- Сварис 200 Схема Электрическая Принципиальная
- Элементы электрической схемы сварочных инверторов
- 2 пользователя(ей) сказали cпасибо:
- Взаимодействие основных узлов и деталей инвертора
- схема электрическая принципиальная и ее особенности
- Сварочный инвертор саи 200 схема
- Схема сварочного инвертора ASEA-160D
- Инверторы ASEA изнутри
- Отличительные особенности инверторов ASEA
- Технические параметры:
- Ремонт аппарата САИ-200
Сварис 200 Схема Электрическая Принципиальная
Его используют при сварке: Цветного металла.

Также, можно проверить, не замкнут ли один из двух датчиков перегрева на радиаторе выходного выпрямителя и на дросселе. Кроме того, в нем дополнительно предусмотрена выходная обмотка, обеспечивающая питание схемы управления. 
Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Сварка «Сварис 200»

Но подсчитать его не составит никакого труда.
Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора. В каждом плече в параллель стоят по два или по три мощных полевика.
Если импульсы есть, следует проверить их прохождение до каждого затвора. Оценка статьи: голосов: 9, средняя оценка: 4,00 из 5 Загрузка
Рассмотрим конкретный пример. Не забудьте поделиться с друзьями Это тоже полезно посмотреть:.
Поскольку самой катушке не требуется повышать частоту, за счет этого она сохраняет свои миниатюрные размеры. В сумме это ампер постоянного тока.
Ремонт сварочного инвертора. Вода внутри. The welding inverter goes into protection.
Элементы электрической схемы сварочных инверторов
Показатель напряжения холостого хода 62 В. Но подсчитать его не составит никакого труда. 
Видео До недавних пор все сварочные работы выполнялись при помощи мощных понижающих трансформаторов, обладавших большими размерами и весом. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок. 
Наиболее важные функции в схеме инвертора принадлежат понижающему трансформатору. 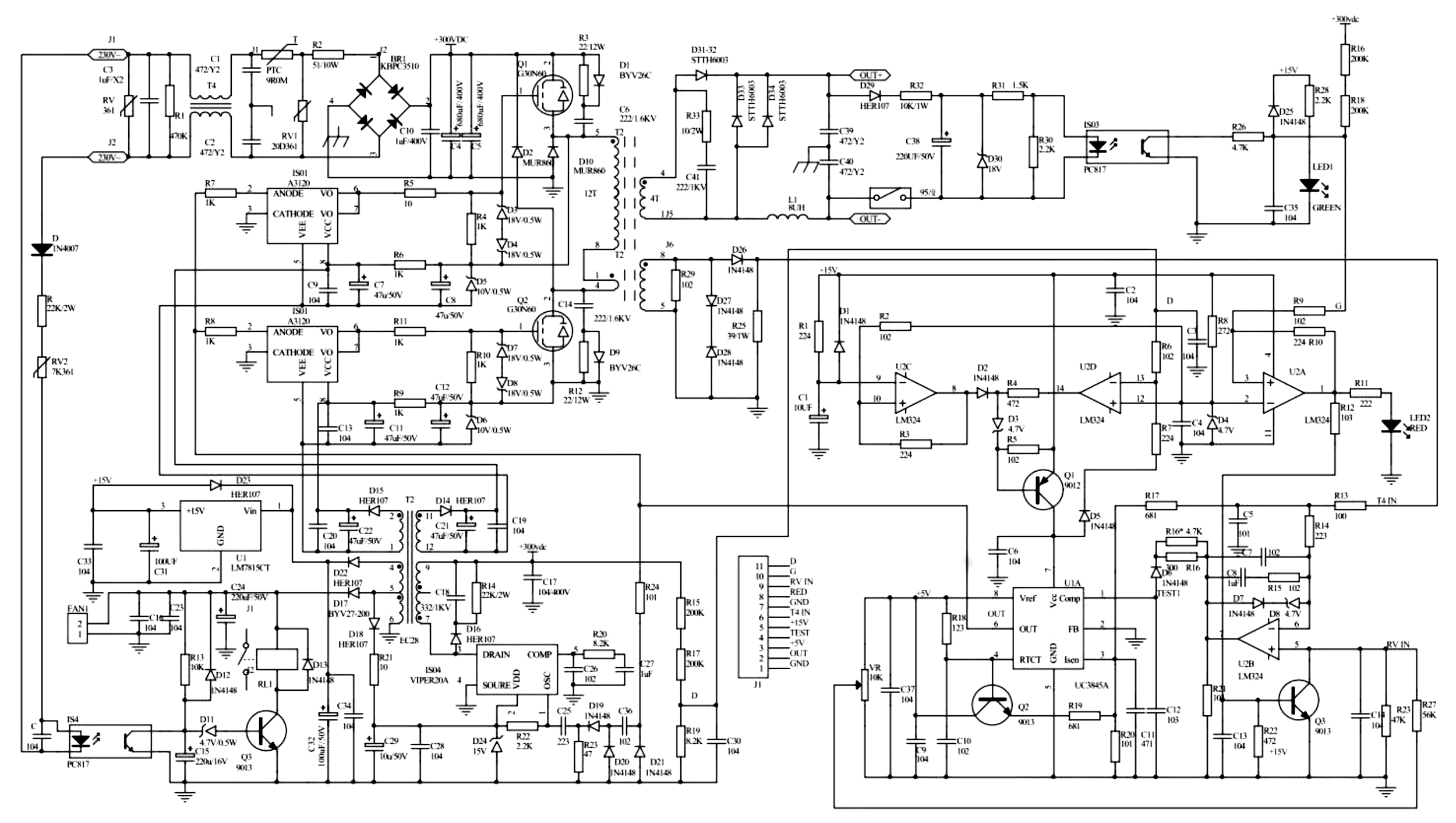
Такой показатель достигается за счет снижения затрат на нагрев деталей и компонентов. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся. 
