- Ремонта рам рессор амортизаторов
- Ремонт рессор и амортизаторов
- Как отремонтировать или заменить рессоры на автомобиле
- Задача рессор
- Профилактика
- Виды поломок
- Чтобы сделать осмотр
- Разборка рессоры состоит из следующего
- Сборка и закрепление на место
- ПЛАН УРОКА № 91 /автомеханики/ ТЕМА УРОКА. «Ремонт деталей рулевого управления. Сборка деталей рулевого управления Ремонт передних мостов автомобиля. Ремонт рам, рессор, амортизаторов. »
Ремонта рам рессор амортизаторов
Основные дефекты рессор: потеря радиуса кривизны и упругости, сдвиг листов (при разрыве центрального болта), поломка, трещины, износ листов, поломка стяжных хомутов, износ втулок.
Главные причины частых поломок и потери упругости рессорных листов — перегрузка автомобиля, езда на большой скорости по плохой дороге и длительные стоянки с грузом, если рессоры во время стоянки не разгружаются.
Ремонт и сборка рессор. Разбирают и собирают рессоры на специальных приспособлениях или в тисках. Рессорные листы тщательно промывают, осматривают и при трещинах или износах, превышающих допускаемые, выбраковывают.
Рекламные предложения на основе ваших интересов:
Подкоренные и коренные рессорные листы с обломленными концами переделывают на короткие.
Листы, потерявшие упругость и форму, правят вхолодную ударами молотка со стороны вогнутой поверхности на подставке с выемкой необходимого радиуса или на специальных стендах. Лист кладут на ведущие ролики и стенда. Нужную стрелу прогиба устанавливают при помощи кронштейна и винта по указателю и шкале через ролик. Автоматическое реверсирование электродвигателя позволяет изменять направление вращения ведущих роликов и Движение рессорного листа.
Выбракованные листы заменяют новыми или изготовленными из рессорной ленты. Заготовку листов отрезают прессовыми ножницами или кузнечным способом, нагревают, прижимают к шаблону для получения кривизны и вместе с шаблоном закаливают. Листы марганцево-хромистой стали нагревают до 830…850 °С, закаливают в масле, нагретом до 60 °С, и отпускают при температуре 475—500 °С. Листы кремнисто-марганцевой стали нагревают до 855…875 °С, закаливают в масле, нагретом до 60 °С, и отпускают при температуре 480…500 °С. Иногда для повышения усталостной прочности и срока службы рессорные листы подвергают дробеструйной обработке или прокатывают на специальном стенде.
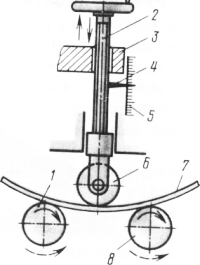
Рис. 1. Схема правки и восстановления упругости Рессорного листа на стенде:
Наиболее трудную операцию изготовления коренных и подкоренных листов — загибание ушков выполняют специальными приспособлениями.
Изношенные или сломанные рессорные втулки, центровые болты, хомутики и стремянки заменяют новыми.
При сборке рессор дополнительно рихтуют отдельные листы, очищают их от окалины, смазывают графитовой смазкой и создают условия для прилегаемости одного к другому. Заменителем смазки может служить солидол с добавкой 10% (по массе) мелко-измельченного графита.
Кривизну листов и собранной рессоры проверяют сравнением с новыми листами и рессорами.
Отремонтированные рессоры подвергают осадке и испытывают.
Нажимают прессом до тех пор, пока стрелка прогиба не станет равной нулю, и измеряют расстояние L или стрелу прогиба после освобождения нагрузки. Нагрузка Р и стрела прогиба или расстояние L должны соответствовать техническим условиям.
При ремонте рессор соблюдают правила безопасности труда, в частности, при разборке и сборке обязательно сжимают листы в исправных и надежных тисках, струбцинах или специальных приспособлениях.
При гибке листов следует остерегаться ожогов.
