Схема капитального ремонта железнодорожного пути




§ 5. Капитальный решит пути
Общие положения. Капитальный ремонт пути производится, как правило, при необходимости сплошной смены рельсов на значительном протяжении главных путей перегонов и станций сплошными участками.
Одновременно со сменой рельсов при капитальном ремонте осуществляются работы, связанные с ремонтом земляного полотна, регуляционных и искусственных сооружений, увеличением толщины слоя балласта под шпалой, а также по замене загрязненного балласта, смене шпал новыми железобетонными или деревянными и другие. Подробный перечень работ, выполняемых при капитальном ремонте, приведен в главе I.
Капитальный ремонт пути выполняется в соответствии с проектом, который составляется на основании натурной съемки и обследования пути с использованием всех имеющихся данных по его эксплуатации и текущему содержанию.
Мероприятия по продольному профилю и плану пути, земляному полотну, верхнему строению, искусственным сооружениям, переездам, станциям, устройствам СЦБ, контактной сети проектируются в полном соответствии с Техническими указаниями на проектирование капитального ремонта пути.
В зависимости от рода балласта, типа шпал, применяемых машин капитальный ремонт пути имеет следующие основные разновидности:
1) капитальный ремонт пути, лежащего на щебеночном балласте и деревянных шпалах, с применением путеукладчиков, щебнеочистительной машины ЩОМ-Д и других машин;
2) капитальный ремонт пути, лежащего на щебеночном балласте и деревянных шпалах, с применением путеукладчиков, щебнеочистительной машины ЩОМ-Д, выправочно-подбивочно-отделочной машины ВПО-3000 или шпалоподбивочной машины ШПМ-02;
3) капитальный ремонт пути, лежащего на щебеночном балластер с укладкой железобетонных шпал и бесстыковых плетей с применением путеукладчиков, щебнеочистительной машины ЩОМ-Д, выправочно-подбивочно-отделочной машины ВПО-3000 или шпалоподбивочной машины ШПМ-02;
4) капитальный ремонт пути, лежащего на деревянных шпалах, с постановкой на щебень и с использованием путеукладчиков, выправочно-подбивочно-отделочной машины ВПО-3000 или шпалоподбивочной машины ШПМ-02 и других машин;
5) капитальный ремонт пути с постановкой на щебень и укладкой железобетонных шпал, бесстыковых рельсовых плетей с применением путеукладчиков, выправочно-подбивочно-отделочной машины ВПО-3000 или шпалоподбивочной машины ШПМ-02 и других машин;
6) капитальный ремонт пути, лежащего на песчано-гравийном балласте и деревянных шпалах, с применением путеукладчиков, электробалластера и других машин.
При капитальном ремонте пути, лежащего на щебеночном балласте, с применением щебнеочистительной машины ЩОМ-Д средняя норма расхода щебня на 1 км пути 600 м 3 . При переходе на новые поперечные профили балластной призмы с откосами 1:1,5 норма расхода щебня увеличивается:
при деревянных шпалах:
а) при изменении толщины щебеночного слоя под шпалой с 18 до 25 см и ширины плеча призмы с 15 до 25 см на 380 м 3 /км;
б) при сохранении толщины щебеночного слоя под шпалой 25 см и изменении ширины плеча призмы с 15 до 25 см на 65 м 3 /км;
в) при изменении толщины щебеночного слоя под шпалой с 25 до 30 см и ширины плеча призмы с 15 до 35 см на 360 м 3 /км;
г) при изменении толщины щебеночного слоя под шпалой с 25 до 35 см и ширины плеча призмы с 15 до 45 см на 670 м 3 /км;
д) при изменении толщины щебеночного слоя под шпалой с 18 до 35 см и ширины плеча призмы с 15 до 45 см на 980 м 3 /км;
е) при изменении толщины щебеночного слоя под шпалой с 18 до 30 см и ширины плеча призмы с 15 до 35 см на 670 м 3 /км;
при железобетонных шпалах:
а) при изменении толщины щебеночного слоя под шпалой с 25 до 40 см и ширины плеча призмы с 25 до 45 см на 860 м 3 /км;
б) при изменении толщины щебеночного слоя под шпалой с 25 до 35 см и ширины плеча призмы с 25 до 35 см на 550 м 3 /км;
в) при изменении толщины щебеночного слоя под шпалой с 25 до 30 см при плече призмы 25 см на 250 м 3 /км.
Если устраивается асбестовое защитное покрытие, то предусматривается расход асбестового балласта в объеме 650 м 3 /км на однопутном участке и 680 м 3 /км на двухпутном. Расход щебня при этом уменьшается на 300 м 3 /км.
Нормы расхода балласта при постановке пути на щебень или сортированный гравий в соответствии с новыми поперечными профилями представлены в табл. 30.
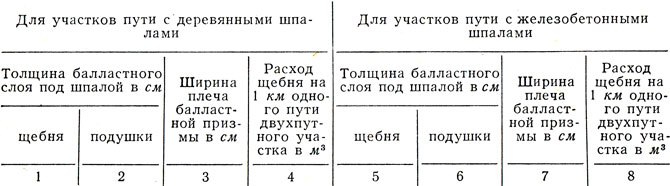
Таблица 30. Нормы расхода балласта при постановке пути на щебень или сортированный гравий

При песчоной подушке

При подушке из карьерного гравия и других соответствующих ему материалов
При постановке пути на щебень на однопутном участке нормы расхода щебеночного балласта уменьшаются на 4%.
Все работы по капитальному ремонту пути, как и при других видах ремонта, делятся на подготовительные, основные и отделочные.
В связи с применением на замене рельсошпальной решетки путеукладочных кранов большая часть подготовительных работ перенесена с перегонов на звеносборочные базы.
На звеносборочных базах производятся работы по выгрузке новых материалов верхнего строения пути, сборке новых и разборе старых рельсовых звеньев, ремонту элементов верхнего строения пути, отгрузке старогодных материалов.
Основные работы, выполняемые в «окно» в графике движения поездов, являются ведущими работами, так как от принятого способа их производства, от фронта работ в «окно» и частоты предоставления «окон» зависит организация подготовительных и отделочных работ.
Звеносборочные базы. Основы проектирования звеносборочных баз. Большое значение для нормальной работы базы имеет выбор места ее расположения. При выборе мест расположения баз учитывается возможность постоянной или длительной эксплуатации их в течение ряд лет для производства ремонта пути на целых направлениях.
На направлениях с развитой сетью дорог звеносборочные базы удобно располагать на узловых станциях. Такая база обеспечивает производство работ на всех примыкающих направлениях.
Существенное значение при выборе мест расположения баз имеет наличие в этих местах электроэнергии, водоснабжения, шоссейных или грунтовых дорог. Всегда предпочтительным оказывается расположение баз вблизи населенных пунктов, в которых имеются школы, магазины, лечебные, детские и культурно-бытовые учреждения, что создает благоприятные условия по обслуживанию работников путевых машинных станций.
Стремятся, как правило, располагать звеносборочную базу на площадке для уменьшения объема строительных работ и улучшения условий маневровых работ. В отдельных случаях можно располагать базу и на уклонах, не превышающих 1,5‰; в трудных условиях допускается увеличение уклонов базовой площадки, но, как правило, не более чем до 2,5‰.
При наличии в районе ремонтируемого участка заводов по изготовлению железобетонных шпал, шпалопропиточных или щебеночных для рациональной транспортировки материалов верхнего строения пути целесообразно приближать звеносборочные базы к этим заводам.
Строительством звеносборочных баз начинается по существу производство подготовительных работ по ремонту пути на новом участке.
Строительство базы начинается с разбивки оси пути примыкания и осей основных путей базы и с подготовки строительной площадки (вырубка леса или кустарника, снос отдельных малозначительных строений, относ или подъемка линий связи и т. д.). После этого выполняются земляные работы и при необходимости строятся временные искусственные и другие сооружения. Затем укладывается с помощью путеукладчиков верхнее строение пути из старогодных звеньев, снятых в конце сезона с ремонтируемых участков пути.
Количество путей, их длина зависят от необходимой производительности базы, типа применяемых машин и механизмов. Как правило, каждая база должна иметь:
1) пути для сборки новых звеньев рельсошпальной решетки;
2) пути, обслуживающие сборку. По этим путям перемещаются краны и подвижной состав, с которого выгружаются материалы верхнего строения и грузится готовая продукция и др.;
3) пути для раборки старогодных звеньев и сортировки старогодных материалов;
4) пути шпалоремонтной мастерской;
5) пути для складирования, выгрузки и погрузки балластных материалов;
6) пути для формирования и стоянки путеукладочных составов, а также других машин тяжелого типа;
7) хозяйственные пути, где размещаются вагоны ПМС, в том числе мастерские, электростанции, вагоны для жилья и др.
В ряде случаев на базах, обеспечивающих укладку бесстыкового пути, размещаются рельсосварочные поезда, для которых также требуется определенная группа путей.
Для того чтобы не задерживать приемку материалов верхнего строения и сборку рельсошпальной решетки, укладочные работы, как правило, ведутся в две очереди. В первую очередь укладываются пути заезда на базу, пути выгрузки и складирования материалов верхнего строения и пути сборки звеньев. Во вторую очередь укладываются пути для размещения вагонов механического цеха, жилых вагонов, стоянки машин тяжелого типа, для разборки старой путевой решетки; последние могут укладываться после начала путевых работ на данном участке за счет использования старогодной путевой решетки, снятой в первые «окна». По мере выполнения укладочных работ производится балластировка пути с постановкой на песчаный балласт или шлак.
Одновременно с укладкой путей выполняются работы по оборудованию базы; сооружаются силовые линии для питания энергией механического цеха, машин и механизмов и осветительные линии от местных источников энергии, если таковые имеются, при отсутствии оборудуются линии от передвижных электростанций; устраиваются радиотрансляционные линии вдоль путей базы, линии водоснабжения и другие производственные и бытовые сооружения. Кроме того, выполняются земляные и другие работы по устройству щебеночной базы с учетом складирования на ней 50 — 70 тыс. м 3 и более щебня.
Мощность конструкции пути щебеночной базы рассчитывается на многократные подъемки и сдвижки по мере роста штабеля щебня, а также на безопасный пропуск груженных щебнем составов и на работу путевого струга.
Размеры и схемы звеносборочных баз определяются в зависимости от сроков их службы, объемов выполняемых за сезон работ и местных топографических условий. Примерные схемы баз приведены на рис. 87.