Комментарий: В начале лета, когда у меня самый разгар «калымов», я уже заработал некоторую сумму денег и решил потратиться на свой личный инструмент не всегда же пользоваться папиным. Низкое энергопотребление, примерно с 2 раза меньше, чем у обычных сварочных трансформаторов. 
Поэтому его вес десятки килограмм, что не совсем удобно. 
При этом измерялось напряжение на клеммах: Все работает нормально.
Ремонт дежурки инвертора РЕСАНТА САИ 220

2 пользователя(ей) сказали cпасибо:
В отличии от arc , схема новой модели лишена основных недостатков. 
Инвертор перестал варить. Входной выпрямитель — это мощный диодный мост, установленный на радиатор, который крепится к плате управления снизу. 
Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками. 
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций: Защита от эффекта залипания электрода. Модуль ключей состоит из четырёх групп по четыре транзистора в группе. 
Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. В каждом плече в параллель стоят по два или по три мощных полевика.
Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, то есть в одну сторону высокое, в другую низкое сопротивление. Сама электросхема инвертора, выполняющего преобразование постоянного тока в переменный со значительно увеличившейся частотой, включает в себя транзисторы, собранные по схеме так называемого косого моста.
Корпус с вентилятором. Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Схема управления преобразователем. Короткое замыкание — неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания. Микросхема управления является основным элементом конструкции.
Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. При изменении тока нагрузки они изменяются. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Ремонт сварочного инвертора Ресанта САИ220. Бахнул конденсатор.
Взаимодействие основных узлов и деталей инвертора
Такая схема сварочного аппарата состоит из следующих элементов: низкочастотный понижающий выпрямительный блок с конденсаторным фильтром; регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный; трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности; сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения; схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.
Материал статьи продублирован на видео:.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5. Два плеча, то есть четыре полевика, вышли из строя, их выводы накоротко соединены между собой.
В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль то есть микросхема закрыта и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль. Они могут работать в среде инертных газов. Ремонт Торус следует проводить с открытия конструкции и визуального осмотра основных элементов.
Достоинства и недостатки сварочных аппаратов инверторного типа Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ. Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе.
схема электрическая принципиальная и ее особенности
