Технология ремонта камер
Камеры могут иметь следующие дефекты: проколы, пробои или порезы, разрывы, повреждения или отрыв вентиля. Перед ремонтом камеры подвергаются осмотру и проверке под давлением 0,15 МПа в ванне с водой. Камеры выбраковываются с признаками старения резины, при наличии трещин, разрывов длиной свыше 150 мм и шириной более 50 мм и подвергшихся воздействию веществ, разрушающих резину.
Технологический процесс ремонта камер включает следующие операции:
Подготовка камеры включает вырезку поврежденного места ножницами в форме овала. При повреждении камеры в месте установки вентиля или самого вентиля этот участок вырезают под постановку заплаты, а для вентиля пробивают отверстие в другом месте диаметром 5. 6 мм. В местах проколов камеру не вырезают.
Придание шероховатости краям выреза выполняют шлифовальным кругом на ширину 20. 30 мм по всему периметру. Границы обработки места под установку пятки вентиля должны быть удалены от краев накладываемой пятки на 15. 20 мм. Обработанные места очищают от пыли жесткой щеткой.
Нанесение клея и его сушка. Клей получают растворением клеевой резины в бензине Б-70. Нанесение клея и сушку проводят дважды: первый слой — клеем малой концентрации (1:8); второй — клеем большой концентрации (1:5). Клей наносят методом распыления или кистью из тонкой щетины тонким ровным слоем. Сушку каждого слоя выполняют при 25. 40°С в течение 20. 30 мин.
Подготовка починочного материала включает: вырезку заплаты, ее шероховка, нанесение на нее клея и просушку. Для ремонта камер используют заплаты из годных частей утильных камер, не имеющих трещин, затвердений и следов воздействия нефтепродуктов или заплаты из сырой камерной листовой резины толщиной 2мм. Размеры вырезанных заплат превышают размеры повреждений камер на 15. 30 мм. Заплаты из вулканизированной резины готовят в такой последовательности: шероховка на наждачном круге с одной стороны, скашивая края заплаты; нанесение клея концентрацией 1:8 с просушкой каждого слоя; обкладка краев лентой из прослоенной резины ширины 5. 7 мм. Проколы размером до 2мм заделывают только сырой резиной. Заготовки для пятки вентилей камер изготавливают из сырой камерной резины и прорезиненного чефера, на который наносят один слой клея с последующей просушкой, собираются с вентилем и вулканизируются.
Заделка повреждений заключается в наложении заплат на камеру, прикатывании их роликом и припудривании тальком.
Вулканизация камер проводится в такой последовательности: камеру накладывают заплатой на вулканизационную плиту, припудренную тальком, так, чтобы центр заплаты был совмещен с центром прижимного винта; на участок камеры устанавливают резиновую прокладку и прижимную плитку, которая должна перекрывать края заплаты на 10. 15 мм и не зажимать края сложенной вдвое камеры. Время вулканизации зависит от размера заплаты. Мелкие заплаты вулканизируют в течение 10, стыки — 15, фланцы вентилей — 20 мин.
Отделка камер включает срезание краев заплаты и стыков заподлицо с поверхностью камеры и шлифование наплывов, заусенцев и других неровностей.
Контроль качества камеры проводят наружным осмотром и испытанием на герметичность под давлением воздуха 0,15 МПа в ванне с водой. У отремонтированных камер не допускаются пористость резины, вздутия, следы недовулканизации, отслаивание пятки вентиля и заплат.
Источник
ШИНОМОНТАЖНЫЙ УЧАСТОК




![]()
![]()
Технология. Шиномонтажный участок на СТОА предназначен для демонтажа и монтажа шин и колес (замена покрышек, камер, дисков колес и др.), текущего ремонта камер и дисков колес, а также для балансировки колес в сборе. Монтаж и демонтаж колес и шин, углубленная проверка технического состояния покрышек, камер и дисков колес, ремонт камер и балансировка смонтированных колес производятся непосредственно на шиномонтажном участке.
