Ремонт фланцевых соединений трубопроводов




![]()
![]()
5.3.1. При техническом осмотре фланцевых соединений необходимо проверить:
— чистоту уплотнительных поверхностей (зеркал) фланцев;
— нет ли трещин, раковин и свищей;
— правильность опорных мест под гайки или головки болтов;
— исправность крепежных соединений;
— нет ли перекосов или искривления фланцев.
5.3.2. Уплотнительные поверхности фланцев должны быть гладкими, без трещин, забоин, раковин, плен, рисок, эрозийных канавок и других дефектов, снижающих надежность фланцевых соединений.
Устранение обнаруженных дефектов и доводка зеркала фланца до необходимой чистоты достигаются электронаплавкой, проточкой с последующим шлифованием или шабровкой в зависимости от глубины и площади дефекта.
На зеркалах фланцев для мягких (паронитовых) прокладок допускаются круговые риски, остающиеся после обработки резцом.
5.3.3. Выявленные при осмотре фланцев трещины, раковины и свищи должны быть разделаны и заварены.
5.3.4. Опорные места под гайки и головки болтов должны быть параллельны зеркалу фланца, обработаны и достаточны для свободного размещения и вращения гаек.
5.3.5. Для крепления фланцевых соединений применяются болтовые соединения.
Рекомендуемые марки сталей для изготовления гаек и болтов ВСт3сп5 и 20.
Все болты и гайки, бывшие в употреблении или с весьма тугой резьбой (гайка не навинчивается вручную), обязательно должны пройти прогонку (поправку) резьбы. При прогонке смазка производится мыльной водой; применение машинного масла для смазки не разрешается.
5.3.6. Для уплотнения фланцевых соединений применяются мягкие прокладки из паронита толщиной 1,0 — 2,0 мм.
Прокладки со следами излома, складок и трещин к установке не допускаются.
5.3.7. Отклонение параллельности фланцев допускается до 0,2 мм на каждые 100 мм условного диаметра трубопровода.
Перекос фланцевого соединения проверяется щупом при незатянутых болтах.
Запрещаются выправление перекоса фланцев путем неравномерного натяжения болтов и устранение зазора между фланцами с помощью клиновых прокладок или шайб.
5.3.8. При сборке фланцевых соединений необходимо руководствоваться следующим:
а) правильность установки прокладки обеспечивается, если размер внутреннего диаметра прокладки на 3 — 5 мм больше внутреннего диаметра трубы, а размер наружного диаметра прокладки на 2 — 3 мм меньше расстояния между вставленными во фланец болтами;
б) для предохранения прокладок от прилипания к уплотнительным поверхностям фланцев во время работы трубопровода и облегчения выемки их при разборке необходимо паронитовые прокладки натереть с обеих сторон серебристым чешуйчатым графитом, разведенным на воде;
в) для предохранения резьбовых соединений крепежа от заеданий и пригорания следует применять специальные смазки на основе чешуйчатого графита;
г) во избежание перекоса и перетяжки диаметрально противоположные болты следует затягивать попарно методом крестообразного обхода фланца. Затяжку болтов на фланцевых соединениях с паронитовыми прокладками производить нормальными ключами.
Источник
Ремонт фланцевых соединений
Фланцевое соединение – разъемный способ монтажа трубопроводов, арматуры, корпусов аппаратов. Оно состоит из двух фланцев или дисков с отверстиями по центру. Крепеж осуществляют болтами, шпильками. Для герметичности между деталями кладут уплотнительные прокладки.
Под воздействием перепадов температур, высокого давления, агрессивных сред и внешних климатических условий фланцевые стыки изнашиваются. Эрозия, коррозия приводят к утечкам транспортируемых веществ, выходу всего трубопровода из строя.
Порядок ремонта
Методы обнаружения дефектов:
- Визуальный осмотр.
- Измерение геометрических параметров. Отклонения от габаритов, заданных чертежами, свидетельствует о наличии повреждений.
- Рентгеноскопия, ультразвуковой контроль. Электронное оборудование позволяет получить точную информацию о размерах дефектов, глубине их залегания без разборки узла.
