- Схема по ремонту двигателей грузовых автомобилей
- Схема по ремонту двигателей грузовых автомобилей
- Схема по ремонту двигателей грузовых автомобилей
- Схема по ремонту двигателей грузовых автомобилей
- Капитальный ремонт двигателя автомобиля
- Капитальный ремонт двигателя автомобиля
- Ремонт двигателя без снятия с автомобиля
- Основания к проведению капитального ремонта двигателя
- Признаки износа двигателя
- Капитальный ремонт состоит из следующих этапов :
- Капитальный ремонт двигателя автомобиля состоит из:
- Одним из успешных факторов, которые влияют на качественный ремонт и обслуживание двигателя является:
- Процесс хонингования цилиндров двигателя
- Процесс хонингования цилиндров двигателя
- Для чего нужен процесс хонингования цилиндров двигателя?
- Процесс хонингования двигателя, подробности
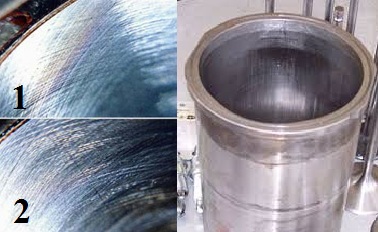
- черновая обработка цилиндров (обработка цилиндров крупным абразивом)
- Окончательная обработка цилиндров (финишная обработка мелкозернистым абразивом)
- Условия работы и виды изнашивания
- Условия работы и виды изнашивания гильз цилиндров
- Виды изнашивания
- Абразивное изнашивание гильз цилиндров
- Абразивное изнашивание гильз цилиндров
- Рис. [1 ]. Эпюра износа гильз цилиндров двигателей:
- ИССЛЕДОВАНИЕ ДЕФЕКТОВ КОЛЕНЧАТОГО ВАЛА
- ИССЛЕДОВАНИЕ ДЕФЕКТОВ КОЛЕНЧАТОГО ВАЛА
- Износы и способы восстановления коленчатых валов
- ДЕФЕКТЫ КОЛЕНЧАТОГО ВАЛА
- ДЕФЕКТЫ КОЛЕНЧАТОГО ВАЛА
- Рисунок 2.2.1 – Дефекты, возникающие в процессе эксплуатации коленчатых валов:
Схема по ремонту двигателей грузовых автомобилей
+7 (343) 777-00-42 Пн-Вс c 7:00 -16:00 по Москве admin@ChertegRF.ru
Мои желания
Чертеж цеха по текущему ремонту двигателей грузовых автомобилей (формат А1) с разбивкой на зоны:
1 – наружной мойки
3 – ремонта двигателей
4 – обкатки и испытания
На листе перечислены и выставлены точки подвода электроэнергии, холодной и горячей воды с отводом в канализацию, сжатого воздуха, пара, слива промышленных стоков, местной вытяжной вентиляции.
По зонам выполнена расстановка оборудования:
1 Ванна моечная
2 Машина моечная для двигателей
3 Стеллаж для инструментов и деталей
5 Верстак на 2 рабочих места
6 Стенд для разборки и сборки двигателей
7 Стол для дефектовки
8 Стеллаж для деталей
9 Шкаф для инструментов
10 Приспособление универсальное для разборки и сборки узлов
11 Стенд для разборки муфт сцепления
12 Стол монтажный
13 Ларь для ветоши
14 Стеллаж для деталей
15 Шкаф для инструментов
16 Ящик для утиля
17 Станок для притирки клапанов
18 Шлифовальный станок
20 Стенд испытательный на герметичность
21 Станок для расточки гильз цилиндров
22 Станок хонинговальный
23 Станок токарно- винторезный
24 Станок настольно- сверлильный
25 Обкаточно-тормозной стенд
26 Ящик для песка
27 Подвесная кран балка
30 Сварочный стол
31 Шкаф для инструмента
Режим работы цеха выбираем следующий:
-количество дней работы в неделю-5
-продолжительность смены-8 часов
-число выходных дней-104
Участки на плане производственного корпуса размещаем так, чтобы ремонтируемый двигатель или отдельные громоздкие детали можно было перемещать по наикратчайшему пути, взаимосвязь разборочно-сборочных участков соответствовала ходу технологического процесса и направлению основного грузопотока. Испытательный участок размещаем рядом с участком по сборке двигателей.
Дополнительные материалы: в программе Word (8 страниц) прилагается к чертежу следующая информация:
— характеристика ремонтного участка
— выбор режима работы и расчет численности производственных рабочих цеха
— разработано совершенствование технологии организации ремонта двигателей: На проектируемом участке необходимо закупить установку для мойки двигателей, комплект разборочно-сборочных приспособлений. Так как от качества мойки напрямую зависит качество ремонта. Применение различных приспособлений, съемников уменьшает трудоемкость работ и увеличивает ресурс деталей. На участке дефектации необходимо иметь испытательный стенд для проверки на герметичность, измерительные приборы и приспособления для определения пригодности деталей к дальнейшей эксплуатации. На участке комплектации, сборки должны быть все технические условия на комплектование узлов и деталей. Необходимо отремонтировать имеющиеся стенды для сборки разборки и закупить новые. Необходимо произвести техническое обслуживание станков.
На участке испытания двигателей необходимо установить ящик с песком.
— расчет потребности и подбор основного технологического оборудования с составление подробной таблицы с перечнем наименования оборудования, марки, габаритных размеров, занимаемой площади
— выполнены расчеты по определению зон и участков проектируемого цеха
— предложена общая компоновка производственного корпуса и технологическая планировка участков
— сделан выбор подъемно-транспортного оборудования
Спецификация – 1 лист
Чертеж в программе: Компас 3D V
Источник
Схема по ремонту двигателей грузовых автомобилей
+7 (343) 777-00-42 Пн-Вс c 7:00 -16:00 по Москве admin@ChertegRF.ru
Мои желания
Чертеж схемы технологического процесса ремонта двигателей внутреннего сгорания ДВС (формат А1).
Технологический процесс является частью производственного процесса, содержащей целенаправленные действия, связанные с последовательным качественным изменением объектов ремонта и последующим определением его состояния.
Производственный процесс ремонта двигателя автомобиля содержит следующие технологические процессы: разборку, восстановление или замена деталей двигателя сборку. Разработка и совершенствование технологических процессов ремонта являются важными этапами технологической подготовки производства.
