Ремонт щеткодержателей и их кронштейнов
Ремонт щеткодержателей и кронштейнов. Щеткодержатели для ремонта разбирают.
Корпуса щеткодержателей с трещинами ремонтируют с применением ацетилено-кислородной сварки. Для этого трещины в корпусе засверливают по концам, разделывают и заваривают с предварительным подогревом корпуса до температуры 300—350 °С. Заваренную поверхность обрабатывают торцовыми фрезами на вертикально-фрезер ном станке, а затем обрабатывак вручную напильником или шлифоваль ной бумагой.
Изношенные резьбовые отверстия под оси и валики с износом более 0,5 мм заваривают ацетилено-кислородной сваркой с применением в качестве припоя латунной проволоки марки Л63 и рассверливают под чертежные размеры. Затем нарезают новую резьбу и контролируют ее резьбовым калибром.
Забоины и другие мелкие дефекты гребенки устраняют вручную расчисткой их трехгранным напильником. Поверхность гребенки с более серьезными дефектами наплавляют, используя проволоку Л63 и флюс, состоящий из 70 % буры, 20 % хлористого натрия и 10 % борной кислоты. Затем наплавленную поверхность обрабатывают на строгальном станке до чертежных размеров.
Окна щеткодержателей с повышенным износом в ряде депо не ремонтируют из-за трудности обеспечения необходимой высокой точности обработки окна. Однако при наличии соответствующего оборудования окна с небольшим износом можно восстанавливать гальваническим способом — меднением, проводимым в соответствии с технологическими указаниями № КЛ141, разработанными ПКБ ЦТ. Для этого корпус предварительно протравливают 30 %-ным раствором серной кислоты, обезжиривают холодным водяным раствором тринатрийфосфата и кальцинированной соды, промывают вначале горячей, а потом холодной проточной водой. Поверхности корпуса, не подлежащие меднению, покрывают цапонлаком и просушивают. Стенки окна обрабатывают до устранения всех местных выработок и получения ровных поверхностей. Медный слой наращивают с учетом необходимого припуска на последующую обработку окна до размеров, превышающих чертежные на 0,2 мм.
Затем корпус закрепляют на горизонтально-протяжном станке и специальной протяжкой, пропущенной через окно, доводят внутренние размеры окна до чертежных. При этом обработку окна выполняют по всему ее периметру за один проход. Протяжка, помимо режущих, имеет и калибровочные зубья, что обеспечивает высокую точность и чистоту обработанной поверхности. Обрабатывать наращенную поверхность окна можно и на поперечно-строгальном станке, однако точность и качество такой обработки будут ниже, чем при протяжке.
Контролируют восстановленные окна корпусов проходным и непроходным калибрами. Специальным контрольным угольником проверяют параллельность стенок окна плоскости гребенки. Не-параллельность более 0,5 мм не допускается и должна быть устранена повторным ремонтом. Кроме этих размеров, проверяют расстояния от вершин зубьев гребенки щеткодержателя до оси его окна и от окна до отверстия под ось пружины. Они также должны соответствовать чертежным размерам. Отремонтированный корпус (кроме внутренних стенок окон и гребенки) окрашивают эмалью 1201 или ГФ-92-хк.
Пружины с трещинами, изломами или остаточной деформацией заменяют.
Оси, храповики, барабаны, имеющие в местах посадки в корпус выработку более 0,5 мм или износ отверстий по шплинты более 0,2 мм* заменяют. Новые оси изготавливают из стали 10, а барабаны — из стали 10 или 40. Оси, барабаны, шайбы, шплинты, заклепки и другие стальные детали щеткодержателя для защиты от коррозии оцинковывают.
Щетки являются элементом машины, требующим особого и повседневного внимания, так как, с одной стороны, они изнашиваются быстрее любых других деталей, с другой — от их состояния в значительной степени зависит надежность машины в эксплуатации. Поэтому изношенные и дефектные щетки заменяют новыми, а снятые с машины дефектные щетки ремонтируют для пополнения переходного запаса. .