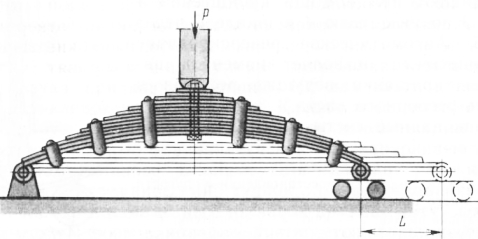
Рис. 2. Схема испытания рессоры.
Ремонт амортизаторов. Характерные дефекты телескопического амортизатора: потеря герметичности клапана отдачи, перепускного клапана поршня и клапана сжатия, износ уплотнения.
Причиной потери герметичности клапана отдачи служит износ деталей клапана или уменьшение упругости пружины.
Изношенные детали клапана заменяют новыми. Под ослабленную пружину подкладывают регулировочные шайбы или тоже заменяют.
Негерметичность клапана сжатия устраняют ввертыванием седла клапана или заменой пружины.
Небольшие риски на кольцевых кромках поршня устраняют притиркой на чугунной плите, при глубоких рисках заменяют поршень.
Источник
Ремонт рессор и амортизаторов
Основные дефекты рессор:
- изменение радиуса кривизны
- сдвиг листов (при разрыве центрального болта)
- поломка, трещины
- износ листов по толщине
- износ втулок пальцев серег
- поломка стяжных хомутов
Рессоры разбирают и собирают с помощью специальных приспособлений или в тисках. Рессорные листы с трещинами или с местным износом, превышающим допустимое значение, выбраковывают. Подкоренные и коренные листы с обломанными концами переделывают на короткие.
Стрелу прогиба листа определяют по шаблону. При небольшом изменении прогиба лист правят в холодном состоянии вручную ударами молотка со стороны вогнутой поверхности на подставке с выемкой необходимого радиуса или на специальном стенде. Рессорные листы, утратившие форму в значительной степени, нагревают до температуры 700-800°С и правят по шаблону. После правки листы нагревают до температуры 850-880°С и закаливают в масле, нагретом до температуры 60°С, а затем подвергают отпуску при температуре 450-500°С. Рекомендуется для повышения усталостной прочности и срока службы рессорные листы подвергать дробеструйной обработке или прокатывать на специальном стенде.
Выбракованные листы заменяют новыми или изготовленными из рессорной ленты.
Изношенные рессорные втулки, центральные болты и стремянки заменяют новыми.
При сборке рессор листы очищают от окалины и смазывают графитной смазкой. Подготовленные к сборке листы сжимают винтовым или гидравлическим приспособлением, предварительно пропустив через них стержень-оправку. После сжатия листдв вместо оправки устанавливают центральный болт и затягивают гайку. Сборка рессоры выполнена правильно, если концы листов соприкасаются без зазора. Отремонтированные рессоры подвергают осадке и испытывают. У автомобильных рессор контролируют стрелу прогиба в свободном состоянии.
Характерными дефектами телескопического амортизатора являются:
- потеря герметичности клапана отдачи, перепускного клапана поршня и клапана сжатия
- износ уплотнения
- износ поверхности штока
Причиной потери герметичности клапана отдачи является износ деталей или уменьшение упругости пружин. Изношенные детали клапана заменяют новыми. Под ослабленную пружину подкладывают шайбы или заменяют новой.
Изношенные поршень и цилиндр заменяют или восстанавливают: цилиндр хонингуют, а поршень наращивают гальванопокрытиями и обрабатывают под размер цилиндра. Все изношенные уплотнения заменяют.
После сборки амортизаторы испытывают на стенде. При заданной частоте (60 двойных ходов в минуту) определяют усилие для перемещения поршня или поворота рычага (у рычажных амортизаторов).
Источник
Как отремонтировать или заменить рессоры на автомобиле
Задача рессор
Рессоры, как и все остальные части, являются важным элементом устройства автомобиля, за которыми нужно следить и вовремя пресекать какие-либо неисправности. Без них езда на автомобиле не была бы относительно гладкой, особенно на наших дорогах. Не нужно думать, что детали вашего авто не убиваемые. Каждая из них требует к себе определённого внимания и профилактики во избежание быстрого износа, необходимый ремонт рессор должен проводиться вовремя.