- Проверка герметичности. Производится с помощью галоидных, гелиевых течеискателей. При минусовых температурах используют незамерзающий мыльный раствор.
Перед проведением ремонтных работ трубопровод перекрывают, тем самым исключая попадание грязи и посторонних предметов внутрь. Если фланцы сильно повреждены или их ремонт кажется нецелесообразным, их меняют.
- После демонтажа уплотнительные поверхности очищают. Удаляют старые прокладки, шабером убирают коррозионные поражения.
- Редкие глубокие дефекты, забоины, раковины устраняют механическим способом. Образовавшиеся отверстия убирают электронаплавкой, следы от которой зачищают, шлифуют.
- Для плотного прилегания поверхностей друг к другу производят притирку. Для этого берут абразивные порошки и пасты, которые подбирают под фланцевый материал. Появление матового-серого кольца – сигнал к окончанию процесса.
- Вышедшие из строя болты и шпильки заменяют новыми. В большинстве случаев происходит замена прокладок. Их уплотнительные свойства ухудшаются.
Требования к уплотнительным материалам
Прокладки изготавливают из:
- металла (сталь, чугун, алюминий, титан);
- неметалла (резина, фторопласт, паронит);
- комбинированных материалов (графитофторопласт).
На выбор прокладок влияет: рабочая среда, давление, рабочие температуры, нормативные документы.
На прокладочной поверхности не должно быть загрязнений, масляных пятен, следов старых уплотнителей, трещин, забоин.
При фиксации не используют смазочные составы (консистентные, минеральные, синтетические смазки), перевязи (шнурами, нитями, проволокой).
Дефекты фланцевых соединений
Поводом к ремонту служит неплотность соединения, утечки жидкостей, газов. Причиной могут служить повреждения разных частей.
- Уплотнительные поверхности, или зеркала (трещины, раковины и другие дефекты).
- Корпус (уменьшение толщины стенки воротниковых фланцев).
- Соединительные отверстия (срыв, смятие износ резьбы; люфт, превышающий допустимые значения).
- Прокладки (трещины, забоины, смятие).
- Болты, шпильки.
© ЗСПА — детали трубопроводов, 2021 Поставка трубопроводной арматуры по России и СНГ
Источник
Ремонт фланцевых соединений
![]()
При проведении ремонтных работ, связанных с разуплотнением оборудования и трубопроводов, должны быть приняты меры, исключающие загрязнения внутренних полостей или попадания туда посторонних предметов.
Ремонт фланцев трубопроводов и арматуры заключается в устранении дефектов на уплотнительных поверхностях (зеркалах), ликвидации овальности отверстий для шпилек и замене сломанных или дефектных шпилек новыми.
После разборки зеркала фланцев очищают от старых прокладок, графита и следов коррозии до металлического блеска. Очистку производят шабером. Чистоту поверхности зеркал проверяют на отсутствие рисок и штрихов от шабера.
Единичные глубокие дефекты, образовавшиеся на зеркале фланца в результате его разрушения струей пара или воды при повреждении прокладки (эрозионные канавки), а также различные забоины и раковины устраняют электронаплавкой с предварительной выборкой дефекта механическим способом. Наплавленные места зачищают и зашлифовывают.
Приспособление для шлифовки и притирки фланцев приведено на рис.3.4.
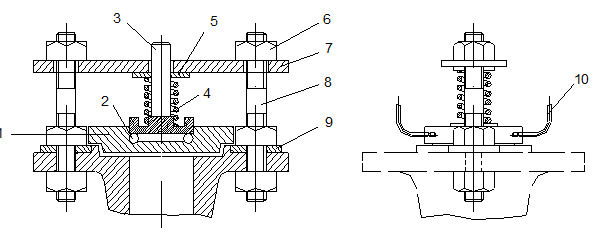
1 — притир (шлифовальный камень или чугунный диск); 2 – шарикоподшипник; 3 ‑ шпиндель;
4 – пружина; 5 и 9 – шайба; 6 – гайка; 7 – планка; 8 – шпилька; 10 – ручка.
Рисунок 3.4 Приспособление для шлифовки и притирки зеркал фланцев.
