- Ремонт шаровых опор полимером по методике sjr: как и зачем?
- Почему нужен ремонт шаровых опор
- Восстановление полимером по технологии SJR
- Что необходимо для проведения работ
- Изготовление экструдера своими руками: подробно о сложном
- Схема работы оборудования на видео
- Восстановление шаровых с помощью самодельного экструдера
- Заливка шаровых на Тойоте Королле: видео
- Экструдер для ремонта шаровых опор своими руками чертежи
Ремонт шаровых опор полимером по методике sjr: как и зачем?

Каждый владелец собственного авто мечтает сэкономить на его обслуживании. Замена шаровых опор — одна из статей расхода, особенно с учётом наших дорог. А если конструкция подвески предполагает одновременную замену шаровой и рычага — вопрос встаёт в копеечку. В помощь водителям изобретена технология SJR — восстановление (ремонт) шаровых опор полимером.
Почему нужен ремонт шаровых опор
Рычаги подвески с помощью шаровых опор удерживают поворотный кулак со ступицей. Фактически это ось поворота колеса. Узел испытывает нагрузки со всех сторон и достаточно быстро изнашивается на неровной дороге. Люфт в шаровой опоре приводит к разболтанности подвески, и что более опасно — к неточностям в рулевом управлении. Критический износ может привести к разрушению опоры — и тогда у автомобиля банально отвалится колесо. Наверное, многие наблюдали подобную картину.
 Конечно, колесо не всегда заваливается, особенно на иномарках, но ВАЗы этим страдают
Конечно, колесо не всегда заваливается, особенно на иномарках, но ВАЗы этим страдают
Хорошо, если подобное случится на незагруженной дороге и малой скорости. А если на трассе и с высокой? Последствия могут быть печальными. Поэтому при появлении минимального люфта следует попытаться определить возможные неисправности шаровых опор.
Восстановление полимером по технологии SJR
Диагностика выявила опасный зазор между шаром и вкладышем опоры? Возникает дилемма: менять или восстанавливать. Опишем вкратце устройство шаровой опоры.
 В зонах, отмеченных красным, износ максимален
В зонах, отмеченных красным, износ максимален
Узел состоит из двух частей, обоймы и поворотного шара. Между ними находится полимер, который демпфирует жёсткие удары и снижает трение между металлическими частями. Система работает по принципу суставной сумки в ногах человека. Именно этот полимер со временем изнашивается, и появляется опасный люфт.
Поскольку разобрать шаровую опору для замены вкладыша невозможно, остаётся одно — расплавить полимер и залить его внутрь. Это и есть суть метода sjr.
 Полимеры для заливки могут быть разных видов
Полимеры для заливки могут быть разных видов
- Во внешнем корпусе (обойме) шаровой опоры проделывается отверстие. Можно использовать готовый штуцер для пресс-маслёнки, если таковой имеется.
- С помощью газовой горелки шаровая опора прогревается до температуры плавления полиамида.
- Одновременно в специальном экструдере разогреваются заготовки (картриджи) из полиамида, аналогичного штатному.
- С помощью экструдера под высоким давлением расплав впрыскивается в полость между обоймой и подвижным шаром. Причём заполняются все трещины, щели и выработки штатного вкладыша.
- Полимер застывает, принимая форму зазора. Люфт устранён, шаровая опора восстановлена.
Преимущества данного способа:
- Универсальность и ценовая доступность.
- Компактность и мобильность оборудования.
- Возможность применения как на небольшой СТО, так и в условиях собственного гаража.
- Доступные расходные материалы.
Существуют ещё способы с применением стационарного оборудования. Технология ремонта близка к заводской, используемой при изготовлении новых шаровых опор. Стоимость ремонта приближается к цене нового узла, что делает процесс нерентабельным.
Что необходимо для проведения работ
Комплект эконом-класса изображён на фото:
 Стоимость комплекта отобьётся лишь спустя время. На один раз его редко кто покупает — невыгодно
Стоимость комплекта отобьётся лишь спустя время. На один раз его редко кто покупает — невыгодно
- Самая важная часть комплекта — это экструдер. В нём происходит нагрев и формирование консистенции полиамида.
- Переходные штуцеры, с помощью которых расплав под давлением заливается в шаровую опору.
- Газовая горелка или строительный фен для разогрева шаровой опоры (если этого не сделать, полимер будет застывать при заливке, и 100% заполнения не будет).
- Дистанционный термометр для контроля за нагревом.
- Воздушный компрессор, создающий давление подпора воздуха для экструдера.
Более продвинутый вариант имеет поршень, создающий давление для экструдера без применения сжатого воздуха.
 Как видно, разновидностей оборудования тоже множество
Как видно, разновидностей оборудования тоже множество
Нет необходимости покупать компрессор, но и сам комплект стоит дороже. Зато можно контролировать температуру нагрева с помощью собственного термометра (опять же, отпадает необходимость его приобретения). Газовая горелка или фен по-прежнему нужны для прогрева шаровой опоры перед заполнением.
Важно! Мобильный комплект позволяет выполнять работы прямо под днищем автомобиля, не снимая шаровой опоры. Однако делать это не рекомендуется, поскольку локальный нагрев с помощью горелки невозможен, есть опасность повредить тормозные шланги или резиновые пыльники. Поэтому не поленитесь демонтировать шаровую опору и проводите работы на верстаке.
Изготовление экструдера своими руками: подробно о сложном
При наличии домашней слесарной мастерской можно изготовить прибор самостоятельно, в крайнем случае стоит воспользоваться услугами токаря.
- Необходимо сделать плотно подогнанные поршень и цилиндр. Диаметр 10–15 см, длины 20–30 см.
 Деталь не должна быть слишком громоздкой
Деталь не должна быть слишком громоздкой
Уплотнительные кольца можно использовать из резины, но в большинстве случаев достаточно густой консистентной смазки.
 Изготовьте уплотнительные кольца из качественной резины
Изготовьте уплотнительные кольца из качественной резины
С глухой стороны к цилиндру подсоединяется штуцер для подачи сжатого воздуха. Он снабжается шаровым краном.
 Подцепите штуцер для нагнетения воздуха
Подцепите штуцер для нагнетения воздуха
В открытую часть воздушного цилиндра вкручивается переходник. Он оборудуется замком для фиксации цилиндра, в котором разогревается полимер.
 Оборудуйте приспособление переходником
Оборудуйте приспособление переходником
Цилиндр для полимера имеет меньшие размеры. За счёт разности в диаметрах давление при запрессовке полимера выше, чем подаваемое от компрессора.
 Обратите внимание на пропорции цилиндра для полимера и самого корпуса экструдера
Обратите внимание на пропорции цилиндра для полимера и самого корпуса экструдера
Иногда экструдер называют станком или стендом для восстановления.
Схема работы оборудования на видео
Восстановление шаровых с помощью самодельного экструдера
После сборки экструдера вам достаточно просто загрузить полимерный картридж в цилиндр и соединить его с подготовленным отверстием в шаровой опоре. Одновременно прогревая корпус шаровой и цилиндр с полиамидом, вы покачиваете палец шаровой опоры для равномерного проникновения расплава. После того как воздушный цилиндр в экструдере остановится, процесс считается оконченным. Дайте возможность застыть полимеру внутри детали, и можно устанавливать шаровую на автомобиль.
Заливка шаровых на Тойоте Королле: видео
Извлекать полиамид из цилиндра после проведения работ не требуется. Он снова расплавится при восстановлении следующей детали.
Изготовив такое приспособление, вы не только сможете экономить на обслуживании подвески, но и зарабатывать, предоставляя подобные услуги знакомым. Затраты на приобретение компонентов для экструдера окупаются после восстановления пары шаровых опор.
Источник
Экструдер для ремонта шаровых опор своими руками чертежи

