- РК 103.11.422-2006. Руководство по капитальному ремонту шатунно-поршневой группы дизелей типа Д50 — часть 1
- Замена цилиндро-поршневой группы автомобильного двигателя.
- Когда нужна замена цилиндро-поршневой группы(ЦПГ)?
- Особенности подборки и замены ЦПГ.
- Замена ЦПГ
- Ремонт поршневой группы
- Подбор поршней
- Подбор поршневых колец
- Ремонт поршневого пальца
- Руководство по ремонту поршневой группы
РК 103.11.422-2006. Руководство по капитальному ремонту шатунно-поршневой группы дизелей типа Д50 — часть 1
2 Организация ремонта.
3 Меры по технике безопасности.
4 Требования на ремонт.
5 Ремонт узлов и деталей шатунно-поршневой группы
6 Сборка шатунно-поршневой группы.
6
10
12
14
22
Приложение А Перечень деталей, подлежащих неразру-шающему контролю. (обязательное)
Приложение Б Нормы допускаемых размеров и износов деталей (обязательное)
при ремонте шатунно-поршневой группы дизелей типа Д50
Приложение В Сводный перечень рекомендуемых стендов, (справочное)
измерительных инструментов и приборов.
Приложение Г Перечень технической документации на (справочное)
ремонт шатунно-поршневой группы дизелей типа
Приложение Д Иллюстрации
1.1 Настоящее «Руководство по ремонту шатунно-поршневой группы дизелей типа Д50 при капитальном ремонте тепловозов ТЭМ2» (далее Руководство) определяет основные требования и устанавливает перечень и содержание работ по ремонту шатунно-поршневой группы дизелей 2Д50М, ПД1М и 1ПД4А.
Руководство является ремонтным документом, соблюдение требований которого обязательно при среднем (СР) и капитальном (КР) ремонте тепловозов ТЭМ2.
1.2 Объем ремонта шатунно-поршневой группы (далее ШПГ), не зависит от вида ремонта (CP, КР) тепловоза.
1.3 ШПГ предназначена для преобразования энергии сгорания топлива в поступательное движение поршней, и через шатун во вращательное движение коленчатого вала.
1.4 ШПГ состоит из шатуна (рис. Д.1) и поршня (рис. Д.2). Шатун изготовлен штамповкой из легированной стали, имеет верхнюю поршневую и нижнюю шатунную головки. Стержень шатуна двутаврового сечения. Такое сечение придает ему жесткость при действии изгибающих моментов. В стержне просверлен канал для поступления смазки от нижней головки к верхней.
В верхней головке запрессована втулка (рис. Д.1 поз. 3). На наружной и внутренней поверхности втулки имеются кольцевые канавки, которые сообщаются между собой четырьмя отверстиями. Нижняя головка разъемная. Съемная часть — крышка (поз. 2) — соединена с верхней половиной нижней головки четырьмя болтами (поз. 5), стопорящимися от проворачивания штифтами (поз. 9). Точность установки крышки относительно верхней половины обеспечивают два штифта (поз. 7), впрессованных в крышку.
Шатунный подшипник состоит из двух взаимозаменяемых вкладышей (поз. 4). В средней части вкладыш имеет отверстие, которое при установке вкладыша в съемную крышку используется для фиксации его штифтом (поз. 8), а при
Источник
Замена цилиндро-поршневой группы автомобильного двигателя.
Иногда возникает необходимость замены цилиндро-поршневой группы. В этой статье описан порядок действий по ее замене.
Когда нужна замена цилиндро-поршневой группы(ЦПГ)?
Замена нужна в случае серьезного повреждения гильз и поршней, вызванных лопнувшими кольцами, заклинивания мотора, износа цилиндров, сточенных до размеров последнего ремонта, или для форсирования двигателя. ЦПГ включает в себя гильзы цилиндров, поршни, поршневые пальцы, и поршневые кольца. 
Особенности подборки и замены ЦПГ.