На всех тяговых двигателях отечественных электровозов применяют разрезные щетки (рис. 3.29) с резиновыми амортизаторами 2 и гибкими выводными проводами /, концы которых вставлены в отверстия в корпусе щетки 3 и закреплены методом конопатки медным порошком 5 и цементирующей пастой 4.

Рис. 3.30. Притирка щеток на технологическом коллекторе
Для устранения ослабшего крепления гибкого провода в корпусе щетки его вынимают из гнезда, гнездо аккуратно прочищают, вставляют в него провод и специальным приспособлением запрессовывают в гнездо конопаточный порошок, после чего раззенко-ванную часть гнезда промазывают цементирующей пастой.
Качество заделки гибкого провода влияет не только на надежность этого соединения, но и на сопротивление между гибким проводом и телом щетки. При повышенном сопротивлении в этом соединении провод и порошок перегреваются, что может привести к перегоранию провода или его выпаданию из гнезда из-за выкрашивания порошка. Поэтому после ремонта щетки следует измерить сопротивление в заделке и, если оно окажется больше 1,25 МОм, гибкий провод следует перемонтировать.
Неисправные резиновые амортизаторы заменяют, для чего приходится предварительно выпаивать концы гибких проводов из наконечника, а после замены амортизатора впаивать их вновь. Поэтому замену амортизатора целесообразно совмещать с заменой неисправного наконечника.
Новые щетки перед установкой в машину предварительно притирают на технологическом коллекторе (рис. 3.30).
Рис. 3.31. Притирка щеток на коллекторе машины
На его барабане 1, радиус которого должен соответствовать радиусу коллектора, закрепляют наждачное полотно 2. Пришлифовку щетки 3 ведут до получения блестящей, ровной, без задиров поверхности и обеспечения ее прилегания к коллектору не менее чем по 75 % площади рабочей поверхности на технологическом коллекторе. Радиус притирочного барабана принимают равным среднему радиусу коллек-трра ремонтируемого двигателя. Окончательную притирку выполняют по месту. При притирке щеток непосредственно на машине (рис. 3.31) между вставленной в окно щеткодержателя щеткой 2 и коллектором 3 помещают тонкую стеклянную шкурку 1 (№ 00) на полотняной основе рабочей стороной к щетке. Опустив нажимной палец на щетку, протаскивают шлифовальную бумагу поочередно в обе стороны.
Чтобы не повредить кромки из-за неправильного (Б) положения шлифовальной бумаги, ее концы следует оттягивать от щетки в стороны и вниз (Л). Затем щетку вынимают, проверяют качество притертой поверхности, еще раз осматривают гибкие провода, амортизаторы. Убедившись в их исправности, щетку устанавливают в щеткодержатель в последовательности, обратной последовательности ее снятия. Если щетка перемещается в окно без заедания, опускают нажимной палец и прочно закрепляют наконечники гибких проводов на корпусе щеткодержателя.
Кронштейны щеткодержателей, у которых при осмотре были выявлены дефекты, подлежащие устранению при деповском ремонте, разбирают и ремон тируют. При более серьезных ПОВрЄ/4 дениях их бракуют.
Стальные кронштейны со слюдяной изоляцией, не требующие ремонта, но сопротивление изоляции которых ниже нормы, подвергают сушке в сушильной печи в течение 4 ч при температуре ПО—130 °С, периодиче ски проверяя сопротивление изоляции.
Сушку продолжают, пока это сопротивление (при температуре около 120 °С) не станет равным 100 МОм. Если за 24 ч сушки такое значение сопротивления изоляции достигнуто не будет, то кронштейн бракуют.