В зависимости от возможности демонтажа подвижные и неподвижные соединения подразделяют на разъемные (свободно разбираемые) и неразъемные (не разбираемые). Разъемные соединения в современных машинах составляют до 85 % всех соединений. Эти соединения могут быть полностью разобраны без повреждения соединяющих и скрепляющих их деталей.
Таким образом, разборке подлежат соединения неподвижные разъемные (например, резьбовые, пазовые, конические), неподвижные разъемные (прессовые, клепаные и т.п.), подвижные разъемные (валы-подшипники скольжения, плунжеры-втулки и т.п.), подвижные неразъемные (некоторые подшипники качения, запорные клапаны и др.). Эта классификация отражает и тип разъединения, но ввиду того, что в каждую группу ее входит большое количество соединений, отличающихся по технологической характеристике и способу разборки, что соответственно определяет и характер разборочных работ, целесообразно различать типы разъединения деталей машин по технологическим признакам, а именно: вывинчивание резьбовых соединений, выпрессовка, разъединение при необходимости заклепочных, вальцовочных, сварных, паянных, клеевых и других соединений.
Дополнительные материалы: на 18 листах прилагается записка с описанием организации производственного и совершенствование технологического процесса ремонта двигателей автомобилей: выбор схемы технологического процесса, технологический процесс разборки, разборка неподвижных разъемных соединений и неподвижных неразъемных соединений, ремонт блока цилиндров и деталей цилиндропоршневой группы и кривошипно-шатунного механизма, основные возможные дефекты коленчатых валов и способы их устранения, ремонт шатунов, ремонт головки блока цилиндров и механизма газораспределения, регулировка и обкатка
Источник
Схема по ремонту двигателей грузовых автомобилей

Ремонт дизельных двигателей грузовиков с технической точки зрения наиболее сложен, чем другие виды ремонта. Неисправности в работе двигателя грозят длительным простоем грузовика и потерей денежных средств. Поэтому важно будет выбрать тот автосервис, который проведет ремонт дизельного двигателя грузовика качественно, с гарантией и в минимальные сроки.
«Симптомы» поломки двигателя грузовика:
1) топливо и масло расходуется в повышенном объёме
2) появляются дымные выхлопы
3) двигатель работает нестабильно и перегревается
4) мощность мотора понизилась
5) во время работы двигателя появляются посторонние шумы
6) масляное давление понижено.

Перед тем, как сдать свой грузовой автомобиль в ремонт, необходимо провести диагностику его двигателя. С помощью этой процедуры можно определить размер деформации и износа деталей двигателя, узнать, есть ли задиры на шейках коленчатого вала. Полезно будет сделать спектральный анализ дизельного двигателя по маслу. Он выявляет различные неисправности, которые при разборке и ремонте двигателя грузовика подтверждаются на 95 процентов. Таким методом можно обнаружить неисправности двигателя на начальном этапе их развития.
Устранить снижение мощности, увеличение расхода топлива и масла и ухудшение пусковых свойств позволяет капитальный ремонт ДВС, проводимый опытными специалистами автосервиса. Капитальный ремонт дизельных двигателей грузовиков требуется в тех случаях, когда двигатель исчерпал свой ресурс по причине износа деталей и нарушениях правил его эксплуатации. Качественный ремонт дизельных двигателей грузовых автомобилей предполагает предварительное диагностирование дизельного двигателя грузовика для выявления основных неисправностей. Для грузовых иномарок рекомендуется компьютерная диагностика, осуществляемая универсальным сканером TEXA.

Ремонт дизельных двигателей грузовиков осуществляется с выполнением всех необходимых технических мероприятий по восстановлению его работоспособности, включая разборку и сборку двигателя, дефектовку и другие сопутствующие работы. Капитальный ремонт дизельного двигателя грузовика проводится после измерения давления, расхода масла, компрессии, степени износа цилиндра и коленчатого вала с последующим подбором запчастей. Ресурс дизельного двигателя грузовика и его работоспособность после восстановления напрямую зависит от используемых запасных деталей и качества выполненного капитального ремонта двигателей грузовиков. Наиболее распространенными являются описанные ниже виды ремонта дизельных двигателей грузовика.

1) Ремонт блока цилиндров
• восстановление постели коленвала;
• устранение трещин в блоке цилиндров;
2) выравнивание привалочной плоскости
• устранение трещин;
• замена или ремонт клапанов двигателя грузовика
• замена или ремонт направляющих втулок и фасок седел клапанов;
3) Замена клапанов; Измерение и восстановление компрессии в цилиндрах
Если на поверхности клапанов образуются глубокие раковины, то клапаны заменяют. В процессе ремонта клапанов их шлифуют 1 или 2 раза. Блок цилиндров ремонтируется так. Сначала заменяются съемные гильзы, потом растачиваются цилиндры и хонингуются до требуемого размера. Этот размер должен соответствовать диаметру ремонтного поршня. Ремонт двигателей грузовиков подразумевает удаление трещин в блоке цилиндров, восстановление постели коленвала. При ремонте производится и выравнивание привалочной плоскости. В ремонт головки блока цилиндров включается избавление от трещин, ремонт или замена клапанов двигателя, ремонт направляющих фасок и втулок седел. Перед началом ремонта грузовика нужно снять технологические заглушки на каналах коленчатого вала. В процессе ремонта на головку блока цилиндров устанавливают новые маслосъемные колпачки. При помощи шлифовки, расточки, хонингования и другой механической обработки удаляется стружка и отложения из каналов системы охлаждения и смазки. Затем промывается блок цилиндров, головки блока цилиндров, коленвал, с помощью сжатого воздуха продуваются каналы.

Все операции по ремонту, регулировке, и сборке дизельных двигателей грузовиков производятся на монтажном стапеле. На этой установке можно закрепить двигатель в необходимом для ремонта положении. Это позволяет комфортно проводить ремонт и выполнить его в более короткие сроки. В завершении ремонта производится контроль натяжения в соединениях и контроль зазоров в парах трения. После ремонта дизельного двигателя грузовика мастер автосервиса затягивает крепежи корпусных деталей и крышек, а также поддонов грузового двигателя. Эти операции производятся с помощью динамометрических ключей, проводятся в строго определенной последовательности.

Периодически рекомендуется проводить мероприятия по измерению и восстановлению компрессии в цилиндрах. После этого следует заменить масло в дизельном двигателе. Эти работы необходимы для профилактики возможных повреждений. Своевременное обращение в автосервис за ремонтом и обслуживанием дизельного двигателя грузовика позволит ему быть всегда на ходу!