 Рессоры нужно периодически разбирать и чистить от ржавчины и грязи
Рессоры нужно периодически разбирать и чистить от ржавчины и грязи
Необходимый осмотр и ремонт всегда можно сделать в мастерской, но не слишком сложно это сделать и своими руками. Если, например, есть просадка, то можно установить ещё один подкоренной лист с буферами-отбойниками нижнего рычага передней подвески, для этого достаточно отвернуть гайки центрального болта и стремянок.
Профилактика
Через каждые 10 000 км рекомендуется снимать рессоры, чтобы очистить их от грязи, ржавчины и для глубокой смазки (сначала промываются в керосине, затем наносится смесь из графитовой смазки и тавота), также рекомендуется регулярно делать смазку листов и подтягивать стремянки. Во избежание появления ржавчины перед тем как установить элемент подвески обратно, его следует покрасить.
Чтобы продлить срок службы детали при сильных нагрузках на автомобиль, следует сделать защиту для рессор, обмотав их шпагатом, пропитанным смолой, и надев брезентовый чехол, наполненный тавотом.
Виды поломок
Чаще всего выходят из строя элементы передней подвески, поскольку они больше нагружены из-за неровной поверхности дорог. Ломаться могут листы или пальцы рессоры, бывает просадка, срыв болтов стремянок. В случае если лопнула рессора, её требуется обязательно заменить, если прогнулась, то кузов автомобиля отклоняется набок, что нельзя допускать, деформация устраняется правкой по шаблону. Чтобы знать, как отремонтировать рессору, для начала нужно её осмотреть, что даст вам представление о том, какая из деталей вышла из строя.
При поломке в пути пальца рессоры следует вместо него расположить что-то наподобие отвертки или стержня, который следует закрепить проволокой, при поломке пластины на неё сверху и снизу кладутся длинные гаечные ключи, которые также следует плотно зафиксировать проволокой, в таком состоянии аккуратно добирайтесь до ближайшей мастерской.
Если вы обнаружили повреждения, то производится или полная замена рессор, или же замена её части.
Чтобы сделать осмотр
Часть автомобиля поднимается (в зависимости от того, с какой стороны поломка), устанавливается упор.
- Отвинчиваются гайки стремянок.
- Отделяется подкладка, обойма с резиновой подушкой, буфер, стремянки.
- Гайка пальца крепления переднего конца рессоры к кронштейну кузова отвинчивается так, чтобы она находилась на пальце заподлицо.
- Шарнир и палец смачивается тормозной жидкостью или мыльным раствором.
- Выбивается палец до тех пор, пока он коснется гайки кронштейна.
- Снимается пружинная шайба.
- Отвинчиваются гайки крепления заднего конца рессоры.
- Втулки и пальцы также смачиваются тормозной жидкостью или мыльным раствором, аккуратно выбивается нижний палец, чтобы не повредить резьбу.
- Отделяется рессора.
Разборка рессоры состоит из следующего
Сначала, чтобы проще было сделать сборку, листы нужно пометить.
- Рессора зажимается в тисках.
- Распрямляются и снимаются хомуты.
- Отворачивается гайка центрального болта, и он вынимается.
- Медленно разжимаются тиски.
- Разъединяются листы.
- Чистится от грязи и ржавчины, втулки заменяются, пальцы рессоры, шайба переднего пальца, серьги не должны быть искажены, повреждены, пластины должны быть целыми.
- Проверяется прогиб рессоры в свободном состоянии.
- Смазываются листы графитной смазкой.
- Рессора собирается.
Сборка и закрепление на место
Сборка и установка производятся в обратном порядке. Резиновые втулки перед установкой смачиваются бензином и без просыхания вставляются в шарнир. Гайки пальцев серьги заворачиваются поочередно. Желательно гайки стремянок окончательно затягивать с гружёным багажником, чтобы рессоры выпрямились.