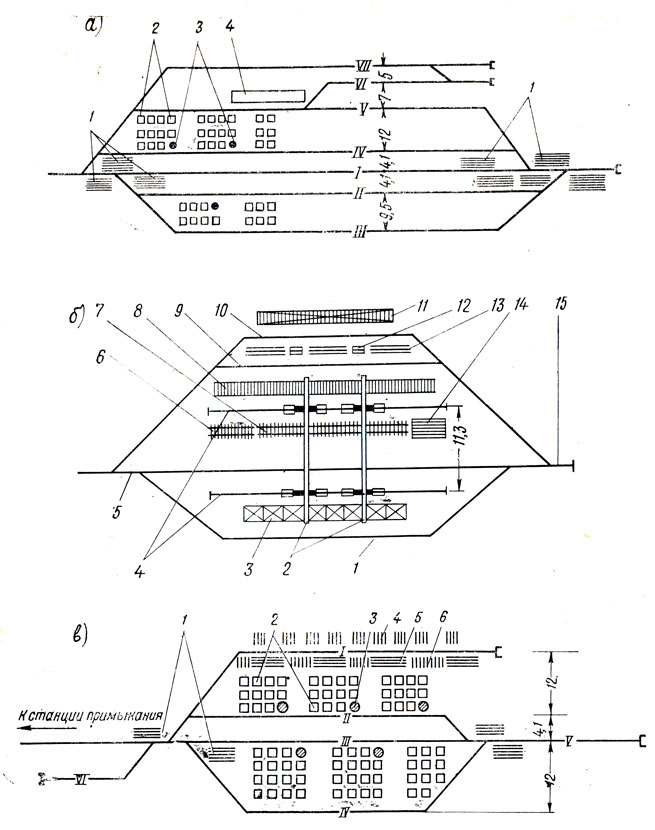
Рис. 87. Схемы звеносборочных баз: а — база для работы погрузочных стреловых кранов АГМУ: I — ходовой путь для машин по сборке звеньев; II и IV — пути сборки звеньев и выгрузки материалов; III и V — пути выгрузки материалов; VI и VII — пути разгрузки и разборки старогодных звеньев; -штабеля новых рельсов; 2 — штабеля новых шпал; 3 — скрепления; 4 — шпалоремонтная мастерская; б — база для работы козловых кранов: 5 — путь стоянки укладочных и разборочных поездов; 2 — козловые краны; 3 — штабеля новых скреплений; 4 — подкрановые пути; 5 — путь для выгрузки материалов и погрузки готовых звеньев; 6 — штабеля готовых звеньев; 7 — сборочные стенды; 8 — штабеля шпал; 9 — путь отгрузки старогодных материалов; 10 — разборочный путь; 11 — штабеля старогодных шпал; 2 — старогодные скрепления; 13 — старогодные рельсы; 14 — штабеля новых рельсов; 15 — маневровая вытяжка; в — база для небольших объемов работ: I — пути разборки звеньев и отгрузки старогодных материалов; II — путь сборки новых звеньев; III — ходовой путь и выгрузки новых материалов; IV — путь выгрузки новых материалов; V — путь стоянки машин; VI — улавливающий тупик; 1 — штабеля новых рельсов; 2 — штабеля новых шпал; 3 — скрепления; 4 — старогодные шпалы, не подлежащие ремонту; 5 — старогодные рельсы; 6 — старогодные шпалы, подлежащие ремонту
После выбора площадки для базы производятся геодезические работы — теодолитная съемка и нивелирование строительной площадки (нивелируют площадку обычно по квадратам со стороной 100, 50, 20 м).
По полученным нивелировочным отметкам строятся горизонтали, которые являются основой для определения объема земляных работ, установления мест постройки искусственных сооружений.
Базовые пути строятся с учетом требований габарита, Правил технической эксплуатации железных дорог СССР и технических указаний, разработанных для проектирования станций и узлов.
Пути для сборки звеньев определяют весь технологический цикл базы. Их длина зависит от суточной производительности базы, которая в свою очередь зависит от темпа укладочных работ в «окно». Суммарная полезная длина путей сборки или суммарная длина лекальных путей сборки определяется выражением

где S — суточная производительность базы в пог. м;
nяр — количество ярусов сборки (для деревянных шпал до четырех ярусов, для железобетонных не более трех);
Δl — технологический разрыв между собираемыми звеньями (обычно Δl=0,5 м).
Например, при суточной производительности базы по сборке звеньев длиной 25 м на деревянных шпалах и рельсах Р65 1 000 пог. м, количестве ярусов nяр=3 полезная длина путей сборки составит

Если под сборку звеньев отводится к путей, то полезная длина каждого из них должна быть не менее

Пути сборки могут быть изолированными от остальных путей, т. е. тупиковыми, и соединенными с остальными путями стрелочными переводами, т. е. сквозными. С точки зрения взаимозаменяемости путей, маневренности предпочитаются схемы баз со сквозными путями сборки, однако в первом случае достигается экономия за счет отсутствия на каждом пути двух стрелочных переводов.
Пути обслуживания располагаются рядом с путями сборки. Их длина зависит от длины путей сборки.
Расстояния между осями путей сборки и путей обслуживания устанавливаются исходя из требований габарита и из параметров кранового оборудования. По габариту С минимальное расстояние между осями путей принимается не менее 3 600 мм. Для междупутий, где размещаются штабеля шпал в один ряд, это расстояние увеличивается до 7 200 мм. Расстояние от оси пути до опор линий электроснабжения, портальных рам козловых кранов должно быть не менее 2450 мм.
Варианты взаимного расположения путей сборки и путей обслуживания могут быть различные, каждый из которых имеет свои достоинства и недостатки. Так, на рис. 88, а для двух путей сборки имеется один путь обслуживания, расположенный между ними, а на рис. 88, б для двух путей сборки имеется два пути обслуживания и один путь ходовой. В первом случае сборка звеньев сконцентрирована в одном месте и осуществляется она с одного пути обслуживания двумя кранами, один из которых раскладывает шпалы, а другой — рельсы и скрепления. В этом случае в период сборки звеньев, на одном из путей нельзя использовать другой путь для выгрузки материалов верхнего строения. Вторая схема расположения путей более удобна, так как она обеспечивает выгрузку материалов верхнего строения независимо от сборки звеньев. Правда, в данном случае увеличивается число путей и общая их длина, что несколько удорожает строительство базы.
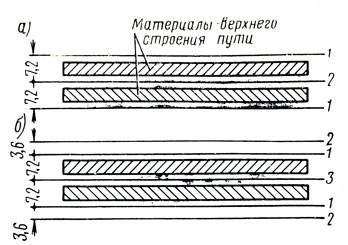
Рис. 88. Варианты расположений путей сборки и обслуживания: а — вариант 1; б — вариант 2; 1 — путь обслуживания; 3 — ходовой
В случае применения козловых кранов представляется возможным уменьшить длину путей сборки на 20%. Однако здесь возникает необходимость в укладке подкрановых путей. Козловые краны улучшают технологию сборки звеньев, так как уменьшаются непроизводительные пробеги крана и создаются более благоприятные условия для выгрузки и погрузки материалов верхнего строения. Однако козловые краны не обеспечивают выполнения всех операций, поэтому наряду с ними на таких базах используются и стреловые краны.
На рис. 89 приведены схемы расположения путей при работе на базе портальных (козловых) кранов. На монтаже и погрузке звеньев обычно занято не менее двух кранов; каждый кран обслуживает сборку звеньев своего яруса и обеспечивает один поток.
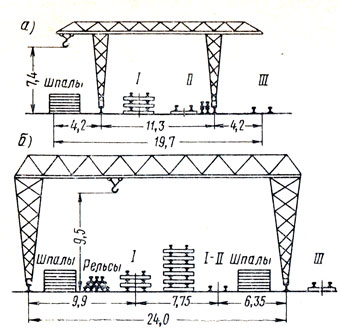
Рис. 89. Расположение путей при работе на базе портальных кранов: а — типа 972-00-00 грузоподъемностью 5Т; б — типа КСК-102 грузоподъемностью 10T; I — путь сборки; II — путь обслуживания (на этом же пути загружается путеукладочный поезд); III — путь для выгрузки материалов
При загрузке укладочного поезда краны спариваются, и звено длиной 25 м захватывается в двух сечениях. При этом для погрузки звеньев с деревянными шпалами применяются два крана грузоподъемностью по 5 Т каждый, а для звеньев с железобетонными шпалами — два крана грузоподъемностью по 10 Т каждый.
При отсутствии 10-Т кранов сборку звеньев с железобетонными шпалами и рельсами длиной 25 м можно вести с применением 5-T кранов. Однако погрузка собранных звеньев в этом случае должна осуществляться укладочным краном
методом «на себя» с последующей перетяжкой пакетов на платформы, оборудованные роликами.
Пути разборки старых звеньев и сортировки материалов в ряде случаев располагаются вблизи от путей сборки, с тем, чтобы было удобно использовать при сборке звеньев старогодные шпалы, которые, как правило, ремонтируются в шпалоремонтных мастерских. Расположение шпалоремонтных мастерских должно обеспечивать удобство подачи старогодных шпал в ремонт с путей разборки и отремонтированных шпал на пути сборки и погрузки их на подвижной состав для отправки на дистанции пути.
Минимальная длина путей разборки зависит от фронта работ в «окно» и устанавливается по зависимости

где lфр — фронт работ в «окно» в м;
lзв — длина звена разбираемого старого пути в м;
nяр — количество ярусов звеньев в пакете;
кn — число платформ под одним пакетом;
15. — длина одной четырехосной платформы в м;
Путевое развитие щебеночной базы определяется в основном двумя факторами: количеством щебня, необходимого для засыпки шпальных ящиков на участке основных работ, и количеством щебня, который в зимний период могут дать щебеночные заводы.
Количество щебня, необходимого для засыпки шпальных ящиков на участке основных работ, обычно колеблется в пределах 18 — 30% общей его потребности, что в основном и определяет минимум размеров щебеночного склада. По условиям зимней поставки объем щебня на складе может достигать 40 — 45% общей потребности.
Пути щебеночной базы делятся на:
1) пути для разгрузки прибывающего материала;
2) пути для погрузки щебня в вагоны;
3) пути стоянки подвижного состава и производства маневров.
Длина путей зависит от размеров щебеночного склада, способов образования его, методов погрузки щебня, типов погрузочно-разгрузочных механизмов, длины прибывающих на базу составов.
Схемы расположения путей при погрузке щебня экскаваторами на железнодорожном ходу приведены на рис. 90. Схема а предусматривает отправку щебня со вклада одним поездом. При погрузке двух или более поездов для лучшего использования погрузочных механизмов необходимо иметь дополнительный тупиковый путь (схема б) или обгонный путь (схема в).
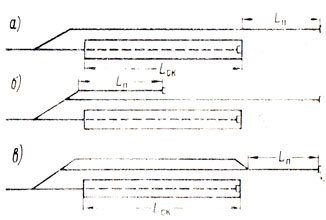
Рис. 90. Схемы расположения путей при погрузке щебня экскаваторами на железнодорожном ходу: а — при отправке щебня одним поездом; б и в — при погрузке двух и более поездов
Расстояние штабеля щебня от оси близлежащего пути обычно принимается не менее 2 м, высота штабеля 5 — 7 м, уклон пути не круче 15‰. Во всех случаях величина уклона должна обеспечивать возможность трогания поезда с места, т. е.
где i — уклон разгрузочного пути в ‰;
Fк.тр — сила тяги локомотиива при трогании с места в кГ;
Q — вес поезда брутто в кг;
w0+wтр — полное (основное и дополнительное) удельное сопротивление поезда при трогании с места: w0+wтр=11,2-0,3q0
q0 — средняя нагрузка от оси на рельсы в Т.
Для маневровых работ, стоянки путеукладочных поездов и других машин на базе, как правило, отводят один-два пути. Суммарная длина этих путей обычно не превышает 600 — 700 м.
Пути стоянки вагонов ПМС (жилые, служебные, механического цеха и др.) укладываются ближе к станции примыкания. Применительно к существующим размерам ПМС общая длина таких путей должна быть не менее 1 500 м.
Затраты на постройку звеносборочной базы зависят от объема земляных работ, степени развития базовых путей и срока службы базы. Затраты на постройку стационарных баз значительно превышают затраты на постройку временных баз. При решении вопроса о том, когда база устраивается стационарной и когда временной, необходимо учитывать следующее. Если объем путевых работ на участке (приведенный к капитальному ремонту пути), выполняемых L км, то при годовой производительности базы Lгод ее службы составит
При средней грузонапряженности участка Тгод и норме межремонтного тоннажа для данного типа верхнего строения пути Ткап потребуется следующий срок между двумя ремонтами:
Если t≥tпер то строится база стационарного типа.
Стоимость строительства стационарных баз с учетом затрат на материалы и оборудование колеблется в пределах 100 — 500 тыс. руб.
Сборка звеньев на звеносборочной базе. Для успешной работы ПМС по укладке пути сборка звеньев на базе, как правило, начинается еще в зимние месяцы. До начала летних путевых работ собирается 20 — 25% годовой потребности звеньев. Собранные звенья складируются в штабеля в местах, удобных для последующей их погрузки на путеукладочные поезда. При использовании погрузочного крана Платова в штабеля по высоте укладываются 11 — 12 звеньев, а при козловых кранах — до 16 — 17 звеньев.