Техцентр «Грузовая станция» всегда проводит тщательную диагностику и качественный ремонт дизельных двигателей грузового автомобиля. Специалисты высокого класса, имеющие многолетний опыт, смогут точно установить причину выхода из строя агрегата, грамотно отдефектовать, безупречно собрать и отрегулировать дизельный двигатель.
Источник
Схема по ремонту двигателей грузовых автомобилей
+7 (343) 777-00-42 Пн-Вс c 7:00 -16:00 по Москве admin@ChertegRF.ru
Мои желания
Чертеж проектирования участка по ремонту грузовых автомобилей (формат А1). Габаритный размер помещения 18х18 м, площадь 324 кв.м.
Представлена экспликация оборудования и условных обозначений:
1 – прибор для регулировки внешних световых приборов ОПК
2 – верстак однотумбовый ВС1
3 – ларь для обтирочного материала ОГР-1468
4 – шкаф для инструмента и деталей
5 – установка для заправки моторным маслом С-227
6 – тележка инструментальная
7 – установка для сбора масла С-508
8 – тележка для снятия, установки и транспортировки колес П-254
9 – гайковерт И-330
10 – канавный подъемник И-330
11 – солидолонагнетатель С-321М
12 – установка для заправки трансмиссионными маслами С-223-1
13 – канава осмотровая
14 – стенд для обкатки КПП
15 – стенд для проверки форсунок НИИАТ-625
16 – тележка для транспортировки рессор П-216
17 – тележка слесаря по ремонту ДВС
18 – передвижной подъемник ПП-16
19 – тележка автослесаря И-100А
20 – верстак слесарный ОРГ-1468
21 – тележка для замены агрегатов П-208
22 – пресс гидравлический
23 – шкаф для приспособлений
24 – подставка под агрегаты
25 – стенд для ремонта электрооборудования
26 – токарный станок
27 – шлифовальный станок
28 – стенд для ремонта КПП 367М3
29 – гайковерт для гаек стремянок рессор И-330
30 – тележка для снятия и постановки колес 1115 М
32 – стенд для восстановления коленчатых валов
На чертеже указаны места подвода сжатого воздуха, установки розеток однофазного и трехфазного токов, а также точки подвода электричества.
Чертеж в программе: Компас 3D V
Источник
Капитальный ремонт двигателя автомобиля

ремонта головки блока цилиндров.
Как ремонтировать головку блока
Капитальный ремонт двигателя автомобиля
Одной из самых важных частей автомобиля по прежнему остается двигатель. В целях экономии средств владелец автомобиля сталкивается с выбором, отремонтировать или купить новый двигатель. Очень важно найти такой автомобильный сервис, где ремонт и обслуживание двигателя проводят качественно и быстро. Часто бывает так, что хозяин автомобиля надолго расстается со своим автомобилем из-за не профессионализма работников сто.
Самые разнообразные работы по капитальному ремонту двигателя автомобиля начинаются с диагностики двигателя . Качественно выполнять работы по ремонту бензиновых и дизельных двигателей возможно лишь при наличии современной аппаратуры и квалифицированного персонала. Вы избавите себя от большого количества проблем если правильно выберете сервис, где будет обслуживаться ваш автомобиль.
Капитальный ремонт двигателей автомобилей должен осуществляться на специализированных станциях технического обслуживани я . Опытные специалисты по ремонту двигателей внутреннего сгорания смогут взять на ремонт и обслуживание практически любой автомобиль.
Ремонт двигателя без снятия с автомобиля
Конечно, если вы беретесь за капитальный ремонт, перед этим вам потребуется провести дефектацию деталей двигателя. Но существует перечень ремонтных операций, которые можно провести без снятия двигателя.
Начало ремонтных работ двигателя должно начинаться с мойки моторного отсека и мойки двигателя. Мойка двигателя проводится для того, чтобы не загрязнить внутренние детали двигателя. Если вы решили заменить прокладку двигателя (замена прокладки двигателя проводится в случае течи масла или охлаждающей жидкости).
Мы с вами рассмотрим ремонтные работы, которые можно провести без снятия двигателя :

деталей цилиндро-поршневой группы,
комплектование деталей гильзо-поршневой
группы, ремонт и установка
шатуннопоршневой группы двигателя
— Замена прокладки масляного поддона двигателя ;
— Замена прокладки впускного и выпускного коллектора ;
— Замена сальника коленчатого вала.
Без снятия двигателя можно провести следующие ремонты элементов двигателя :
— Ремонт водяного насоса ;
— Ремонт распределителя зажигания ;
— Ремонт клапанного механизма.
Без снятия двигателя можно выполнить и такие работы, как :
Выполнять капитальный ремонт двигателя без снятия не рекомендуется.
Основания к проведению капитального ремонта двигателя

Как понять, нужно делать капитальный ремонт двигателя или нет? Ответить на этот вопрос однозначно и сразу невозможно, так как для принятия решения о выполнение капитального ремонта двигателя требуется проанализировать большое количество показателей.
Многие автомобилисты ошибочно считают, что если большой пробег автомобиля, то существует необходимость в проведении капитального ремонта двигателя, но это не всегда так, аналогично малый пробег не может говорить об исключении необходимости в проведении капитального ремонта двигателя.
На ресурс работы двигателя очень влияет правильная эксплуатация и своевременное обслуживание. Несвоевременность обслуживания может значительно сократить ресурс работы двигателя.
Признаки износа двигателя

Такой признак, как повышение расхода масла говорит об износе поршневых колец и направляющих втулок клапанов (прежде чем делать такие выводы обязательно проверьте системы двигателя на наличие утечек моторного масла).
Следующим шагом диагностики двигателя будет измерение компрессии в цилиндрах двигателя, проверка герметичности камер сгорания.
Повышенный шум работы двигателя , лишние стуки могут быть причиной износа вкладышей коренных или шатунных подшипников. Точная диагностика двигателя предполагает измерение давление масла в системе с помощью манометра, для этого следует вывернуть датчик давления, провести замеры и сравнить их с техническими характеристиками двигателя.
Если давление масла в системе низкое – износ масляного насоса или опорных подшипников.
в блоке цилиндров,
головке блока являются
показателем к замене детали,
но существует способ ремонта
трещин блока цилиндров двигателя
Совокупность признаков повышенного износа двигателя, таких, как потеря мощности двигателя, неравномерная работа двигателя, повышенный шум работы, повышенный расход топлива и масла указывают на необходимость проведения капитального ремонта двигателя.