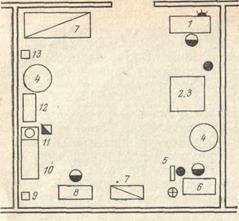
| Рис. 27. План расстановки оборудования шиномонтажного участка: / — станок для балансировки колес; 2 и 3 — стенды для демонтажа и монтажа шин; 4 — вешалка для камер; 5 — барабан с самонаматывающимся шлангом для воздуха; 6 — ванна для проверки камер; 7 — стеллаж для колес; 8 — электровулканизационный аппарат; 9 — точильный станок; 10 — верстак для ремонта шин и камер; // — привод шероховалыюго инструмента или станок для шероховки; 12 — шкаф; 13 — ящик для мусора |
Мойка и сушка колес перед их демонтажом при необходимости (автомобили на посты СТОА должны поступать чистыми) выполняются в зоне ТО и ТР на посту, имеющем решетчатый пол, шлангорую моечную установку и подвод сжатого воздуха.
Очистка дисков колес от ржавчины и их правка осуществляются в рихтовочном отделении кузовного участка с последующей окраской на малярном участке. Технологическая планировка шиномонтажного участка (типовая) приведена на рис. 27, а расшифровка оборудования приведена в приложении 5.
Колеса в сборе или их детали (покрышки, камеры, диски колес) поступают на шиномонтажный участок из зоны ТО и ТР или от клиентов. Технологией работ в шиномонтажном отделении предусмотрена определенная последовательность и механизация работ: операции снятия колес с автомобиля, мойки и сушки, демонтажа, осмотра шин и других элементов колес, очистки от ржавчины и окраски дисков колес, ремонта камер, монтажа, транспортировки колес, покрышек, дисков (рис. 28).
После снятия колес с автомобиля (или после приемки от клиента) их транспортируют с помощью специальной тележки. Временное хранение колес до начала ремонтных работ производится на стеллаже. Демонтаж шин выполняется на специальном демонтажно-монтажном стенде в последовательности, предусмотренной технологической картой. После демонтажа покрышку и диск колеса хранят на стеллаже, а камеру — на вешалке.
Контроль технического состояния покрышек производят тщательным осмотром с наружной и внутренней сторон с применением ручного пневматического борторасширителя. Посторонние предметы, застрявшие в протекторе и боковинах шин, удаляются с помощью плоскогубцев и тупого шила (металлические посторонние предметы в покрышке могут быть обнаружены в процессе диагностирования с помощью специального прибора).
Проверку технического состояния камер осуществляют для выявления проколов, пробоев, разрывов, смятия и других дефектов. Герметичность камер проверяют в ванне, наполненной водой и оборудованной пневматическим утопителем, освещением и подводкой сжатого воздуха. Герметичность золотника (ниппеля) проверяют мыльным раствором, капля которого наносится на отверстие вентиля.
Контрольный осмотр дисков колес производится для выявления трещин, деформаций, коррозии и других дефектов. Трещины в ободах дисков выявляются путем их обстукивания. В обязательном порядке проверяется состояние отверстий под шпильки крепления колес. Для очистки ободов от ржавчины применяется специальный станок с электроприводом. Мелкие дефекты ободов колес (по-гаутость, заусенцы и др.) устраняются с применением слесарного инструмента — оправок, гладилок, молотков. Поврежденные камеры ремонтируются на специальном верстаке в технологической последовательности, представленной на рис. 29.
Монтаж технически исправных покрышек, камер и дисков, производят на том же стенде, что и демонтаж. Давление воздуха в шинах должно соответствовать нормам, рекомендованным заводом-изготовителем.

Для шиномонтажного участка необходим эталонный манометр, по которому периодически проверяются рабочие манометры. После монтажа шины обязательна балансировка колеса в сборе на стационарном станке.
Шиномонтажное отделение должно быть обеспечено необходимой технической документацией, в том числе технологическими картами на выполнения основных видов работ.