Во избежание неисправностей вашего автомобиля не забывайте вовремя проходить техосмотр, сами просматривайте детали, которые возможно не только продиагностировать у себя в гараже, но и исправить. Теперь вы понимаете, как поменять рессоры, дело вполне несложное и вполне разрешимое. Имея необходимые инструменты, можно сэкономить на ремонте в мастерской, и если есть возможность, то желательно советоваться со специалистами.
Источник
ПЛАН УРОКА № 91 /автомеханики/ ТЕМА УРОКА. «Ремонт деталей рулевого управления. Сборка деталей рулевого управления Ремонт передних мостов автомобиля. Ремонт рам, рессор, амортизаторов. »
ПЛАН УРОКА № 91 /автомеханики/
ТЕМА УРОКА. «Ремонт деталей рулевого управления. Сборка деталей рулевого управления Ремонт передних мостов автомобиля. Ремонт рам, рессор, амортизаторов. »
Закрепить, углубить и расширить знания. Проверить знания.
По теме: « Ремонт карданных передач и картеров задних мостов. Ремонт дифференциала»
Изучить: Ремонт деталей рулевого управления. Сборка деталей рулевого управления Ремонт передних мостов автомобиля. Ремонт рам, рессор, амортизаторов
ВОСПИТАТЕЛЬНАЯ : воспитывать внимание, усидчивость, сознательную дисциплину, культуру речи, способствовать воспитанию профессиональной направленности .
РАЗВИВАЮЩАЯ : развивать память, техническую речь, умение свободно и правильно использовать усвоенную профессиональную терминологию. Поиск аналога изучаемого
МЕТОДИЧЕСКАЯ ХАРАКТЕРИСТИКА УРОКА .
ТИП УРОКА : комбинированный
МЕТОДЫ: Ведение эвристической беседы. Постановка основной проблемы. Словесный , наглядный /информационный, репродуктивный/. Обсуждение, дискуссия, упражнения различных видов и степени сложности по пройденному материалу
ДЕЯТЕЛЬНОСТЬ студентов: восприятие информации /слушание, наблюдение, запись конспекта/. Запоминание информации. Умение применять усвоенные знания путем речевого общения, проявление умение применять ранее полученные знания.
Основные дефекты картера рулевого управления ЗИЛ 4314
Основные дефекты рейки-поршни рулевого механизма ЗИЛ 4314
ТСО: Компьютер. Мультимедийный проектор
Рулевое управление. Передние мосты. Амортизаторы
Материаловедение и технология общеслесарных работ Наплавка, хромирование, термическая обработка на установке УВЧ, нормализация, закалка, отпуск. Газовая сварка
ОРГАНИЗАЦИОННАЯ ЧАСТЬ(1 мин). Принять рапорт дежурного. Проверить наличие учебных принадлежностей. Объявить тему и цель урока.
Актуализация опорных знаний 10 мин.
В чем заключается ТР задних мостов?
Чем производится регулировка конических подшипников ведущего вала? / производится заменой регулировочных прокладок на более тонкие./
Назовите порядок разборки заднего моста и его сборку
Основные дефекты карданных валов и их восстановление.
ФОРМИРОВАНИЕ НОВЫХ ПОНЯТИЙ И УМЕНИЙ
Изложение нового материала 13мин
Ремонт деталей рулевого управления.
Сборка деталей рулевого управления.
Ремонт передних мостов автомобиля
Ремонт рам, рессор, амортизаторов .
3.2. Закрепление и совершенствование приобретённых знаний 8 мин / в ходе изложения материала/
В чем заключается текущий ремонт?
Назовите основные дефекты деталей р у л е в о г о
м е х а н и з м а.
Назовите основные дефекты при которых ремонтируют картер:
Какие основные дефекты имеют рессоры и каковы причины их возникновения?
Как восстанавливают рессоры?
Назовите способы устранения основных дефектов амортизаторов.
Самостоятельная работа. 10 мин.
Запись конспекта . Как восстанавливают рессоры?
Напишите способы устранения основных дефектов амортизаторов.