Подробно: экструдер для ремонта шаровых опор своими руками чертежи от настоящего мастера для сайта olenord.com.
Про устройство шаровой опоры я уже писал, можете почитать здесь. В той статье я краем затронул проблему ремонта, но многие мои читатели начали писать — а можно ли восстановить ее самому. Вначале я думал, что это не правильная экономия, но разобравшись в проблеме, оказывается — отремонтировать иногда намного выгоднее. Еще раз подчеркну намного! Все дело в том, что опоры на данный момент, устанавливаются в рычаги и снять их нельзя! Это не такое строение как было раньше на наших ВАЗ …
СОДЕРЖАНИЕ СТАТЬИ
То есть шаровая опора раньше в 95% случаев снималась, она физически откручивалась от рычага подвески (у наших ВАЗ назывались «лопухи»), да и во многих иномарках 90 – 2000 годов зачастую были съемными. Сейчас многие производители вваривают опоры в рычаг, либо в рулевую рейку. Они не съемные. Таким образом, вам не только нужно менять «шаровую» но еще и полностью рычаг! А это по деньгам может быть очень затратно. Например на Мицубиси стоимость одного может доходить до 20 – 25000 рублей за оригинал, у БМВ – до 50000! Поэтому волей или не волей, возникают вопрос восстановления. Причем это можно сделать и иногда своими руками.
Если вы не перешли на ссылку вверху и не прочитали, здесь немного напомню про строение. Нужно понимать, что шаровая опора служит для подвижного соединения, которое может вращаться, то есть движение сразу в нескольких плоскостях. В автомобилях применяется в основном в передней подвеске, для поворота передних колес.
- Есть цилиндрический корпус.
- Полимерный вкладыш, который в него погружается.
- Металлический палец или «шар» или стержень, названий много. С одно стороны имеет сферический элемент, с другой стороны стержень с резьбой.
- Пыльник, защищает конструкцию от проникновения пыли и грязи.
- Прижимная пружина или вообще дно. Кстати иногда ее нет, если опора не разборная.
| Видео (кликните для воспроизведения). |
Вот так вот бегло, но нам это нужно для того чтобы понять как производить восстановление.
Конструкция шаровой опоры достаточно прочная, может ходить долгие тысячи километров. Однако со временем изнашивается полимерный вкладыш. Это единственное уязвимое место. Именно он принимает на себя, основную нагрузку от неровных дорог.
Усугубляет ситуацию порванный пыльник, когда он рвется — внутрь поступает грязь, пыль, песок и т.д. Все это начинает работать как «наждачная бумага», металлический шар (пальца), начинает стирать полимерную вставку.
То есть износу подвергаются всего два основных части – вставка из полимера и резиновый (силиконовый) пыльник – именно их и нужно восстановить.
Хочется отметить, что в совсем запущенных моментах, когда вкладыш стерся до основания, страдает и сам «металлический шар» ведь он начинает тереться об металл стенок корпуса. Но это совсем запущенный случай.
Есть несколько способов восстановления или ремонта шаровой опоры. Если «пыльник» меняется достаточно легко, просто выкидываем и ставим новый. То вот с полимерным составом не так все просто. Есть всего два основных способа ремонта:
- Физический ремонт, обычно применяется для разборной опоры. Когда разбираете «шаровую» и меняете полимерное наполнение.
- Ремонт неразборной опоры. Здесь принцип другой, применяются жидкие полимеры, которые закачиваются в корпус.
Теперь более подробно о каждом способе.
Физический ремонт
Это самый легкий способ – когда шаровая опора разбирается. Дно у нее выкручивается, вынимаем изношенную полимерную вставку и заменяем ее. Раньше такой ремонт был на многих автомобилях, в том числе продавались и для наших заднеприводных ВАЗ. Продавались и ремкомплекты, которые можно было приобрести и поменять.
Поэтому опоры ходили очень долго, хотя «вставки» менялись достаточно часто. Чуть позже такие шаровые перестали выпускать, толи не выгодно, толи «заговор производителей». Сейчас в 95% случаев они неразборные.
Ремонт неразборной шаровой опоры
Мало того, что вы их разобрать не можете, так еще и снять иногда от рычага не получится! Просто абсурд – чтобы поменять «шаровую», меняем полностью рычаг! А ведь в рычаге их может быть две.
Первый срезают физически дно – скажем болгаркой, подбирают вставку и заваривают дно. Метод не один из самых лучших, но возможный. Лично я вам его не советую.
Второй заливка жидкого полимера внутрь под давлением, то есть неразборное восстановление. Обычно применяют фторопласт. Стоит рассказать более подробно.
Сделать это можно, но сложно. Потребуется специальное оборудование и полимер (фторопласт). Принцип такой мы просто высверливаем в дне шаровой отверстие, дальше нарезаем резьбу, чтобы можно было закрутить специальный металлический «приемник».
В эту резьбу закручивается «трубка – приемник» от специального пресса (экструдера), который подает расплавленный фторопласт под давлением. Нужно отметить, что он расплавляется при температурах в 170 – 200 градусов Цельсия.
Затем нагреваем трубку, обычно и сам пресс с «жидкой массой». Внутри шаровой фторопласт также расплавляется + смешивается с массой которая поступает через трубку, происходит процесс под давлением в 2 атмосферы.
После заполнения трубка отсоединяется, пресс с полимером убирают. Полимер застывает и образует монолит, который обволакивает «шарик» все стуки и вибрации проходят – ведь разбитое место заполнилось полимером. В отверстие, которое было просверлено, закручивается специальный клапан или «тавотница».
После такого ремонта шаровая опора может ходить очень долго, иногда даже не меньше чем новая. Смотрим подробное видео.
Однако стоит отметить – если пыльник прорван и очень много всякой грязи попало внутрь «шарика», то стоит вначале отчистить его, иначе износ будет очень большой. Отчистка должна быть до зеркала.
Вот собственно и все. В заключении хочется сказать, что если есть возможность поменять и поставить новую оригинальную опору лучше его сделать. Ведь новая, подчеркиваю ОРИГИНАЛЬНАЯ (не Китай), всегда будет лучше, чем восстановленная. Ее вам хватит на многие тысячи километров.
Читайте наш сайт, искренне ваш АВТОБЛОГГЕР.
Каждый владелец собственного авто мечтает сэкономить на его обслуживании. Замена шаровых опор — одна из статей расхода, особенно с учётом наших дорог. А если конструкция подвески предполагает одновременную замену шаровой и рычага — вопрос встаёт в копеечку. В помощь водителям изобретена технология SJR — восстановление (ремонт) шаровых опор полимером.
Рычаги подвески с помощью шаровых опор удерживают поворотный кулак со ступицей. Фактически это ось поворота колеса. Узел испытывает нагрузки со всех сторон и достаточно быстро изнашивается на неровной дороге. Люфт в шаровой опоре приводит к разболтанности подвески, и что более опасно — к неточностям в рулевом управлении. Критический износ может привести к разрушению опоры — и тогда у автомобиля банально отвалится колесо. Наверное, многие наблюдали подобную картину.