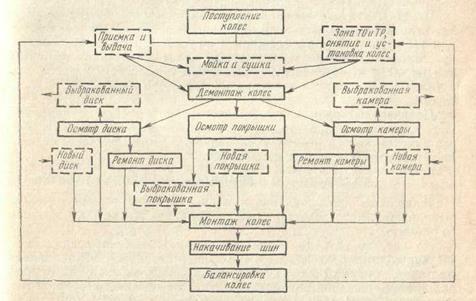 |
| Рис. 28. Схема технологического процесса работы шиномонтажного участка |
 |
Рис. 29. Принципиальная схема технологического процесса ремонта камер
Техника безопасности. К вулканизационным работам допускаются лица, прошедшие специальное обучение и получившие удостоверение на право производства этих работ. Станки для шероховки должны быть оборудованы устройствами для местного отсоса пыли, надежно заземлены и иметь ограждение привода.
При ремонте камер лезвие ножа нужно передвигать от себя (от руки, в которой зажат материал), а не на себя. Работать можно только с ножом,, имеющим исправную рукоятку и остро заточенное лезвие. Монтаж и демонтаж шин должны производиться на стенде или на чистом полу (помосте). При демонтаже шины воздух из камеры должен быть полностью выпущен. Демонтаж шины, плотно приставшей к ободу колеса, осуществляется съемником. Запрещается выбивать диски кувалдой (молотком).
Перед монтажом шины необходимо проверить состояние обода; нельзя монтировать покрышку на обод, покрытый ржавчиной или имеющий вмятины, трещины и заусенцы. Подкачивать шину без демонтажа можно, если давление воздуха снизилось не более чем на 40% по сравнению с нормальным и если есть уверенность в том, что уменьшение давления не нарушило правильности монтажа.
Подкачивают шину колеса, снятого с автомобиля, с применением ограждения или страхующего приспособления (вилки). Перед снятием колеса необходимо убедиться, что автомобиль надежно установлен на подъемнике или козлах.
Источник
Организация работ на специализированных производственных участках
Участки агрегатно-механический, ремонта и заряда аккумуляторных батарей, ремонта электрооборудования, топливной аппаратуры и шиномонтажный, выполняющие внепостовые работы исходя из преобладающего по трудоемкости вида работ и организационных соображений являются специализированными вспомогательными участками. При необходимости за ними условно закрепляются автомобиле-места ожидания и рабочие посты на участке ТР (см. рис. 5.2).
Поскольку кузовной и окрасочный участки находятся в изолированных помещениях, на участке ТР целесообразно иметь посты, условно закрепленные за этими участками, где можно было бы выполнять вспомогательные, подготовительные, монтажно-демонтажные работы, а также иметь автомобиле-места технологического ожидания. Это повышает коэффициент полезного использования оборудования и фонда рабочего времени работников.
Агрегатный и механический участки на типовых СТОА обычно размещают в одном помещении и оснащают соответствующим технологическим оборудованием.
Технологический процесс ТР агрегатов и узлов автомобилей (рис. 5.3) осуществляется в следующем порядке. После наружной очистки согласно технологическим картам агрегаты и узлы разбирают на отдельные детали, которые поступают далее в зону мойки. Чистые детали подвергают дефектовке, в процессе которой выявляют необходимость ремонта и замены основных деталей. На сборку поступают годные и отремонтированные детали, а также новые детали со склада запасных частей. Агрегаты и узлы собирают на специальных стендах, где одновременно выполняют их контроль и регулировку. После сборки агрегаты и узлы, кроме двигателей, направляют на стеллажи готовой продукции или непосредственно в зону ТР для установки их на автомобиль.
Отремонтированные детали обкатывают холодным и горячим способами на специальных стендах. Во время обкатки устраняют выявленные дефекты, корректируют установку момента зажигания, регулируют карбюратор на малую частоту вращения коленчатого вала двигателя, соответствующую режиму холостого хода, натягивают ремни вентилятора и устанавливают зазоры клапанов.