Капитальный ремонт предполагает восстановление деталей двигателя до технического состояния, указанного в технических характеристиках нового двигателя.
Капитальный ремонт состоит из следующих этапов :
— Замена поршневых колец ;
— Хонингование цилиндров двигателя ;
— Установка новых поршней ;
— Шлифование коленчатого вала ;
Проведение капитального ремонта дает новую жизнь вашему двигателю и приводит его технические характеристики к номинальным характеристикам.
Проведение капитального ремонта может затянуться на 2-3 недели, так как для ремонта и восстановления деталей (шлифования, расточки) может понадобиться много времени.
Заранее надо определиться с перечнем проводимых ремонтных работ и позаботится о наличии специального оборудования и инструментов. Очень важным для проведения капитального ремонта может оказаться наличие специальных приспособлений, которые значительно облегчают работу по ремонту двигателя. Проверьте наличие всех необходимых запчастей.

Самая дорогая деталь двигателя — блок цилиндров. Диагностика блока цилиндров является определяющим фактором для проведения капитального ремонта. Здесь существует альтернатива — восстановить блок цилиндров или купить блок цилиндров. И эту задачу надо решить после тщательной проверки блока цилиндров двигателя.
Капитальный ремонт двигателя автомобиля состоит из:
При проведении капитального ремонта двигателя часто сталкиваешся с проблемой повреждения резьбы (например, вы хотите плотно затянуть гайку крепления водяного насоса к блоку цилиндров, перетянули).
Как восстановить резьбу?
1) Чистка двигателя
3) Диагностика двигателя
Нормальная работа двигателя подарит вам наслаждение при вождении автомобиля.
Есть специальные сервисы, которые занимаются ремонтом двигателей в удобном для вас месте. Такие сервисы очень полезны, если ваш автомобиль вышел из строя где-нибудь в дороге.
Капитальный ремонт двигателя автомобиля состоит из ряда технологических операций , таких как расточка блока цилиндров, шлифовка коленчатого вала, шлифовка головки блока цилиндров, капитальный ремонт.
Во время диагностики специалисты сто должны обсудить с автовладельцем вопросы по восстановлению деталей двигателя и их замене.

Как ремонтировать блок цилиндров двигателя?
Восстановление блока цилиндров заваркой,
способ заделки трещины блока цилиндров эпоксидкой.
Одним из успешных факторов, которые влияют на качественный ремонт и обслуживание двигателя является:
Процесс хонингования цилиндров двигателя
Процесс хонингования цилиндров двигателя
Хонингование цилиндров двигателя – это процесс окончательной обработки поверхности детали, который представляет собой финишную операцию капитального ремонта двигателя. Хонингование представляет собой один из процессов, которые включает в себя восстановление гильз цилиндров.
Для чего нужен процесс хонингования цилиндров двигателя?
Хонингование производят в целях уменьшения шероховатости стенок цилиндров, улучшения приработки поршневых колец и самим поршней. Процесс хонингования увеличивает срок службы деталей цилиндро-поршневой группы.
Процесс эксплуатации двигателя сопровождается постепенным износом, потерей первоначального состояния, первоначальной формы. Износ цилиндров сопровождается появлением рисок и царапин на внутренних стенках гильз цилиндров, его определяют методом замеров конусности и овальности. Поэтому одним из этапов по восстановлению цилиндров двигателя является диагностика гильз цилиндров двигателя.
В случае повышенного износа цилиндров двигателя принимают решение провести капитальный ремонт и выбрать способ восстановления гильз цилиндров. Капитальный ремонт цилиндров двигателя заключается в растачивании цилиндров до 1 ремонтного размера. После расточки необходимо провести процесс хонингования – финишный этап обработки цилиндров, что улучшит поверхность, доведя ее шероховатость до требуемых значений.
В процессе хонингования детали цилиндро-поршневой быстрее и качественнее прирабатываются друг к другу, что уменьшает дальнейший износ деталей, повышает эффективность их работы и увеличивает ресурс их работы. Качественная приработка деталей
способствует увеличению компрессии в цилиндрах, срока службы двигателя, эффективности работы.
Хонингованием можно назвать процесс при котором на стенках цилиндров двигателя образовывается специальная сетка, которая предназначена для удержания моторного масла на стенках цилиндра, в результате чего пара трения смазывается лучше.
Процесс хонингования двигателя, подробности
Процесс хонингования цилиндров двигателя состоит из двух частей.
черновая обработка цилиндров (обработка цилиндров крупным абразивом)
Окончательная обработка цилиндров (финишная обработка мелкозернистым абразивом)
Для хонингования цилиндров используются алмазные и керамические бруски. Алмазные бруски зарекомендовали себя благодаря своей долговечности и эффективности. После процесса хонингования двигатель подвергается мойке и финишной чистке абразивными пастами. Окончательная цель процесса хонингования – гладкая поверхность цилиндров.
Условия работы и виды изнашивания
Условия работы и виды изнашивания гильз цилиндров
Исходя из функционального назначения, гильзы цилиндров относятся к главным элементам поршневых ДВС и являются наиболее ответственной деталью ЦПГ. Стенки внутренней полости гильзы служат направляющими для поршня при его перемещениях между крайними положениями и соприкасаются с пламенем и горячими газами, достигающими температуры 1500-2500C. Гильза цилиндра работает в условиях резкопеременных давлений в надпоршневой полости. Поршень при перемещении действует на гильзу с боковой силой Nб и в конце каждого хода, перекладываясь с ударом о стенку гильзы, меняет направление своего движения, причём в мёртвых точках скорость его равна нулю, а потом нарастает до максимума, составляющего в автомобильных двигателях до 25 м/с при номинальной частоте вращения коленчатого вала и снова уменьшается до нуля в смежной мёртвой точке. Такое неравномерное движение поршня и связанного с ним комплекта подвижных деталей порождает переменные по величине и направлению силы инерции Pj возвратно-движущихся масс, действующие вдоль оси цилиндра. Силы давления газов Pгв надпоршневой полости одинаково действуют как на поршень, так и на головку блока и стенки цилиндра, при этом всегда, имея равную себе величину и направление, эти силы взаимно уравновешиваются внутри системы.
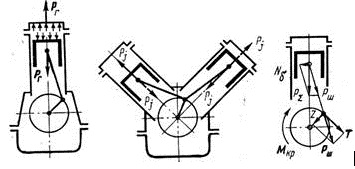
Рис.Силы, действующие на детали ЦПГ.