Организация работ по сборке звеньев зависит от средств механизации, рода шпал (деревянные или железобетонные), видов скреплений (костыльное нераздельное, шурупное или болтовое раздельное), типа и длины рельсов.
Основным способом производства работ по сборке звеньев является поточный способ, создающий наиболее благоприятные условия для использования машин и механизмов.
Сборка звеньев производится на основании специальной ведомости сборки, в которой указываются:
а) для какого пути планируется сборка (четного или нечетного), для многопутного участка или однопутного, для перегона или станции, для прямой или кривой;
б) наличие и расположение изолирующих стыков, искусственных сооружений, стрелочных переводов и различных устройств;
в) номера звеньев, длина рельсов по правой и левой нитям, ширина колеи, количество шпал на звено.
Сборка звеньев слагается из последовательного производства следующих операций: раскладка шпал, сверление отверстий в шпалах для костылей или шурупов (при железобетонных шпалах типа С-56-1 отверстия сверлятся в деревянных дюбелях), раскладка скреплений, раскладка рельсов и пришивка их.
Раскладка шпал производится стреловыми кранами, кранами дрезин АРМу, ДГК или козловыми кранами.
Стреловые и козловые краны раскладывают деревянные шпалы пакетами по 20 — 25 шт., а железобетонные — по 8 шт. Раскладка этих пакетов на пути-шаблоне производится с таким расчетом, чтобы избежать в дальнейшем при раскладке их по эпюре излишних перемещений.
Разложенные по эпюре шпалы выравниваются с одной стороны по шнуру. Шнуровая сторона устанавливается в зависимости от места укладки звеньев, а именно: на станциях — со стороны пассажирского здания; на однопутных участках в прямых — с правой стороны по счету километров, а в кривых — по упорной нити; на двухпутных участках — с полевой стороны обоих путей. Отверстия в деревянных шпалах и дюбелях железобетонных шпал сверлятся электрическими дрелями по дереву ЭСД-2, И-27 и другими: отверстия под костыли диаметром 12 мм и глубиной 110 — 120 мм, а под шурупы диаметром 14 — 15 мм и глубиной 140 мм или сквозными.
Просверленные отверстия для предохранения древесины от гниения заливают антисептиком. Для обеспечения расположения шпал по шнуру, правильного взаиморасположения отверстий, придания отверстиям вертикального направления используются специальные шаблоны-кондукторы.
Подкладки и прикрепители на шпалы раскладываются вслед за сверлением и антисептированием отверстий в них. В случаях сборки звеньев с железобетонными шпалами сначала на них укладываются деревянные или резиновые прокладки, а затем подкладки.
Рельсы на подкладки раскладываются погрузочными кранами Платова, козловыми кранами или кранами АГМу и ДГК. Наиболее целесообразна раскладка рельсов погрузочными кранами Платова, так как на платформу крана грузятся одновременно 15 — 20 рельсов, что дает возможность раскладывать их практически по всему фронту работ (для одного яруса сборки) без лишних пробегов к штабелю рельсов. Во многих путевых машинных станциях при сборке звеньев с раздельным скреплением для увеличения производительности труда рельсы раскладывают с прикрепленными к ним на специальном стенде (типа ОПМС-1) подкладками.
Стенд (рис. 91) представляет собой сплошной настил из досок толщиной 5 см, уложенных поперек шпал и образующих площадку размером 28×2,7 м. Поперек стенда прикреплены стальные полосы, образующие дорожки для подкладок. Расстояние между дорожками устанавливается в зависимости от эпюры шпал на звене.
Рис. 91. Стенд для прикрепления подкладок к рельсам
При костыльном скреплении костыли забиваются сначала по одной рельсовой нити, а затем по другой (ширина колеи ставится по глухому шаблону). Забивка костылей осуществляется пневматическими молотками ОМ-205 или электропневматическими костылезабивщиками ЭПК-3. При раздельном скреплении для завинчивания гаек закладных болтов используются электрические шурупно-гаечные ключи ШГК-3 или шуруповерты ШВ-1.
После сборки звена на концы рельсов наносится графитовая смазка с предварительным удалением грязи и ржавчины, устанавливаются по схеме пружинные противоугоны (при деревянных шпалах и нераздельном скреплении), укладываются на каждом конце звена две накладки со вставленными в каждую из них тремя (при шестидырных накладках) болтами с шайбами и гайками.
Собранное звено с железобетонными шпалами, подлежащее укладке на участках, оборудованных автоблокировкой и электрической централизацией стрелок, проверяется на сопротивление электротоку. В путь разрешается укладывать звенья, имеющие электрическое сопротивление не ниже указанного в табл. 31.
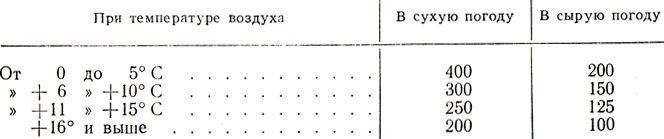
Таблица 31. Минимальное допустимое сопротивление звена длиной 25 м с железобетонными шпалами в ом
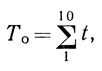
Рассмотрим типовой технологический процесс производства сборки звеньев с железобетонными шпалами и раздельным скреплением с применением козловых кранов и специального стенда типа ОПМС-1
Звенья собирает цех сборки в составе 51 человека (бригады № 1 — 6); его сменная производительность 600 пог. м. Сборка новых звеньев производится поточным способом на двух стендах и одном пути-шаблоне в два яруса с развернутым фронтом работ в 12 звеньев (длина звена 12,5 м).
Работы выполняются в следующем порядке (рис. 92). На путь-шаблон .6 человек бригады № 3 и 2 механика при помощи двух козловых кранов раскладывают железобетонные шпалы пакетами для шести звеньев, а затем эту работу продолжают выполнять 3 человека и 1 механик с краном № 2; 6 человек бригады № 4 раскладывают шпалы по эпюре, кладут на шпалы прокладки, изолирующие втулки и закладные болты; 2 человека бригады № 4 зачищают накладки и концы рельсов с нанесением графитовой смазки; 3 человека бригады № 3 и 1 механик краном № 1 подвозят со стенда № 1 рельсы с прикрепленными подкладками и укладывают их на шпалы для первых шести звеньев с установкой концов рельсов по угольнику, а 8 человек бригады № 1 на стенде № 1 раскладывают подкладки, прокладки под рельсы, комплектуют клеммы и клеммные болты.
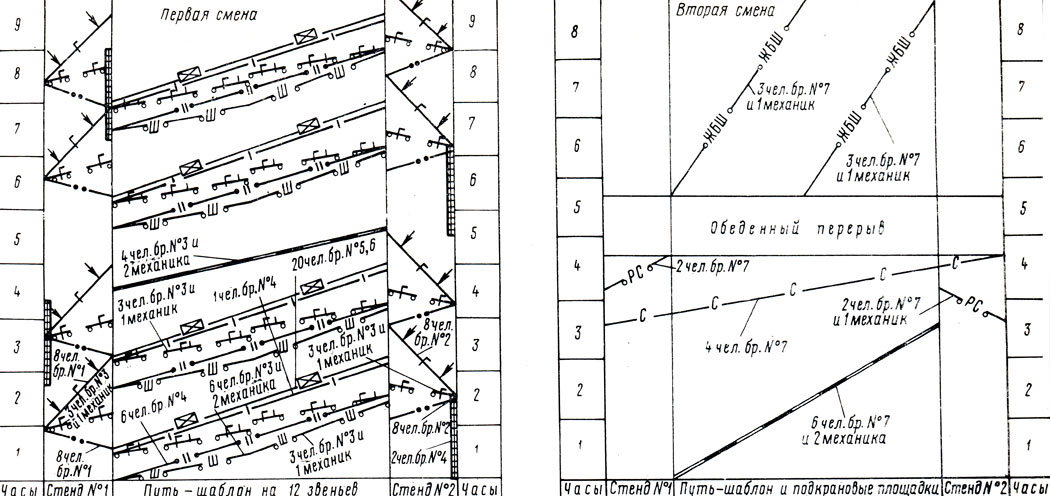
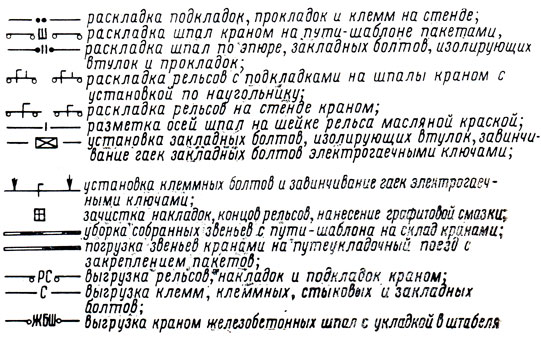
Рис. 92. График производства работ по сборке звеньев на базе
По мере раскладки рельсов 20 человек (бригады № 5, 6) устанавливают закладные болты, изолирующие втулки, завинчивают гайки закладных болтов электрогаечными ключами, а 1 человек бригады № 4 наносит на шейки рельсов оси шпал масляной краской.
После раскладки рельсов для первых 6 звеньев 3 человека бригады № 3 краном № 1 подают на стенд № 1 из штабеля двенадцать рельсов и затем продолжают раскладывать железобетонные шпалы на пути-шаблоне, а 3 человека бригады № 3 с краном № 2 подвозят со стенда № 2 рельсы с прикрепленными подкладками и укладывают их на шпалы для следующих 6 звеньев.
В это время 8 человек бригады № 1 на стенде № 1 устанавливают в гнезда подкладок клеммные болты и завинчивают их гайки электрогаечными ключами; 8 человек бригады № 2 на стенде № 2 раскладывают подкладки, прокладки под рельс, комплектуют клеммы и клеммные болты, а после подачи краном № 2 из штабеля рельсов устанавливают в гнезда подкладок клеммные болты и завинчивают гайки электрогаечными ключами.
На этом заканчивается процесс сборки первых 12 новых звеньев и цикл работ по сборке следующих 12 звеньев повторяется.
После сборки второго яруса звеньев назначается обеденный перерыв, а в это время 4 человека бригады № 3 и 2 механика двумя спаренными козловыми кранами убирают собранные звенья с пути-шаблона в штабеля.
После обеденного перерыва в такой же последовательности собираются следующие 24 звена, а уборка их с пути-шаблона производится во вторую смену с погрузкой непосредственно на платформы путеукладочного крана.
Во вторую смену выгружаются новые материалы верхнего строения пути. В начале смены 6 человек бригады № 7 при помощи двух спаренных кранов грузят новые звенья на путеукладочный поезд с укладкой на звенья накладок с болтами. Затем 2 человека краном выгружают рельсы, накладки и подкладки, 4 человека выгружают клеммы, клеммные, закладные и стыковые болты, изолирующие втулки, прокладки под рельсы и под подкладки.
После обеденного перерыва 6 человек бригады № 7 двумя группами по 3 человека в каждой при помощи козловых кранов выгружают из полувагонов железобетонные шпалы и укладывают их в штабеля.
Разборка звеньев на звеносборочной базе. Разборка старой путевой решетки, доставленной с перегона на базу, может производиться как вручную, так и с помощью машин и механизмов.
При разборке вручную старые звенья выгружаются путеразборочным краном на путь разборки в штабеля по 3 — 4 звена, что обеспечивает наиболее удобное и безопасное производство работ.
По мере раскладки звеньев группа рабочих выдергивает костыли, прикрепляющие рельсы к деревянным шпалам, а в случае шурупного скрепления вывинчивает шурупы электрическими шурупными ключами. Расшитые рельсы краном или грузятся на подвижной состав Для отправки на дистанции пути и рельсосварочные предприятия, или складываются в штабеля. Шпалы и скрепления сортируются и складываются в штабеля. Затем годные для ремонта шпалы отправляются в шпалоремонтную мастерскую.