Изолятор с ослабшей посадкой на пальце снимают. Изоляцию пальца очищают и устанавливают дополнительные прокладки из миканита ФМ2А, промазывая их лаком 1201 или эмалью ГФ-92-ГС. Общую толщину добавленного слоя изоляции следует подбирать такой, чтобы изолятор садился на палец плотно. Насаживают изолятор так, чтобы его торец не доходил до кронштейна на 7—8 мм. Затём кронштейн сушат в печи при температуре ПО—130 °С в течение 3 ч, после чего вынимают из печи и на горячем кронштейне заполняют зазор между ним и изолятором компаундом 225Д, разогретым до температуры 150 °С, затем осаживают изолятор до упора в кронштейн. Этим же компаундом промазывают углубление между изоляцией пальца и верхним торцом изолятора. Чтобы избежать механических повреждений изоляторов, при установке кронштейна в остов и затяжке болтов следят за тем, чтобы после насадки его торец не доходил до торца пальца на 0,5—3 мм.
Вместо компаунда 225Д можно применять для ремонта кронштейнов пластмассу АСТ-Т. В этом случае палец тщательно очищают, обезжиривают, снимают с него слой слюдяной изоляции до получения между изолятором и пальцем зазора не более 1,5 мм на сторону. Раствор пластмассы изготавливают из специальных порошков и жидкостей. Методы приготовления смеси и технология ремонта с применением такой пластмассы изложены в технологической инструкции ТИ/94, разработанной ПКБ ЦТ.
Торец изолятора, которым его устанавливают на кронштейн, промазывают раствором порошка и жидкости (в отношении 4:3 соответственно), надевают изолятор на палец и, установив между ними равномерный зазор, заливают в него раствор, составленный в отношении 1:1. По мере усадки раствор добавляют. Полное отверждение пластмассы наступает через 8—10 ч. Новые изоляторы, используемые взамен отбракованных, закрепляют на пальцах аналогично.
У двигателей электровозов ЧС при уплотнении посадки изоляторов в качестве уплотняющего материала применяют не миканит, а лакоткань ЛХ-1, которую промазывают при намотке на палец бакелитовым лаком 462Э или лаком БТ-95. Все остальные неисправности этих кронштейнов устраняют так же, как и неисправности кронштейнов отечественных двигателей.
При ослаблении посадки изоляции на пальце или пальца в кронштейне палец необходимо перепрессовать.
Кронштейны с трещинами или выжигами длиной не более 30 мм и расположенными не ближе 30 мм от отверстий под пальцы ремонтируют. Такие дефекты, а также изношенные (не более 20 % площади поверхности) гребенки заваривают и зачищают. Дефектные резьбовые отверстия заваривают, рассверливают и нарезают новую резьбу. Допускается ремонтировать дефектные отверстия (в пальце) установкой в них специальных втулок на резьбе.
Втулки изготавливают из стали 40 и дополнительно закрепляют в пальце четырьмя установочными винтами. Затем в них нарезают требуемую резьбу и проверяют калибром 3-го класса точности.
У отремонтированных кронштейнов проверяют сопротивление изоляции, которое должно быть не менее 10 МОм при температуре 20 °С, а также ее электрическую прочность напряжением, превышающим испытательное напряжение для двигателя на 20 %, в течение 1 мин.
Пластмассовые кронштейны исправные, но с пониженным сопротивлением изоляции так же подвергают сушке, как и стальные, но при более высокой температуре (150—160 °С) и с меньшей продолжительностью (3 ч). Допускаемые значения сопротивления изоляции те же, что и для кронштейнов со слюдяной изоляцией.
Кронштейны с прожогами, трещинами глубиной более 1 мм или сколами пальцев бракуют, а со следами перекрытий и незначительными прожогами на поверхности ремонтируют. Дефектное место зачищают, снимают слой пластмассы толщиной 1 мм, шлифуют мелкой стеклянной бумагой, окрашивают лаком ГФ-95 и сушат при температуре 120—130 °С до запекания лаковой пленки (около 5 ч).
Сборку щеткодержателей выполняют после ремонта его деталей и проверки соответствия их техническим требованиям. Установив в корпус щеткодержателя пружины и нажимные пальцы, необходимо проверить, чтобы палец перемещался относительно оси, на которой он закреплен, без перекоса и имел строго ограниченные поперечные перемещения. При поворотах вокруг оси у пальца не должно быть заеданий.