Притирку делают с применением притирочных микропорошков, а для фланцев с плоскими металлическими прокладками и беспрокладочных – пасты ГОИ (Государственный оптический институт). Притирочные порошки выбирают в зависимости от материала фланцев. В процессе притирки притирочный материал меняют последовательно от более грубых марок до более тонких.
Абразивный материал (порошок, пасту) наносят на зеркало фланца, накладывают притир и вращают его вправо и влево на 1/4 окружности 6-8 раз. После этого притир снимают, притираемую поверхность и притир промывают бензином, накладывают свежий притирочный материал и операции повторяют.
Притирка считается законченной после того, как на поверхности зеркала появится кольцо матово-серого оттенка. Чем шире это кольцо, тем лучше качество притирки.
В тех случаях, когда ремонт фланцев на месте установки невозможен или нецелесообразен, их заменяют новыми.
Контрольные вопросы
1 Каков порядок сборки фланцевых соединений?
2 Как определяется отклонение параллельности уплотнительных поверхностей фланцев во фланцевом соединении?
3 Какова величина допускаемого отклонения параллельности уплотнительных поверхностей фланцев?
4 Каким образом должна производится затяжка крепежа фланцевого соединения?
5 Как контролируется величина затяжки крепежа фланцевого осединения?
6 Что контролируют при сборке фланцевых соединений?
7 В чем заключается ремонт фланцев на месте их установки?
8 Какие меры должны быть приняты при проведении ремонта фланцев в случае разуплотнения оборудования и трубопроводов?
9 Как производится ремонт уплотнительных поверхностей фланцев?
Источник
Ремонт фланцевых соединений
Уплотнительные материалы и их установка.
Типы уплотнительного материала зависят от способа соединения отдельных элементов, соединяемых между собой, вида проходящей по системе среды и ее параметров.
1. Резьбовое соединение трубопроводов систем горячего и холодного водоснабжения, газоснабжения с Т=105◦С уплотняют прядью льна-долгунца с суриковой замазкой. Для этого на резьбу плотно и равномерно наматывают рассученную прядь льна по ходу резьбы и пропитывают ее замазкой.
Суриковая замазка – смесь свинцового сурика и натуральной олифы. Замазка закрывает неплотности и улучшает уплотнения. В последние годы используют и другие замазки и краски.
Резьбовое соединение трубопроводов с Т>105◦С (конденсат, пар, перегретая вода) уплотняют тонким асбестовым шнуром пропитанным замазкой из графита и олифы.
Правильно выполненное уплотненное резьбовое соединение в процессе эксплуатации повышает свою герметичность благодаря некоторому разбуханию льна и образованию ржавчины.
2. Фланцевое соединение трубопроводов уплотняют при помощи прокладок. Прокладки из прокладочного картона перед установкой смачивают водой и проваривают в олифе для придания плотности, или смазывают солидолом.
Паронит изготавливают из асбеста, каучука наполнителей (мел или каолин). Ввиду его повышенной плотности и твердости рекомендуется размочить в воде и пропитать графитовой смазкой на смазочном масле.
При использовании на пару прокладки можно обмазывать порошкообразным графитом без пропитки. Соединения имеющие такие прокладки не прилипают и легко разбираются.
3. Раструбные соединения трубопроводов уплотняют за счет тщательной конопатки их прядью на 2/3 глубины и окончательной заделки цементом или серосплавом.
Ремонт фланцевых соединений.
Неисправность фланцевого соединения проявляется в нарушении герметичности и прорыве газов и жидкости.
Причиной неисправности может быть:
1. неправильный выбор материала прокладок;
2. поочередное сжатие и расширение трубопровода в следствии температурных колебаний;
3. аварийное повышение давления;
4. вибрация аппарата и связанных с ним трубопроводов;
5. небрежная сборка.
Основные способы ремонта.
1. затягивание соединения;
2. замена прокладок;
3. замена фланцев.
На трубопроводах с Р 2 фланцевые соединения крепят болтами с гайками; при Р>40 кгс/см 2 – шпильками с гайками. Шпильками крепят все горячие трубопроводы. Шпильки и гайки изготавливают из качественных углеродистых и легированных сталей марок 30Х, 35Х, 25Х, 2МФА.
