- Основные этапы в ходе ремонта станка
- Контактные телефоны
- Советы по ремонту и эксплуатации токарных станков
- Что такое токарная обработка?
- Подготовка к ремонту
- Ремонт направляющих
- Особенности обработки направляющих
- Ремонтируем каретку суппорта
- Ходовой винт и ходовой вал
- Проведение ремонта станков с ЧПУ
- Техническое обслуживание
- Способы определения неисправностей
- Виды ремонта
- Причины
- Профилактика
Основные этапы в ходе ремонта станка
Любой ремонт станка включает в себя:
- осмотр оборудования, выявление недостатков в работе или поломки;
- устранение неполадок;
- покраску поверхностей, каретки, коробки передач, электрооборудования, коробки скоростей, суппорта, задней бабки, заднего кронштейна, ходового вала, вала включения, ходового винта;
- сборку оборудования;
- проверку готового станка по нормам точности;
- сдачу заказчику по нормам точности и технического паспорта.
НОВИНКИ
.jpeg)
.gif)
.gif)
.jpg)
Контактные телефоны
Екатеринбург
Ижевск
Казань
Красноярск
Москва
Нижний Новгород
Самара
Тюмень
Уфа
Омск
Хабаровск +7 (4212)
Ульяновск +7 (8422)
Казахстан, Караганда +7 (7212)
Изготовление,
продажа, капитальный ремонт
металлообрабатывающих станков,
модернизация станков с ЧПУ.
Источник
Советы по ремонту и эксплуатации токарных станков
Любое оборудование рано или поздно выходит из строя, поэтому осуществлять [ремонт токарного станка] просто необходимо, поскольку приобретение нового станка может вылиться в круглую сумму, да и смысла, честно говоря, в этом нет.
Для начала рассмотрим, что собой представляет токарная обработка, устройство станка, а также поговорим про капитальный ремонт задней бабки токарного станка.
Что такое токарная обработка?
Технологический процесс токарной обработки заключается в уменьшении диаметра обрабатываемого предмета при помощи резца, который оснащен специальной режущей кромкой.
Благодаря вращению обрабатываемого предмета происходит процесс резки, подача и поперечное перемещение осуществляется резцом.
Благодаря этим трем составляющим: вращению, подаче, перемещению, можно воздействовать на величину съема материала, также от этого зависит качество обрабатываемой поверхности, форма стружки и пр.
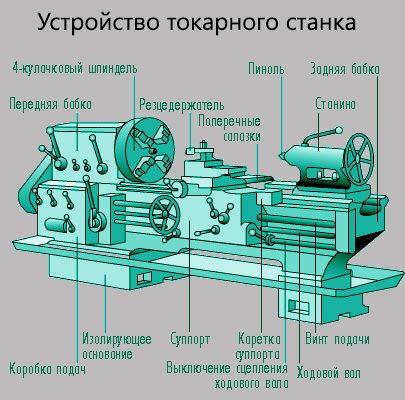
Основные элементы токарного станка:
Станина с направляющими для задней бабки и суппорта;
Спереди станины находится передняя бабка, а также шпиндель и патрон;
К фронтальной части станины крепится коробка передач;
Суппорт с салазками для поперечной резки;
На поперечных салазках располагается держатель резца.
Данные элементы являются основными, в зависимости от модификаций можно получить центровой, токарно-револьверный, многорезцовый и другие станки, которые должны проходить обязательное техническое обслуживание.
Подготовка к ремонту
Самыми распространенными проблемами можно считать износ подшипников, направляющих, вилок включения шестерен и пр.
Капитальный ремонт можно делать только после подготовки оборудования.
Перед тем как остановить станок, необходимо проверить, как он работает вхолостую, чтобы определить повышенный уровень вибраций, шумов.
Чтобы определить состояние качения опор шпинделя, нужно обработать образец. Осевое и радиальное биение шпинделя также подвергается проверке.
Эти действия позволят правильно выявить возникшие проблемы, поскольку они не всегда очевидны.