ЗАКЛЮЧИТЕЛЬНАЯ ЧАСТЬ. АНАЛИЗ И ПОДВЕДЕНИЕ ИТОГОВ. 2 мин Объявить студентам оценки и дать им анализ.
5. ДОМАШНИЕ ЗАДАНИЕ . 1 мин.
Ремонт автомобилей и двигателей. В.И. Карогодин стр. Ремонт тракторов и автомобилей
С.М. Бабусенко стр.288-299
РЕМОНТ РУЛЕВОГО УПРАВЛЕНИЯ
В процессе эксплуатации автомобиля происходит износ рабочих поверхностей деталей рулевого управления.
Для установления степени износа и характера ремонта деталей рулевой механизм разбирают. При этом для снятия рулевого колеса и сошки руля применяют съемники.
ТР — на постах заключается в основном в замене неисправных З узлов и деталей. Неисправные узлы доставляются в агрегатный цех, где производится их мойка, разборка, дефектовка и замена неисправных, изношенных деталей.
Рис. 17.Выпрессовка пальца шарового шарнира рулевых тяг универсальным съемником:
1, 2— съемники; З—тяга; 4 — шарнир
Основными дефектами деталей р у л е в о г о м е х а н и з м а являются износ вала сошки, втулок, подшипников и мест их посадки, обломы и трещины на фланце крепления картера, износ отверстия в картере под втулку вала рулевой сошки и деталей шаровых соединений рулевых тяг; погнутость тяг и ослабление крепления рулевого колеса на валу.
Червяк рулевого механизма заменяют при значительном износе рабочей поверхности или отслоении закаленного слоя. Ролик вала сошки бракуют при наличии на его поверхности трещин и вмятин. Червяк и ролик заменяют одновременно.
Изношенные опорные шейки вала сошки восстанавливают хромированием с последующим шлифованием под номинальный размера Шейка может быть восстановлена шлифованием под ремонтный размер бронзовых втулок, устанавливаемых в картере. Изношенный резьбовой конец вала рулевой сошки восстанавливают вибродуговой наплавкой. Предварительно на токарном станке срезают старую резьбу, затем наплавляют металл, обтачивают под номинальный размер и нарезают новую резьбу. Вал сошки со следами скрученных шлицев бракуют.
В рулевом приводе более быстрому износу подвергаются шаровые пальцы и вкладыши поперечной рулевой тяги, меньшему износу — наконечники. Кроме того, наблюдается износ отверстий на концах тяг, срыв резьбы, ослабление или поломка пружин и погнутость тяг.
В зависимости от характера износа устанавливают годность наконечников (в сборе) поперечной рулевой тяги или отдельных деталей. При необходимости шарнирные наконечники разбирают. Для этого Расшплинтовывают резьбовую пробку, вывертывают ее из отверстия головки тяги, снимают детали. Изношенные шаровые пальцы, а также пальцы, имеющие сколы и задиры, заменяют новыми. Одновременно устанавливают новые вкладыши шаровых пальцев. Слабые или сломанные пружины заменяют новыми. Разработанные отверстия на концах рулевых тяг заваривают. Погнутость рулевой тяги устраняют правкой в холодном состоянии. Перед правкой тягу заполняют сухим мелким песком.
Для устранения дефектов разбирают насос, сливают масло.
Картер ремонтируют при обнаружении следующих основных дефектов:
обломов 1 и трещин на кронштейне крепления картера;
рисок, задиров и износа рабочей поверхности 2 цилиндра, отверстия З во втулке под вал рулевой сошки и отверстия 4 в картере под втулку вала рулевой сошки (рис. 18.)
Обломы и трещины на кронштейне крепления картера устраняют дуговой сваркой постоянным током обратной полярности. При обломах, захватывающих больше одного отверстия, при числе трещин свыше двух и при обломах и трещинах находящихся не на кронштейне картер бракуют.
Изношенную втулку под вал рулевой сошки заменяют. Новую втулку развертывают до размера по рабочему чертежу.
