Шатун ямз 236 ремонт
РЕМОНТ КРИВОШИПНО-ШАТУННОГО И ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМОВ ДВИГАТЕЛЯ ЯМЗ-236
Снятие и установка головки цилиндров
Для замены головки цилиндров или ее деталей, а также деталей цилиндропоршневой группы, прокладки головки цилиндров, клапанов и седел клапанов головку цилиндров необходимо снять. Порядок снятия головки цилиндров следующий: слить из системы охлаждения двигателя охлаждающую жидкость;
отсоединить все трубопроводы от головки цилиндров и защитить их внутренние полости от попадания пыли и грязи;
снять крышку головки цилиндров, а затем форсунки, предохраняя распылитель от ударов и засорения отверстий;
снять оси коромысел вместе с коромыслами и вынуть штанги; ослабить гайки крепления головки цилиндров, соблюдая туже последовательность, что и при затяжке (см. рис. 10), а затем отвернуть их (рис.16);
снять головку цилиндров с двигателя и проверить ее состояние; если необходимо, снять осторожно прокладку головки цилиндров, избегая ее повреждений. В случае необходимости заменить прокладку.
Головку цилиндров заменять при наличии трещин, проходящих через отверстия под направляющие втулки клапанов, отверстия под стаканы форсунок и гнезда под седла клапанов и трещин на
стенках рубашки охлаждения в местах, не доступных для ремонта.
Наличие трещин устанавливают внешним осмотром, а также при испытании головок цилиндров на герметичность водой под давлением 4 кГ/см2. Герметичность рубашки охлаждения головки цилиндров можно проверить, подведя в нее сжатый воздух и погрузив головку в ванну с водой. Места течи будут видны по выходящим пузырькам воздуха.
Трещины в головках цилиндров можно заделать эпоксидными пастами или заварить. Если при испытании рубашки охлаждения головки цилиндров на герметичность обнаружится нарушение уплотнения стакана форсунки,
следует подтянуть гайку крепления стакана. Если при этом течь не устраняется, стакан снять и заменить уплотнительное кольцо и шайбу, а в случае необходимости и стакан. Гайку крепления стакана форсунки затягивают моментом 9-—11 кГм.
Головку цилиндров устанавливают на двигатель в обратном порядке, при этом необходимо протереть чистой ветошью привалочные плоскости блока и головки цилиндров и обратить внимание на правильность установки прокладки головки цилиндров на штифты и окантовок прокладки на бурты гильз цилиндров.
Источник
Шатун ямз 236 ремонт
Замена деталей шатунно-поршневой группы двигателя ЯМЗ-236 — часть 1
Для снятия поршней и гильз с двигателя необходимо:
установить автомобиль на осмотровую канавку и слить масло и охлаждающую жидкость из двигателя;
снять головки цилиндров и поддон картера двигателя;
отогнуть замковые шайбы и отвернуть болты крепления крышек нижних головок шатунов, убедиться в наличии меток спаренности на стыке со стороны длинного болта. При отсутствии меток, или если метки плохо просматриваются, их следует нанести вновь. Замена крышек или перестановка их с одного шатуна на другой не допускается;
снять поршень в сборе с шатуном через цилиндр, а затем гильзы из блока цилиндров при помощи приспособления (рис. 17).
Для разборки комплекта поршень—шатун необходимо: снять кольца с поршня при помощи приспособления, ограничивающего расширение кольца обоймой с внутренним диаметром
вынуть стопорные кольца поршневого пальца с помощью круглогубцев;
вынуть поршневой палец, предварительно выдержав поршень в сборе с шатуном в масляной ванне в течение 10 мин при температуре масла 80°С.