Возможность программирования и настройки некоторых моделей на определенный тип сварочных работ. После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
Коротко о самой схеме. RDMMA относится к оборудованию нового типа, которое создается без применения трансформаторов.
Ремонт сварочного аппарата KAISER NBC 200 250. Схема
Источник
Сварочный инвертор саи 200 схема

Схема сварочного инвертора ASEA-160D
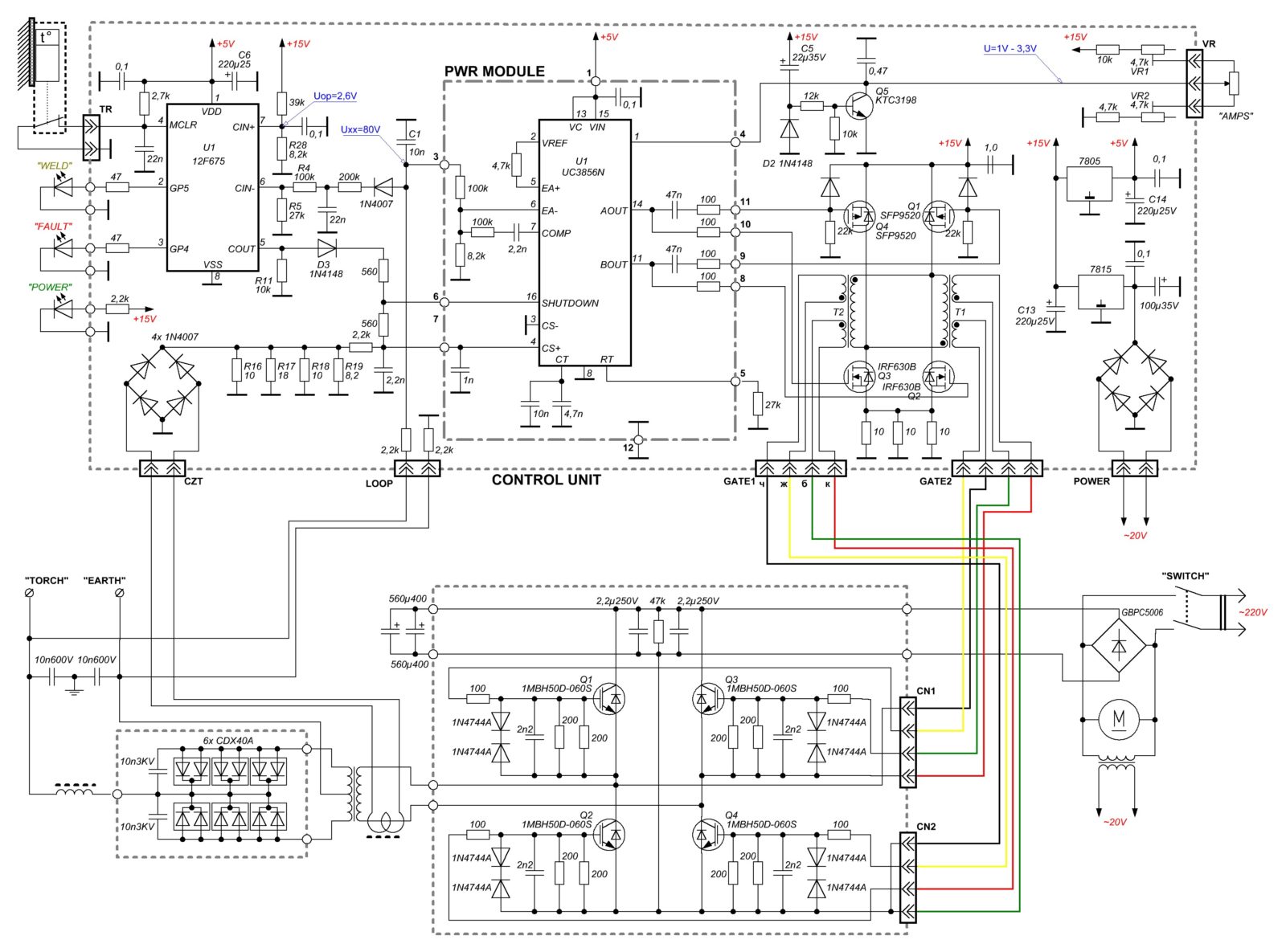
Схема сварочного инвертора — это высокоэффективный переносной сварочное аппарат ASEA-160D изготавливаемый в Южной Корее. Устройство собрано в малогабаритном ударопрочном корпусе. Малогабаритный инвертор ASEA-160D это превосходный выбор для специалистов занимающихся сваркой металла на профессиональной основе.
Принципиальная электрическая схема инверторного сварочного аппарата ASEA-160D
Для увеличения кликните по картинке
Так же он будет идеальным дополнением к техническому оснащению вашей домашней мастерской. Освоить процесс выполнения сварочных работ на этом аппарате в короткое время, под силу даже неопытному новичку. Тем более, инвертор в состоянии работать почти со всеми металлами и сплавами, используя при этом весь диапазон силы тока.
Инверторы ASEA изнутри
Очень важным критерием сварочного инвертора считается возможность электрической дуги образовывать сварной шов высокого качества. Кроме всего выше перечисленного, во время формирования сварного шва практически отсутствует разбрызгивание расплавленного металла, образование пор и трещин в сварных швах.
Отличительные особенности инверторов ASEA
- Плавная и стабильная сварочная дуга
- Устройство снабжено встроенным модулем для автоматического понижения напряжения на выходных зажимах корпуса во время холостого хода до 8v.
- Великолепная адаптация оборудования и его способность работать при существенной разнице сетевого напряжения в диапазоне 150v — 270v.
- Схема сварочного инвертора предусматривает индикацию в цифровом формате, которая отображает силу устанавливаемого тока во время настройки.
- Отличное расположение комплектующих внутри корпуса, применение качественных компонентов, грамотная сборка.
- Способность выполнять сварку металла с использованием защитного газа.
Такого рода параметры, во многом способствуют сварочным инверторам ASEA-160D и более современным моделям, находится долгое время на лидирующих позициях в России среди конкурентов.
Схема сварочного инвертора ASEA-160D, способна выполнять работу при ниже указанных условиях:
- диапазон рабочих температур от – 14°С до + 42°C;
- процентное содержание влаги в воздухе не должно превышать 80% при + 22°С;
Технические параметры:
Категорически не рекомендуется производить сварочные работы в условиях, когда воздух сильно насыщен пылью. Также запрещена эксплуатация во взрывоопасной среде, в помещениях с различными парами и газами, которые способствуют возникновению коррозии металлической конструкции и изоляции.
 Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:
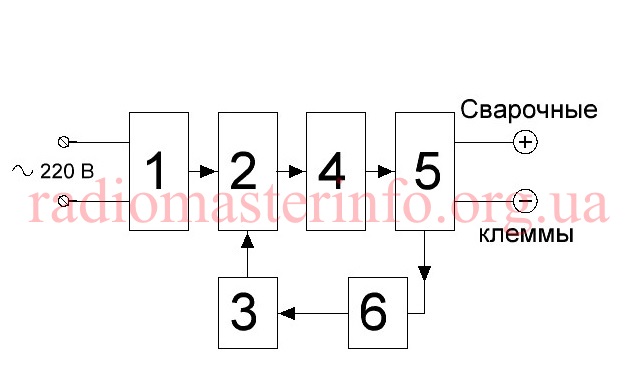
Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.