После разборки верхнего звена последовательно разбираются и все остальные звенья.
В некоторых путевых машинных станциях разборка старых звеньев механизирована, для чего используются тракторы ДТ-54 или шпалорасшивочные машины ОПМС-1. В первом случае старые звенья укладываются подошвами рельсов на специальные стойки. Затем пропускается трактор, который своими гусеницами отдавливает (отрывает) шпалы от рельсов. Во втором случае старые звенья козловыми кранами укладываются на специальный разборочный стенд, состоящий из П-образных стоек, сваренных из рельсов легкого типа. Шпалорасшивочная машина ОПМС-1 отдавливает шпалы, проходя по расшиваемому звену (рис. 93). По мере расшивки звеньев рельсы убираются в штабеля козловыми кранами и на стенд укладываются следующие звенья.
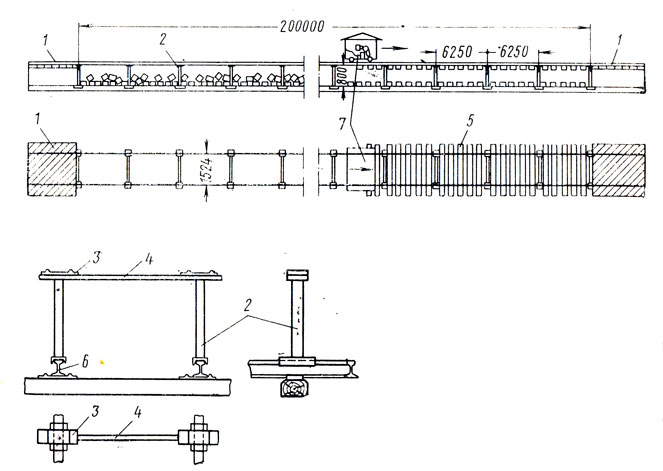
Рис. 93. Звеноразборочный стенд: 1 — площадка для отстоя машины; 2 — стойка; 3 — подкладка; 4 — соединительная стяжка; 5 — звено, уложенное на стенд; 6 — путь для установки стоек; 7 — щпалорасшивочная машина
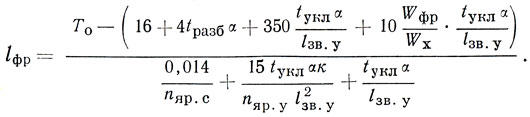
Ниже приводится типовой технологический процесс разборки старых звеньев путерасшивочной машиной ОПМС-1.
За одну смену разбирается 600 пог. м старой путевой решетки двумя бригадами в составе 14 человек.
На разборочный стенд непосредственно с разборочного поезда 4 человека бригады № 8 и 2 механика двумя спаренными козловыми кранами раскладывают 8 старых звеньев длиной 26 м, а затем 8 звеньев и стыковые накладки укладывают в штабеля; 3 человека этой же бригады снимают противоугоны, и машиной производится расшивка звеньев.
Сзади шпалорасшивочной машины 4 человека бригады № 8 и 2 механика двумя кранами убирают со стенда и укладывают расшитыефельсы в штабеля, а на стенд вновь раскладывают старые звенья, и цикл работ повторяется трижды. На второй день рельсовые звенья на расшивку подаются из штабеля.
Бригада № 9 в составе 7 человек в течение всего рабочего дня производит сортировку шпал по годности, скреплений по видам и укладывает их в штабеля.
После раскладки на стенд старых звеньев для третьего цикла разборки и снятия с них противоугонов 6 человек бригады № 8 при помощи козловых кранов вслед за расшивочной машиной убирают расшитые рельсы и укладывают их в штабеля, убирают шпалы и скрепления со стенда и подают их на сортировку, а отсортированные шпалы укладывают в штабеля; 1 человек бригады № 8 присоединяется к рабочим бригады № 9 и до конца рабочего дня работает с ними (рис. 94).
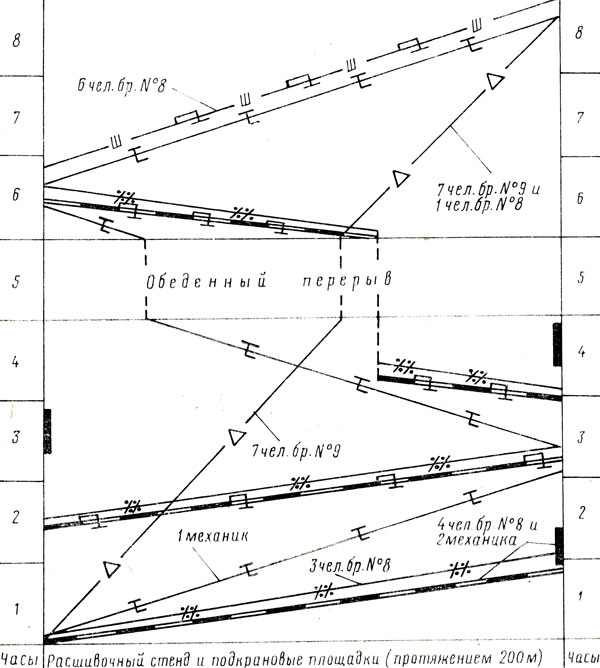
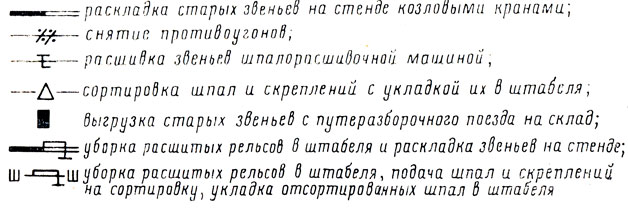
Рис. 94. График производства разборки старых звеньев
Автоматизация работ на звеносборочных базах по сборке и разборке звеньев. В настоящее время намечены и частично реализуются мероприятия по дальнейшему значительному повышению уровня механизации звеносборочных и звеноразборочных работ.
Создана и проходит эксплуатационные испытания полуавтоматическая звеносборочная линия (ППЗЛ) конструкции ПКБ Главстроймеханизации и автоматическая звеносборочная машина конструкции ПКБ ХабИИЖТа и др.
Полуавтоматическая поточная звеносборочная линия предназначена для сборки звеньев длиной 25 м с деревянными шпалами, эпюрой, соответствующей 1 440 — 2 000 шпал на 1 км, рельсами всех типов (рис. 95).
Рис. 95. Звеносборочная полуавтоматическая линия (ППЗЛ). 1 — шпалосверлильный станок; 2 — стенд; 3 — сборочный станок; 4 — приемные тележки; 5 — козловый кран
Основные элементы ППЗЛ: а) шпалопитатель; б) сверлильный станок; в) стенд; г) сборочный станок; д) приемные тележки.
Все операции по сборке звеньев разделяются на:
а) автоматические: подача шпал в сверлильный станок; сверление отверстий в шпалах; антисептирование отверстий; выдача шпал на цепной конвейер; подача шпал на сборочный станок и задавливание костылей в шпалы; выдвижение собираемого звена из сборочного станка на приемные тележки;
б) механизированные: загрузка шпал в шпалопитатель; укладка рельсов на стенд; съем готового звена и погрузка его на платформу; возвращение приемных тележек к сборочному станку;
в) ручные: ориентировка шпал с выдачей их на наклонный конвейер шпалопитателя; раскладка подкладок на шпалы и наживление костылей в отверстия шпал; закрепление зашиваемого звена на трех приемных тележках; постановка противугонов и нанесение графитовой смазки.
Производительность звеносборочной линии по сборке 25-м звеньев (расчетная) при числе шпал на 1 км 1 440, 1 600, 1 840, 2 000 соответственно 550, 500, 450 и 425 пог. м в смену.
Порядок работы на ППЗЛ следующий. Стреловым краном подаются шпалы на шпалопитатель пакетом не более 75 шт.; 2 человека производят ориентировку шпал на шпалопитателе; далее шпалы автоматически подаются в сверлильный станок, обслуживаемый одним человеком, где в них сверлятся и антисептируются костыльные отверстия. После этого шпалы автоматически выдаются на цепной конвейер. За сверлильным станком (в начале цепного конвейера) находятся 4 человека, из них 2 человека раскладывают подкладки на шпалах, а другие 2 человека наживляют обшивочные костыли. Затем шпалы по конвейеру подаются к сборочному станку, перед которым 4 человека наживляют пришивочные костыли.
Одновременно двумя козловыми кранами укладываются два рельса на роликовые опоры стенда, расположенные выше цепного конвейера. Шпалы с наживленными костылями и рельсы автоматически подаются в сборочный станок, где происходит задавливание (пришивка) костылей в шпалы.
Далее готовое звено выдвигается на приемные тележки, откуда снимается двумя козловыми кранами в штабель, где 2 человека производят постановку пружинных противоугонов, графитовую смазку путевых накладок и концов рельсов и укладку на звено двух накладок и четырех болтов. У пульта управления сборочного станка находится старший оператор ППЗЛ.
Если по типовому технологическому процессу на сборку за одну смену 500 пог. м путевой решетки требуется 45 монтеров пути, то с применением полуавтоматической звеносборочной линии количество их сокращается до 14. При этом улучшается качество сборки и культура производства. Стоимость сборки 1 км путевой решетки на ППЗЛ по отношению к ручной сборке уменьшается примерно в 1,2 раза.
В настоящее время проходит эксплуатационные испытания автоматическая звеносборочная линия по сборке звеньев на железобетонных шпалах.
Звеноразборочная машина ПКБ ХабИИЖТа (рис. 96) смонтирована на базе четырех четырехосных платформ и представляет собой поточную линию, где разбирается рельсошпальная решетка, костыли и подкладки укладываются в бункера, а рельсы — в штабеля, шпалы сортируются на годные и негодные.
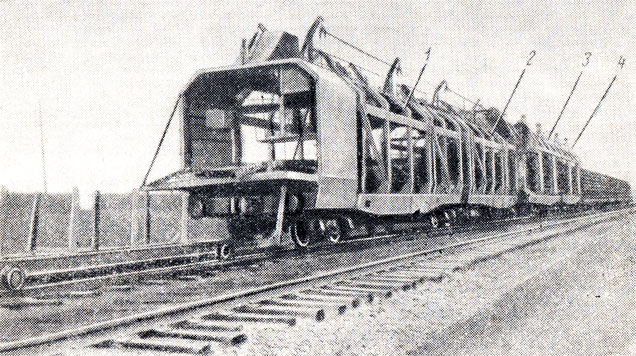
Рис. 96. Путеразборочная машина: 1, 2, 3, 4 — платформы
Порядок работ по разборке звеньев следующий. С роликовых платформ путеразборочного поезда пакеты звеньев перемещаются на приемник, который смонтирован на первых двух четырехосных платформах. Он имеет механизм подъема и подачи звена. Из него звенья поступают для расшивки в агрегат, расположенный в начале третьей платформы.
Расшитые рельсы выдвигаются по роликам, расположенным вверху третьей и четвертой платформ, и при помощи механизма опускания и штабелирования по откидным направляющим укладываются в штабеля на междупутье.
Шпалы по транспортерам подаются на специальную тележку, выдвигающуюся из-под четвертой платформы и имеющую восемь отсеков. В эти отсеки оператор отсортировывает старогодные шпалы, которые затем козловым или стреловым краном грузятся в подвижной состав или подаются в шпалоремонтную мастерскую.
Расчетная производительность звеноразборочной машины 400 пог. м в 1 ч. Максимальная скорость в транспортном положении до 80 км/ч. Обслуживают эту машину 5 операторов: старший оператор, оператор приемника пакетов, оператор механизма опускания и штабелирования рельсов, оператор сортировки шпал, оператор агрегата расшивки.
Сборка звеньев на звеносборочной базе является частью подготовительных работ, выполняемых перед основными работами в «окно».