Источник
Лекция на тему «Ремонт фланцев трубопроводов»
Лекция на тему «Ремонт фланцев трубопроводов»
Пропуск жидкости или газа во фланцевых соединениях объясняется тем, что при прогреве трубопровода температура неизолированных фланцев растет быстрее температуры крепежных деталей. Неодинаковое температурное расширение фланцев и шпилек приводит к дополнительным усилиям, в результате чего прокладки дают осадку, а соединения пропускают жидкость. Кроме того, пропуски обусловлены плохой подгонкой соприкасающихся поверхностей, дефектами этих поверхностей, некачественной прокладкой и недостаточной подтяжкой болтов и шпилек.
Прежде, чем установить прокладку её тщательно осматривают, не допускаются прокладки со следами излома, пор и трещин. Уплотняющие поверхности тщательно очищают и проверяют отсутствие раковин и забоин.
Чтобы развести фланцы для смены прокладок применяются зубило и клин, однако этот способ часто приводит к повреждению зеркала фланца. Поэтому для развода фланцев используются специальные приспособления.
При проведении ремонтных работ, связанных с разуплотнением оборудования и трубопроводов, должны быть приняты меры, исключающие загрязнения внутренних полостей или попадания туда посторонних предметов.
Ремонт фланцев трубопроводов и арматуры заключается в устранении дефектов на уплотнительных поверхностях (зеркалах), ликвидации овальности отверстий для шпилек и замене сломанных или дефектных шпилек новыми.
После разборки зеркала фланцев очищают от старых прокладок, графита и следов коррозии до металлического блеска. Очистку производят шабером. Чистоту поверхности зеркал проверяют на отсутствие рисок и штрихов от шабера.
Единичные глубокие дефекты, образовавшиеся на зеркале фланца в результате его разрушения струей пара или воды при повреждении прокладки (эрозионные канавки), а также различные забоины и раковины устраняют электронаплавкой с предварительной выборкой дефекта механическим способом. Наплавленные места зачищают и зашлифовывают.
Приспособление для шлифовки и притирки фланцев приведено на рисунке 1.
Притирку делают с применением притирочных микропорошков, а для фланцев с плоскими металлическими прокладками и беспрокладочных – пасты ГОИ (Государственный оптический институт). Притирочные порошки выбирают в зависимости от материала фланцев. В процессе притирки притирочный материал меняют последовательно от более грубых марок до более тонких.
Абразивный материал (порошок, пасту) наносят на зеркало фланца, накладывают притир и вращают его вправо и влево на 1/4 окружности 6-8 раз. После этого притир снимают, притираемую поверхность и притир промывают бензином, накладывают свежий притирочный материал и операции повторяют.

1 – притир (шлифовальный камень или чугунный диск);
2 – шарикоподшипник; 3 – шпиндель; 4 – пружина; 5 и
9 – шайба; 6 – гайка; 7 – планка; 8 – шпилька; 10 – ручка
Рисунок 1 – Приспособление для шлифовки и притирки зеркал фланцев
Притирка считается законченной после того, как на поверхности зеркала появится кольцо матово-серого оттенка. Чем шире это кольцо, тем лучше качество притирки.
В тех случаях, когда ремонт фланцев на месте установки невозможен или нецелесообразен, их заменяют новыми.
1 Каков порядок сборки фланцевых соединений?
2 Как определяется отклонение параллельности уплотнительных
поверхностей фланцев во фланцевом соединении?
3 Какова величина допускаемого отклонения параллельности
уплотнительных поверхностей фланцев?
4 Каким образом должна производится затяжка крепежа фланцевого
5 Как контролируется величина затяжки крепежа фланцевого
6 Что контролируют при сборке фланцевых соединений?
7 В чем заключается ремонт фланцев на месте их установки?
8 Какие меры должны быть приняты при проведении ремонта фланцев в
случае разуплотнения оборудования и трубопроводов?
9 Как производится ремонт уплотнительных поверхностей фланцев?
Источник