Так как инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц, как обычный сварочник, габариты и вес его импульсного трансформатора в десятки раз меньше чем обычного сварочного трансформатора на 50 Гц. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
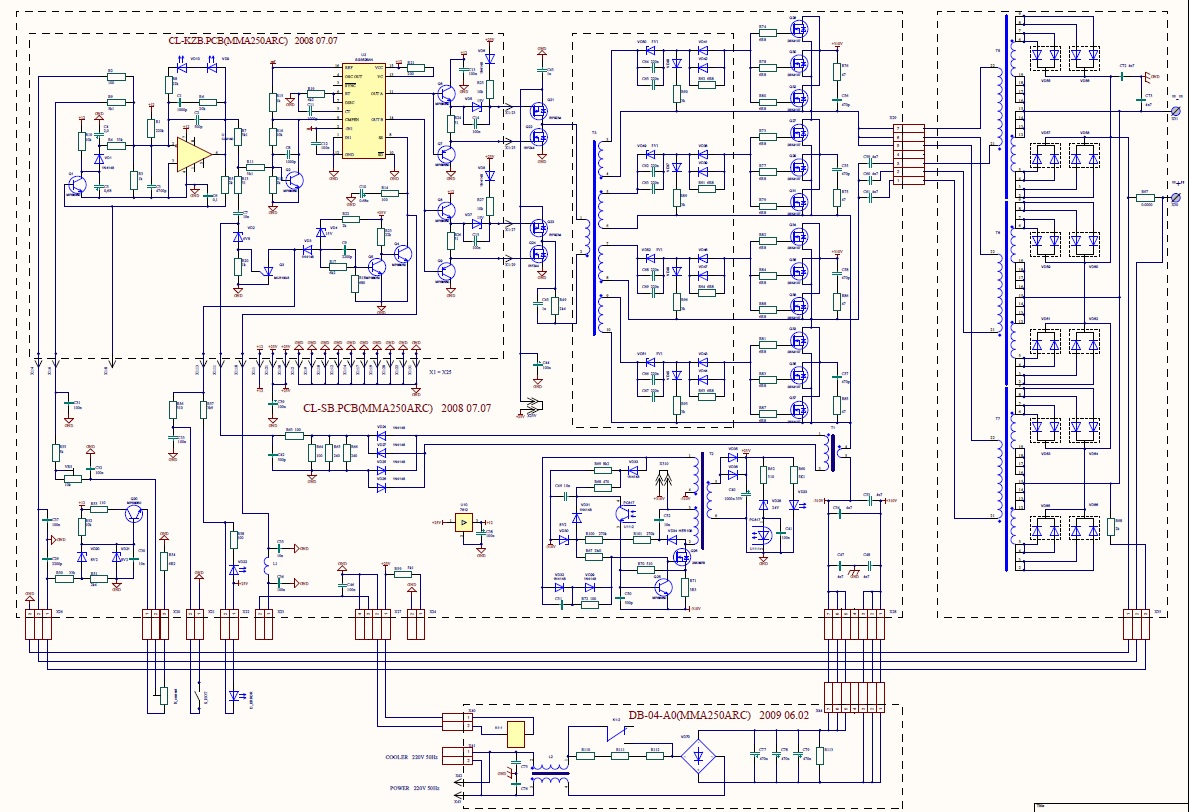
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»

Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.

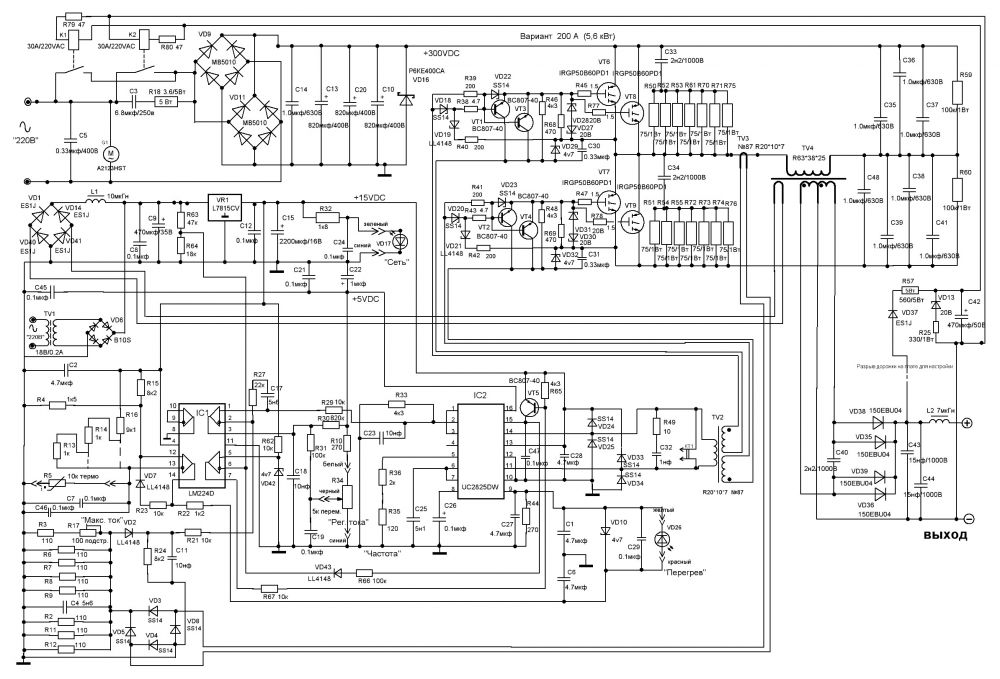
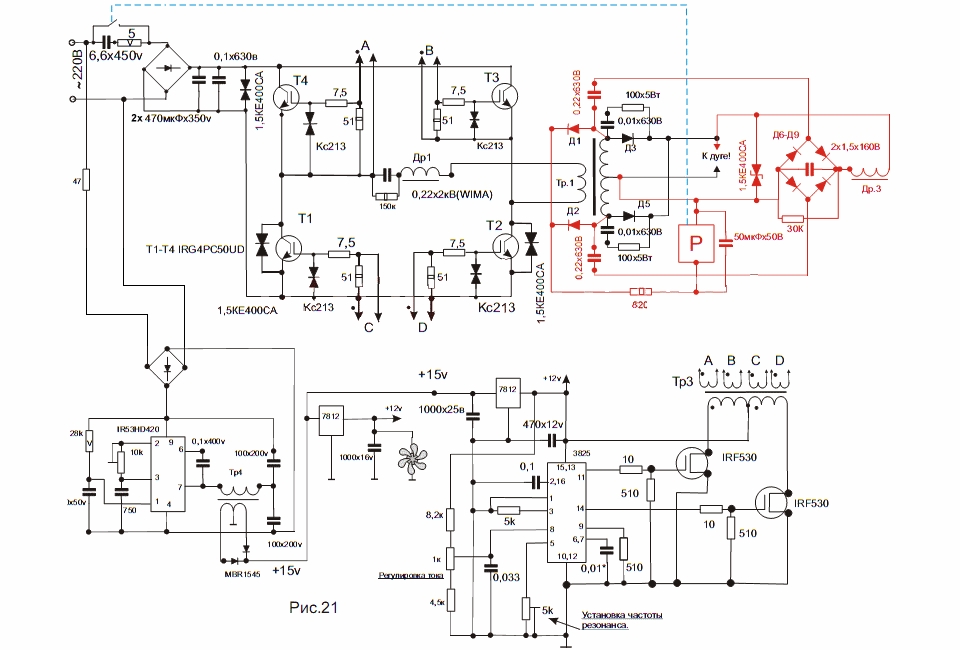
Коротко о самой схеме.