Пружины должны обеспечивать установленные значения нажатий пальцев на щетку при изменении их положения в пределах рабочего износа щетки. Щетки должны быть правильно подобраны, предварительно притерты, а их токоведущие провода надежно прикреплены к корпусу щеткодержателя.
Источник
Ремонт тяговых электродвигателей — Ремонт щеткодержателей
Содержание материала
Пальцы щеткодержателей на тепловозных электродвигателях применяют четырех типов. На каждый из них на поверхность стального стержня 16 (рис. 45) накладывают изоляцию 14. На электродвигателях ЭДТ-200Б и части ЭД-107 эта изоляция представляет собой несколько слоев бакелитовой бумаги, опрессованной и запеченной в пресс-форме. Поверх этой изоляции в горячем состоянии напрессован латунный или стальной стаканчик 13, обжатый в нижней части в пресс-форме с образованием углублений в виде секторов для улучшения соединения стакан чика 13 и изоляции.
Фарфоровый изолятор 3 надет на уплотнение из нескольких слоев асбестовой ленты, промазанной при наложении компаундом.
На электродвигателях ЭД-107А применен палец 1, у которого металлический стержень 16 опрессован стеклотканью, а изолятор фарфоровый. На части электродвигателей ЭД-107А и ЭД-118А палец Б и изолятор А опрессованы за одно целое из пресс-материала К-78-51. Этот вариант пальца из-за низкой дугостойкости оказался ненадежным. В настоящее время проходит опытную проверку четвертый вариант щеткодержателя, на котором вместо фарфорового или пластмассового изолятора применена фторопластовая трубка 19, имеющая высокие изоляционные свойства и дугостойкость.
Снятые с тягового электродвигателя щеткодержатели передают на специализированные рабочие места для разборки. Щетки, как правило, снимают перед разборкой электродвигателя, а остальные детали разбирают в такой последовательности: вынимают шплинты 4 из оси 5, выводят конец пружины 7 из прорези втулки 6, выбивают ось 5 и вынимают пружину со втулкой из корпуса 9. Мегомметром на 2,5 кВ замеряют сопротивление изоляции пальца у щеткодержателя, которое должно быть не менее 50 МОм. При заниженном сопротивлении щеткодержатель сушат в печи при температуре 110—130°С до получения требуемой величины сопротивления.
Палец щеткодержателя, имеющий трещины, прожоги изоляции, ослабление посадки в гнезде корпуса, заменяют. Для этого вначале срубают головку заклепки 2, фиксирующую палец в корпусе, выбивают ее из отверстия, а затем выпрессовывают палец. Новый палец запрессовывают в отверстие корпуса, затем сверлят в корпусе и пальце новое отверстие, запрессовывают в него заклепку с образованием с обеих сторон головок. Работы по замене пальца выполняют после наплавочных работ.
Фарфоровые изоляторы, имеющие повреждение глазури, трещины, отколы, слабину на пальце, заменяют. После снятия дефектного изолятора удаляют намотанную ранее под него асбестовую ленту. Это место очищают и протирают бензином. На очищенную и подсушенную поверхность наматывают новую ленту, пропитанную лаком, состоящим из 30% эпоксидной смолы и 70% основы бакелитового лака с предварительной промазкой канавок тем же лаком. Затем насаживают фарфоровый изолятор, неплотности по внутреннему диаметру заполняют эмалью ГФ92-ХК или ГФ92-ХС с добавлением 60—70% талька и сушат на воздухе до прекращения отлипа. Поврежденный изолятор из пресс-материала, опрессованный вместе с пальцем, срезают на токарном станке, зачищают металлическую часть от остатков пресс-материала и обезжиривают бензином (на изолированную часть пальца попадание бензина недопустимо).