Капитальный ремонт пути на щебеночном балласте. Подготовительные работы на перегоне при капитальном ремонте пути, лежащем на щебеночном балласте, заключаются в основном в прогрохотке щебня в местах препятствий для работы щебнеочистительной машины ЩОМ-Д, регулировке стыковых зазоров с опробованием и смазкой болтов и в закреплении шпал добивкой костылей и забивкой дополнительных.
Прогрохотка щебня в местах препятствий осуществляется вручную с помощью щебеночных когтей и вил.
Местами препятствий для работы ЩОМ-Д могут являться подходы к стрелочным переводам, мостам, путепроводам, зоны низких и высоких пассажирских платформ.
Регулировка стыковых зазоров производится гидравлическими разгонщиками типов РН-01 и РН-02 бригадой в составе 8 — 12 человек в зависимости от типа скреплений. Протяженность пути, где необходима регулировка для обеспечения безопасной работы ЩОМ-Д, каждый раз устанавливается осмотром стыковых зазоров. Типовыми технологическими процессами регулировка предусматривается в размере 50% протяженности ремонтируемого участка. В отдельных случаях при удовлетворительном состоянии зазоров регулировка их может не производиться.
Опробование и смазка болтов в подготовительный период необходимы для того, чтобы не было затруднений при разболчивании стыков перед работой путеразборочного поезда в период «окна». Желательно опробование и смазку болтов совмещать с регулировкой зазоров, так как в таком случае уменьшаются затраты на выполнение этих работ.
Одной из наиболее важных подготовительных работ, способствующих успешной и безопасной работе ЩОМ-Д, является закрепление шпал, могущих оторваться при очистке щебня машиной ЩОМ-Д. Закрепление шпал заключается в добивке всех наддернутых костылей и в забивке дополнительных.
Основные работы выполняются комплексно поточным способом в «окно» различной продолжительности с применением машин тяжелого типа. Часть основных работ заканчивается после «окна» в течение этого же рабочего дня.
В период «окна» на участке основных работ сосредоточивается большое количество машин и механизмов: щебнеочистительная машина с тепловозом ТЭ2 или ТЭЗ, путеразборочный и путеукладочный поезда, один или два состава хопперов-дозаторов, машины по выправке пути и подбивке шпал и др.
Для успешной работы всех машин требуется четкая организация подготовительных работ перед работой каждой машины.
Перед началом работы щебнеочистительной машины ЩОМ-Д до предоставления «окна» подготавливается место для зарядки подрезного ножа и планировщиков. Для этого удаляется щебень из шпальных ящиков ниже подошвы шпал на участке длиной, равной ширине ножа (примерно 2 м).
Для пропуска поездов по месту работ вместо удаленного щебня под шпалы укладываются деревянные чураки соответствующей толщины или старогодные деревянные шпалы, которые скрепляются с основными.
Помимо подготовки места зарядки, перед работой ЩОМ-Д разбирается переездный настил с удалением мощения и грунта на расстояние, обеспечивающее беспрепятственную работу машины, деревянные изолирующие накладки заменяются на металлические, снимаются рельсовые соединители. Очистка щебня машиной ЩОМ-Д производится со скоростью 1,5 — 2 км/ч.
Вслед за очисткой щебня машиной производится частичная выправка пути с подбивкой шпал электрошпалоподбойками для пропуска путеразборочного поезда. Объем выправки во многом зависит от качества подготовки пути для работы машины ЩОМ-Д и режима ее работы. Так, постоянная скорость машины при неизменных рабочих отметках ножа и планировщика обеспечивает постоянство толщины вырезаемого и укладываемого слоев щебня и хорошее состояние пути (без перекосов, просадок и толчков). Плохая подготовка пути перед работой машины ЩОМ-Д вызывает остановки машины (попадание в нее противоугонных распорок, крупных камней, старых шпал и других предметов). При остановке образуется заметная просадка пути под задней тележкой, в то время как в зоне планировщиков вследствие высыпания очищенных фракций в одно место получается избыток щебня. Этот избыток щебня при трогании машины планировщики не могут полностью разровнять, и в этом месте получается бугор.
Перед работой путеразборщика снимаются все болты в стыках (кроме одного) и расшиваются пристыковые шпалы на участке, равном длине путеразборочного поезда, с учетом 50 м разрыва между последней его платформой и бригадой болтовщиков. Эти работы производятся, как правило, в темпе работы машины ЩОМ-Д, для чего количество рабочих в этот период увеличивается двое против количества, которое оставляется для выполнения таких же работ на остальном протяжении пути. В некоторых путевых машинных станциях практикуется снятие всех болтов в стыках, а для скрепления накладок применяют штыри ОПМС-8. Это несколько ускоряет процесс разборки пути, но требует изготовления большого количества штырей и дополнительных затрат по сборке, погрузке и выгрузке их.
В связи с тем, что на разборке пути используются краны Платова УК-Д/25, при длине рельсов 12,5 м разболчивание стыков со снятием болтов и расшивка стыковых шпал производятся через один стык пути.
Для разборки старого пути формируется специальный путеразборочный поезд, состоящий из путеразборочного крана Платова, моторной платформы и нескольких четырехосных платформ, оборудованных роликами. В состав поезда включается, как правило, одна моторная платформа. В отдельных случаях, когда фронт работ в «окно» достигает 2 км и более, добавляется еще одна платформа. Моторные платформы помогают крану перемещать состав по фронту работ и перетягивают пакеты старогодных звеньев с путеразборщика на порожние платформы.
В зависимости от протяженности фронта работ, профиля пути, числа моторных платформ непосредственно при путеразборочном кране в период работы его оставляются или все порожние платформы, или только часть их, а остальные отводятся вперед по ходу работ.
Путеразборочный поезд обычно обслуживается бригадой в составе 12 монтеров пути, которые одновременно с погрузкой старых звеньев на путеразборщик снимают оставшиеся болты в стыках или штыри, укладывают накладки с болтами на звено, зашивают стыковые, шпалы и убирают с пути оторвавшиеся шпалы, а после окончаний разборки пути устраивают отвод в конце участка и закрепляют пакеты. Темп работ по разборке старых звеньев составляет 1,5 — 1,7 мин/звено.
После снятия с пути старых звеньев поверхность щебеночного основания остается неровной, поэтому укладывать на нее новые звенья, особенно с железобетонными шпалами, нельзя. Для разравнивания щебня вслед за путеразборщиком идет трактор ДТ-54 с прицепленным к нему специальным планировщиком. Многие путевые машинные станции, чтобы использовать планировщик для увеличения толщины щебеночного слоя с 25 до 35 см, переделывают его (рис. 97). В этом случае после прохода планировщика остаются валики щебня под рельсами шириной 60 — 70 см и высотой 10 — 12 см, на которые укладывается новая путевая решетка, а образовавшиеся пустоты под шпалами (по концам и в середине) засыпаются в дальнейшем щебнем из хопперов-дозаторов. Такая технология исключает применение балластера для подъемки пути и улучшает условия опирания шпал на балласт.
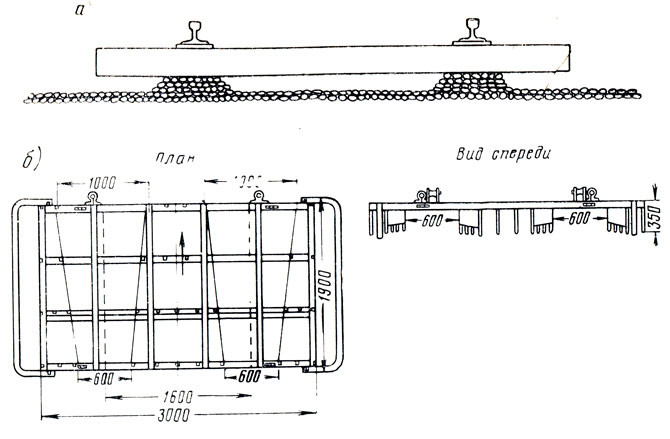
Рис. 97. Планировщик щебня: а — валики щебня под рельсами; б — схема расположения зубьев бороны
Создан (опытный экземпляр) так называемый копир-планировщик (рис. 98) на базе трактора Т-100М. С помощью копир-планировщика, работающего с привязкой к соседнему пути, удается не только хорошо спланировать щебеночное основание, но и выправить продольный и поперечный профиль пути.
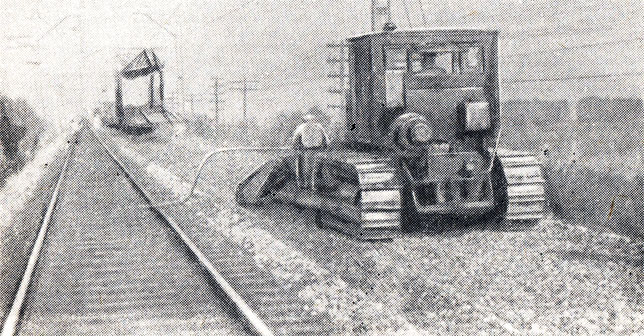
Рис. 98. Разравнивание щебня копир-планировщиком
После планирования производится уплотнение балластного слоя шагающим уплотнителем (рис. 99). Применение подобных уплотнителей в комплексе со шпалоподбивочными фашинами ШПМ-02 или ШПМ-1200 сокращает период стабилизации пути.
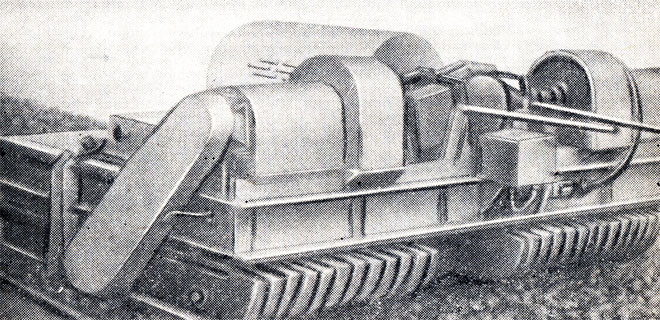
Рис. 99. Шагающий уплотнитель
Если после укладки новых звеньев выправка и подбивка пути осуществляются машиной ВПО-3000, то применение шагающего уплотнителя не обязательно, так как эта машина вполне обеспечивает необходимое уплотнение балластной призмы.
На спланированное и уплотненное щебеночное основание укладывается новая путевая решетка. Для этого используются путеукладочные краны УК-Д/25 или УК-Д/fj*. Последние применяются только для укладки звеньев длиной 25 м с железобетонными шпалами или звеньев с железобетонными рамами и плитами.
Для пропуска головной части путеукладочного поезда укладываемые звенья соединяются между собой специальными стыкователями — автоматическими скобами (рис. 100) или автоматическими накладками (рис. 101), которые снимаются сразу же после прохода головной части путеукладочного поезда.
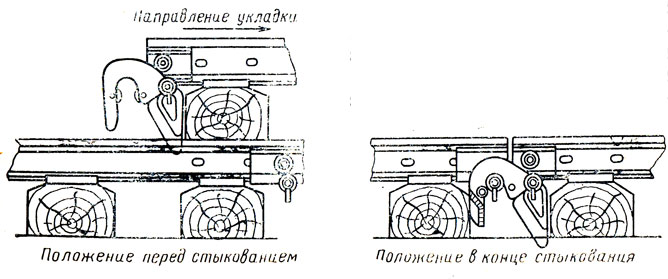
Рис. 100. Автоматическое стыкование звеньев скобами
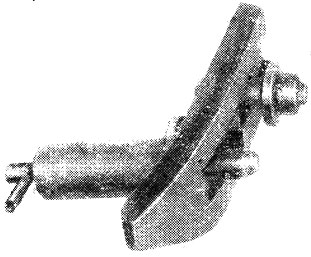
Рис. 101. Автостыкователь Бодрова
Путеукладочный поезд, как правило, делится на две части: одна из них головная находится при путеукладчике, другая при локомотиве. Между этими частями оставляется разрыв 200 — 250 м на котором выполняются работы по постановке накладок и сболчиванию стыков и рихтовке пути вслед за укладкой звеньев. Количество четырехосных платформ с пакетами новых звеньев при путеукладчике устанавливается в зависимости от типа рельсов, материала шпал и профиля пути. В большинстве случаев, если шпалы деревянные, при путеукладчике находится 5 платформ, а если шпалы железобетонные, — 3 платформы.