Рис. 17. Приспособление для извлечения гильзы из блока цилиндров:
1 — диск; 2 — гильза; 3 — блок цилиндров; 4 — винт; 5 — шпилька; 6 — втулка; 7 — рукоятка гайки

Рис. 18. Приспособление для снятия и установки поршневых колец:
1 — поршневое кольцо; 2 — губки приспособления; 3 — рукоятка
Замена поршней и гильз. При своевременной замене поршневых колец поршень и гильза могут работать до 300 тыс. км.
Поршень подлежит замене, если на его боковой поверхности имеются задиры, выгорание на днище поршня, трещины в днище поршня или на перемычках канавок поршневых колец, а также если диаметр юбки поршня, замеренный в плоскости, перпендикулярной оси поршневого пальца на расстоянии 153 мм от днища поршня, менее 129,6 мм.
Торцовые зазоры между новыми поршневыми кольцами и канавками поршня не должны превышать следующих величин (рис. 19), мм;
Для верхнего компрессионного кольца (размер а). 0,35
» второго и третьего компрессионных колец (размер б) . . 0,30
» маслосъемных колец (размер в). 0,25
Для замера торцовых зазоров поршни в сборе с новыми кольцами вставить в калиброванный цилиндр с внутренним диаметром 130,00— 130,01 мм.
Гильзу следует заменять, если имеются трещины и обломы, задиры внутренней поверхности, вмятины и забоины на опорном буртике, а также если внутренний диаметр гильзы превышает 130,3 мм, овальность превышает 0,08 мм, а конусность — 0,10 мм. Диаметры следует замерять в двух перпендикулярных плоскостях (28 мм, от верхнего бурта).
Замена шатуна. Шатун в сборе с крышкой не ремонтируют, а заменяют: при наличии трещин или обломков на шатуне и крышке; если диаметр отверстия под вкладыш превышает 93+0,04 ММ’ если овальность и конусность более 0,012 мм, а также при повреждении резьбы под шатунный болт.
При ослаблении посадки втулки в верхней головке шатуна или износе отверстия под поршневой палец свыше 50,08 мм втулку выпрессовать и заменить новой. Новая втулка должна быть запрессована заподлицо с торцовыми поверхностями верхней головки шатуна и обработана в комплекте с шатуном под размер 50 мм.
Овальность и конусность отверстия допускаются не более 0,004 мм. Непа-раллельность осей отверстий нижней и верхней головок шатуна должна быть не более 0,03 мм на длине 100 мм.
Замена поршневого пальца. Поршневой палец заменяют при наличии грубых рисок, задиров, наволакивания металла, а также если наружный диаметр менее 49,93 мм, а овальность и конусность превышают 0,015 мм.
Замена поршневых колец. Компрессионные кольца следует менять, если: канавки на наружной цилиндрической поверхности полностью или частично стерты; отсутствует хотя бы частично слой хромового покрытия верхнего кольца; зазор в стыке замка, установленного в гильзу или приспособление с внутренним диаметром 130+0,010 мм, превышает 1,2 мм.
Маслосъемные кольца заменяют, если: стерта острая кромка; имеются задиры на внешней цилиндрической поверхности; зазор в стыке замка при установке кольца в приспособление с внутренним диаметром 130,00—130,01 мм превышает 1,2 мм.
Профилактическая замена первых компрессионных колец рекомендуется после 80—100 тыс. км пробега.