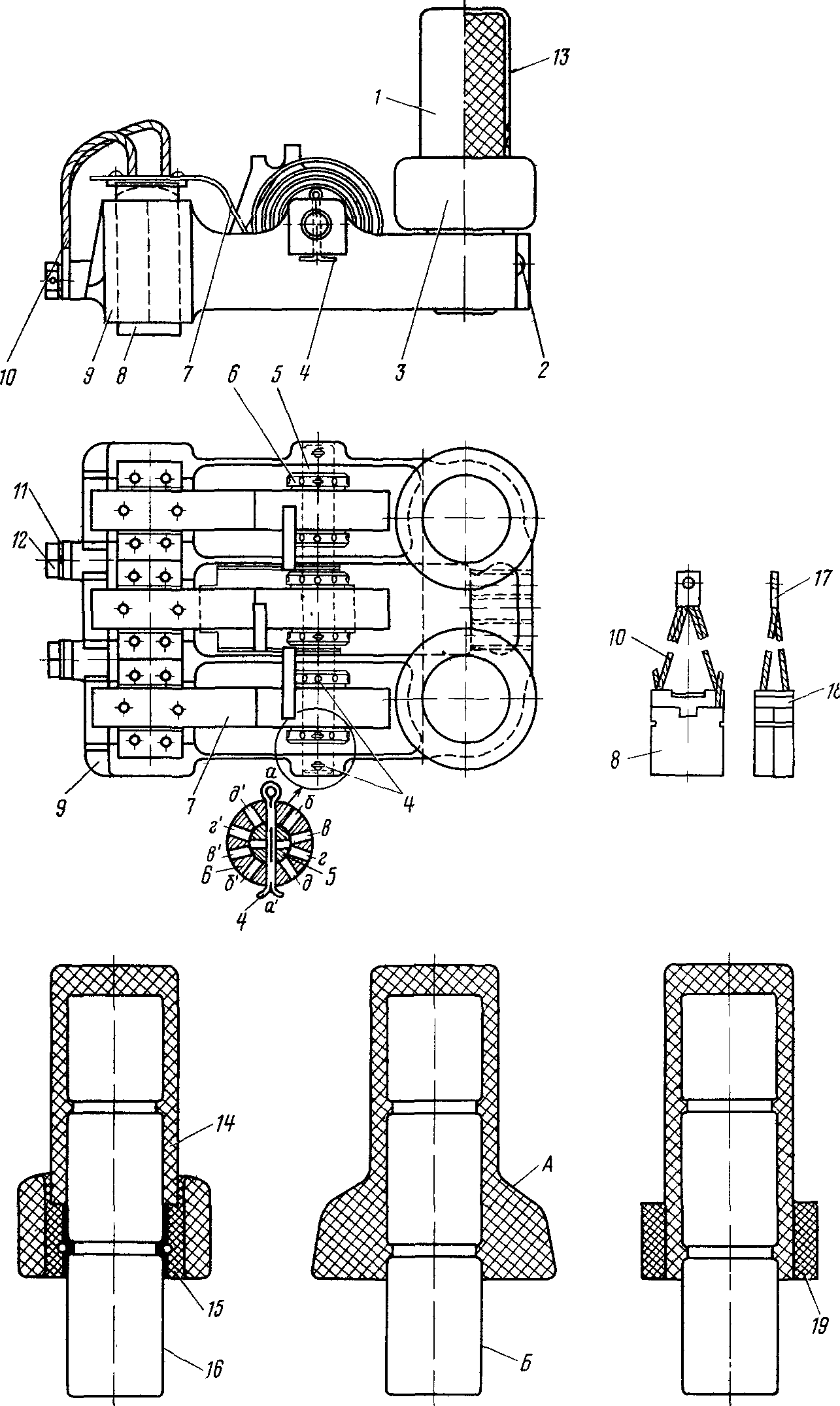
Рис. 45. Щеткодержатель и его детали
Асбестовую ленту пропитывают в эпоксидном компаунде и наматывают один слой на очищенную поверхность пальца, закрепляют бандажом из асбестовой нити на канавке. Затем помещают палец а нагретую до температуры 60—70°С печь и сушат в течение 1,5—2 ч. После сушки наматывают еще несколько слоев из асбестовой ленты 15, пропитанной в свежеприготовленном эпоксидном компаунде и насаживают фарфоровый изолятор. Количество слоев асбестового бандажа подбирают по месту. Собранный таким образом палец с изолятором сушат в печи при температуре 60—70°С в течение суток, после чего палец зачищают от подтеков компаунда. Готовый палец испытывают напряжением 2 кВ переменного тока в течение 1 мин. При запрессовке пальца в корпус необходимо выдержать зазор 2—2,5 мм между фарфоровым изолятором и корпусом.