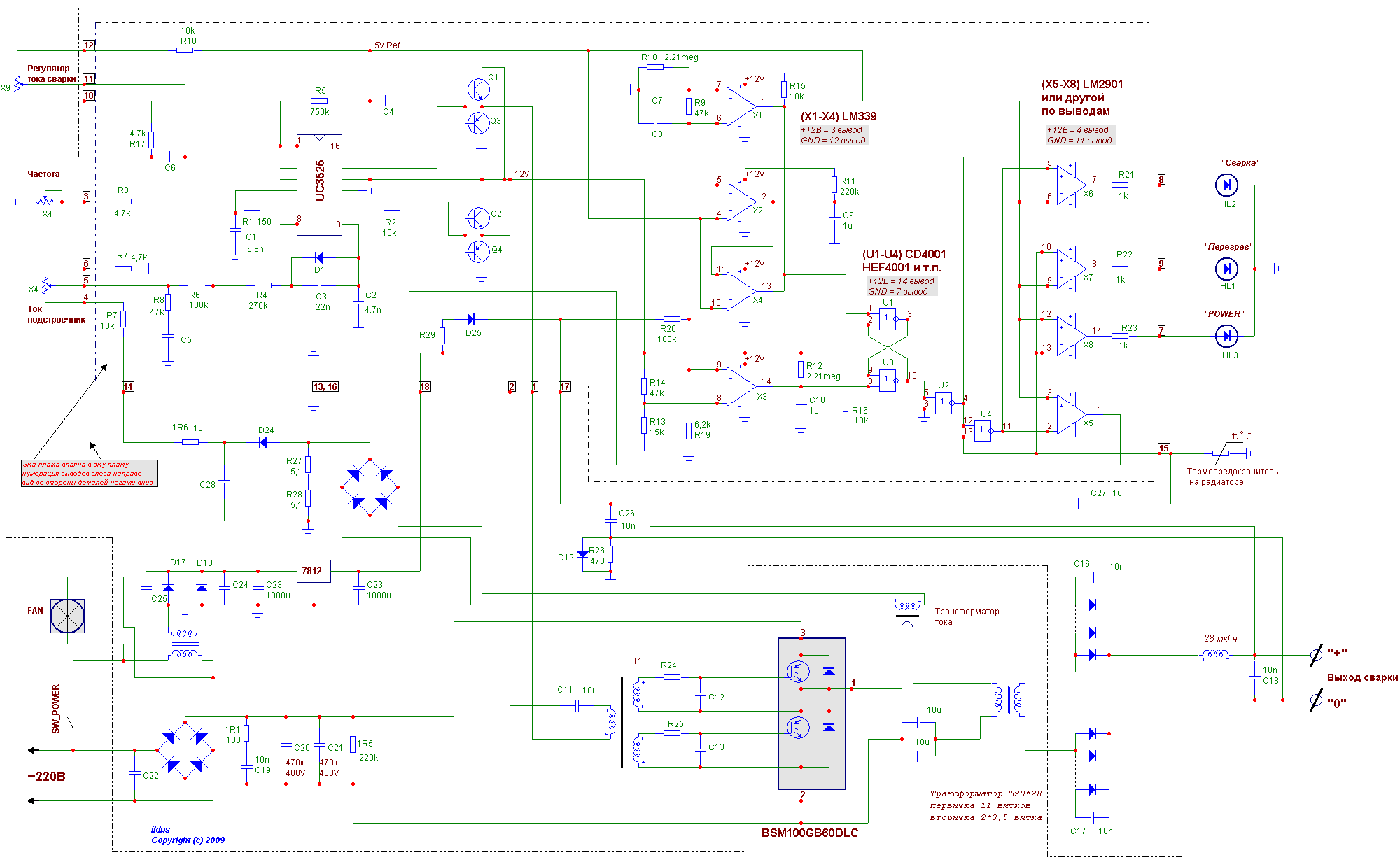
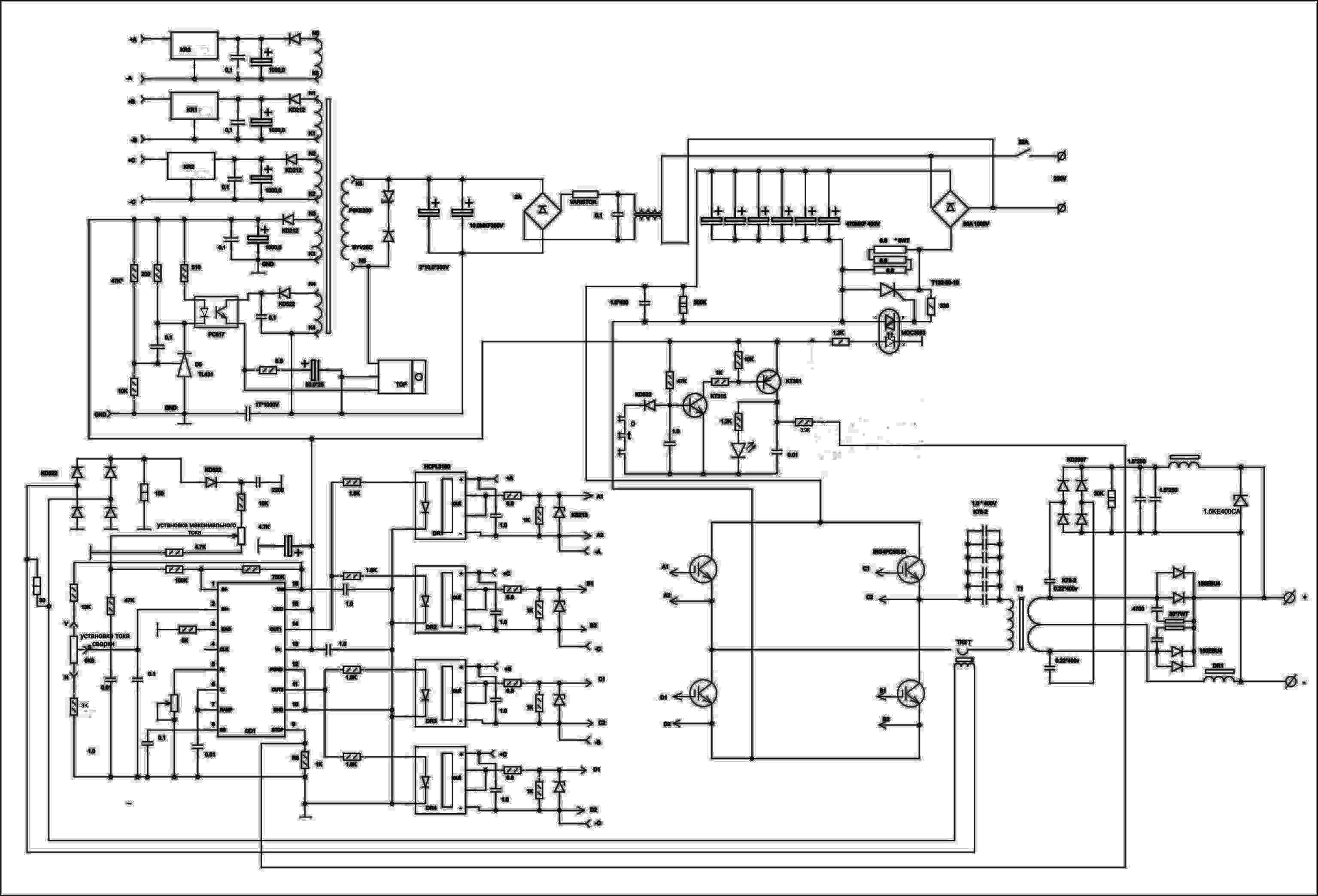
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.
С выхода генератора импульсы поступают на предварительный усилитель выполненный на биполярных транзисторах Q6 — Q9 и полевиках Q22 – Q24 работающих на трансформатор Т3. Этот трансформатор имеет 4 выходные обмотки которые через формирователи подают импульсы на 4 плеча выходного каскада собранного по мостовой схеме. В каждом плече в параллель стоят по два или по три мощных полевика. В схеме ММА 200 – по два, в схеме ММА – 250 – по три. В моем случае ММА – 200 стоят по два полевых транзистора типа K2837 (2SK2837).
C выходного каскада через трансформаторы Т5, Т6 мощные импульсы поступают на выпрямитель. Выпрямитель состоит из двух (ММА 200) или трех (ММА 250) схем двухполупериодных выпрямителей со средней точкой. Их выходы соединены параллельно.
С выхода выпрямителя через разъемы Х35 и Х26 подается сигнал обратной связи.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5.
Выходной каскад питается от выпрямителя сетевого напряжения, собранного на диодном мосте VD70, конденсаторах С77-С79 и формирующего напряжение 310 В.
Для питания низковольтных цепей используется отдельный импульсный блок питания, выполненный на транзисторах Q25, Q26 и трансформаторе Т2. Этот блок питания формирует напряжение +25 В, из которого дополнительно через U10 формируется +12 В.
Вернемся к ремонту. После открывания корпуса визуальным осмотром был обнаружен подгоревший конденсатор 4,7 мкФ на 250 В.

Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках.