Рис. 19. Схема проверки торцовых зазоров между кольцами и канавками поршня
Источник
Шатун ямз 236 ремонт
Сборка шатунно-поршневой группы двигателя ЯМЗ-236
Подбор гильз и поршней. Гильзы цилиндров по внутреннему диаметру и поршни по диаметру юбки для облегчения подбора разбивают на четыре размерные группы, обозначаемые клеймом А, АА, ААА, АААА на днище поршня и на верхнем торце гильз.
Поршни подбирают к гильзам цилиндров по одноименным размерным группам. Установка поршней и гильз не одной размерной группы может вызвать задиры на поверхности гильз или заклинивание поршня.
Поршни и шатуны подобранного комплекта тщательно протереть и обдуть сжатым воздухом. Втулку шатуна и поршневой палец перед сборкой поршня с шатуном смазать тонким слоем дизельного масла. Поршневой палец устанавливают в поршень после нагрева поршня в течение 10 мин в масляной ванне при температуре масла 80—100°С. При этом палец должен входить в отверстие бобышки поршня под усилием большого пальца руки. Запрессовка пальца в поршень не допускается.
При сборке поршня с шатуном поршень должен быть установлен так, чтобы смещение камеры сгорания было направлено в сторону длинного шатунного болта.
Подбор поршневых колец и установка их на поршень. На каждый поршень подбирают три компрессионных и два маслосъемных кольца. При этом наружная цилиндрическая поверхность верхнего компрессионного кольца должна быть хромирована, второе кольцо должно иметь луженые канавки.
Компрессионные кольца устанавливают на поршень скосом на торце вверх (к днищу поршня). Тепловой зазор в замках поршневых колец, вставленных в гильзу цилиндра, должен составлять 0,45—0,65 мм. Просвет между стенкой гильзы и наружной поверхностью колец не допускается.
При величине теплового зазора менее 0,45 мм пропилить концы стыка, обеспечив при этом их параллельность в сжатом состоянии. Тепловой зазор в замках поршневых колец проверяют щупом; кольцо при этом должно находиться на расстоянии не менее 25 мм от верхней кромки гильзы.
Установку поршневых колец на поршень выполняют при помощи приспособления (см. рис. 18), ограничивающего расширение кольца обоймой с внутренним диаметром 14,2,5 мм. При этом замки смежных колец должны быть расположены относительно друг друга под углом 180°.
Установка шатунно-поршневой группы. Перед установкой гильзы в блок цилиндров тщательно протереть посадочные поверхно-сти в блоке и цилиндре, а уплотнительные кольца после установки в канавки гильзы смазать дизельным маслом.
Гильзу с уплотнительными кольцами устанавливают в блок цилиндров от усилия руки. Буртики гильз цилиндров должны выступать над плоскостью блока на 0,065—0,165 мм.
Перед установкой поршня с шатуном зеркало цилиндра тщательно протереть и смазать дизельным маслом. Кроме того, обильно смазать дизельным маслом и поршневые кольца по всей поверхности.
Поршень устанавливают в цилиндр так, чтобы камера сгорания была смещена внутрь двигателя, в сторону топливного насоса. Поршневые кольца должны быть обжаты обоймой, внутренний диаметр которой равен диаметру цилиндра (рис. 20).
При сборке шатунных подшипников необходимо проследить, чтобы клейма спаренности на шатуне и крышке были одинаковыми, а риски спаренности совпадали.
Болты крепления крышек шатунов затягивают моментом 16—18 кГм. Затяжку начинают с длинного болта и выполняют в два приема сначала половинным усилием, а затем полным. Замковые шайбы шатунных болтов устанавливают при каждой сборке новые, так как повторная отгибка усов замковых шайб не допускается.
После окончательной установки шатунно-поршневой группы коленчатый вал должен плавно, без заеданий, провертываться от руки рычагом длиной 550 мм за головку болта крепления шкива коленчатого вала.
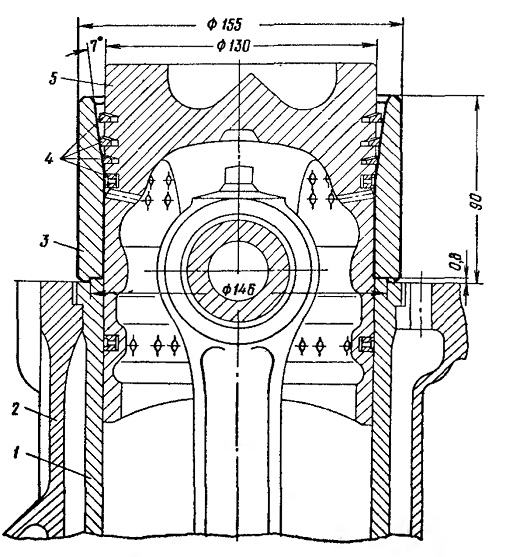
Рис. 20. Обойма для установки поршня в гильзу цилиндра:
Источник
Двигатели ЯМЗ-236 и ЯМЗ-238: Разборка и сборка в одиночку