Приобретая комплект ЦПГ(иногда он называется гильзо-поршневая группа), не забудьте взвесить все поршни и шатуны. Если вы меняете шатуны, взвесьте новые, если нет, взвесьте старые. Разница в весе пары поршень-шатун для любого цилиндра не должна превышать 3-5 грамм. При разнице 10-15 грамм двигатель будет трястись во время работы. Разница в 20 и больше грамм будет сокращать ресурс мотора. Возможно удастся компенсировать разницу в весе используя более тяжелые шатуны с самыми легкими поршнями, и самые легкие шатуны с самыми тяжелыми поршнями.
Удобней менять ЦПГ на снятом двигателе. Замена ЦПГ на двигателе, установленном на автомобиле возможна лишь на моторах, в которых вставные гильзы можно просто выбить.
Замена ЦПГ
Для того, чтобы заменить ЦПГ, сделайте следующее:
1) Закатите автомобиль на яму. Можно делать и лежа под автомобилем, но неудобно.
2) Отключите и уберите аккумулятор.
3) Слейте масло и охлаждающую жидкость.
4) Если есть возможность снять двигатель, снимите и положите на моторный стол. Если нет, придется все делать на автомобиле.
5) Отсоедините все навесные узлы, карбюратор, коллекторы, гидроусилитель руля, инжектор.
6) Снимите головку блока цилиндров.
7) Снимите масляный поддон двигателя.
8) Открутите гайки бугелей шатунов, и снимите бугеля.
9) Осторожно постукивая рукояткой молотка, выбейте все поршни.
10) Положите вынутые поршни в керосин. Если вместе с ЦПГ меняете и шатуны, эта операция не нужна.
11) Подберите по весу поршень, палец и шатун для каждого цилиндра.
12) Специальным съемником извлеките гильзы из блока цилиндров.
13) Запрессуйте новые гильзы. В зависимости от модели двигателя могут понадобиться дополнительные действия. За подробностями обратитесь к инструкции по ремонту вашего автомобиля.
14) Соберите поршни и шатуны, закрутив гайки бугелей. Снова взвесьте их. Если разница больше 3-5 грамм, придется стачивать лишнее, пока вес не придет в норму. После этого пометьте гайки и бугеля и снимите их.
15) Оденьте на поршни поршневые кольца. Старайтесь не сломать их. Кольца должны подходить по размеру. Зазор установленного в гильзу кольца должен быть в пределах 0,2-0,9 мм.
16) С помощью оправки вставьте поршни в блок цилиндров, соблюдая направление. Чтобы выемки на поршнях совпадали с клапанами.
17) Очистите постели шатунов и вкладыши. Смажьте вкладыши маслом, и установите их в постели.
18) Оденьте шатуны на коленчатый вал.
19) Очистите бугеля и вкладыши, смажьте вкладыши маслом, и установите в бугеля.
20) Оденьте бугеля каждый на свой шатун, и затяните.
21) Очистите привалочную поверхность блока цилиндров и головки блока цилиндров.
22) Поставьте новую прокладку головки блока цилиндров.
23) Установите и затяните головку блока цилиндров.
24) Установите и затяните прокладку и масляный поддон двигателя.
25) Поставьте и подключите все навесное оборудование.
26) Залейте охлаждающую жидкость и масло.
27) Поставьте аккумулятор.
28) Заведите двигатель и обкатайте на холостых оборотах в течение восьми — десяти часов.
29) Обкатайте автомобиль в движении.
Заменить ЦПГ сможет любой водитель. В этой статье описан порядок действий по замене, и некоторые секреты, которые позволят хорошо отремонтировать мотор.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Источник
Ремонт поршневой группы
В процессе работы поршни могут иметь следующие дефекты:
- нагар на днище и в канавках под кольцами;
- трещины и царапины на стенках;
- износ по диаметру;
- износ канавок для поршневых колец;
- износ отверстий в бобышках.
Нагар с днища удаляют тупым металлическим скребком или металлической щеткой, предварительно смочив нагар керосином.
Нагар из канавок удаляют специальным приспособлением. Наличие трещин в поршне определяют на слух, для чего поршень берут за головку, а по юбке наносят легкие удары металлическим предметом. Глухой, дребезжащий звук указывает на наличие трещин.
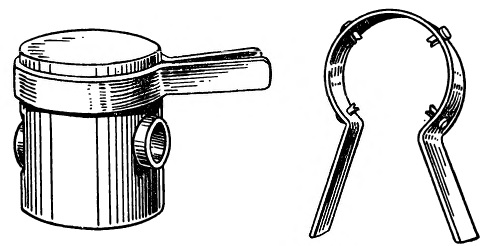
Рис. Приспособление для удаления нагара из канавок поршня.