Ремонт двигателя в объеме КР обычно выполняют на крупных или специализированных СТОА, оснащенных соответствующим станочным и стендовым оборудованием. ТР основных агрегатов путем замены узлов и деталей производят на более мелких СТОА. Контроль выполненного объема и качества работы осуществляют на постах диагностирования и приемки-выдачи автомобилей. Затем автомобиль выдают владельцу или отправляют на площадку хранения.
Шиномонтажный участок на СТОА предназначен для демонтажа и монтажа колес и шин, замены покрышек, ТР камер и дисков колес, а также для балансировки колес в сборе. При этом колеса перед их демонтажем при необходимости моют и просушивают здесь же или в зоне ТО и ТР на посту, имеющем решетчатый пол, шланговую моечную установку и систему подвода сжатого воздуха. Очистку дисков колес от ржавчины и их правку можно выполнять в рихтовочном отделении кузовного участка с последующей окраской на малярном участке. Перечень выполняемых работ и их организация зависят от мощности участка.

Рис. 5.3. Схема организации технологического процесса ТР агрегатов
и узлов автомобилей
Технологический процесс на шиномонтажном участке осуществляется в следующем порядке (рис. 5.4). Колеса, снятые с автомобиля на постах ТО или принятые от клиента, транспортируют на шиномонтажный участок с помощью специальной тележки. До начала ремонтных работ колеса временно хранят на стеллажах. Демонтаж шин выполняют на специальном демонтажно-монтажном стенде в последовательности, предусмотренной технологической картой. После демонтажа покрышку и диск колеса хранят на стеллаже, а камеру – на вешалке.
Техническое состояние покрышек контролируют путем тщательного осмотра с наружной и внутренней стороны с применением ручного пневматического борт-расширителя (спредера). Посторонние предметы, застрявшие в протекторе и боковинах шин, удаляют с помощью плоскогубцев и тупого шила. Посторонние металлические предметы в покрышке могут быть обнаружены в процессе диагностирования с помощью специального прибора. При проверке технического состояния камер выявляют проколы, пробои, разрывы, вмятины и другие дефекты. Герметичность камер проверяют в ванне, наполненной водой и оборудованной пневматическим утеплителем, системами освещения и подвода сжатого воздуха, а герметичность золотника (ниппеля) контролируют мыльным раствором.
Рис. 5.4. Схема организации технологического процесса работ
на шиномонтажном участке
Контрольный осмотр дисков выполняют для выявления трещин, деформации, коррозии и других дефектов. В обязательном порядке проверяют состояние отверстий под шпильки крепления колес. Ободья от ржавчины очищают на специальном станке с электроприводом. Мелкие дефекты ободьев колес (погнутость, заусенцы) устраняют с применением слесарного инструмента – оправок, гладилок, молотков. Поврежденные камеры ремонтируют на специальном верстаке в определенной технологической последовательности (рис. 5.5).
Технически исправные покрышки, камеры и диски монтируют и демонтируют на одном и том же стенде. Давление воздуха в шинах должно соответствовать нормам, рекомендованным заводом-изготовителем. Шиномонтажный участок оборудуют эталонным манометром, по которому периодически проверяют рабочие манометры. После монтажа шин обязательно осуществляют балансировку колес в сборе на стационарном станке.
 |
Шиномонтажное отделение обеспечивают необходимой технической документацией, в том числе технологическими картами на выполнение основных видов работ, и соответствующим технологическим оборудованием.
Рис. 5.5. Схема организации технологического процесса ремонта камер
Участок ТО и ремонта топливной аппаратуры предназначен для обслуживания карбюраторов, топливных насосов, отстойников, топливных и воздушных фильтров, топливопроводов и других приборов системы питания автомобилей, снятых с них на постах ТО и ТР. Расположение рабочих мест, а также расстановка оборудования на участке предусматривают соблюдение технологической последовательности выполнения работ
(рис. 5.6) с наименьшими затратами сил и времени на перемещение приборов системы питания с одной операции на другую.