Вообще на предприятии должно осуществляться обслуживание станков согласно календарному графику.
Таким образом, можно своевременно устранить поломки и недочеты, чтобы избежать капитального ремонта.
Если отправлять станок на капитальный ремонт, то его предварительно нужно помыть от грязи и пыли.
Также требуется слить масла и эмульсии, проверить, чтобы все детали были на месте.
Чистка и смазка направляющих см. на видео.
Ремонт направляющих
Капитальный ремонт направляющих станины можно выполнить несколькими способами: шабрением, шлифовкой, строганием.
Чтобы определить величину износа направляющих своими руками необходимо зачистить поверхность, удалить забоины.
После этого измеряется зазор между направляющими с помощью линейки по всей длине станка. Замеры делаются с шагом в 30-50 см.
Прямолинейность направляющих можно проверить, используя очень тонкую бумагу (не более 0,02 мм), для таких целей подойдет папиросная.
Листки необходимо разложить на направляющих и придавить не тяжелым предметом.
При нормальной прямолинейности вытащить листочки целыми из-под предмета не получится, только обрывками.
Шабрение осуществляется после установки оборудования на покрытие, отличающееся своей жесткостью (специальный стенд).
Далее необходимо проверить направляющие (продольные и поперечные) по описанному выше методу.
Также можно определить отклонения по уровню, который перемещается по направляющим или по мостику задней бабки.
Для ориентира в качестве базовой поверхности обычно выбирают направляющие, расположенные снизу задней бабки, поскольку они подвергаются меньшему износу.
Далее выполняется шабрение с постоянной проверкой на параллельность деталей.
Перед шлифовкой необходимо зачистить поверхности, чтобы убрать все забоины.
Для выполнения этих работ необходимо использовать стол продольно-строгального станка, на который будет установлена станина.
После этого ее необходимо проверить на параллельность.
Далее проверяется извернутость направляющих специальным прибором или уровнем, который устанавливается на мостике задней бабки.
Станина должна быть надежно закреплена на столе, от этого будет зависеть конечный результат. Извернутость направляющих измеряется еще раз (показатели до и после установки не должны различаться) и приступают к шлифовке.
Ремонт направляющих строганием начинается с зачистки поверхности, установки на столе продольно-строгального станка, после этого проверяется на параллельность и фиксируется.
Обработка поверхности резцом для наилучшего результата проводится 3-4 раза.
После выполнения работ необходимо проверить прямолинейность, параллельность и извернутость направляющих и открепить оборудование.
Особенности обработки направляющих
Следует учитывать, что процесс шабрения предполагает использование определенного порядка работ, который для разных станков может отличаться.
Рассмотрим ниже технологию выполнения шабрения токарно-винторезного станка:
Сначала происходит обработка направляющих, которые находятся снизу задней бабки;
Далее – расположенных под прижимными планками и снизу каретки, при этом нельзя допускать, чтобы отклонения по параллельности превышали 15 мкм;
Затем – шабрение поперечного суппорта. Допускаются небольшие погрешности;
Следующим этапом ремонта токарно-винторезного станка является шабрение каретки (ответных направляющих). Для определения погрешности используется трехгранная линейка. Разница винтовой оси и направляющих не должна быть больше 35 мкм;
При сильном износе продольных направляющих токарно-винторезного станка необходимо использовать антифрикционный состав. Здесь важным моментом является достижение соответствия по осям ходового вала с посадочной зоной, рейка перемещения должна иметь хорошее сцепление с шестерней в продольном направлении, в поперечном направлении шпиндельная ось должна быть перпендикулярна передвижению суппорта;
Далее ремонтируются направляющие задней бабки с использованием антифрикционного состава.
См. видео о черновом шабрении.
Обслуживание станков лучше доверять специалистам, поскольку работы должны выполняться четко, профессионально, без отклонений.
Своими руками достичь подобных результатов будет сложно.
Ремонтируем каретку суппорта
Восстановить точность нижних направляющих, которые сопряжены с направляющими основания, не учитывая износ – вот с чего необходимо начать ремонт каретки суппорта.