Конечно, колесо не всегда заваливается, особенно на иномарках, но ВАЗы этим страдают
Хорошо, если подобное случится на незагруженной дороге и малой скорости. А если на трассе и с высокой? Последствия могут быть печальными. Поэтому при появлении минимального люфта следует попытаться определить возможные неисправности шаровых опор.
Диагностика выявила опасный зазор между шаром и вкладышем опоры? Возникает дилемма: менять или восстанавливать. Опишем вкратце устройство шаровой опоры.

В зонах, отмеченных красным, износ максимален
Узел состоит из двух частей, обоймы и поворотного шара. Между ними находится полимер, который демпфирует жёсткие удары и снижает трение между металлическими частями. Система работает по принципу суставной сумки в ногах человека. Именно этот полимер со временем изнашивается, и появляется опасный люфт.
Поскольку разобрать шаровую опору для замены вкладыша невозможно, остаётся одно — расплавить полимер и залить его внутрь. Это и есть суть метода sjr.

Полимеры для заливки могут быть разных видов
- Во внешнем корпусе (обойме) шаровой опоры проделывается отверстие. Можно использовать готовый штуцер для пресс-маслёнки, если таковой имеется.
- С помощью газовой горелки шаровая опора прогревается до температуры плавления полиамида.
- Одновременно в специальном экструдере разогреваются заготовки (картриджи) из полиамида, аналогичного штатному.
- С помощью экструдера под высоким давлением расплав впрыскивается в полость между обоймой и подвижным шаром. Причём заполняются все трещины, щели и выработки штатного вкладыша.
- Полимер застывает, принимая форму зазора. Люфт устранён, шаровая опора восстановлена.
Преимущества данного способа:
- Универсальность и ценовая доступность.
- Компактность и мобильность оборудования.
- Возможность применения как на небольшой СТО, так и в условиях собственного гаража.
- Доступные расходные материалы.
Существуют ещё способы с применением стационарного оборудования. Технология ремонта близка к заводской, используемой при изготовлении новых шаровых опор. Стоимость ремонта приближается к цене нового узла, что делает процесс нерентабельным.
Комплект эконом-класса изображён на фото:

Стоимость комплекта отобьётся лишь спустя время. На один раз его редко кто покупает — невыгодно
- Самая важная часть комплекта — это экструдер. В нём происходит нагрев и формирование консистенции полиамида.
- Переходные штуцеры, с помощью которых расплав под давлением заливается в шаровую опору.
- Газовая горелка или строительный фен для разогрева шаровой опоры (если этого не сделать, полимер будет застывать при заливке, и 100% заполнения не будет).
- Дистанционный термометр для контроля за нагревом.
- Воздушный компрессор, создающий давление подпора воздуха для экструдера.
Более продвинутый вариант имеет поршень, создающий давление для экструдера без применения сжатого воздуха.
Нет необходимости покупать компрессор, но и сам комплект стоит дороже. Зато можно контролировать температуру нагрева с помощью собственного термометра (опять же, отпадает необходимость его приобретения). Газовая горелка или фен по-прежнему нужны для прогрева шаровой опоры перед заполнением.
Важно! Мобильный комплект позволяет выполнять работы прямо под днищем автомобиля, не снимая шаровой опоры. Однако делать это не рекомендуется, поскольку локальный нагрев с помощью горелки невозможен, есть опасность повредить тормозные шланги или резиновые пыльники. Поэтому не поленитесь демонтировать шаровую опору и проводите работы на верстаке.