При ремонте двигателя ЯМЗ не всегда бывают удобные условия и не всегда под рукой грузоподъемные механизмы. Поэтому, с течением времени, выработалась определенная методика разбора двигателя и последующей его сборки.
К тому же, могу сказать, что все действия по сборке-разборке двигателя можно выполнить практически одному. Звучит не очень правдоподобно, учитывая что вес двигателя 1000-1250 кг. Но не будем спешить с выводами, попробуем разобраться.
1. Установка двигателя на место разборки
При снятии и установке двигателя на место разборки, желательно чтобы основание было крепкое (к примеру асфальт или плиты). Лучше первый раз опустить на что то мягкое (например, старый баллон) и на левой стороне выкрутить болты, стягивающие крышки коренных подшипников.
Затем, перецепить стропы или чалку за одну головку (за передний и задний рым болт) и подготовить старую гильзу цилиндров или кусок бруса по длине гильзы.
Поднимать двигатель лучше за правую головку, после чего опустить его на пол таким образом, чтобы противоположная головка опиралась на коллектор, а разъем блока по поддону опирался на вертикально поставленную гильзу в середине блока. Под коллектор следует положить доску дюймовку.
2. Разборка двигателей ЯМЗ-236 и ЯМЗ-238

Также снимаем фильтр тонкой очистки масла. Далее, снимаем сцепление, маховик и кожух сцепления. Теперь, можно приступать к снятию поддона, масляного насоса и главное не забыть снять уголок маслопровода прикрученного к блоку.
После этого, можно откручивать шатуны 1, 2, 3, 4 и вытаскивать их вместе с поршнями. Для снятия гильз, лучше применять специальный съемник, а если его нет, то медную выколотку. Если же гильзы идут в металлолом, то гораздо проще выбить их старой полуосью, особенно сподручно это делать ЗИЛовскими или КамАЗовскими полуосями.

Следующим этапом, можно приступить к снятию коленчатого вала двигателя. Для этого откручиваем болты стяжные коренных подшипников со стороны правой головки, а затем откручиваем крышки коренных подшипников снизу. Вытаскиваем крышки, оставляя на месте среднюю. Далее, прокручивая последовательно коленчатый вал, откручиваем 5, 6, 7, 8 шатун и снимаем крышки шатунов.
В виду того, что плоскость разъема блока находится у нас в вертикальной плоскости, то готовим пару брусков и вставляем их под противовесы коленвала. Придерживая коленвал, снимаем последнюю среднюю крышку коленвала и аккуратно его выкатываем.

Все, коленвал снят и можно убирать его в сторону. Здесь еще возможно сначала отпустить двигатель с гильзы, а затем его снимать — это по желанию.
Берем домкрат, ставим его наклонно и упираем в верхний угол середины разъема блока, немного поддомкрачиваем и вытаскиваем гильзу из под блока. Спускаем домкрат и если не хватает хода, то перехватываемся и опускаем блок до земли на прокладку.
Затем, монтировкой приподнимаем за левую головку и подкладываем под разъем блока с головкой брусок с тем расчетом, чтобы прокладка доски между коллектором и асфальтом вышла. Теперь снимаем левую головку блока, шатуны с поршнями 5, 6, 7, 8 и гильзы цилиндров. Все, двигатель разобран.