Топливная аппаратура, требующая углубленной проверки, регулировки или ремонта, поступает на участок ремонта с участков ТО, ТР и диагностирования. Приборы и узлы системы питания, поступившие на участок, очищают от грязи, проверяют и ремонтируют. После испытания отремонтированные приборы и детали устанавливают на автомобиль. Затем осуществляют окончательную проверку качества ремонта и регулировку карбюратора для достижения минимальной токсичности отработавших газов и максимальной экономичности. На участке вывешивают таблицы с основными характеристиками ремонтируемых карбюраторов, топливных насосов и других приборов. Здесь также должен быть набор технологических карт по основным видам работ, моделям автомобилей и оборудования.

Рис. 5.6. Схема организации технологического процесса работ на участке ремонта топливной аппаратуры
Участок ТО, ремонта и заряда аккумуляторных батарей предназначен для углубленной проверки технического состояния, заряда и (на отдельных СТОА) ремонта аккумуляторных батарей, снятых с автомобилей на постах ТО или сданных на станцию клиентами. Состав оборудования и площадь помещений участка зависит от объема выполняемых работ. Ремонтное отделение предназначено для ТР аккумуляторных батарей; зарядное – для заряда батарей; кислотное – для приготовления электролита, хранения серной кислоты (в количестве, необходимом на текущую смену) и дистиллированной воды. На малых СТОА два последних отделения, а иногда и все три располагают в одном помещении. В этом случае заряд батарей, хранение кислоты и приготовление электролита осуществляют в специальных шкафах, оборудованных вентиляцией.
Технологическая планировка участка ТО, ремонта и заряда аккумуляторных батарей в составе трех указанных отделений предусматривает следующий порядок выполнения работ. Поступающие на участок аккумуляторные батареи очищают, а при необходимости моют, после чего проверяют степень заряженности по плотности электролита или более точно с помощью нагрузочной вилки. Разряженные аккумуляторные батареи направляют на заряд. В конце заряда после корректировки уровня и плотности электролита поверхность аккумуляторных батарей нейтрализуют и насухо протирают. Аккумуляторные батареи, имеющие внешние механические повреждения (трещины в заливочной мастике и крышке, облом выводов и межэлементных соединений и др.) ремонтируют.
Все работы выполняют в соответствии с технологическими картами с применением оборудования и инструмента согласно схеме организации процесса ремонта и заряда аккумуляторных батарей (рис. 5.7). Для малых СТОА эта схема может быть скорректирована, но всегда должна предусматривать минимум перемещений и выполнение работ в определенной технологической последовательности.
Участок ТО и ремонта электрооборудования предназначен для обслуживания приборов, неисправность которых не может быть устранена непосредственно на автомобиле при ТО. В зависимости от объема и характера выполняемых работ ремонт электрооборудования подразделяют на текущий и капитальный.

Рис. 5.7. Схема организации технологического процесса ремонта
и зарядки аккумуляторных батарей
При ТР электрооборудования выполняют разборку приборов или агрегатов на отдельные узлы, контроль и выявление дефектов узлов и деталей, замену мелких негодных деталей (втулок, подшипников, щеток, контактов), зачистку и проточку коллектора (колец) и фрезерование изоляции между пластинами коллектора, восстановление повреждений изоляции соединительных проводов и выводов катушек, напайку наконечников проводов, сборку прибора или агрегата.
При КР осуществляют работы, связанные с полной разборкой приборов или агрегатов электрооборудования и заменой пригодных основных узлов и деталей, включая их перемотку.