Верстак обеспечит удобство и безопасность
При наличии домашней слесарной мастерской можно изготовить прибор самостоятельно, в крайнем случае стоит воспользоваться услугами токаря.
- Необходимо сделать плотно подогнанные поршень и цилиндр. Диаметр 10–15 см, длины 20–30 см.
 Деталь не должна быть слишком громоздкой
Деталь не должна быть слишком громоздкой - Уплотнительные кольца можно использовать из резины, но в большинстве случаев достаточно густой консистентной смазки. Изготовьте уплотнительные кольца из качественной резины
- С глухой стороны к цилиндру подсоединяется штуцер для подачи сжатого воздуха. Он снабжается шаровым краном. Подцепите штуцер для нагнетения воздуха
- В открытую часть воздушного цилиндра вкручивается переходник. Он оборудуется замком для фиксации цилиндра, в котором разогревается полимер. Оборудуйте приспособление переходником
- Цилиндр для полимера имеет меньшие размеры. За счёт разности в диаметрах давление при запрессовке полимера выше, чем подаваемое от компрессора. Обратите внимание на пропорции цилиндра для полимера и самого корпуса экструдера
 Деталь не должна быть слишком громоздкой
Деталь не должна быть слишком громоздкой Изготовьте уплотнительные кольца из качественной резины
Изготовьте уплотнительные кольца из качественной резины Подцепите штуцер для нагнетения воздуха
Подцепите штуцер для нагнетения воздуха Оборудуйте приспособление переходником
Оборудуйте приспособление переходником Обратите внимание на пропорции цилиндра для полимера и самого корпуса экструдера
Обратите внимание на пропорции цилиндра для полимера и самого корпуса экструдераИногда экструдер называют станком или стендом для восстановления.
После сборки экструдера вам достаточно просто загрузить полимерный картридж в цилиндр и соединить его с подготовленным отверстием в шаровой опоре. Одновременно прогревая корпус шаровой и цилиндр с полиамидом, вы покачиваете палец шаровой опоры для равномерного проникновения расплава. После того как воздушный цилиндр в экструдере остановится, процесс считается оконченным. Дайте возможность застыть полимеру внутри детали, и можно устанавливать шаровую на автомобиль.
Извлекать полиамид из цилиндра после проведения работ не требуется. Он снова расплавится при восстановлении следующей детали.
Изготовив такое приспособление, вы не только сможете экономить на обслуживании подвески, но и зарабатывать, предоставляя подобные услуги знакомым. Затраты на приобретение компонентов для экструдера окупаются после восстановления пары шаровых опор.
Шаровые опоры не позволяют передним колесам автомобиля вывернуться наружу, удерживая их в вертикальном положении. Опоры все время выдерживают огромные нагрузки, поэтому менять их приходится достаточно часто. Причем у некоторых моделей, их можно заменить только вместе с рычагом управления, а это дорогостоящая и сложная процедура. Существует технология восстановления опор, которая экономит средства автовладельцам и даже станки, которые делают своими руками народные умельцы.
Шаровая опора является элементом передней подвески, несущим основную нагрузку. Она может быть нижней и верхней. Основная часть — это палец с круглой головкой. Головка заключена в грязезащитный чехол со смазкой. Все устройство спрятано в корпус из пластика, который со временем начинает пропускать грязь. Попадая между головкой и чехлом, песок и земля царапает головку и защитную оболочку чехла. А проникающая влага вызывает появление ржавчины.
Современная технология восстановления позволяет своими руками, без разборки автомобиля, отремонтировать опоры.
Под давлением в корпус узла опоры впрыскивается расплавленный полимер особого вида. Все появившиеся в корпусе пустоты и щербины заполняются пластиком, который создает дополнительную прокладку в форме линзы в необходимых местах. Восстановление занимает всего 15 минут, оборудование на основе американских разработок используется в большинстве автомастерских.
Описанная выше технология воплощается с помощью станка. Он состоит из:
- блока управления с табло, на котором показывается текущая и конечная температуры;
- экструдера;
- компрессора на 6 атм;
- пневматического цилиндра;
- термокарандаша;
- набора переходников-форсунок;
- полимера.
Дополнительно необходимо приобрести газовую горелку и слесарный инструмент.
К пневмоцилиндру на резьбу накручивается экструдер, в котором уже находится полимер. В корпусе опоры просверливают отверстие с резьбой. С помощью этой резьбы накручивают форсунку, которую через насадку крепят к экструдеру.