Также при ремонте каретки необходимо заняться восстановлением перпендикулярности ее плоскости под фартук плоскости основания (под коробку передач).
Расположение данных плоскостей измеряется уровнем. Какой толщины щуп будет подложен под каретку, таким и будет уровень отклонения (величина).
Восстановлению также подлежит параллельность продольных направляющих и их же параллельность к оси поперечной подачи.
Продольные и поперечные направляющие должны точно располагаться друг к другу.
Нужно отметить, что ремонт каретки суппорта – очень трудоемкий процесс, выполнить его своими руками очень сложно, поэтому на предприятии должно быть запланировано обслуживание устройства по графику.
Восстановить направляющие каретки можно, используя компенсационные накладки либо акрилопластом.
Поперечные салазки токарно-винторезного станка можно ремонтировать с помощью шлифовки. Поворотные салазки начинают с шабрения поверхностей, после чего приступают к шлифовке.
При необходимости также ремонтируют верхние салазки.
Для этого поверхность шабрят, выверяют, шлифуют, после чего обязательно проверяют точность сопряжения поверхностей с направляющими поворотных салазок.
Шабрение поперечной каретки см. на видео.
Ходовой винт и ходовой вал
В ходе капитального ремонта может потребоваться совместить оси ходового винта и вала, коробки подач и фартука.
Коробка подачи устанавливается и закрепляется на основании.
Далее на его середине необходимо установить каретку и закрепить ее заднюю прижимную планку. Когда будет установлен фартук, тогда его нужно будет соединить с кареткой.
Далее устанавливают оправы в коробку подач, точнее в ее отверстия, и фартук для ходового финта.
Каретку необходимо подвинуть к коробке подач до того момента, пока торцы оправы не соприкоснуться. Далее нужно измерить просвет, используя щуп с линейкой.
Используя накладки, шабрение направляющих, можно восстановить соосность отверстий ходового винта и вала.
Источник
Проведение ремонта станков с ЧПУ
Ремонт станков с ЧПУ – комплекс работ, направленных на восстановление исправного состояния станочных приборов с числовым программным управлением.
Обслуживание станков с ЧПУ – комплекс мер, направленных на поддержание станочного оборудования в работоспособном состоянии и устранение возможных неполадок. ЧПУ станки – сложные приборы, обеспечивающие автономную или полуавтономную обработку заготовок с высокой точностью.
Из-за сложной конструкции любая проблема может привести к ухудшению точности выполняемой задачи, ввиду чего потребуется ремонт станков с ЧПУ.
Техническое обслуживание
Техническое обслуживание проводится тогда, когда станок с ЧПУ находится еще в исправном состоянии. Цель обслуживания – предотвратить возникновение поломок.
ТО также требуется, когда осуществляется:
- хранение станка;
- транспортировка;
- подготовка к использованию.
Полноценное сервисное обслуживание оборудования способна предоставить фирма-производитель. Помимо стандартных работ, ТО включает проверку соблюдения нормы оснащения помещения, в котором используется агрегат.

При техническом обслуживании станка работы осуществляются целой группой профессионалов, состоящей из:
- слесарей-ремонтников;
- электриков;
- специалистов по электронике;
- операторов;
- смазчиков.
При отсутствии узких специалистов работа возлагается на наладчика. Обслуживание может быть плановым или неплановым. Если периодически проводится плановое ТО в соответствии с нормами эксплуатации, прибегать к обслуживанию второго типа не понадобится. Если же при осмотре оборудования выявлены поломки, нужен ремонт. Его может предоставить сервисная компания.
Способы определения неисправностей
Станки с ЧПУ – приборы, имеющие сложную систему работы. Найти неисправность самостоятельно сложно, поэтому этой задачей занимается сервисный центр. Точно выявить поломку можно при помощи трех методов:
Первый метод предполагает проведение аналитических работ. Он осуществляется специалистами, которые хорошо знают устройство станка с ЧПУ. Логический метод позволяет проанализировать работу станка в целом, и отдельно его узлов и блоке ЧПУ. После этого будут выявлены малейшие неточности, на основе которых можно будет определить причину, и устранить ее.