Поршни, имеющие большой износ по диаметру, трещины и глубокие царапины, необходимо заменить. Изношенные канавки для поршневых колец могут быть проточены под увеличенный размер колец по высоте на токарном станке при помощи приспособления, представляющего собой кольцо с наружным диаметром, равным внутреннему центрирующему пояску поршня. На кольцо, установленное в патрон станка, надевают поршень и закрепляют его болтом с проушиной. Болт проушиной соединен с поршнем посредством поршневого пальца и проходит сквозь шпиндель станка. С обратной стороны болт закреплен гайкой. Канавки на поршне следует протачивать с учетом установленных ремонтных размеров поршневых колец.
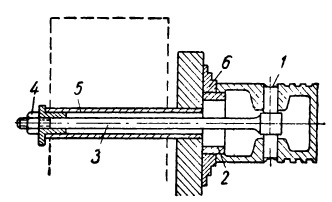
Рис. Установка поршня при проточке поршневых канавок:
1 — поршневой палец; 2 — установочное кольцо; 3 — болт с проушиной; 4 — гайка; 5 — шпиндель станка; 6 — патрон станка.
Изношенные отверстия в бобышках ремонтируют развертыванием их под увеличенный диаметр поршневого пальца при помощи раздвижной развертки с направляющим хвостовиком. Применение коротких разверток недопустимо, так как это легко приводит к нарушению перпендикулярности оси пальца с осью поршня; поэтому после развертывания необходимо проверять перпендикулярность осей на специальном приспособлении.
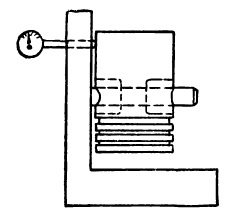
Рис. Проверка перпендикулярности оси поршневого пальца.
Поршень надевают на палец приспособления и придвигают вплотную к стойке. При этом штифт индикатора, укрепленного к стойке, соприкасается с поршнем, и стрелка индикатора даст определенное отклонение. Заметив показания индикатора, поршень снимают и надевают на палец другой стороной. Разница в показаниях индикатора не должна превышать 0,05 мм. В противном случае поршень необходимо забраковать.
Подбор поршней
Поршни подбирают в соответствии с ремонтными размерами цилиндров. Цифру увеличения диаметра поршня выбивают на его днище. Каждый поршень подбирают индивидуально по цилиндру для получения нужного зазора. Величину зазора определяют путем протягивания ленты-щупа между поршнем и цилиндром при помощи динамометра со стороны, противоположной разрезу юбки. Усилие на динамометре при движений щупа через зазор должно лежать в обусловленных пределах.

Рис. Проверка зазора между поршнем и цилиндром:
1 — динамометр; 2 — лента-щуп.
При отсутствии ленты-щупа поршень подбирают с таким расчетом, чтобы он проходил свободно по всей длине цилиндра под легким нажимом руки, но не перемещался от собственного веса при вертикальном положении цилиндра. Кроме зазора, при подборе поршней учитывают также и их вес. Разность в весе алюминиевых поршней одного комплекта должна быть не более 5 г.
Подбор поршневых колец
При износе поверхности колец и потере упругости кольца заменяют новыми ремонтного размера, соответствующего ремонтному размеру поршня и цилиндра. Цифру ремонтного увеличения диаметра поршневого кольца выбивают на его торцевой поверхности около замка. Новое кольцо подбирают по цилиндру и поршню.
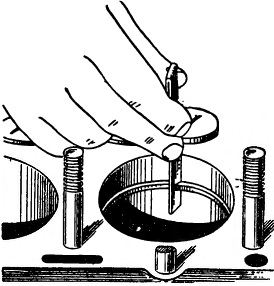
Рис. Проверка зазора в стыке поршневого кольца.
Для подбора кольца по цилиндру нужно установить его в цилиндр, выравнять поршнем и щупом измерить зазор в стыке. Если зазора нет или он мал, то опиливают стык напильником до нормальной величины. Если зазор больше нормального, то кольцо для данного цилиндра непригодно.