Как только полимер станет мягким, необходимо запустить пневмоцилиндр, выдавливающий материал сквозь плунжер в форсунку и далее в полость опоры. Мягкий полимер заполняет собой все выбоины, люфты и щели, создавая в шаровой вкладыш с повышенной стойкостью к воздействию. Даже если полимер залит не совсем правильно, новый вкладыш выдерживает около 30 тысяч километров пробега.
Собрать своими руками подобное оборудование для восстановления вполне реально. Экструдер можно заказать токарю. В качестве пневмоцилиндра подойдет тормозная камера от ЗИЛа или старый цилиндр от грейферного экскаватора. Все другие запчасти продаются в любом хозяйственном магазине.
- При перегреве полимер полностью теряет свои свойства, а в представленном самодельном устройстве он греется горелкой, измерить его температуру практически невозможно.
- Результат работы во многом зависит от опыта мастера, сложно не обладая навыками согреть материал, опору и аккуратно влить полимер в полость.
У заводских устройств нагрев происходит под контролем электроники, а шаровая к форсунке крепится без резьбы. Тем не менее, у многих мастеров получаются вполне достойные результаты на оборудовании, сделанном своими руками.
Видеоролик демонстрирует работу заводского станка:
и ето правда.после востонавления не могли мост отрегулировать руль нормально не крутится.потом разрабатывали но всёравно нето.
У тебя были шары убитые, вот почему они и не крутились. Убитые шары нужно проточить а потом уже полимером заливать.
Еще один ремонтник утверждал, что если сразу восстановить все рычаги спереди на уже упомянутой Audi A6 C5 – после выхода из поворота руль может и не возвращаться сам в среднее положение, мол лучше раз в 5 000 км восстанавливать по паре рычагов. На вопрос как именно они восстанавливают – описал п.1, но я, все же склонен, думать, что описанное поведение более вероятно для п. 2.
Противникам восстановления ШО предлагаю поразмыслить еще над тем, что на фурах этим занимаются особенно массово, а ведь там и машины в лизинге, и на гарантии, и т.д. и т.п. + нагрузки на ШО фуры несопоставимы с оными для легковых авто.
Хотите брать оригинал с заводским пузырьком – ради Бога, но и на сторонников восстановления не кивайте, что те купили авто не по средствам.
Изображение ремонтируемых узлов, желтым окрашен залитый экструдером полимер.
Главное правило при работе данным методом: рабочая поверхность шара не должна иметь никаких механических повреждений и/или следов коррозии (в противном случае ремонт не имеет смысла).
Старый вкладыш удалять не надо, он расплавится, перемешается с полимером и создаст цельный плотный вкладыш.
Описание самого процесса: После того, как вы определились с местом отверстия и сделали его (в некоторых случаях возможно использование отверстия для смазки), подсоединили экструдер (все соединения должны быть надежными, т.к. давление значительное) – нанесите штрихи термокарандашом на саму шаровую и на трубку экструдера до радиатора таким образом, чтобы в процессе нагрева на штрихи не попадало открытое пламя горелки (метка от карандаша будет плавиться, когда температура металла в данном месте достигнет значения, указанного на карандаше), нагревать необходимо саму шаровую, переходники и трубку экструдера до радиатора (сам радиатор нагревать не надо), нагрев должен проходить как можно равномернее и правило “чем быстрее – тем лучше” здесь не уместно, когда вы достигнете требуемой температуры плавно откройте подачу воздуха к экструдеру (на выходе от компрессора давление в пределах 9-10 очк. или 0,9-1 МПа) и начинайте разрабатывать шаровую вручную чтобы полимер обволок всю рабочую поверхность шаровой, момент, когда “хватит” определяется повышением упругости хода пальца (приходит с опытом).
После проведенных операций остудите узел и отсоедините экструдер.
Этим методом восстанавливаются любые шаровые узлы с любой степенью выработки многократно, но есть одно правило – сам шар не должен иметь механических повреждений или каких-либо следов коррозии – такие шаровые “не лечатся”!
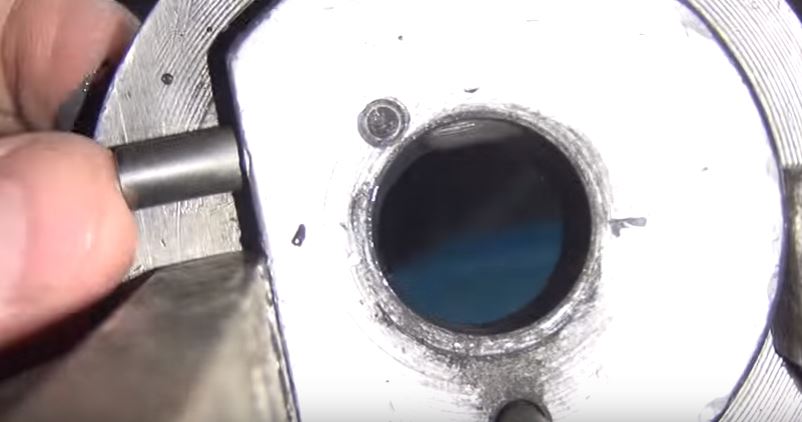
Очистка шаровой опоры сжатым воздухом и жидким ключом
Очистка шаровой опоры сжатым воздухом и жидким ключом
Подсоединение экструдера через переходник
Разогрев рабочей поверхности экструдера и корпуса шаровой опоры. При этом температура нагрева контролируется при помощи температурного карандаша
Разогрев рабочей поверхности экструдера и корпуса шаровой опоры. При этом температура нагрева контролируется при помощи температурного карандаша
Разогрев рабочей поверхности экструдера и корпуса шаровой опоры. При этом температура нагрева контролируется при помощи температурного карандаша
Необходимо шевелить палец шаровой опоры для контроля наполняемости люфта полимером
Охлаждение шаровой опоры воздухом
Смазка шаровой опоры
Смазка пыльника шаровой опоры