На долю гильз цилиндров из-за воздействия высоких механических и тепловых нагрузок приходится значительная часть отказов двигателей. Основные составляющие эксплуатационного износа цилиндров автомобильных двигателей приводятся в табл..
Таблица. Составляющие эксплуатационного износа гильз цилиндров, %
От нормального теплового
От пониженного теплового
* — включая неустановившиеся режимы работы двигателя по оборотам и нагрузке
Износ пары трения гильза цилиндра – поршневое кольцо проявляется в сложном многообразии форм и зависит от большого количества одновременно действующих факторов: условий эксплуатации двигателя, наличия граничных условий смазки, агрессивности среды, качества очистки воздуха, топлива и смазочного материала, сочетания материалов элементов пары трения, их механических и теплофизических свойств, характера микрорельефа, качества их покрытия, условий приработки и т.д. Результаты многих исследований [] позволяют утверждать, что при возвратно–поступательном скольжении в паре происходят интенсивные пластические деформации, которые приводят к искажению кристаллической решётки металла и ускорению диффузионных процессов. Кроме того, наружная поверхность гильз подвергается явлениям коррозии и кавитации. Поэтому гильзы цилиндров должны обладать большой механической прочностью, повышенной жёсткостью и хорошо противостоять различным видам изнашивания.
Каждый из видов изнашивания редко встречается в чистом виде. Обычно они проявляются комплексно. Характерные для гильз цилиндров виды изнашивания представлены на рис.
Виды изнашивания
| рабочая поверхность гильзы |
| наружная поверхность гильзы |
| механическое |
| молекулярно-механическое |
| коррозионно-механическое |
| абразивное изнашивание цилиндров |
| схватыванием |
| окислительное |
| кавитационное |
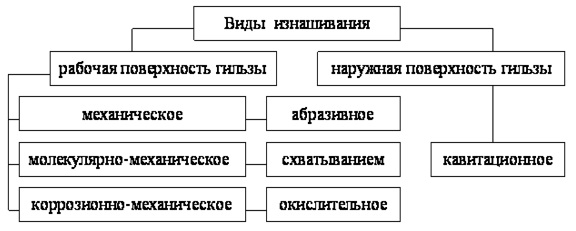
Рис..Виды изнашивания гильз цилиндров
Следует сказать, что любой из этих видов изнашивания может оказаться соответственно ведущим или сопутствующим в зависимости от условий и режимов работы двигателя при эксплуатации автомобиля.
Абразивное изнашивание гильз цилиндров
Абразивное изнашивание гильз цилиндров
Несмотря на то, что вопрос о ведущем виде изнашивания гильз цилиндров автомобильных двигателей является дискуссионным, данные результатов различных исследователей показывают большую роль абразивного изнашивания для данной детали при эксплуатации [ ]. Абразивный износ гильз имеет общие закономерности с абразивным износом других деталей машин.
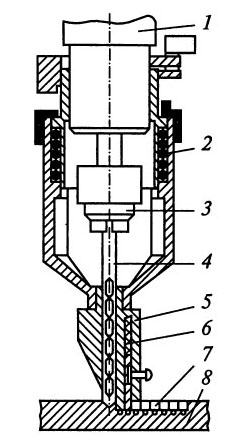
Характер абразивного износа гильз цилиндров наглядно демонстрируется нормальной эпюрой распределения износа по образующей цилиндра (рис. ,а). В подавляющем количестве случаев она имеет максимум в зоне положения первого поршневого кольца в ВМТ. Ниже этой зоны величина износа снижается и остаётся практически постоянной по всей длине гильзы [ ]. Продолжительность работы цилиндров определяется величиной износа в зоне Sа. Интенсивное изнашивание этой зоны вызывается большим влиянием режимов работы двигателя, значительно худшими условиями смазки, температуры воздуха на впуске и т.д. Поэтому довольно часто с изменением внешних условий и динамических параметров воспламенения и сгорания топлива эпюра износа гильз изменяется: максимальный износ несколько смещается вниз по ходу поршня в пределах зоны Sа (рис. ,б), что вызвано увеличением периода задержки воспламенения топлива, удалением от ВМТ момента появления максимального давления в цилиндре и прижатия поршневого кольца к стенке этим давлением.
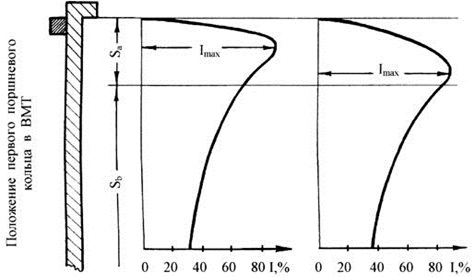
Рис. [1 ]. Эпюра износа гильз цилиндров двигателей:
а – нормальная эпюра; б – со смещением пояса максимального износа при изменении режимов работы двигателя и внешних условий.
Автор работы, считает преувеличенным влияние на долговечность гильз износа на участке Sb и внешних условий эксплуатации двигателя, изменение которых сопровождается возрастанием скорости изнашивания гильз на этом участке по сравнению с участком Sa, так как износ гильзы в зоне Sa при этом не увеличивается или увеличивается незначительно. При этом абразив, вызывающий износ в зоне Sb, резко повышает количество продуктов изнашивания в работающем моторном масле даже при незначительном увеличении скорости изнашивания этого участка, поскольку его площадь намного больше площади зоны Sa.
Кроме режимов работы двигателя и внешних условий на характер износа при абразивном изнашивании также имеет значение источник проникновения абразивных частиц: от пылевых частиц, поступающих с воздухом и топливом, происходит изнашивание в первую очередь в верхней части, а в случае их попадания с моторным маслом – максимальный износ имеет средняя часть гильз цилиндров в зоне Sb и эпюра износа принимает бочкообразный характер (рис. ,а).
Влияние концентрации абразивных частиц, поступающих в цилиндры двигателя с топливом, на величину и форму эпюры износа показана на рис. ,б. В каждом конкретном варианте эксплуатации двигателя эпюра износа гильзы по образующей также принимает форму, характерную для данных условий.