Моторная платформа путеукладочного поезда служит для питания путеукладчика пакетами звеньев по мере их укладки в путь. Темп укладки новых звеньев 1,5 — 1,7 мин/звено, в отдельные ПМС — 1,2 — 1,3 мин/звено.
Обслуживают путеукладочный поезд 4 механика и 16 — 18 рабочих, которые с помощью специального шаблона (рис. 102) укладывают звенья по оси пути, регулируют стыковые зазоры прибором ПМС-62 (рис. 103), снимают и грузят на поезд автостыкователи. Приборы ПМС-62 наиболее эффективно используются тогда, когда звено еще находится навесу. Подвешенное звено двумя приборами подтягивается к сложенному, при этом устанавливается нормальный температурный зазор.
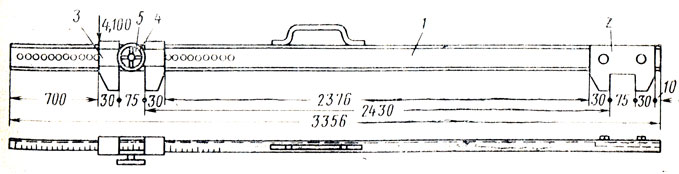
Рис. 102. Раздвижной шаблон для установки звеньев по оси пути: 1 — рейка; 2 — неподвижный захват; 3 — подвижной захват; 4 — маховик; 5 — стопорный валик
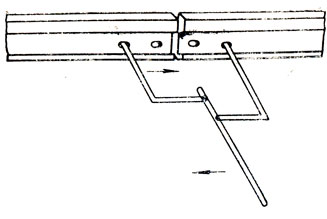
Рис. 103. Прибор ПМС-62 для регулировки зазоров
Вслед за укладкой пути ставятся накладки, сболчиваются стыки вручную или с помощью электрогаечных ключей ЭК-1. При постановке накладок на пути с деревянными шпалами приходится расшивать и потом вновь зашивать стыковые шпалы, а на пути с железобетонными шпалами — перегонять стыковые шпалы после постановки накладок. Затем путь рихтуется и ставится на ось, так как при укладке звеньев постановка на ось выполняется недостаточно точно. Состав бригады по рихтовке зависит от типа рельсов, материала шпал и балласта, вида рихтовочных приборов и приспособлений, темпа укладки пути и колеблется в пределах 6 — 12 человек.
В большинстве случаев для рихтовки применяются рычажные приборы Вербицкого, Калужских и гидравлические рихтовщики РГ-01, УРГ-01.
Основные работы в «окно» заканчиваются выправкой пути (с предварительной выгрузкой щебня из хопперов-дозаторов) со сплошной подбивкой шпал электрошпалоподбойками или машинами ШПМ-02, ШПМ-1200. В последнее время путевые машинные станции оснащаются машинами ВПО-3000 (рис. 104). Эта машина производит непрерывное объемное уплотнение балластного слоя со скоростью до 3 000 м пути в 1 ч.
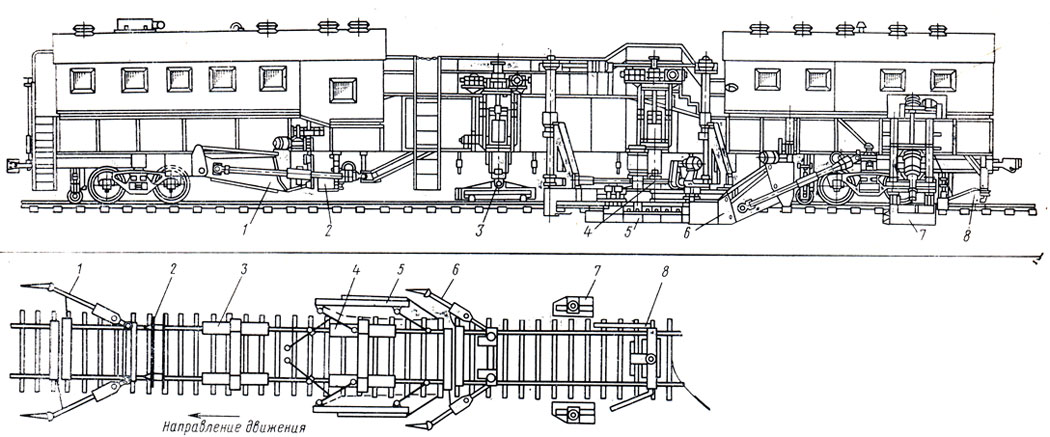
Рис. 104. Схема выправочно-подбивочно-отделочной машины ВПО-3000: 1 — дозатор; 2 — рельсовые щетки; 3 и 4 — механизм подъема, сдвига и перекоса пути; 5 — вибрационные уплотнительные плиты; 6 — планировщик откосов балластной призмы; 7 — вибрационные уплотнители откосов; 8 — механизм обметания шпал
На основании изучения опыта использования машин ВПО-ЗОС на дорогах установлены оптимальные условия и режимы их работы на ремонтах пути. Рабочая скорость, при которой обеспечивается наилучшее качество выправки и подбивки пути, равна 2 — 2,5 км/ч. Количество предварительно выгруженного щебня из хопперов-дозаторов при подъемке пути на 5 — 7 см должно быть не менее 600 м 3 /км, т. е. примерно ни 100 — 150 м 3 больше, чем при подбивке шпал электрошпалоподбойками.
Вследствие высокого качества выправки и подбивки пути машиной ВПО-3000 создается возможность после открытия «окна» пропускать поезда со скоростями: первого поезда 15 км/ч, последующих до 50 км/ч.
Применение машин ВПО-3000 в «окно» при капитальном ремонте пути на железобетонных шпалах позволяет экономить около 100 чел.-дней на 1 км.
После «окна» производится частичная выправка пути, обкатанного поездами в течение 1 ч (обеденного перерыва), частичная рихтовка пути, подтягивание ослабших стыковых и клеммных болтов (при раздельном скреплении) и грубая оправка балластной призмы. Основное назначение работ после «окна» заключается в том, чтобы к концу рабочего дня была восстановлена нормальная скорость движения поездов, установленная графиком, или в крайнем случае обеспечено движение поездов со скоростями не ниже 40 км/ч.
Отделочные работы на ремонтируемом участке обычно продолжаются 3 — 5 дней.
В первый день после «окна» выполняются работы, связанные с отменой предупреждения, если оно было оставлено после основных работ в день «окна». В этот день производится частичная выправка пути с подбивкой шпал электрошпалоподбойками, рихтовка кривых участков пути по расчету и регулировка зазоров (при укладке бесстыковых рельсовых плетей регулировка зазоров не требуется).
На второй день после «окна» срезаются обочины и очищаются кюветы путевым стругом, выгружается щебень для отделки балластной призмы из хопперов-дозаторов, вторично сплошь подбиваются шпалы электрошпалоподбойками и рихтуется путь.
В последующие дни производится отделка балластной призмы, ремонт переезда, очистка кюветов и срезка обочин в местах препятствий для работы струга, окраска путевых знаков. При применении машины ВПО-3000 на выправке и подбивке пути в «окно» и оправке балластной призмы в период отделочных работ объем последних резко сокращается — отпадает необходимость во вторичной сплошной подбивке пути электрошпалоподбойками (производится только частичная подбивка шпал перед сдачей участка в эксплуатацию), а отделка балластной призмы сводится к уборке гребешков, остающихся после работы уплотнительных откосных плит машины ВПО-3000, и к планировке балласта в шпальных ящиках. Общая затрата труда на отделочных работах с применением машины ВПО-3000 сокращается более чем на 50 чел.-дней на 1 км.
Проектирование рабочего технологического процесса производства капитального ремонта пути, лежащего на щебеночном балласте, было описано в § 2 данной главы.
На рис. 105 представлен график распределения работ по дням типового технологического процесса производства капитального ремонта пути на щебеночном балласте с укладкой железобетонных шпал и бесстыковых рельсовых плетей с применением на основных работах в «окно» продолжительностью 4 ч путеукладчиков УК-Д/25, щебнеочистительной машины ЩОМ-Д, шпалоподбивочных машин ШПМ-02, специального состава для вывозки плетей и других машин и механизмов. В этом случае «окно» для основных работ предоставляется через один день при фронте работ в «окно» 1 000 пог. м; дневная производительность путевой машинной станции составляет в среднем 500 пог. м. Путевая машинная станция имеет две колонны и три цеха: колонна подготовительных, основных и отделочных работ — 82 человека; колонна звеносборочной базы — 103 человека; цех по лечению и оздоровлению земляного полотна — 16 человек; цех по замене инвентарных рельсов сварными плетями — 11 человек; цех по обслуживанию машин и механизмов основного производства — 36 человек. Всего в ПМС 248 человек, а вместе с командным составом и обслуживающим персоналом путевых колонн — 279 человек.
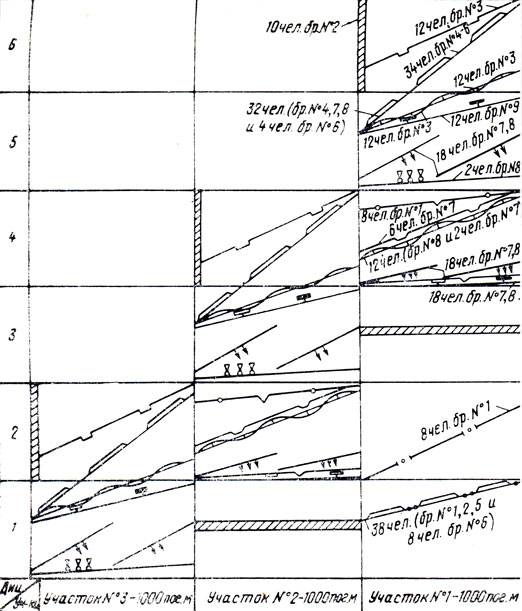
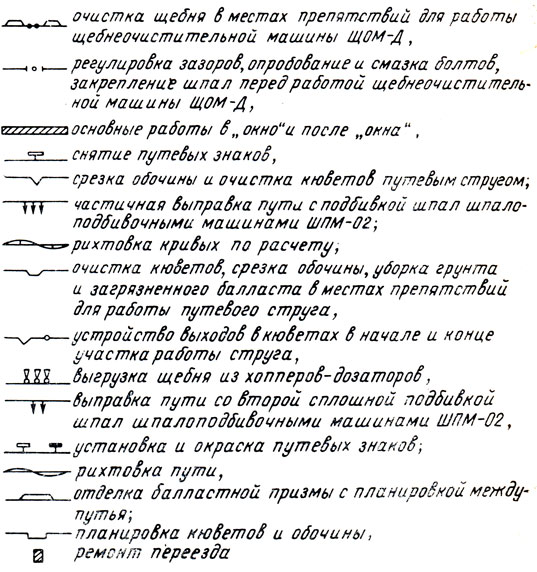
Рис. 105. График распределения работ по дням
Замена инвентарных рельсов сварными рельсовыми плетями. Работы по замене инвентарных рельсов сварными рельсовыми плетями делятся на подготовительные и основные. Подготовительные работы включают частичную разборку переездного настила перед выгрузкой рельсовых плетей, выгрузку плетей и уравнительных рельсов, сболчивание стыков уравнительных рельсов и рельсовой плети и установку предохранительных башмаков по концам каждой нити рельсовой плети.