Отличается высокой прочностью и надежностью. Экструдер тип 1 выполнен из более толстого слоя металла в отличие от тип 2.
Восстановление шаровых опор по технологии SJR стало одним из основных способов восстановления изношенных деталей машин и повышения их эксплуатационных характеристик с помощью применения полимерсодержащих материалов.
Особенно часто автовладельцам приходится обращаться к ремонту шаровых опор автомобиля. Это связано со многим факторами, в числе которых и неудовлетворительное состояние дорог.
Восстановление шаровых бывает разборным и безразборным.
Реставрация, основанная на разборе включает в себя полную разборку, с основных частей удаляется коррозия, производят шлифование пальца, кроме того вытачивают сухари из очень прочного полиамида. Несмотря на то, что этот процесс позволяет устранять люфт при подтягивании, подобный способ реставрации достаточно трудозатратен и продолжителен по времени.
Восстановление шаровых опор по технологии sjr по праву считается самым распространенным и удобным в плане безразборного обслуживания автомобиля. Основывается на закачивании расплавленного полимера с использованием специального оборудования и высокого давления.
Оборудование sjr позволяет полностью избежать разборного ремонтирования вашей машины. В состав полного комплекта оборудования входит сам экструдер (станок), инфракрасный термометр, три переходника, газовая горелка с баллоном, инструмент, аппарат регулируемый давление, полимер sjr , пистолет для обдувки и диск с инструкцией.
Данное оборудование разрабатывалось в Соединенных Штатах Америки для восстановления деталей сначала крупной автомобильной техники, а потом стала использоваться и для легковых машин.
Восстановление шаровых опор по технологии sjr позволило добиться двойного ресурса шаровой опоры. Далее, результат восстановления проверяется, после чего устанавливается на автомобиль.
Оборудование sjr полностью решает проблему реставрации шаровой опоры без применения разбора автомобиля. Ремонт заключается в следующем: используя оборудование sjr необходимо в самый узел закачать полимерное вещество, выдерживающее высочайшее давление, поглощающий динамическое воздействие и трение деталей.
Технология sjr позволяет получить общую экономическую эффективность за счет: отсутствия расходов на запасные части, сокращения трудозатрат на устранение дефекта, кроме того, повышается износостойкость соединения в дальнейшей эксплуатации и в связи с этим повышается ресурс автомобиля в целом. За счёт применения данного оборудования происходит уменьшение потребления смазочных материалов вследствие снижения нагрузочного и температурного режимов в трущихся соединениях, экономии топлива за счет снижения потерь на трение, и минимизируются расходы на техническое обслуживание.
– ИК Термометр 1 шт. (новинка)
– Инструмент для нарезания резьбы 1 шт.
Купить оборудование SJR вы можете на нашем сайте, просто кликнув по кнопке ниже.