Второй метод проводится при помощи специально разработанной схемы. Система на станке делится на несколько частей, после чего они отдельно диагностируются. При выявлении неисправности в какой-то части, она делится еще на несколько частей. Каждая из них также анализируется. Данная схема используется, пока не будет найдена точная причина поломки. Только после этого можно будет выбирать способы ее устранения.
Третий метод используется в производственных условиях. Он предполагает применение специальной программы, анализирующей работу агрегата. Когда будет проведен полноценный анализ, программа укажет, какие именно проблемы имеются в работе агрегата, и как их можно устранить. Преимущество этого метода заключается в быстром поиске неисправности без разбора и перевозки станка.
Виды ремонта
Ремонт ЧПУ станков бывает двух типов: текущего и капитального. Первый тип предполагает частичное устранение неполадок, а второй – полноценный ремонт комплектующих прибора. Ранее вместо текущего ремонта осуществлялся средний или малый. Но позже они были объединены с целью обеспечения более качественного ремонта. Комплекс работ по ремонту делится на три этапа:
- восстановление геометрии направляющих, ремонт приводов, наладка деталей, отвечающих за движение инструмента;
- восстановление электрической системы (разводка, датчики, и другие детали);
- ремонт стойки ЧПУ (платы, контроллеры, разводка).
Перед началом ремонта должна быть составлена дефектная ведомость. Ее составляет владелец оборудования. На основе документации будет спланирован комплекс ремонтных работ. После окончания ремонта проводится тестирование прибора. Станок возвращается владельцу, если обнаруженные проблемы будут устранены. При качественном ремонте можно восстановить характеристики агрегата до показателей, соответствующих техническому паспорту устройства.
В некоторых случаях также проводятся действия по аварийному ремонту станков. Он выполняется, когда при производстве оборудования были допущены дефекты. Также этот вид ремонта необходим, если была нарушена эксплуатация прибора.
Причины
Станок ЧПУ состоит из двух частей: самого прибора и системы числового программного управления. Диагностика также проводится раздельно. Сначала обследуется станок, а потом система ЧПУ. Причинами выхода из строя приборов этого типа чаще всего становятся:
- неправильно отрегулированные узлы и рабочий инструмент;
- перегрузка станка;
- несоблюдение нормы эксплуатации;
- износ или повреждения комплектующих;
- неправильный ремонт агрегата.

При неправильно пробитом контрольном числе возникнет ошибка в перфоленте. В этом случае ее придется заменить. Если при хранении перфоленты не учитываются правила, или же на нее попадет масло, она быстро придет в неисправное состояние. Проблема также решается ее заменой. Если в оптическую систему попадет влага, пыль или грязь, фотосчитывание перестанет выполнять свою функцию. Исправить ситуацию можно, протерев спиртом линзу.
Неисправность лентопротяжного прибора – более серьезная проблема. Она повлияет сразу на считывающее оборудование и перфоленту. Для решения проблемы требуется очистка, смазка и регулировка лентопротяжного прибора.
Если технические неисправности возникли в системе с числовым программным управлением, последствия могут характеризоваться ошибками в работе станочного оборудования.
Проблему может решить восстановленная электроника и введение новой программы.

Профилактика
Профилактика предполагает диагностику исправного агрегата с целью обслуживания и выявления возможных технических неисправностей. Профилактические работы могут проводить люди, имеющие специальную подготовку. Комплекс действий включает:
- смазку комплектующих;
- очистку конструкции от грязи;
- очистку или замену воздушных фильтров и электронных систем.
Последняя задача осуществляется при помощи электроников. Смазка требуется деталям, которые подвергаются наибольшему трению при работе. Для смазки используется вазелиновое или индустриальное масло 30. Вместе со станками следует документация, в которой указано, как ими пользоваться. Неисправности могут возникать даже при соблюдении нормы использования.
Источник