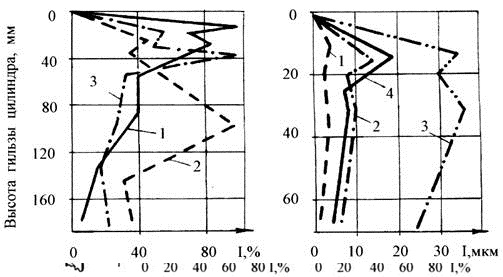
Рис. [ 2]. Износ гильз цилиндров двигателя ЗИЛ-130 по образующей:
а) в % от максимальной величины при искусственной подаче пыли: 1-с воздухом; 2-с моторным маслом; 3-с топливом; б) при работе на бензине с различным содержанием механических примесей (после 7 тыс.км пробега): 1- 0%; 2- 13,5 г/т (0,00135%); 3- 40 г/т (0,004%); 4- средний эксплуатационный износ.
При рассмотрении системы «деталь-абразивная частица-деталь» отмечается взаимное влияние твёрдостей на износостойкость сопряжённых деталей. Из практики эксплуатации автомобильных двигателей хорошо известно, что применение хромового покрытия (до 200 мкм) рабочей поверхности поршневых колец либо повышение твёрдости гильз цилиндров (закалка их рабочей поверхности до 40-50 HRC) приводит к одновременному снижению износа и кольца, и гильз цилиндров [ ] особенно при ведущем абразивном износе. Вместе с тем, авторы работы [ ] при исследовании 50 дизелей КамАЗ-740 установили: наибольшее количество натиров (72%) даёт первое поршневое кольцо, 20% — второе и лишь 8% — маслосъёмное.
Исследования по оценке износостойкости гильз цилиндров, изготовленных из различных материалов в условиях преобладания абразивного износа показывают, что износостойкость растёт в следующем порядке: гильзы из серого чугуна, с нирезистовой вставкой, из чугунных легированных сплавов. Эти результаты свидетельствуют о том, что твёрдость не является единственной характеристикой механических свойств материалов, определяющей их износостойкость, так как твёрдость нирезиста даже несколько ниже (156-197 HB), чем у серого чугуна (180-230 HB).
Кроме того, ресурс работы двигателя зависит от равномерности износа всех гильз цилиндров, установленных на двигателе, что также немаловажно при ведущем влиянии абразивного износа. Ведь эти износы, как известно, крайне неравномерны и могут отличаться в 2 и более раз. Так, авторы работы экспериментально подтвердили для двигателя ЯМЗ-238, что вследствие конструктивных особенностей и несовершенств различный износ может быть не только между гильзами в правом и левом ряду двигателя, но и гильзами одного ряда. Причиной разности величины износа между рядами, в данном случае, послужило то, что в левый ряд двигателей ЯМЗ масла забрасывалось в 1,5 – 1,7 раза больше, чем в правый, а из-за несовершенства конструкции системы подачи воздуха разность величины износа между цилиндрами одного ряда иногда была в 2-5 раза выше, чем в среднем по двигателю.
ИССЛЕДОВАНИЕ ДЕФЕКТОВ КОЛЕНЧАТОГО ВАЛА
ИССЛЕДОВАНИЕ ДЕФЕКТОВ КОЛЕНЧАТОГО ВАЛА
Износы деталей изучались на двигателях поступивших в капитальный ремонт на один из Харьковских авторемонтных заводов. Изучению подлежали износы основных деталей, лимитирующих срок службы двигателя, а именно: коренные и шатунные шейки коленчатого вала. Износы коленчатого вала определялись по износу коренных и шатунных шеек. Измерения проводились микрометром в двух поясах и двух перпендикулярных плоскостях. Результаты измерений и схема замеров по каждому коленчатому валу приведены в микрометражных картах.
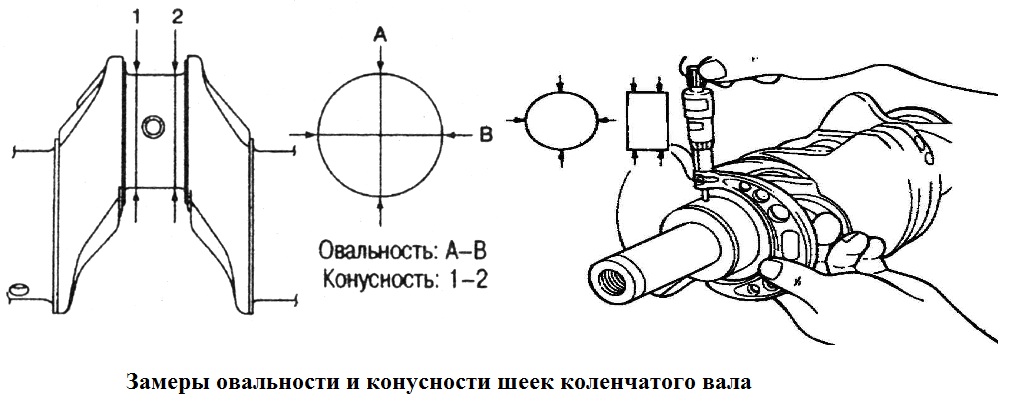
Чтобы определить неравномерность износа шейки коленчатого вала необходимо получить разницу диаметров в поперечном сечении или продольном сечении. Предельные значения отклонений по овальности и конусности составляют 0,01 мм.
Данные микрометражных карт коленчатого вала позволяют установить следующие показатели:
1. Максимальный и минимальный износ коренных и шатунных шеек коленчатого вала.
2. Максимальную овальность и конусность шатунных шеек. Результаты обработки микрометражных карт по износу шеек коленчатых валов сведены в таблицу 1
Таблица 1 — Результаты обработки микрометражных карт по износу шеек коленчатых валов.
Износы и способы восстановления коленчатых валов
При достижении таких износов эксплуатация двигателей становится невозможной или не экономичной и тогда двигатель направляется в капитальный ремонт. Существует несколько видов ремонта коленчатого вала из которых можно выделить основные способы восстановления коленчатого вала.
Полученные нами результаты изучения износа двигателей поступивших в капитальный ремонт показали, что у подавляющего большинства этих двигателей износы коленчатых валов (коренных и шатунных шеек) не достигли своих предельных значений. Только один двигатель из шести КамАЗ-740 имеет износ близко к предельно-допустимому. Износ этого двигателя в плоскости проходящей через ось коленчатого вала составляет 0,38 мм. У всех других двигателей износ коренных и шатунных шеек коленчатого вала составляет 0,08-0,10 мм. Это в два и более раз меньше предельного значения этих деталей.