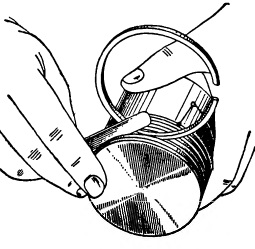
Рис. Измерение зазора в канавке поршневого кольца.
Для подбора кольца по поршню его следует сначала «прокатить» кругом по канавке поршня, а затем щупом измерить зазор в канавке поршневого кольца. При заедании кольца в канавке или при малом зазоре торцевую часть кольца шлифуют вручную на листе наждачной бумаги, укрепленной на ровной деревянной плите.
Упругость колец проверяют на специальном приборе. При этом величина нагрузки должна соответствовать зазору в стыке кольца, установленного в цилиндр.
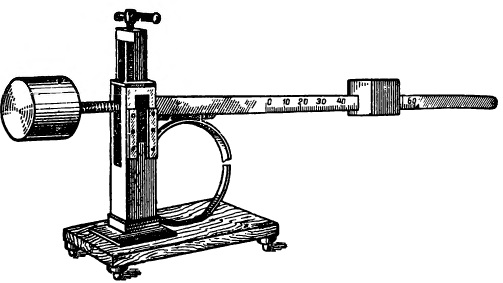
Рис. Проверка упругости поршневого кольца.
Ремонт поршневого пальца
Поршневые пальцы с износом по диаметру более 0,5 мм подлежат замене, а с износом менее 0,5 мм восстанавливаются путем перешлифовывания на меньший размер (если палец был увеличенного ремонтного размера), хромированием или раздачей.
Палец шлифуют на круглошлифовальном или токарном станке при помощи специального супортно-шлифовального приспособления. Это приспособление состоит из электродвигателя со шлифовальным камнем, оно укрепляется в супорте токарного станка.
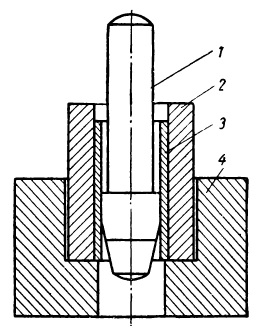
Рис. Раздача поршневого пальца:
1 — оправка; 2 — матрица; 3 — поршневой палец; 4 — основание.
Первоначальный размер пальца восстанавливают хромированием его или раздачей. Раздачу производят в специальном приспособлении, состоящем из основания, матрицы и оправки (пуансона). Палец нагревают до температуры 800—900° и устанавливают в матрицу, затем внутри пальца под давлением пресса или ударами молотка прогоняется оправка. Матрица ограничивает расширение пальца и придает ему правильную форму. После раздачи палец подвергают закалке в масле с последующим отпуском и шлифуют под номинальный размер.
Отремонтированный или новый поршневой палец подбирают по втулке шатуна и отверстиям бобышек поршня.

Рис. Проверка посадки поршневого пальца во втулке головки шатуна.
Во втулку шатуна поршневой палец входит под давлением большого пальца руки. В отверстия бобышек алюминиевого поршня он также входит под нажимом руки, но для этого поршень должен быть нагрет в масле до температуры 70—80°.
Источник
Руководство по ремонту поршневой группы
РЕМОНТ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ (ШПГ) ДВИГАТЕЛЯ
Характеристика дефектов деталей ШПГ, способы их определения и устранения Поршни изготавливаются, как правило, из алюминиевых сплавов АЛ 4, АЛ 10В твердостью НВ 100—130. Их основными дефектами являются износ канавок под поршневые кольца, износ отверстий бобышек под поршневой палец, износ и задиры юбки поршня.
У поршня измеряют диаметры юбки, отверстия в бобышках и ширину канавок под поршневые кольца. Диаметры юбки поршня измеряют микрометром в плоскости качения шатуна и плоскости оси бобышек в двух сечениях.
Диаметры бобышек измеряют нутромером в вертикальной и горизонтальной плоскостях вблизи канавок для стопорных колец.