Эпоксидный компаунд приготавливают следующим образом: 100 весовых частей смолы ЭД-5 (ГОСТ 10587—76) нагревают до температуры 30—40°С, вливают 10 весовых частей полиэтиленполиамина (СТУ 49-2529—62) и размешивают. Во избежание полимеризации составляющее смешивают перед его применением. При приготовлении и использовании компаунда необходимо соблюдать меры предосторожности: не допускать попадания его на открытые участки тела, а при попадании быстро снять ватным тампоном и промыть горячей водой. Место работы с компаундом должно быть оборудовано приточно-вытяжной вентиляцией. При невозможности приготовления эпоксидного компаунда допускается применение клея БФ-2, бакелитового лака, нитроглифталевой эмали, однако механическая прочность посадки изолятора на пальце в этом случае будет ниже.
Корпус щеткодержателя осматривают через лупу для выявления трещин. При наличии трещин у прилива для крепления пальцев щеткодержателей, а также трещин, могущих вызвать откол литья у окна под щетку, корпус бракуют. Резьбовые отверстия в корпусе щеткодержателя проверяют метчиками М8 и М12. Изношенную или сорванную резьбу (более двух ниток) восстанавливают заплавкой с последующей нарезкой новой резьбы. Отверстие в корпусе под ось пружины тоже заплавляют, если выработка превышает 0,5 мм. Трещины при необходимости заваривают в такой последовательности: сверлят отверстия диаметром 3 мм по концам трещины, затем производят вырубку металла под углом 60°, корпус подогревают до температуры 400—450°С и заваривают газовой сваркой. В качестве припоя применяют латунную проволоку Л-62 диаметром 5 мм, а в качестве флюса — раствор, состоящий из 70% буры, 20% хлористого натрия и 10% борной кислоты. Одновременно заваривают и отверстия с дефектной резьбой после их предварительной рассверловки. После выполнения сварочных работ заваренные швы опиливают, просверливают отверстия диаметром 12+0,12 мм под оси пружины щеткодержателя, диаметром 10 мм под резьбу Ml2 и диаметром 6,6 мм под резьбу М8, затем нарезают упомянутые резьбы.
Размеры окон под щетки проверяют шаблоном. У щеток 8 выявляют трещины, отколы, проверяют прочность заделки шунта 10 в теле щетки, качество пайки наконечника 17, исправность резинового амортизатора 18, который не должен выступать за грани щеток, чтобы не «зависнуть» в окнах корпуса щеткодержателя. При деформированном амортизаторе и его зависании нажатие на щетку не создается, а это приводит к искрению и последующему повреждению коллектора.
Для сборки щеткодержателя необходимо подобрать корпус с запрессованными пальцами, пружины, оси и втулки. Вставить ось 5 в корпус 9 щеткодержателя и во втулки 6. Завести загнутые концы пружин 7 в прорези втулок так, чтобы обеспечивалось правильное положение пружины. Установить предварительно притертые щетки 8 в окна щеткодержателей, прикрепить шунты 10 к корпусу болтами 12 с шайбами 11. Отрегулировать нажатие на щетки, которое должно быть 4,2—4,8 кгс для электродвигателей типов ЭД-107, ЭД-118 и 4,5—5,2 кгс — для электродвигателей ЭДТ-200Б. Нажатие регулируют смещением отверстий в оси пружины щеткодержателя с одной стороны втулки относительно другой.
На рис. 45 показано размещение отверстий а, а’, б, б’, в, в’, г, г’, д, д’ во втулке и оси, которые дают возможность, поворачивая втулку от одного фиксированного положения к другому на угол 9°, изменять нажатие на щетку в пределах 0,4—0,6 кгс. Готовый щеткодержатель передают на позицию сборки.
Источник