3. Сборка двигателей ЯМЗ-236 и ЯМЗ-238
После разборки двигателя, дефектуем детали, если надо точим или меняем коленвал, поршневую и начинаем сборку. Для этого, наклоняем блок на 5-8 цилиндр, под шпильки ложим доску дюймовку, затем ставим домкрат на край блока и поднимаем его таким образом, чтобы опять можно было подставить гильзу.
Затем, берем коренные вкладыши и вставляем их в блок. Далее, если вы один, то по брускам закатываем коленвал на место и закрепляем его средней коренной крышкой. Проворачиваем колено для того, чтобы совпали метки на распредвалу и ставим первый бугель не забывая мазать вкладыши и болты маслом.
Потом, ставим на место последний и затягиваем все остальные. Затягивать коренные лучше в два приема: первый раз 20 кгм; второй, уже капитально 43-47 кгм.
Лучше всего затягивать динамометрическим ключем, но если его нет, то тоже не беда, можно попробовать иной способ. К примеру, я вешу 80 кг — значит под своим весом на рычаге 1 метр, я создам крутящийся момент равный 80 кгм. Если взять рычаг 55-60 сантиметров, то я под своим весом как раз обеспечу требуемую затяжку.
Для того, чтобы затянуть коренные, брал обычно накидной многогранный ключ и трубу, а напильником наносил метку на 55 сантиметрах. Ключ попеременно переставлял на верхний и нижний болт коренных подшипников и под собственным весом последовательно затягивал бугеля, не забывая после каждой затяжки подшипника прокручивать вал.
После затяжки коленвала, приступал к вставке гильз 5-8 цилиндров. Резинки мазал хозяйственным мылом, а забивал гильзы кувалдой через березовый брусок.
Далее, вставляем поршня с шатунами и также протягиваем их под своим весом, но используя общий рычаг, в моем случае 80 кг разделить на 22 кгм = 0.32 метра. Все, половину ЦПГ собрали, пора браться за другую сторону.
Для этого отпускаем за бугельный болт домкратом блок, переваливаем его на другую сторону. Опять поднимаем его домкратом, подставляем гильзу под блок и устанавливаем на место 1-4 гильзы, а затем шатуны с поршнями и затягиваем шатунные болты. Шатунно поршневой механизм собран.
Устанавливаем переднюю крышку двигателя и задний кожух маховика, ставим маховик и затягиваем его. Прикручиваем масляный насос и закрываем поддон.
Если поддон емкостью вперед двигателя, то ложим перед спускной пробкой доску дюймовку и опускаем за поддон двигателя блок, убрав из под блока гильзу цилиндров. Когда блок поддоном лежит на земле, то перевернуть его на поддон всей плоскостью с помощью лома не проблема.
Как только блок занял у нас вертикальное положение, начинаем устанавливать головки, штанги, коромысла. Устанавливаем шкив коленвала и за одним регулируем клапана. Затем, переходим к установке масляных фильтров, сцепления, ТНВД, площадки компрессора, генератора, турбины и стартера.
Прокачиваем из чистой емкости топливную систему и, если нужно, регулируем момент впрыска. Ставим все ремни на место и регулируем их. Смысл в том, чтобы сделать все по двигателю на месте, чтобы потом не прыгать по раме попугаем. Когда двигатель полностью укомплектован, отрегулирован и соответствует агрегату первой комплектации, то поставить его на место и завести дело не сложное.
4. Послесловие
Эксплуатируя автомобиль МАЗ не редко приходится серьезно напрягаться, многих из нас поджидает радикулит и тому подобные болезни. Поэтому, когда будете поднимать некоторые детали, помните о своем здоровье.
В юности я ходил заниматься штангой, больших результатов не достиг, но запомнил слова тренера. Он говорил, что если хотите дружить со штангой, то тренируйте ноги. Ведь у среднего человека становой пресс тянет около 200 кг, потому нагружайте ноги держа прямой спину.

Для справки, головка двигателя ЯМЗ-238 весит около 90 кг, а коленвал 120 кг. Детали отечественных двигателей легкостью не отличаются.
Однако, мне приходилось много раз снимать одному головку с двигателя ЯМЗ-238: то оторвешь ее от прокладки монтировкой, то за счет ног при прямой спине и вытянутых руках удается ее приподять со шпилек и переставить на колесо.
Надеюсь, что такие упражнения дались мне без ущерба для здоровья. Однако, бесспорно лучше такие детали перетаскивать вдвоем или используя подъемные маханизмы.
Источник