Эти работы, как правило, выполняются под прикрытием «окна», предоставленного для производства основных работ по замене путевой решетки на соседнем участке или перегоне.
Сварные рельсовые плети со специального подвижного состава выгружаются в середину колеи одновременно на протяжении до 4,8 км (рис. 106).
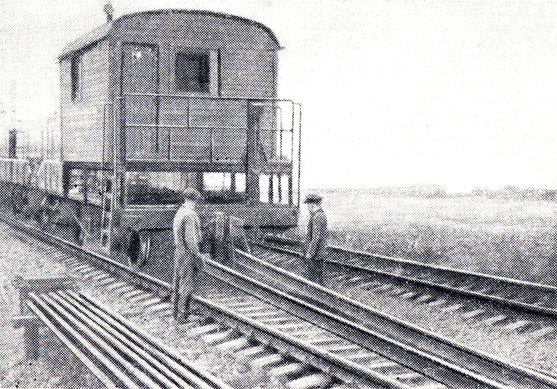
Рис. 106. Выгрузка рельсовых плетей со спецсостава в середину колеи
Спецсостав для перевозки рельсовых плетей состоит из 81 двухосной платформы грузоподъемностью 20 Т, из которых 76 промежуточных; головная названа передней платформой, а четыре последние названы задней, первой предзадней, второй предзадней и третьей предзадней.
На передней платформе размещено оборудование для подтягивания и закрепления рельсовых плетей — лебедка и полиспаст с зажимом. На каждой из промежуточных платформ установлен один ряд роликовых опор, на которые укладываются 12 рельсовых плетей. Задняя платформа предназначена для подъема во время погрузки и спуска во время разгрузки одновременно двух плетей. Для этого она оборудована двумя лотками, проходящими под ее полом, с выходными отверстиями у торца платформы. На этой же платформе имеется будка для бригады, обслуживающей состав. Первая предзадняя платформа служит для направления плетей при их погрузке на состав и выгрузке, для чего она оборудована раструбами с направляющими роликами. На второй предзадней платформе установлено специальное противокантовочное устройство, а на третьей предзадней платформе — укрепление для укороченных рельсовых плетей.
Разгрузку поезда начинают с того, что к двум рельсовым плетям за болтовые отверстия прицепляют тросы, другие концы которых закрепляют за рельсы действующего пути специальной скобой. После этого плети освобождают на передней платформе от закрепляющего устройства и начинают выгрузку вытягиванием плетей при движении поезда вперед со скоростью 3 — 5 км/ч. Чтобы избежать несовпадения со створами стыков плетей и не производить в дальнейшем их обрезки, длина натянутого троса должна быть равна расстоянию от места захвата троса скобой за рельс до створа с учетом зазора. В случаях несовпадения со створами концов плетей в дальнейшем плети сдвигают разгоночными приборами.
Основные работы по замене инвентарных рельсов на бесстыковые плети производятся в «окно» продолжительностью 3 — 3,5 ч с применением путеукладчика.
Примерно за 1 — 1,5 ч до предоставления «окна» снимаются через одну-две шпалы клеммные болты, а остальные опробуются. При рельсах Р50 и шестидырных накладках через один стык снимаются первый и шестой стыковые болты. На период выполнения этих работ скорость следования поездов по участку устанавливается не более 40 км/ч.
После предоставления «окна», но до прихода путеукладчика снимаются клеммы с болтами на всех шпалах, за исключением 2, 8, 14 и 20-й на каждом звене. Оставлять неснятые клеммы необходимо для пропуска путеукладчика. После прохода путеукладчика по первым двум звеньям с них снимаются остальные клеммы, и путеукладчик грузит эти звенья «на себя».
Рельсовые плети надвигаются на подкладки в период перемещения путеукладчика для уборки следующих двух звеньев. Для надвижки плетей применяется специальное навесное приспособление ОПМС-1 (рис. 107) или тележка-рельсонабрасыватель ПМС-75 (рис. 108).
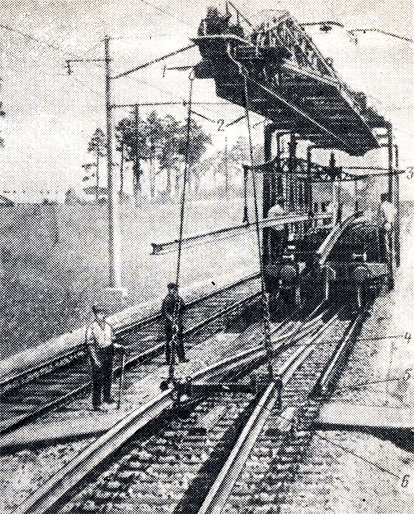
Рис. 107. Укладка в путь рельсовых плетей путеукладчиком с приспособлением ОПМС-1: 1 — балка для подвесок; 2 — подвески (две); 3 — траверсы (две); 4 — буксирный канат; 5 — роликовые клещи для захвата рельсовых плетей; 6 — распорка
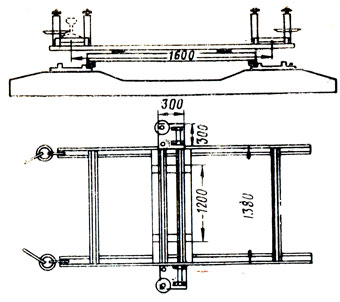
Рис. 108. Приспособление ПМС-75 для надвижки рельсовых плетей на подкладки
На надвинутых на подкладки плетях устанавливаются клеммные болты в гнезда и завинчиваются гайки болтов электроключами.
После выполнения указанных работ и проверки состояния пути на всем участке перегон открывается для движения поездов с ограничением скорости до 40 км/ч. До конца рабочего дня довертываются гайки клеммных болтов (после обкатки пути поездами), восстанавливается переезд и заправляется балластная призма. В конце рабочего дня устанавливается нормальная графиковая скорость движения поездов.
Типовой технологический процесс предусматривает замену инвентарных рельсов бесстыковыми плетями в «окно» продолжительностью 3,5 ч четырьмя бригадами общей численностью 39 человек на протяжении 1 687,5 пог. м пути с помощью одного путеукладчика с навесным приспособлением.
График производства основных работ по замене инвентарных рельсов сварными рельсовыми плетями представлен на рис. 109.
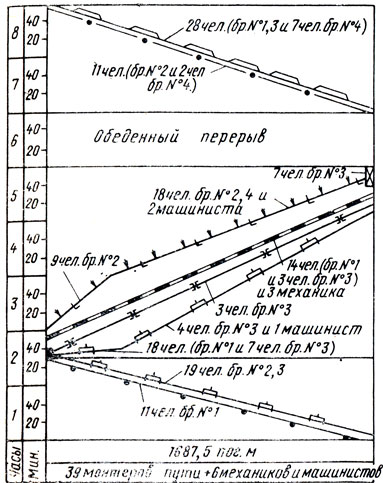
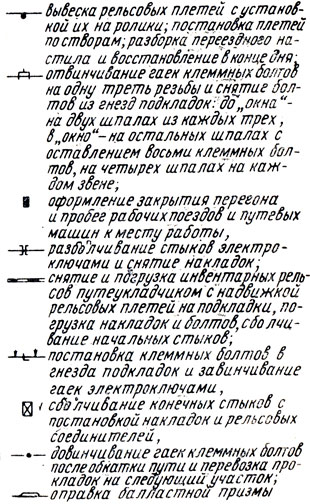
Рис. 109. График производства основных работ по замене инвентарных рельсов сварными рельсовыми плетями
Капитальный ремонт с постановкой пути на щебень. Работы по капитальному ремонту с постановкой пути на щебень, так же как и при капитальном ремонте пути, лежащем на щебне, подразделяются на подготовительные, основные и отделочные.
Наиболее ответственной и трудоемкой работой в подготовительный период является работа по выправке продольного профиля и устройству песчаной подушки под щебеночный слой. Если загрязненность песчаного балласта как в шпальных ящиках, так и ниже подошвы шпал не превышает 20% (по весу), то, как правило, он используется в качестве песчаной подушки после удаления верхнего, сильно загрязненного слоя толщиной 3 — 5 см. Если же загрязненность балласта превышает 20%, то предусматривается предварительная вырезка его с последующей подъемкой пути балластером на чистый балласт.
Вырезка грязного балласта из шпальных ящиков с засыпкой их щебнем при оставлении старого балласта в качестве подушки осуществляется вручную. Выправка продольного профиля с подъемкой пути на 5 — 10 см производится с помощью электрошпалоподбоек и винтовых или гидравлических домкратов или балластером.
Полная замена старого балласта или подрезка его при оставлении в качестве подушки может выполняться щебнеочестительной машиной ЩОМ-Д, бульдозером, стругом с соседнего пути на многопутных участках, балластером со струнками разной длины. Наиболее целесообразно такие работы выполнять в комплексе с основными работами по замене рельсошпальной решетки.
Во избежание выброса пути при выправке профиля предварительно регулируются зазоры с опробованием и смазкой стыковых болтов.
После выправки продольного профиля и замены песчаного балласта щебнем пропускается струг для срезки накопившегося на обочинах грязного балласта и выгружается щебень для основных работ в «окно». Щебень, как правило, выгружается из хопперов-дозаторов.
Основные работы в «окно» практически мало отличаются от таковых при производстве капитального ремонта пути, лежащего на щебне. Различие есть в работах перед разборкой пути. Здесь вместо зарядки щебнеочистительной машины и очистки щебня этой машиной производится опускание балластерной рамы, установка струнок, раскрытие крыльев дозатора, дозировка и подъемка пути. Выправка пути вслед за подъемкой его балластером не производится.
Продолжительность «окна» для основных работ в каждом отдельном случае устанавливается в зависимости от фронта работ, типа применяемых машин и механизмов и типа как снимаемого, так и укладываемого верхнего строения.
На рис. 110 представлены технологические схемы производства работ в «окно» с применением различных машин и механизмов.
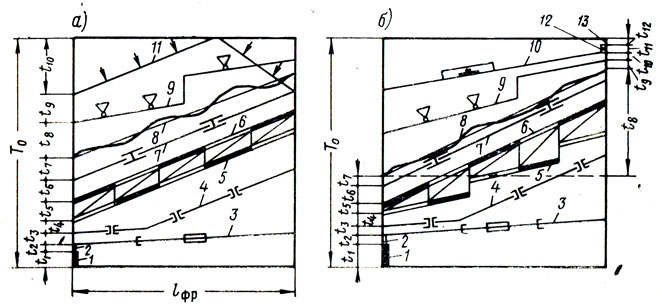
Рис. 110. Технологические схемы производства основных работ в ‘окно’ по капитальному ремонту пути с постановкой на щебень: а — при подбивке пути ЭШП; б — при подбивке пути машиной ВПО-3000; 1 — пробег машины; 2 — открытие дозаторов, зарядка балластерной рамы; 3 — дозировка и подъемка пути; 4 — разболчивание стыков; 5 — разборка пути; 6 — укладка пути; 7 — сболчивание стыков; 8 — рихтовка пути; 9 — выгрузка щебня из хопперов-дозаторов; 10 — подбивка пути ВПО-3000; 11 — подбивка пути ЭЩП; 12 — разрядка ВПО-3000; 13 — открытие перегона
При работе в «окно» по схеме, а продолжительность «окна» определяется по формулам:

где tразб — время разборки одного звена в мин;
α — поправочный коэффициент;
lзв.у — длина укладываемого звена в м;
Wфр — объем балласта в м 3 , подлежащий выгрузке на длине фронта работ;
Wx — вместимость в м 3 одного хоппера-дозатора;
nяр.с — число звеньев (старогодных) в пакете;
nяр.у — число звеньев (новых) в пакете;
к — коэффициент, учитывающий длину укладываемого звена; при lзв.у=12,5 мк=1; при lзв.у=25 мк=2.
