороне, противоположной разрезу, не проходит щуп 0,03 мм.
Регулирование плавного перемещения рукава по колонне осуществляется гайками болтов 9 (см. рис.17). Перемещение рукава вниз должно происходить без рывков.
Зажим сверлильной головки на направляющих рукава можно отрегулировать поворотом эксцентриковой втулки 8 (см. рис.18). В отрегулированном положении втулка стопорится специальным фиксатором.
Закрепление головки считается достаточным, если ее нельзя сдвинуть с места маховиком ручного перемещения при приложении усилия 250 Н.
При необходимости уменьшить зазор междунижней направляющей корпуса головки и рукава следует снять щитки, освободить стопор 15 (см. рис.18) эксцентриковых осей 12 и поворотом червяка 16 установить одинаковый с обеих сторон зазор не более 0,05 ми. При этом легкость перемещения головки по рукаву не должна нарушиться. При необходимости уменьшить зазор между передней направляющей рукава и корпусом головки, следует освободить стопор 14 и эксцентриковыми осями 17 установить одинаковый с обеих сторон зазор 0,03 мм. После окончания регулировки затянуть стопорные винты 14 и 15. Несоблюдение указанных правил ведет к повышенному «уводу» шпинделя.
Повышенный осевой люфт шпинделя устраняется подтяжкой гайки 9 (см. рис.27).
Регулирование пружин противовеса, уравновешивающих шпиндель с инструментом, осуществляется в нижнем положении шпинделя поворотом червяка 3 (см. рис.28).
Для регулирования пружины тормоза необходимо открыть боковое окно на левой стороне крышки головки. Расконтрить гайку 27 (см. рис.19), вывернув стопорный винт 29, затем вращением гайки 27 произвести необходимое натяжение пружины 28.
При вращении шпинделя с частотой вращения 1000 об/мин он должен остановиться в течение 3. 5 с.
Регулирование усилия подачи осуществляется вращением винта II (см. рис.21).
Если при работе под нагрузкой перестает вращаться шпиндель или выключается подача вследствие срабатывания предохранительных устройств, необходимо проверить состояние инструмента (затупление, заедание в кондукторной втулке и т.д.) либо снизить режимы обработки.
При сверлении в сплошном материале отверстий Ø 30..50 мм переключатель автоматического цикла устанавливать в позицию «Подрезка торца».
Указания о мерах устранения возможных нарушений нормальной работы, относящихся к системе электрооборудования и гидрооборудования, приведены в соответствующих подразделах настоящего «Руководства».
Особенности разборки и сборки при ремонте радиально-сверлильного станка 2А554
При разборке механизмов станка для ремонта помимо общих правил разборки металлорежущих станков необходимо иметь в виду перечисленные ниже специфические особенности, характерные для данного станка.
Снятие крышки головки возможно после демонтажа главного электродвигателя, приводов гидропреселектора, клеммной коробки и всех других электрических коммуникаций.
Сначала следует демонтировать подмоторную крышку. Далее для снятия крышки головки необходимо отвернуть гайку на валу фрикционной муфты, снять все гнезда опор валов, снять маслораспределитель. Через левое боковое окно отсоединить трубку подвода масла к маслораспределителю, вывернуть винты крепления крышки к корпусу головки, снять все верхние гнезда опор вала. После этого можно снимать крышку.
ВНИМАНИЕ! ПРИ ОТСОЕДИНЕНИИ ЦЕПИ ПРОТИВОВЕСА И ПРИ ДЕМОНТАЖЕ ШТУРВАЛЬНОГО УСТРОЙСТВА ШПИНДЕЛЬ ПОДНЯТЬ В КРАЙНЕЕ ВЕРХНЕЕ ПОЛОЖЕНИЕ И УСТАНОВИТЬ ШТИФТ В ОТВЕРСТИЕ В (см. рис.27).
При разборке штурвального устройства необходимо предварительно снять переднюю крышку головки и застопорить винты 10, II, 12 противовеса (см. рис.28 согласно табл.9).
Предварительно отсоединить провода в клеммной коробке, находящейся под направляющими головки. Там имеется стопорный винт крепления кабельной трубки, который следует вывернуть, после чего кнопочную станцию извлекают вместе с кабельной трубкой и проводами.
Далее отворачивается гайка внутри ступицы маховика, затем снимается маховик, после чего извлекается штурвальное устройство. Рычаги штурвала должны быть в положении «на себя».
Перед демонтажом шпинделя необходимо застопорить узел противовеса (см. п.12.3), выдвинуть шпиндель и подпереть снизу. Вытянуть винт 12 (см. рис.27), помещенный на боковой стенке головки. После извлечения штурвального устройства шпиндель выводят вниз.
Перед демонтажом противовеса руководствоваться указаниями табл.9.
Перед демонтажом корпуса механизма зажима сверлильной головки (см. рис.18) головку обязательно подвесить тросом на кране.
Отсоединив корпуса 18 и 19 (рис.18), снимают сверлильную головку с рукава.
При сборке колонны обратить особое внимание на регулировку механизма зажима колонны (способ регулировки описан в п.10.2.3).
Если при ремонтных работах были сняты электродвигатели вращения кранов I (см. рис.25), то при их установке необходимо обеспечить соответствие конкретных величин частоты вращения и подач шпинделя табличным значениям.
В этой целью в зубчатых колесах 5 и 6 (см. рис.25) выполнены специальные отверстия. Эти отверстия необходимо совместить с лункой в крышке 4, как показано на рис.24, что будет соответствовать установке крано-избирателей в положение, при котором коробка скоростей переключается на частоту вращения 18 об/мин, а коробка подач — на подачу 0,45 мм/об.
Схема электрическая силовой части радиально-сверлильного станка 2А554

Электрическая схема сверлильного станка 2а554
Источник