Полученные результаты лишний раз подтверждает, что большинство двигателей поступают в капитальный ремонт не по причине естественного износа двигателя, а по причине преждевременного появления трещин, задирав и.т.д. Немаловажной задачей исследования является еще изучение одного из главных факторов качества поверхности–шероховатости. Увеличение шероховатости трущихся поверхностей подвижных сопряжений ведет к удлинению периода обработки и повышенным износам. На основании замеров шероховатости шеек коленчатого вала установлено, что шероховатость коренных шеек составляет Нск=0,80 0,85 мк, а шероховатость шатунных шеек составляет Нск=0,7 -0,8 мк. Таким образом, шероховатость коренных шеек соответствует 7 классу, а шатунных 8 классу чистоты поверхности по ГОСТ 2789-51. Различие шероховатости коренных и шатунных шеек объясняется тем, что шлифовка их производится на различных станках и один из них обеспечивает большую по сравнению с другим шероховатость.
Ухудшение частоты поверхности шеек коленчатого вала, как показывают исследования к.т.н. И.Б.Гурвича приводит к разрушению приработки рабочих поверхностей вкладышей подшипников. Он указывает, что на вкладышах, работающих в паре с шатунными шейками, исходная частота которых достигала Нск=0,56 мк (8 класс) были отмечены следы местного потемнения и выкрашивания баббитового слоя. Кроме этого следует заметить, что продолжительность приработки при ухудшении частоты поверхности будет увеличиваться а следовательно двигатель после ремонта будет получать 100 % нагрузку, что подвергнет повышенному износу коренные и шатунные шейки коленчатого вала.
Также проводились исследования по износу составных частей коленчатого вала и количественная оценка ресурсов двигателей. Целью данного исследование было узнать, какие дефекты возникают при эксплуатации двигателя. Исследование показали, что при эксплуатации коленчатого вала были обнаружены следующие дефекты: износ шатунных шеек 96 % и коренных шеек 94 %, следом идет износ шпоночного поза 50%, износ отверстия под направляющий штифт 17 %, изгиб вала 10 %, и трещины 7 %. Что касается исследований количественной оценки ресурсных отказов двигателей.
Исследования показали, что при эксплуатации двигателя больше всего изнашиваются шейки коленчатого вала и вкладыши подшипников скольжения, также возникают обрывы шатуна с его болтами, обрывы болтов крепления маховика, обрыв поршня.
После выше перечисленных исследований, мы провели испытания материалов на прочность. Вследствие сложности и многообразия процессов трения и изнашивания, как по характеру протекающих физико-химических процессов, так и по взаимосвязи различных факторов их исследования во многих случаях целесообразно проводить на специальных моделирующих установках.
Наличие в настоящее время большого количества всевозможных методов и установок для испытания материалов на трение и изнашивание объясняется многообразием существующих условий трения и изнашивания, которые приходится моделировать.
Эксперимент в условиях эксплуатации, как правило, обходится значительно дороже, является более трудоемким и не всегда позволяет понять внутренние связи сложного процесса.
Для удешевления испытаний на контактную прочность и износостойкость пар трения, работающих в условиях трения качения с проскальзыванием, в качестве модели обычно используют роликовую пару, в которой вкладыш- шейка коленчатого вала имитируют двумя роликами. Такая пара трения позволяет создать роликовую аналогию натурного узла вкладыш- шейка коленчатого вала. В основе роликовой аналогии лежит представлении об общности физико-механических процессов, происходящих в зоне контакта вкладыша с шейками коленчатого вала. При взаимном обкатывании роликов с некоторым проскальзыванием в зоне их контакта возникает условие работы материала, соответствующие как-либо одной точке линии контакта.
В лабораторных условиях роликовую модель реализуют на специальных роликовых машинах (МИ-1М, СМЦ-2, СМТ-1) которые отличаются простотой конструкции, малыми габаритами, высокой производительностью.
При проведении лабораторных испытаний возникает необходимость оценки адекватности получаемой информации той, которая может быть получена в условиях эксплуатационных испытаний.
При проведении исследований пары вкладыш-шейка коленчатого вала на роликовых моделях в общем случае явными критериями является следующее:
1) материалы вкладыш- шейка коленчатого вала (физико-химические свойства);
2) максимальное контактное давление (удельная нагрузка);
3) степень проскальзывания;
4) скорость качения;
5) коэффициент нагрузки;
6) скорость приложения динамической составляющей;
7) температура в контакте и объемная температура
Выбор материалов образцов при проведении лабораторных испытаний занимает важное место среди всех решаемых вопросов при моделировании реального узла трения. Обусловлено это прежде всего, некоторым не совпадением процессов, происходящих в контакте роликов на модели и в натурном узле, из-за влияния масштабного фактора. Разница в размерах образцов и реальных тел является причиной температурного различия в контакте и в объеме материалов пары. Поэтому в инженерной практике не зависимо от масштабного фактора и физических параметров материалов при моделировании процесса внешнего трения и изнашивания применяют те же материалы, что и в натурных узлах трения.
При проведении лабораторных испытаний как известно стремятся максимально воссоздать условия работы натурного узла. При испытании на трение и изнашивание конечный результат представляет собой износ, который, однако, может быть следствием различных видов изнашивания. Поэтому вопрос о критериях соответствия видов изнашивания, наблюдаемого в условиях эксплуатации, и при испытаниях того же материала в лабораторных условиях является существенным.
Б.И.Костецкий, например, критерий соответствия вида изнашивания образца на лабораторной машине и детали в условиях службы сводит к сопоставлению результатов металловедческого исследования; виды внешних поверхностей, микро и макроструктуры и механические свойства поверхностей слоев при одинаковых материалах должны быть одинаковыми.
При моделировании пары вкладыш-шейка коленчатого вала использовалась роликовая аналогия натурного узла. Испытания проводились в условиях качения с проскальзыванием при отсутствии в контакте смазочного материала или иных веществ. Схема испытаний представлена на (рис 1).
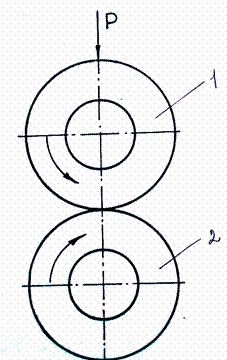
Рисунок 1 — Схема испытаний роликов
Испытания по изнашиванию начинались с приработки роликов. Продолжительность приработки для каждой пары роликов определялось двумя условиями. Прилегание образцов к контр образцам по линии соприкосновения должно происходить на длине не менее 95 % от длины линии контакта. Выполнение второго условия определялось на основании строившихся точечных диаграмм. Продолжительность приработки для пары роликов составляла 2-3 часа. К концу периода приработки интенсивность изнашивания стабилизировалась, что свидетельствовало о завершении процессов формирования вторичной шероховатости поверхностей роликов, и структуры поверхностных слоев роликов соответствующих условиям трения.