Изношенное отверстие под втулку в картере растачивают под ремонтный размер и запрессовывают втулку соответствующего ремонтного размера по наружному диаметру. Внутренний диаметр втулки обрабатывают до размера по рабочему чертежу
Рулевая сошка может иметь износ зубьев сектора по толщине 1 и шеек 2 вала под боковую крышку и втулку картера рулевого механизма
(рис 19.). При наличии трещин на валу, выкрашивании или отслаивании цементованного слоя на рабочей поверхности зубьев, повреждении шлицев под рулевую сошку деталь бракуют.
Износ зуба сектора по толщине определяют по заданной высоте штангензубомером или шаблоном. При износе выше допустимого деталь бракуют. Износ шеек вала менее 0,15мм по радиусу устраняют хромированием, более 0,15мм — железнением. После гальванической операции шейки шлифуют под размер рабочего чертежа. Рейку-поршень рулевого механизма , как правило, не ремонтируют. Основными дефектами рейки-поршня являются (рис.20.): обломы 1 и трещины, износ поршня по диаметру 6, поршневой канавки по ширине 5, отверстия 4 под шейку винта; ослабление посадки заглушки 3; выкрашивание и отслаивание цементованного слоя на зубьях 2 рейки.
Ослабление посадки заглушки определяют проверкой на герметичность под давлением 7 МПа. При подводе А жидкости и утечке ее через соединения более 15 г/мин посадку заглушки восстанавливают раздачей. При наличии остальных дефектов деталь бракуют и заменяют новой.
Сборку рулевого механизма выполняют на стенде (рис. 21.) с соблюдением общих правил сборочных работ. К стойке 1 стенда приварена поперечина 3, на которой установлены две призмы 5 и два зажимных устройства 2 для крепления рулевого механизма. На поперечины нанесена шкала 6 для определения зазора рулевого колеса. Стенд укомплектован динамометром 4, измеряющим усилия поворота рулевого колеса. После выполнения сборочных работ проводят регулировочные операции, как описано выше.
Рис. 18. Основные дефекты картера рулевого управления
Рис. 19 Основные дефекты вала рулевой сошки.
Рис. 20. Основные дефекты рейки поршня рулевого механизма .
Рис. 21. Стенд для сборки и регулировки рулевых механизмов
Причины возникновения дефектов в шинах и их устранение
Современная автомобильная шина представляет собой эластичную резинокордную оболочку сложной конструкции, монтируемую на обод колеса, наполняемую сжатым воздухом и предназначенную для обеспечения надежной передачи тяговых и тормозных сил, способности устойчивого прямолинейного движения, малого нагрева, пригодности к эксплуатации в любое время года, малой чувствительностью к переезду через рельсы, достаточной сопротивляемостью к повреждению боковых стенок, высокой безопасности и экономичности.
В табл. 24.1 приведены наиболее характерные виды преждевременного износа шин. Наиболее часто встречающимися повреждениями шин являются порезы, неравномерный износ, отслаивание или разрыв протектора, расслаивание каркаса или его излом, прокол или разрыв камеры, пропуск воздуха через вентиль. Своевременное устранение мелких повреждений шин снижает затраты на их ремонт, предупреждает их дальнейшее разрушение и повышает их пробег на 5. 10%. При нормальной эксплуатации шин каркас надежно служит в 2. 3 раза больше срока службы протектора новой шины, т. е. позволяет эффективно эксплуатировать шины с восстановленным 2. 3 раза протектором.
При ремонте автомобильных шин применяют починочный материал (резиновый и резинотканевый):
требующий горячей вулканизации — резину: протекторную листовую (толщиной 2 мм для заполнения повреждений протектора и боковин покрышек), вальцованную (толщиной 10 мм для наложения протектора навивкой узкой ленты) и в виде профилированных лент различных размеров (для наложения нового протектора); листовую прослоечную (толщиной 0,9 и 2,0 мм для обеспечения связи между починочным материалом и покрышкой) и камерную (толщиной 2,0 мм для ремонта камер); клеевую вальцованную (для изготовления резинового клея); обрезиненный корд (для ремонта каркаса покрышки и изготовления пластырей) и прорезиненный чефер (для ремонта бортов покрышек и пяток вентилей);
Глава XVII РЕМОНТ РАМ, РЕССОР И АМОРТИЗАТОРОВ
Основные дефекты рам: трещины и изломы в продольных балках, поперечинах и поперечных брусьях, износ резьбовых и гладких отверстий, нарушение заклепочных соединений, изгиб и скручивание отдельных деталей, износ опорных поверхностей осей и цапф.