На СТОА средней и даже большой мощности целесообразно проводить лишь текущий ремонт, а капитальный – только при наличии запасных частей, производственных помещений и оборудования. Капитальный ремонт, связанный с восстановлением базовых деталей (якорей генератора и стартера, катушки реле-регулятора, обмотки возбуждения и др.), а также ремонт отдельных основных узлов выполняют в специализированных мастерских
Для сокращения времени простоя автомобиля в течение ремонта СТОА должна располагать оборотным фондом новых и отремонтированных приборов и агрегатов, количество и номенклатура которых определяются производственной программой станции.
С целью повышения производительности труда и качества работ на участке используют технологические и постовые карты. Работы осуществляют в определенной технологической последовательности (рис. 5.8) с применением соответствующего технологического оборудования. На небольших СТОА электротехнический участок и участок ремонта топливной аппаратуры размещаются совместно.

Рис. 5.8. Схема организации технологического процесса
на электротехническом участке
Кузовной участок предназначен для устранения дефектов и неисправностей кузовов, возникших в процессе эксплуатации. На кузовном участке восстанавливают первоначальную форму и прочность ремонтируемого кузова, а также выполняют работы по поддержанию кузова и его механизмов в технически исправном состоянии (рис. 5.9).
На данном участке осуществляют жестяницко-сварочные и арматурно-кузовные работы, которые включают операции по разборке, сборке, правке и сварке поврежденных панелей, деталей кузова и его механизмов, могут выполняться работы по ремонту радиаторов, топливных баков, а также рессор и дисков колес. Здесь также изготовляют необходимые для замены детали кузова: панели, вставки, заплаты и др.
Обычно автомобиль доставляется на кузовной участок на колесах, а аварийные кузова – на специальных тележках. В последнем случае кузова, как правило, снимают на постах ТР.
Жестяницкие работы предусматривают ремонт (устранение вмятин, трещин, разрывов) крыльев, брызговиков, капотов, облицовок радиаторов, дверей и других частей кузовов, а также частичное изготовление несложных деталей для ремонта взамен пришедших в негодность. Прогрессивным является панельный метод ремонта, предусматривающий полную замену поврежденного элемента кузова или его части.

Рис. 5.9. Схема организации технологического процесса на кузовном
и окрасочном участках
Разборочно-сборочные работы включают снятие и установку дверей, отдельных панелей или частей кузова, механизмов, стекол и других съемных деталей. Частичную разборку кузова для ремонта его деталей осуществляют в объеме, необходимом для обеспечения качественного выполнения всех ремонтных операций. Для сборки кузовов после ремонта, в том числе установки узлов и деталей на кузов (дверей, крыльев, панелей), применяют различные наборы приспособлений и инструментов и комплект шаблонов.
Правочные работы в зависимости от характера повреждений заключаются в устранении неровностей на деформированных поверхностях, а также в исправлении искажений геометрических размеров кузова (перекосов).
Сварочные работы являются неотъемлемой частью жестяницко-кузовных работ. Почти все ремонтные операции требуют применения сварки в том или ином объеме. На кузовном участке СТОА используют газовую, дуговую и точечную сварку. Сварку при ремонте применяют при удалении поврежденного участка, правочных работах, установке частей или новых участков кузова и дополнительных деталей (усилительных коробок, накладок, вкладышей и др.), а также при заварке трещин, разрывов и пробоин с наложением или без наложения заплат в зависимости от площади и состояния поврежденной поверхности.
Арматурные работы включают работы по ремонту всех механизмов кузова (замков, дверных петель, стеклоподъемников и др.), а также работы по ремонту окон и замене стекол. Отремонтированный и собранный механизм устанавливают на место с последующей регулировкой. При замене стекол используют приспособления для сборки стекол, деревянные и резиновые киянки, оправки.
Кузовной участок обеспечивают необходимой документацией, в том числе технологическими картами на основные виды работ, и соответствующим оборудованием.
Участок окраски и противокоррозионного покрытия предназначен для окраски со снятием старого лакокрасочного покрытия, подкраски местных повреждений, окраски отдельных деталей кузова и нанесения противокоррозионной и противошумной мастики на днище кузова. Окрасочный участок имеет три отделения: подготовительных работ, краскоприготовительное и окрасочное.