При износе канавок поршневых колец по ширине более 0,2 мм поршень выбраковывают. Износ отверстий в бобышках устраняется развертыванием отверстий под увеличенный палец. Поршневые пальцы изготавливаются из стали 20Х, 32ХНЗА с последующей цементацией или из сталей 40, 45 с последующей закалкой. Твердость поверхности НРС 56— 65. Основным дефектом пальцев является износ поверхностей сопряжения с втулкой верхней головки шатуна или бобышек поршня.
Диаметры поршневого пальца измеряют микрометром в двух взаимно перпендикулярных плоскостях в местах сопряжения его с бобышками и втулкой верхней головки шатуна.
Восстановление поршневых пальцев осуществляется гальваническим наращиванием (хромирование, железнение), пластическим деформированием (раздачей) с последующей термической и механической обработками.
Шатуны изготавливаются из сталей 45Г2, 40Х, 40, 45 с последующей закалкой и высокотемпературным отпуском до твердости НВ 207—289.
Основными дефектами шатунов является изгиб и скручивание стержня, износ поверхности отверстия верхней и нижней головок, поверхностей разъема нижней головки,’ поверхностей под головку и гайку шатунного болта.
Проверку диаметров головок производят индикаторным нутромером. Изгиб и скручивание шатуна проверяют при помощи приспособления КИ-724, предварительно собрав шатун с крышкой нижней головки (без вкладышей и втулки верхней головки).
Для шатунов двигателей всех марок изгиб не должен превышать 0,04 мм, а скручивание 0,06 мм на длине 100 мм (расстояние между контрольными штифтами). Шатуны правят методом обратного деформирования на специальных приспособлениях или под прессом. Для снятия остаточных напряжений шатуны после правки стабилизируют. При этом их нагревают в электрической печи до 400—450 °С, выдерживают при этой температуре 0,5—1,0 ч и затем медленно охлаждают на воздухе.
Износ поверхности нижней головки шатуна устраняют шлифованием плоскости разъема крышки с последующей расточкой нижней головки. При этом с крышки снимают слой металла толщиной 0,20—0,30 мм.
Верхнюю и нижнюю головки шатуна растачивают на станке УРБ-ВП-М. Овальность и конусность не должны превышать 0,02 мм.
После восстановления отверстия верхней головки шатуна производят запрессовку втулки с последующим растачиванием.
При расточке восстанавливают расстояние между осями верхней и нижней головок шатуна смещением центра расточки втулки. После расточки внутренняя поверхность, втулки раскатывается.
Втулки верхней головки шатуна изготавливаются из бронзы различных марок. Основными дефектами втулок является износ внутренней поверхности и ослабление посадки в верхней головке шатуна. Восстановление осуществляется пластическим деформированием (осадкой, раздачей) или гальваническим наращиванием (меднением). Восстановленную или новую втулку запрессовывают в верхнюю головку шатуна.
Запрессованные втулки предварительно растачивают с припуском на раскатывание 0,025—0,050 мм. Ролики и втулки при раскатке обильно смазывают дизельным топливом. Овальность и конусность не должны превышать-0,005 мм.
Комплектование деталей ШПГ двигателя
Детали ШПГ изготавливают по высокому классу точности. Сопряжения их имеют узкие пределы допустимых зазоров, что требует малого поля допуска на изготовление, что экономически нецелесообразно, поэтому детали ШПГ изготавливают с более широкими допусками и разбивают на три группы. Соединением деталей одной и той же группы (селективная сборка) добиваются заданных значений зазоров.
Кроме этого, детали ШПГ работают в условиях высоких скоростей и значительных знакопеременных нагрузок, поэтому несбалансированность движущихся деталей приводит к ускоренному аварийному износу и возможному отказу. Чтобы обеспечить динамическую сбалансированность кривошипно-шатунного механизма, поршни и шатуны одного комплекта подбирают по массе. Разница в массе шатунов различных двигателей обычно допускается в пределах 8—15 г, а разница в массе поршней не должна превышать 10 г.
Обозначение размерной группы и веса деталей приводится непосредственно на деталях (табл. 4.39). Вместо полной массы на деталях некоторых марок двигателей нанесены 2—3 цифры, обозначающие соответственно сотни, десятки, единицы граммов.