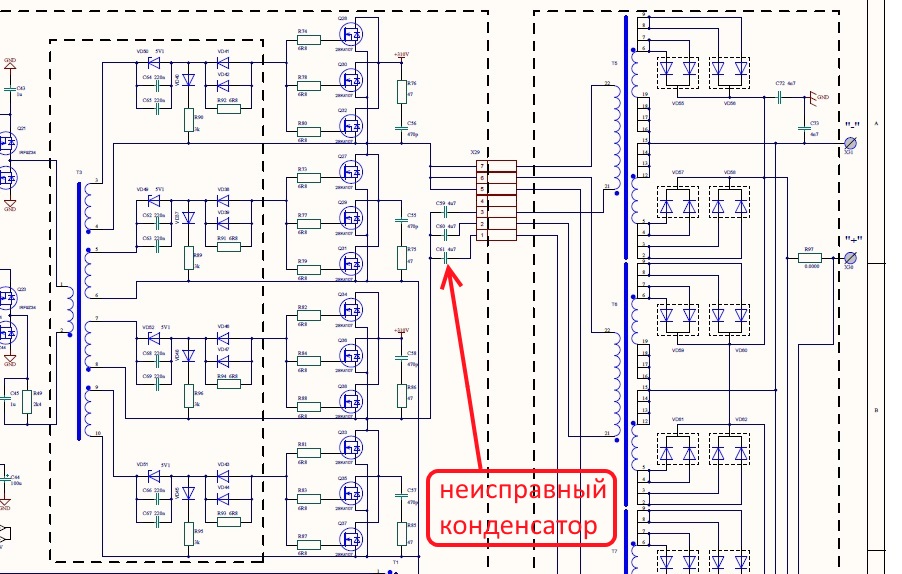
Конденсатор был заменен, инвертор заработал. Все напряжения в норме. Через несколько дней инвертор снова перестал работать.
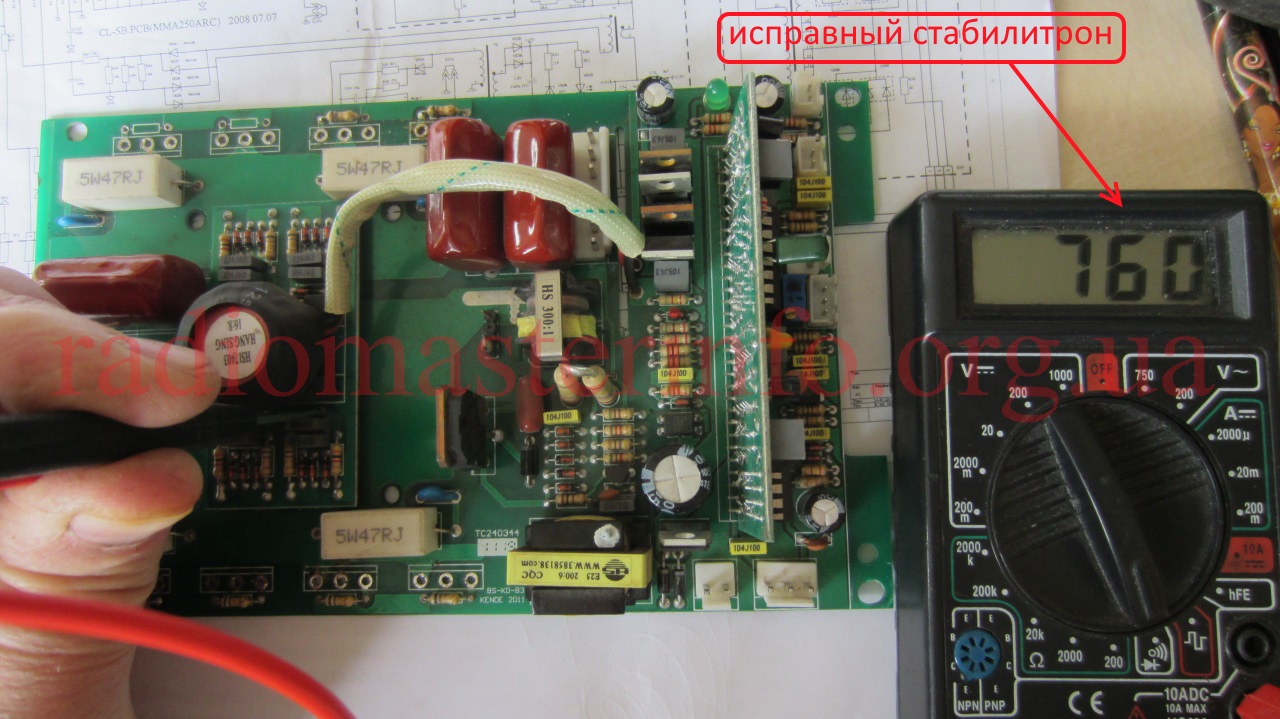
При детальном осмотре были обнаружены два разорванных резистора в цепи затворов выходных транзисторов. Их номинал 6,8 Ом, фактически они в обрыве.

Были проверены все восемь выходных полевых транзистора. Как упоминалось выше, они включены по два в каждом плече. Два плеча, т.е. четыре полевика, вышли из строя, их выводы накоротко соединены между собой. При таком дефекте высокое напряжение от цепей стока попадает в цепи затворов. Поэтому были проверены входные цепи. Там также обнаружены неисправные элементы. Это стабилитрон и диод в цепи формирования импульсов на входах выходных транзисторов.

Проверка производилась без выпаивания деталей путем сравнения сопротивлений между одинаковыми точками всех четырех формирователей импульсов.
Также были проверены все остальные цепи вплоть до выходных клемм.
При проверке выходных полевиков все они были выпаяны. Неисправных, как выше упоминалось, оказалось 4.
Первое включение делалось вообще без мощных полевых транзисторов. При этом включении была проверена исправность всех источников питания 310 В, 25 В, 12 В. Они в норме.