Общий технологический процесс окраски (см. рис. 5.9) включает подготовку поверхности под окраску, грунтование, шпатлевание, шлифование, нанесение промежуточных и внешних слоев покрытия. При этом необходимо строго соблюдать режимы сушки, предусмотренные для каждого нанесенного слоя покрытия. Местное подкрашивание осуществляют с помощью смывок, скребков, шпателей, кистей и окрасочных пистолетов. Кузов автомобиля окрашивают способом распыления, а сушку производят в специальных камерах. В большинстве проектов СТОА предусматривают комбинированную окрасочно-сушильную камеру.
Сушку местных подкрашенных участков выполняют в окрасочно-сушильной камере или с помощью передвижных ламповых установок.
На изолированном посту окрасочного участка днище кузовов автомобилей покрывают противошумной и противокоррозионной мастиками. Однако, если позволяют производственные возможности, эту операцию лучше выполнять на отдельном участке с использованием специального оборудования.
Обойный участок предназначен для выполнения работ по ремонту и изготовлению обивки кузова и сидений автомобилей. На обойном участке осуществляют следующие виды работ: снятие и установку обивки кузова, спинок и подушек сидений; разборку и сборку подушек сидений; изготовление и сборку новых деталей обивки кузова; замену обивки кузова, спинок и подушек сидений; изготовление чехлов для сидений автомобилей и утеплительных чехлов для двигателей.
Обивку кузова и сидений автомобилей снимают и устанавливают как на постах кузовного участка, так и на постах участка ТР. Отремонтированную и изготовленную обивку кузова, а также сидения автомобиля временно хранят на стеллаже или направляют непосредственно в зону ТР или на кузовной участок для установки на автомобиль.
Вспомогательные службы
Кроме основных производственных участков и отделений, где выполняют непосредственно работы по ТО и ремонту легковых автомобилей, на СТОА необходимо иметь вспомогательные службы, к которым относятся: компрессорное отделение и маслораздаточная кладовая, склад масел, отдел главного механика (только на крупных СТОА, на других станциях имеются бригады рабочих ремонтных профессий), тепловой узел, трансформаторная подстанция, а также склад запасных частей и материалов с инструментально-раздаточной кладовой.
Компрессорное отделение предназначено для обеспечения производственных участков СТОА сжатым воздухом. Оборудование компрессорного отделения сосредоточивают в одном месте желательно ближе к основным потребителям сжатого воздуха и централизованно осуществляют подвод сжатого воздуха. Компрессорные установки размещают в изолированном помещении. Склад масел и маслораздаточная кладовая предназначены для централизованного хранения свежих и отработанных масел, а также для раздачи масел в соответствующей расфасовке. Возможен сбор отработанных масел в подземные резервуары, установленные непосредственно на постах.
Отдел главного механика предназначен для поддержания в технически исправном состоянии технологического и гаражного оборудования, эксплуатируемого на СТОА, а также всех других систем станции (канализации, водоснабжения, вентиляции, энергоснабжения и др.), обеспечивающих ее нормальное функционирование. На крупных СТОА этот отдел существует как самостоятельное подразделение, оснащенное необходимым станочным и другим оборудованием. В отдельных случаях его оборудование и производственные площади используют для обеспечения выполнения основной производственной программы СТОА.
Склад запасных частей и материалов с инструментально-раздаточной кладовой играет важную роль в организации и обеспечении производственной деятельности СТОА. Склад запасных частей и материалов не только по своему функциональному назначению, но и по территориальному расположению занимает на СТОА центральное место и должен иметь удобные подъезды для загрузки, хорошую связь в первую очередь с зоной постов ТО и ТР, с агрегатно-механическим, кузовным и с другими производственными отделениями и участками непосредственно или через промежуточные кладовые. Центральный склад СТОА может обеспечивать запасными частями и материалами магазин автомобильных принадлежностей.
Источник