- Город: Пенза
Вот с таким девайсом кто дело имел ? http://autoset-dv.ru/vosstanovlenie-sharov. -tehnologii-sjr
Реально помогает ? Что из себя представляет экструдер (красный бачек) ?
Ну и ценник наталкивает на мысль, а можно самостоятельно такое изготовить ?
- Город: краснодарский край г.кропоткин


- Имя: Алексей
- Город: Пенза

- Город: Argentina/Buenos Aires
мне это напоминает продукт от Loctite Superior Metal (http://www.loctite49. cs/FIXSM-EN.PDF)
помню пробовал эту штуку. был убитый коленвал со съеденными шейками и не годный для восстановления “наваркой” т.к. получился бы банан из-за массы. и я его зачистил весь, обезжирил, тщательно замазал это штукой. засунул в токарный, обработал, собрал компрессор и отдал бесплатно клиенту. сказал что буит работать – на совесть, привезёшь денег или нет, не будет работать – я старался.
заказываешь поршень разборный чтоб держал 150 атм. такой, чтобы у него было входное и выходное отверстия
трубка, внутри поршень ходит, обе камеры с обеих сторон со своим выходом на наконечниках
берёшь баллон с азотом сжатым (150атм) подключаешь к одному из выходов
другой конец – переходник для смазочного отверстия
пихаешь этот полимер или подобное (если под температурой то делаешь подогрев) и толчком даёшь давление 150 атм. поршень выплюнет эту офигень всю в смазочное отверстие.
Машины меняются, друзья и форум остаются. [mikrob.ru]
Сообщение Dmitriy13 » 18 май 2009, 13:50
Всем привет. Небольшой отчётик о заливке шаровой полимером.
Застучала верхняя левая шаровая. Авто – Toyota HiAce KZH106 4WD Full Time. Чтобы было понятнее – верхняя шаровая у меня расположена в рычаге и посему покупать весь рычаг из-за люфта в шаровой – жаба душит.
Просчитал варианты:
1) Новый рычаг с шаровой – от 11000 руб (оригинал?), в магазинчике рядом с домом заказать его с экзиста уже 14000 руб.
2) Заливка полимером – на востоке распространённое явление, в Москве же нашёл только 2 конторы – на Курской и сеть автосервисов с главным офисом на Южной, позвонил на Южную – приёмщик сказал, что заливать будут только обе снятые шаровые и всё вместе со снятием-установкой будет стоить 9200 руб.
Случайно наткнулся на объявление частного мастера, который занимается изготовлением полиуретановых втулок и заодно заливает шаровые в г. Раменское в 30 км от МКАД, что оказалось для меня очень удобно, поскольку сам нахожусь недалеко – в г. Жуковский. Позвонил – мастер сказал, что возьмётся сделать всё не снимая рычага и назвал цену в 2500 руб за шаровую вместе с разборкой-сборкой.
Съездил, залил, теперь довольный езжу. Кстати оказалось, что все остальные шаровые – нижние и правая верхняя уже заливались предыдущим хозяином во Владивостоке. Я прошёл на них уже 15000 км – они в отличном состоянии.
Кому может пригодится: http://gorodnaladoni.ru/news/?id=110
телефон мастера 8 (926) 222-75-15 Андрей. Кстати, приятно удивило, что сам мастер ездит тоже на праворульке из Японии. Большооооое ему спасибо!
Сообщение antirom » 18 май 2009, 22:11
Сообщение sakhalin-1 » 19 май 2009, 06:48
Сообщение Dmitriy13 » 19 май 2009, 10:09
antirom
Приехал к мастеру в 14-30, уехал где-то в 22-00. За это время разобрали и собрали левую и правую сторону, проверили шаровые, смазал все, заливка потребовалась только на верхней левой. На разборку левой стороны ушло больше времени – пока отработали технологию разборки- правую уже разобрали-собрали быстро. На сам процесс заливки одной шаровой ушло около 20-30 минут.
Я так понял мастер инвалид после аварии -под машину влезть тяжко ему, посему делает небыстро, но качественно, как для себя, мне иногда приходилось самому подлазить в труднодоступные места.
Да, очень приятно, что во время работы жена мастера дважды угощала чаем с бутербродами.
Добавлено спустя 8 минут 18 секунд:
sakhalin-1
Кстати пока работали с мастером, узнал, что он сам полжизни прожил в Приморье, оттуда эту технологию и привёз. Знает все конторы, которые занимаются этим в Москве.
Добавлено спустя 8 минут 46 секунд:
MoraSS
к личке доступ у меня пока закрыт – если есть вопросы пиши – [email protected]
Сообщение antirom » 19 май 2009, 10:11
Сообщение MoraSS » 20 май 2009, 21:12
Dmitriy13
По вашему примеру и отзыву произвел теже операции.
Правда не посмотрел на его сайте время работы и разбудил в 8-00.
Потом перезвонил в 10-00 и условились на тот же день.
Приехал к 13-00, а закончили к 21-00.
Все вроде прошло нормально, делали медленно но уверенно.
Да и торопиться было некуда.
В догонку залил рулевую, которая готовится под замену стоящей.
По денежке вышло так же, но это вопрос индивидуальный.
Материальная и инструментальная базы достойные.
Главное чтобы с погодай повезло, у него дома гаража или навеса нет.
А по времени работ: основная масса времени ушла на демотаж.
Так что если сноровка в этом вопросе есть, то все будет быстрее.
Фото не делал, все так же.
Что касаемо подготовки к такому мероприятию, то здесь вопрос серьезный.
Если закачать гадость под шарик – это удел мастера, то запастись смазкой, и запасными пыльниками того соединения, что пресуем – ваша забота.
Там рядом магазина с японским parishinom (зап.частями) – нет.
По хорошему – отдали запаску, сделали, поставили. И ему забот меньше и вам хлопот минимум.
В отношении производства работ, можно и повториться. Человек гарантию дает, знасит – уверен, пусть не много. Но и деталь не новая.
Всем удачи.
Dmitriy13 – спасибо за поиск и описание. Я в прошлом году пол облости проехал.
Много автосервисов навестил. Везде руками разводили, с отвеетом: Нэт, вэзи новий, прикручу, навэрное.
Андрею, мастеру спасибо, что быстро откликнулся, ну и что занимается ремонтом такого рода.
Сообщение Dmitriy13 » 20 май 2009, 22:46
Сообщение MoraSS » 21 май 2009, 20:11
Dmitriy13
По поводу сколько выхаживают, вопрос останется открытым до энного времени.
Гарантия 15000, что подтверждено письменным заверением.
А стиль вождения, место поездок, и т.д. ?
Шаровые которые залил у меня тоже из Японии приехали, я на них летом 2007г проехал: Хабаровск – Майкоп – Украина (Горловка) – Вел. Новгород -С.Питерург – М.О. – Майкоп – М.О. Вышло очень много.
В конце начало стукать, ошибся и поменял верхние рычаги. Ошибся крепко – стучали аморитзаторы и линки. Поначалу стук вроде ушел. Потом поменял то, что было не в строю. Но Тайвань долго не прожил и это весной поставил назад Японские, надо ездить, а в них люфт по сранению с Тайванем просто ничтожный.
После осмотра мастером – вывод: подлежат ремонту.
Сейчас имеем ходовую в достойном состоянии.
P.S. Показания Odometra на момент замены записал.
Сообщение sakhalin-1 » 21 май 2009, 20:23
Сообщение MoraSS » 22 май 2009, 21:40
Сообщение sakhalin-1 » 22 май 2009, 22:07
Сообщение Dmitriy13 » 04 июн 2009, 12:04
У них оказывается и сайт есть, хотя телефончик я нашёл на доске объявлений.
http://www.podveskarem.ru
Думаю сделать комплексный ремонт ходовки по кругу и не лазить туда как можно дольше 
Сообщение sakhalin-1 » 04 июн 2009, 15:25
Сообщение Серёга Т » 09 июн 2009, 09:41
Добавлено спустя 3 минуты 14 секунд:
А вот полиуретановые втулки- это гуд! Превосходят резиновые по всем параматрам!
В технологической части дипломного проекта разрабатывается технологический процесс восстановления работоспособности изношенных поверхностей подшипника шаровой опоры. Составляем карту маршрутно-технологического процесса ремонта подшипника шаровой опоры автомобиля Toyota Corona.
При восстановлении подшипника шарового шарнира выбираем такой способ ремонта, при котором не требуется разборка шарнира, так как конструкция шаровых шарниров автомобиля Toyota Corona неразборная. Для восстановления шаровых опор подходит способ ремонта по системе SJR.см. плакат № 9.
С помощью американской технологии «SJR System» производится ремонт всех шаровых соединений и подшипников скольжения на любом оборудовании и транспортных средствах.
Поэтапное описание процесса восстановления шарового шарнира
1.-Снять пыльник. Проверить пыльник на наличие порезов, трещин.
2.-Помыть шаровую опору. Убрать старую смазку.
3.-Шаровой шарнир зажимают в тисках.
4.-Проверить наличие люфта. Для проверки использовать динамометрический ключ. Проворачивая шаровой палец вокруг своей оси замерить крутящий момент, который не должен быть менее 0,3 Нм (если менее, то восстановление нецелесообразно).
В корпусе шарового шарнира, делается технологическое отверстие и нарезается резьба.
1.-К отверстию подсоединяется экструдер (наконечник накручивается на резьбу), с другой стороны к экструдеру подводится сжатый воздух под давлением 8кгс.
2.-С помощью газовой горелки, нагревая корпус экструдера, расплавляют полимер, находящийся в корпусе экструдера. Температура плавления полимера 200оС. Во время заполнения полимера полости шарового шарнира, шаровой палец вращают относительно корпуса опоры.