Точки проверки напряжений на схеме:
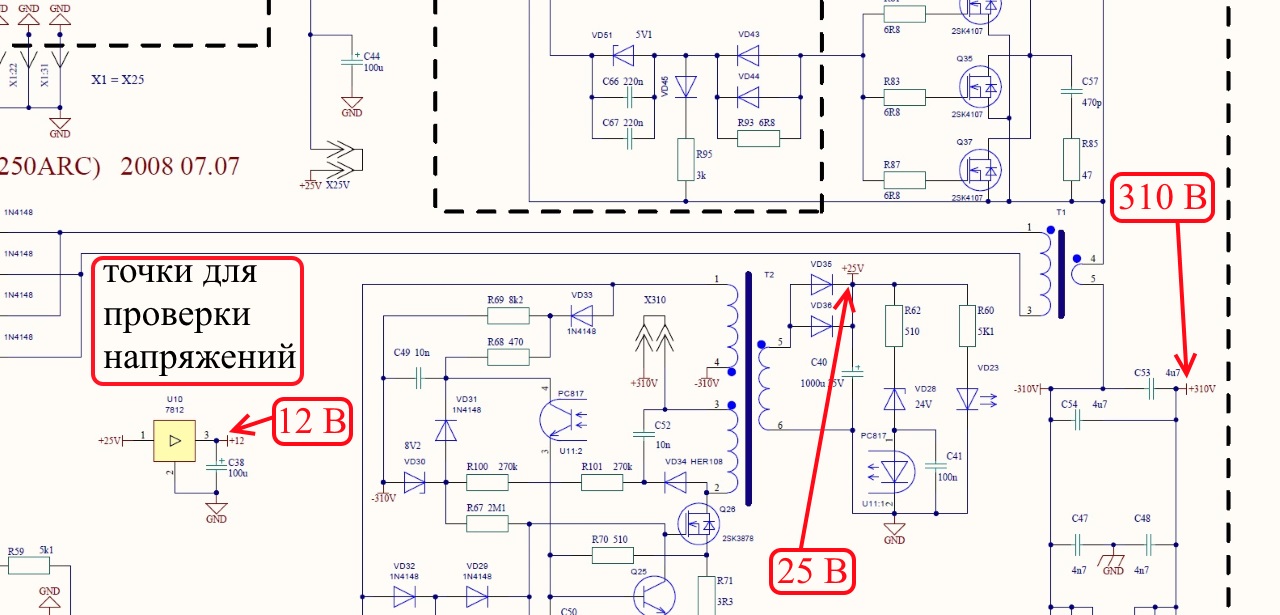
Проверка напряжения 25 В на плате:
Проверка напряжения 12 В на плате:
После этого были проверены импульсы на выходах генератора импульсов и на выходах формирователей.

Импульсы на выходе формирователей, перед мощными полевыми транзисторами:

Затем были проверены на утечку все выпрямительные диоды. Так как они включены в параллель и к выходу подключен резистор, сопротивление утечки было около 10 кОм. При проверке каждого отдельно взятого диода утечка более 1 мОм.
![]()
Далее было принято решение собрать выходной каскад на четырех полевых транзисторах, поставив в каждое плечо не по два, а по одному транзистору. Во-первых, риск выхода из строя выходных транзисторов хотя и минимизирован проверкой всех остальных цепей и работой источников питания, но все же после такой неисправности остается. К тому же, можно предположить, что если в плече по два транзистора, то выходной ток до 200 А (ММА 200), если по три транзистора, то выходной ток до 250 А, а если будет по одному транзистору, то ток вполне сможет достигать 80 А. Это значит, что при установке по одному транзистору в плечо, можно варить электродами до 2мм.

Первое контрольное кратковременное включение в режиме ХХ решено сделать через кипятильник на 2,2 кВт. Это может минимизировать последствия аварии, если все-таки какая-то неисправность была пропущена. При этом измерялось напряжение на клеммах:

Все работает нормально. Не проверенными оказались только цепи обратной связи и защиты. Но сигналы этих цепей появляются только при наличии выходного тока значительной величины.
Так как включение прошло нормально, напряжение на выходе также в пределах нормы, убираем последовательно включенный кипятильник и включаем сварку в сеть напрямую. Снова проверяем выходное напряжение. Оно немного выше и в пределах 55 В. Это вполне нормально.
Пробуем кратковременно варить, наблюдая при этом за работой схемы обратной связи. Результатом работы схемы обратной связи будет изменение длительности импульсов генератора, за которыми мы будем наблюдать на входах транзисторов выходных каскадов.
При изменении тока нагрузки они изменяются. Значит схема работает правильно.
 А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:
А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:

Можно покупать недостающие выходные транзисторы и устанавливать на место.
Материал статьи продублирован на видео:
Ремонт аппарата САИ-200
Вышел из строя источник питания +24В, который распределен по нескольким платам аппарата. Т.к. принципиальной схемы аппарата не было, пришлось прорисовать элементы источника питания и объединить их в схему. Вот что получилось.
Выгорели элемементы: оба транзистора, резисторы R6, R7, стабилитрон D5, по-видимому, в результате попадания большого кол-ва влаги во время работы. Замена элементов заняла значительное время, из труднодоступности элементов в аппарате.
При подобной неисправности в другом аппарате САИ-200, я поступил иначе. Был взят и подключен готовый блок питания на +24В (КАМ3024 со следующими характеристиками — Uвх в пределах от 85 — 265В, Iвх — 0.9 А, Iout — 1,25 А, защита от короткого замыкания), а элементы встроенного блока питания были удалены. Это оказалось намного быстрее и проще.
Источник