При известной продолжительности «окна» фронт работ в «окно» можно установить по формуле
При работе в «окно» по схеме б продолжительность «окна» определяется по формуле

где Cстык затрата труда в чел-мин на постановку накладок, сболчивание, перегонку стыковых шпал, расшивку шпал; остальные обозначения приведены выше.
Отделочные работы на ремонтируемом участке выполняются в течение 3 — 5 дней.
В процессе отделочных работ путь приводится в соответствие с техническими условиями и нормами.
Высокое качество сборки звеньев на базе и правильная их укладка во время «окна» значительно сокращают объем отделочных работ и облегчают их производство.
Для правильной организации отделочных работ необходима детальная проверка фактического состояния пути — состояния стыковых зазоров, положения пути в плане и профиле и др.
Порядок и последовательность проектирования организации и технологии работ по капитальному ремонту пути с постановкой его на щебень аналогичны тем, которые были рассмотрены в § 2 данной главы.
Рассмотрим типовой технологический процесс производства капитального ремонта пути с постановкой его на щебень, укладкой железобетонных шпал и бесстыковых плетей с применением на основных работах в «окно» продолжительностью 4 ч путеукладчиков УК-Д/25, выправочно-подбивочно-отделочной машины ВПО-3000 и других машин и механизмов.
Данным технологическим процессом предусматриваются «окна» через день при фронте основных работ в «окно» 1 200 пог. м.
Верхнее строение пути до ремонта: рельсы Р50 длиной 25 м; накладки шестидырные; промежуточное скрепление костыльное; шпалы деревянные в количестве 1 840 на 1 км; балласт песчаный; противоугоны пружинные.
Верхнее строение пути после ремонта: рельсы Р65, сваренные в плети длиной до 800 м (инвентарные рельсы длиной 12,5 м); промежуточное скрепление раздельное; шпалы железобетонные в количестве 1 872 на 1 км; балласт щебеночный (толщина слоя под шпалой 35 см); сборка новых звеньев из инвентарных рельсов и железобетонных шпал и разборка старых звеньев производятся на звеносборочной базе.
Для замены путевой решетки применяются путеукладчики УК-Д/25. Щебеночный слой вслед за разборкой путевой решетки планируется трактором с планировщиком с устройством продольной канавки по оси пути. Канавка в балластной призме устраивается для того, чтобы исключить возможность опирания железобетонных шпал своей средней частью.
Замена инвентарных рельсов сварными плетями производится в «окно» продолжительностью 3,5 ч одновременно двумя путеукладчиками на фронте 3 375 пог. м пути по дополнительному технологическому процессу.
Путевая машинная станция имеет две колонны и три цеха: колонна подготовительных, основных и отделочных работ — 133 человека; механизированная колонна звеносборочной базы — 70 человек; цех по лечению и оздоровлению земляного полотна — 16 человек; цех по замене инвентарных рельсов сварными рельсовыми плетями — 13 человек; цех по обслуживанию машин и механизмов основного производства — 33 человека. Всего в ПМС 265 человек, а вместе с командным составом и обслуживающим персоналом 294 человека.
Подготовительные работы выполняются в течение двух дней на участке протяжением 1 200 пог. м бригадами № 1 — 6 колонны подготовительных, основных и отделочных работ в составе 55 человек.
Основные работы в период «окна» выполняют 78 рабочих колонны подготовительных, основных и отделочных работ и 24 механика и машиниста, обслуживающих машины.
Путевые машины, путеукладочный и путеразборочный поезда, хопперы-дозаторы сосредоточиваются на станции, ограничивающей ремонтируемый перегон по ходу работ.
Первым на перегон отправляется путеразборочный поезд в составе локомотива (в голове поезда), электробалластера, четырехосных платформ, оборудованных роликами, и разборочного крана УК-Д/25; вторым — путеукладочный поезд в составе путеукладочного крана (в голове поезда), четырехосных платформ, оборудованных роликами, с пакетами новых звеньев и локомотива; третьим — состав хопперов-дозаторов, груженный щебнем, с отдельным локомотивом; четвертым — выправочно-подбивочно-отделочная машина ВГЮ-3000 с отдельным локомотивом.
Балластный поезд для выгрузки балласта на участке подготовительных работ отправляется по неправильному пути с противоположной станции.
Отделочные работы выполняются в течение трех дней колонной подготовительных, основных и отделочных работ в составе 78 человек. График распределения работ по дням представлен на рис. 111.
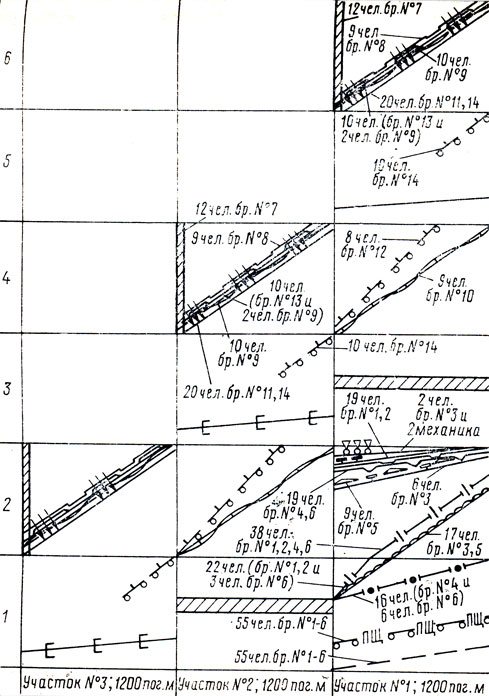
Рис. 111. График распределения работ по дням при капитальном ремонте пути с постановкой его на щебень
Особенности капитального ремонта пути с укладкой железобетонного блочного подрельсового основания. Организация работ по капитальному ремонту пути с укладкой железобетонного подрельсового основания аналогична организации работ по капитальному ремонту пути, лежащего на щебне, с укладкой обычной рельсошпальной решетки, однако в технологии сборки звеньев на базе и укладки их на перегоне имеются некоторые особенности, связанные с особенностями самой конструкции рам и плит.
Раскладка железобетонных блоков на базе осуществляется на специальный путь-шаблон, вдоль которого устраивается базис из металлических трубок с подвижными телескопическими фиксаторами.
Рельсы к блокам прикрепляются с соблюдением определенного расстояния между базисом и головкой рельсов, что обеспечивает расположение их строго прямолинейно для прямых участков пути и по заданному радиусу для кривых участков.
Располагают рельсы на блоках с таким расчетом, чтобы стыки их не совпадали со стыками блоков, что обеспечивает лучшие условия их работы под поездной нагрузкой.
Погрузка собранных звеньев на подвижной состав осуществляется или путеукладчиком
или двумя спаренными козловыми кранами грузоподъемностью 10 Т каждый. На платформу грузится не более трех звеньев. Звенья с блоками грузятся на каждые две рядом стоящие платформы, а каждая третья оставляется незагруженной, так как несимметричное расположение рельсов по отношению к блокам увеличивает длину звена до 14,6 м. Крайние блоки второго и третьего яруса из-за сдвижки рельсов оказываются навесу, и при погрузке требуется постановка распорок.
Укладка звеньев с блоками производится путеукладчиками
(рис. 112). Темп укладки практически тот же, что и при укладке звеньев с железобетонными шпалами.
Рис. 112. Укладка железобетонных плит краном УК-Д/25/21
Перед укладкой звеньев с железобетонными рамами или плитами требуется исключительно точная планировка балласта. Необходимо так спланировать основание, чтобы плита или рама ложилась на него всей своей опорной поверхностью, иначе возможны перекосы их, кручение под подвижным составом и, как следствие, изломы.
Планировка поверхности балласта может осуществляться как с помощью шнекового планировщика, двигающегося по объемлющему пути (рис. 113), так и с помощью копир-планировщика, работающего от соседнего пути на двухпутном участке или от уголкового пути-копира на однопутном участке.
Рис. 113. Планировка щебеночной призмы шнековым планировщиком
Применение подобных планировщиков в комплексе с выправочно-подбивочно-отделочными машинами ВПО-3000 обеспечивает полное опирание блоков на балластную призму, что создает благоприятные условия работы блоков под поездной нагрузкой.
Вслед за укладкой пути на блоках, так же как и при обычной рельсошпальной решетке, производится регулировка зазоров, частичная рихтовка поперечной сдвижкой отдельных блоков и выправка по уровню. Выправка пути по уровню в основном требуется из-за различной толщины самих блоков.
Устранение отступлений по уровню в первый период осуществляется, как правило, с помощью прокладок-амортизаторов, а в дальнейшем, после обкатки пути поездами, с помощью прокладок-амортизаторов и подсыпки под блоки щебня мелких фракций.
Капитальный ремонт бесстыкового пути. Сколько-нибудь значительного опыта по капитальному ремонту бесстыкового пути отечественные дороги еще не накопили, так как до 1958 г. массовой укладки его не производилось. Однако с учетом имеющегося опыта по среднему ремонту пути аналогичного типа в технологии его капитального ремонта намечается ряд специфических особенностей.
Бесстыковой путь на дорогах СССР повсеместно лежит на щебеночном балласте. Следовательно, при капитальном ремонте обязательной является очистка щебня от грязи. Вывешивание рельсошпальной решетки может быть допущено только после полного снятия температурных сжимающих сил. Поэтому перед капитальным ремонтом бесстыкового пути необходимо производить разрядку температурных напряжений. Вследствие появления продольных температурных сил в рельсовых плетях нельзя оставлять при ремонте незасыпанные шпальные ящики, ослабленные гайки промежуточных скреплений, неисправности пути в плане и профиле.
Бесстыковые рельсовые плети преимущественно лежат на железобетонных шпалах, срок службы которых значительно превышает срок службы рельсов. Следовательно, капитальный ремонт бесстыкового пути, если срок службы железобетонных шпал не истек, как правило, будет производиться со сменой только рельсовых плетей, за исключением случаев, когда потребуется укладка более мощных рельсов.
Работы по капитальному ремонту пути с заменой рельсовых плетей выполняются в два этапа.
На первом этапе производится разрядка температурных напряжений, очистка щебня от грязи машиной ЩОМ-Д, частичная выправка пути вслед за очисткой, рихтовка, выгрузка щебня из хопперов-дозаторов, выправка и подбивка пути машиной ВПО-3000 или ШПМ-1200, грубая отделка балластной призмы с полным обеспечением ширины плеча.
На втором этапе производится выгрузка рельсовых плетей, смена старой плети на новую с сопутствующими выправочными и отделочными работами, уборка старых плетей. Для смены плетей можно применить две специальные прицепные тележки с направляющими роликами, одна из которых движется по старому пути непосредственно за локомотивом и надвигает новые плети на подкладки, а другая, соединенная с первой тросами, движется по новому пути и сдвигает старые плети в середину колеи (рис. 114).
Рис. 114. Тележка для смены бесстыковых плетей
Старые рельсовые плети грузятся на специальный подвижной состав в порядке, обратном порядку разгрузки их.
Таким образом, для производства капитального ремонта бесстыкового пути со сменой плетей для одного и того же участка необходимо предоставление двух «окон» примерно одинаковой продолжительности.
При капитальном ремонте бесстыкового пути со сменой плетей и шпал требуется предоставление трех «окон», причем в первое «окно» производится смена бесстыковых плетей инвентарными рельсами и погрузка плетей на подвижной состав; во второе «окно» выполняются основные работы по смене рельсошпальной решетки новой с применением ЩОМ-Д, путеукладчиков УК-Д/25, машины ВПО-3000 и др.; в третье «окно» заменяются инвентарные рельсы бесстыковыми плетями.
Работы по капитальному ремонту бесстыкового пути должны быть выполнены в точном соответствии с Положением о проведении планово-предупредительного ремонта верхнего строения пути, земляного полотна и искусственных сооружений железных дорог Союза ССР, проектом, калькуляцией и техническими условиями на приемку работ.
Источник