Каждый владелец собственного авто мечтает сэкономить на его обслуживании. Замена шаровых опор — одна из статей расхода, особенно с учётом наших дорог. А если конструкция подвески предполагает одновременную замену шаровой и рычага — вопрос встаёт в копеечку. В помощь водителям изобретена технология SJR — восстановление (ремонт) шаровых опор полимером.
- 1 Почему нужен ремонт шаровых опор
- 2 Восстановление полимером по технологии SJR
- 3 Что необходимо для проведения работ
- 4 Изготовление экструдера своими руками: подробно о сложном
- 5 Восстановление шаровых с помощью самодельного экструдера
Рычаги подвески с помощью шаровых опор удерживают поворотный кулак со ступицей. Фактически это ось поворота колеса. Узел испытывает нагрузки со всех сторон и достаточно быстро изнашивается на неровной дороге. Люфт в шаровой опоре приводит к разболтанности подвески, и что более опасно — к неточностям в рулевом управлении. Критический износ может привести к разрушению опоры — и тогда у автомобиля банально отвалится колесо. Наверное, многие наблюдали подобную картину.
Конечно, колесо не всегда заваливается, особенно на иномарках, но ВАЗы этим страдают
Хорошо, если подобное случится на незагруженной дороге и малой скорости. А если на трассе и с высокой? Последствия могут быть печальными. Поэтому при появлении минимального люфта следует попытаться определить возможные неисправности шаровых опор.
Диагностика выявила опасный зазор между шаром и вкладышем опоры? Возникает дилемма: менять или восстанавливать. Опишем вкратце устройство шаровой опоры.
В зонах, отмеченных красным, износ максимален
Узел состоит из двух частей, обоймы и поворотного шара. Между ними находится полимер, который демпфирует жёсткие удары и снижает трение между металлическими частями. Система работает по принципу суставной сумки в ногах человека. Именно этот полимер со временем изнашивается, и появляется опасный люфт.
Поскольку разобрать шаровую опору для замены вкладыша невозможно, остаётся одно — расплавить полимер и залить его внутрь. Это и есть суть метода sjr.

Нет видео.
| Видео (кликните для воспроизведения). |
Полимеры для заливки могут быть разных видов
Преимущества данного способа:
- Универсальность и ценовая доступность.
- Компактность и мобильность оборудования.
- Возможность применения как на небольшой СТО, так и в условиях собственного гаража.
- Доступные расходные материалы.
Существуют ещё способы с применением стационарного оборудования. Технология ремонта близка к заводской, используемой при изготовлении новых шаровых опор. Стоимость ремонта приближается к цене нового узла, что делает процесс нерентабельным.
Комплект эконом-класса изображён на фото:

Стоимость комплекта отобьётся лишь спустя время. На один раз его редко кто покупает — невыгодно
Более продвинутый вариант имеет поршень, создающий давление для экструдера без применения сжатого воздуха.

Как видно, разновидностей оборудования тоже множество
Нет необходимости покупать компрессор, но и сам комплект стоит дороже. Зато можно контролировать температуру нагрева с помощью собственного термометра (опять же, отпадает необходимость его приобретения). Газовая горелка или фен по-прежнему нужны для прогрева шаровой опоры перед заполнением.
Важно! Мобильный комплект позволяет выполнять работы прямо под днищем автомобиля, не снимая шаровой опоры. Однако делать это не рекомендуется, поскольку локальный нагрев с помощью горелки невозможен, есть опасность повредить тормозные шланги или резиновые пыльники. Поэтому не поленитесь демонтировать шаровую опору и проводите работы на верстаке.

Верстак обеспечит удобство и безопасность
При наличии домашней слесарной мастерской можно изготовить прибор самостоятельно, в крайнем случае стоит воспользоваться услугами токаря.
Необходимо сделать плотно подогнанные поршень и цилиндр. Диаметр 10–15 см, длины 20–30 см. 
Деталь не должна быть слишком громоздкой
Уплотнительные кольца можно использовать из резины, но в большинстве случаев достаточно густой консистентной смазки. 
Изготовьте уплотнительные кольца из качественной резины
С глухой стороны к цилиндру подсоединяется штуцер для подачи сжатого воздуха. Он снабжается шаровым краном. 
Подцепите штуцер для нагнетения воздуха
В открытую часть воздушного цилиндра вкручивается переходник. Он оборудуется замком для фиксации цилиндра, в котором разогревается полимер. 
Оборудуйте приспособление переходником
Цилиндр для полимера имеет меньшие размеры. За счёт разности в диаметрах давление при запрессовке полимера выше, чем подаваемое от компрессора. 
Обратите внимание на пропорции цилиндра для полимера и самого корпуса экструдера
Иногда экструдер называют станком или стендом для восстановления.
После сборки экструдера вам достаточно просто загрузить полимерный картридж в цилиндр и соединить его с подготовленным отверстием в шаровой опоре. Одновременно прогревая корпус шаровой и цилиндр с полиамидом, вы покачиваете палец шаровой опоры для равномерного проникновения расплава. После того как воздушный цилиндр в экструдере остановится, процесс считается оконченным. Дайте возможность застыть полимеру внутри детали, и можно устанавливать шаровую на автомобиль.
Извлекать полиамид из цилиндра после проведения работ не требуется. Он снова расплавится при восстановлении следующей детали.
Изготовив такое приспособление, вы не только сможете экономить на обслуживании подвески, но и зарабатывать, предоставляя подобные услуги знакомым. Затраты на приобретение компонентов для экструдера окупаются после восстановления пары шаровых опор.

Приветствую! Меня зовут Петр. Я с юности любил собирать автомодели и парапланы, позже мое хобби выросло в нечто большее и я долгое время работал мастером в компании “муж на час”. За многолетний опыт в моей копилке оказались огромное количество различных схем и реализаций ремонта и монтажа своими руками различных устройств. Не все “рецепты” принадлежат мне, но считаю что такие знания должны быть в открытом доступе. Это и стало причиной создать данный сайт.
Источник