Перекос рам проверяют по размерам между одноименными точками передних и задних концов продольных балок. Диагонали между одноименными точками исправной рамы должны быть равны. Изгиб и скручивание рамы определяют на контрольной плите. Верхние полки продольных балок должны лежать в одной плоскости на всей длине рамы.
Восстановление рам автомобилей заключается в следующем.
Погнутые или скрученные продольные балки правят в холодном состоянии специальными переносными приспособлениями, состоящими из .скоб, подкладок и винта или гидравлического цилиндра. В специализированных авторемонтных предприятиях балки правят на стендах с гидравлическим прессом.
Резьбовые отверстия восстанавливают нарезанием резьбы ремонтного размера или заваркой с последующим нарезанием резьбы номинального размера.
Изношенные отверстия под болты развертывают на увеличенный размер, а иногда заваривают, сверлят и развертывают под нормальный размер.
Ослабленные заклепки легко обнаружить по дребезжащему звуку при простукивании. Их заменяют новыми. Подтягивание заклепок не допускается. Клепка всех деталей рамы ведется вгорячую. Если отверстия заклепок изношены, их развертывают под увеличенный размер заклепок или заваривают и сверлят отверстия номинального размера. Для клепки рам применяют специальный гидравлический станок, развивающий усилие до 500 кН. Головки поставленных заклепок должны иметь правильную геометрическую форму, которая достигается применением специальных оправок. Соединения заклепанных деталей должны быть
плотными; на расстоянии, равном трем диаметрам отверстия заклепки, щуп 0,1 мм не должен проходить.
Трещины (после правки рам) заваривают с обеих сторон электродами типа Э42 марки УОНИ-13/55 на постоянном токе обратной полярности. Перед заваркой кромки трещин зачищают и снимают фаску под углом 45°; в конце трещины на расстоянии
.15 мм от ее видимого конца сверлят отверстие диаметром
.8 мм (в зависимости от толщины рамы). Большие трещины и изломы в рамах заваривают с использованием ромбовидной или треугольной накладки из углового железа с предварительной заваркой, если трещина не захватывает всего сечения.
Трещины в продольных балках, проходящие через все поперечное сечение, заваривают, зачищают сварочный шов и ставят на заклепки накладки коробчатого сечения. Накладку устанавливают с наружной или внутренней стороны.
Основные дефекты рессор: потеря радиуса кривизны и упругости,
сдвиг листов (при разрыве центрального болта), поломка, трещины,
износ листов, поломка стяжных хомутов, износ втулок.
Главные причины частых поломок и потери упругости рессорных
листов — перегрузка автомобиля, езда на большой скорости по
плохой дороге и длительные стоянки с грузом, если рессоры во
время стоянки не разгружаются.
Ремонт и сборка рессор. Разбирают и собирают рессоры на
специальных приспособлениях или в тисках. Рессорные листы тща-
тельно промывают, осматривают и при трещинах или износах,
превышающих допускаемые, выбраковывают.
Подкоренные и коренные рессорные листы с обломленными
концами переделывают на короткие.
Листы, потерявшие упругость и форму, правят вхолодную
ударами молотка со стороны вогнутой поверхности на подставке
с выемкой необходимого радиуса или на специальных стендах
(рис. 123). Лист 7 кладут на ведущие роли ки/и 8 стенда. Нужную стрелу прогиба устанавливают при помощи кронштейна 3
и винта 2 по указателю 4 и шкале 5 через
ролик 6 Автоматическое реверсирование электродвигателя позволяет изменять направление вращения ведущих роликов и
движение рессорного листа.
Источник