Подбор поршневых колец осуществляют по канавкам поршня и зазору в стыке. В зависимости от марки двигателя зазоры бывают величиной 0,03—0,25 мм. Верхнее компрессионное кольцо ставят с большим зазором. Величину зазора проверяют щупом. Правильно подобранное кольцо-должно свободно перемещаться в канавках и утопать под действием собственного веса. Зазор в замке проверяется-постановкой кольца в гильзу и последующим измерением.
Содержание и порядок выполнения работы
Ознакомиться с заданием и оснащением рабочего места. Проверить шатун на изгиб и скрученность на приборе КИ-724 (рис. 1) и произвести его правку в следующей последовательности:

Рнс. 1. Приспособление для проверки шатуна на изгиб и скрученность.
а —проверка шатуна на изгиб, б — установка индикаторов, в — установка разжимной оправки, г — проверка шатуна на скрученность; 1 — оправка; 2 — разжимная оправка; 3 — призма; 4, 7 — индикаторы. .5 — плита; 6 — упор; 8,10 — конусы; 9 — разжимная втулка оправки; 11 — гайка
— установить шатун на пресс и выпрессовать изношенную втулку из отверстия верхней головки шатуна;
— вставить вместо нее оправку с разжимной втулкой 9. Затем, закручивая гайку 11, конусами 8 и 10 закрепить оправку в отверстии шатуна; установить призму 3 с индикаторами 4 и 7 на оправку 1 таким образом, чтобы упор 6 призмы уперся в плиту 5. Не сдвигая призму с места, провернуть шкалу индикатора 4 АО совпадения нулевого деления с большой стрелкой индикатора. Провернуть призму на 180° и аналогично настроить индикатор 7;
— закрепить шатун на оправке 1 таким образом, чтобы призма 3, установленная на оправку 2, уперлась упором 6 в плиту 5. Отклонение большой стрелки индикатора 4 от нулевого положения покажет величину изгиба шатуна. Провернуть призму 3 на 180° и также по индикатору 7 определить величину скрученности шатуна. Скрученность шатунов тракторных двигателей допускается в пределах 0,05— 0,08 мм, а изгиб — 0,03—0,05 мм на 100 мм длины межосевого расстояния нижнего и верхнего отверстий шатуна;
— при наличии изгиба и скрученности шатун необходимо выправить с помощью приспособлений;
— для снятия остаточных напряжений после правки шатун нагреть в печи до 400—450 °С и выдержать при этой температуре в течение 30—60 мин. Затем оставить медленно остывать на воздухе;
— повторить проверку на изгиб и скрученность.
Запрессовать втулку в верхнюю головку шатуна и расточить ее под поршневой палец в следующей последовательности:
— при наличии изгиба и скрученности шатун выправить с помощью приспособлений и повторить проверку на изгиб и скрученность;
— допускается изгиб и скрученность шатунов соответственно 0,03 и 0,05 мм на 100 мм длины межосевого расстояния нижнего и верхнего отверстий шатуна. Желательно перед правкой нагреть его стержень до 450—600 °С;
— установить шатун на пресс и запрессовать новую втулку в отверстие верхней головки шатуна;
закрепить в отверстии нижней головки шатуна оправку 4 (рис. 1). Установить оправку вместе с шатуном на призмах 5 каретки. Уложить шаблон между упорами на подвижной каретке в кронштейне 5. Маховичком 6 переместить каретку до зажима шаблона между упорами каретки и кронштейном, застопорить каретку винтом 7. Надеть на шпиндель 2 центрирующий конус и маховиком ручного перемещения шпинделя совместить ось втулки шатуна с осью шпинделя. Опорой / и прижимной стойкой 3 закрепить верхнюю головку шатуна так, чтобы не нарушать

Рис. 2. Крепление шатуна при расточке втулки верхней головки: 1 — опора; 2 —шпиндель; 3 — прижимная стойка; 4 — оправка; 5 — призмы каретки; 6 — маховичок передвижения кареток; 7 — винт стопорения каретки; в —кронштейн соосности осей. Вывести шпиндель и снять с него центрирующий конус;
произвести расчет и установить вылет резца. Он при растачивании втулки верхней головки шатуна на станке УРБ-ВП-М определяется по формуле:
Н = (d п + d ш + S – б )/2
Таблица 1. Зазоры в сопряжении втулка шатуна — поршневой палец в двигателях различных марок
Источник