Установка пары роликов на машину трения для проведения каждого эксперимента осуществлялась одними и теми же торцами к базовым торцевым поверхностям валов машины.
Оба ролика пары устанавливались на шпонках во избежание произвольного проскальзывания. Необходимость такого дополнительного крепления роликов была установлена предварительными опытами.
При проведении экспериментальных исследований на трение и изнашивание выбор испытательной нагрузки является одним из ответственных моментов. Случаи, когда моделируемая пара трения в натурном узле работает при постоянной величине нагрузки крайне редко. Как правило, нагрузка либо изменяется или вообще не подчиняется никакой закономерности. В таких случаях величину испытательной нагрузки приходится принимать в определенной степени произвольно, руководствуясь при этом априорной информацией об условиях и особенностях работы узла трения
При моделировании всегда стремятся как можно полнее воссоздать условия взаимодействия реальных деталей. Учесть все факторы не представляется возможным. Важно не упустить наиболее существенные моменты, которые могут влиять на достоверность получаемых результатов.
Сточки зрения повреждаемой поверхности трения и скорости протекания естественного процесса изнашивания наиболее неблагоприятным будет вариант, когда нагрузка будет максимальна. На рисунке 2 представлена схема динамического ряда износостойкости металла.
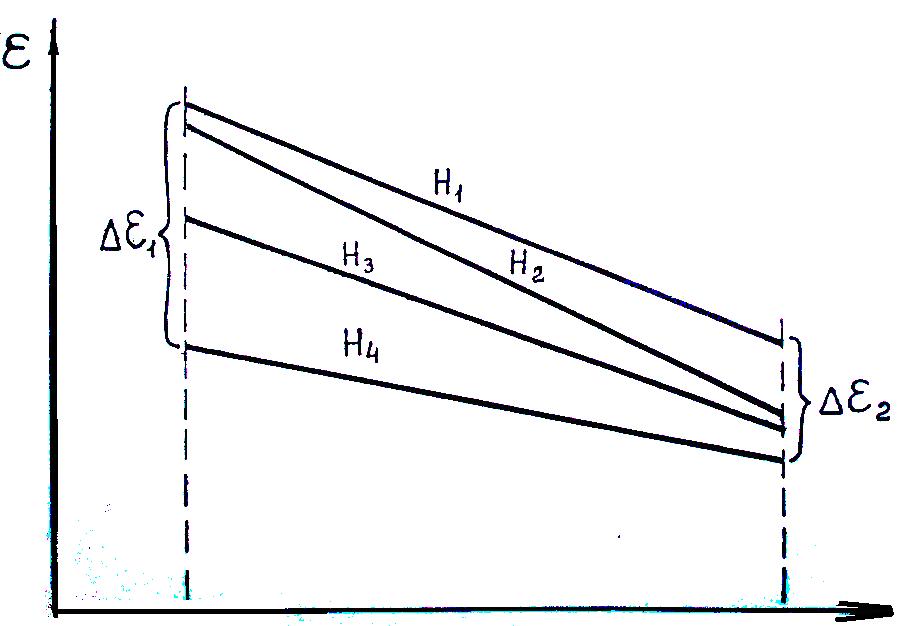
Рисунок 2 — Динамический ряд износостойкости металла
P-нагрузка; q-давление; V-скорость; T-температура; H-твердость
Также проводилась исследования по динамике износа коренных и шатунных шеек коленчатых валов транспортной техники рисунок 2 Фактически наработка нового двигателя до отправки в капитальный ремонт, например двигателя КамАЗ-740 составляет 110-160 тыс. км, а между ремонтом 50-70 тыс.км. Хотя согласно ГОСТ 23965-79 ресурс двигателей после капитального ремонта по сравнением с ресурсом нового двигателя должен быть не ниже 80 %. ГОСТ 23965-79 определяет установленные ресурсы до капитального ремонта не менее 350 тыс. км для двигателей с рабочим объемом 11 л и 200 тыс. км- для дизелей автомобилей сельскохозяйственного назначения того же объема.
ДЕФЕКТЫ КОЛЕНЧАТОГО ВАЛА
ДЕФЕКТЫ КОЛЕНЧАТОГО ВАЛА
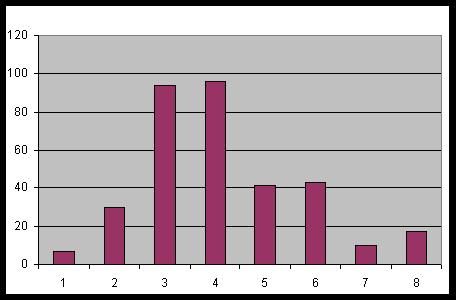
Рисунок 2.2.1 – Дефекты, возникающие в процессе эксплуатации коленчатых валов:
1-трещины; 2-увеличение длины шатунных шеек; 3-износ шатунных шеек; 4-износ коренных шеек; 5-износ шпоночного паза; 6-износ отверстия под подшипник первичного вала коробки передач; 7-изгиб вала; 8-износ отверстия под направляющий штифт
Результаты обработки микрометражных карт по износу шеек коленчатых валов показали, что только один двигатель из шести № 740 имеет износ близко предельно — допустимому. Износ этого двигателя в плоскости проходящей через ось коленчатого вала составляет 0,38 мм. У всех других двигателей износ коренных и шатунных шеек коленчатого вала составляет 0,08-0,10 мм. Это в два и более раз меньше предельного значения этих деталей. Полученные результаты лишний раз подтверждает, что большинство двигателей поступают в капитальный ремонт не по причине естественного износа двигателя, а по причине преждевременного появления трещин, задирав и. т. д. На рисунке 2.2.2 по результатам исследований изображена количественная оценка ресурсных отказов двигателей, %.
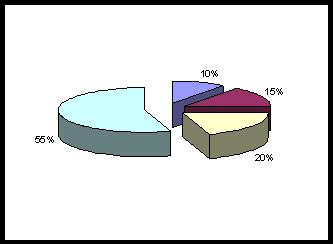
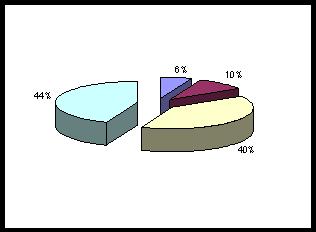
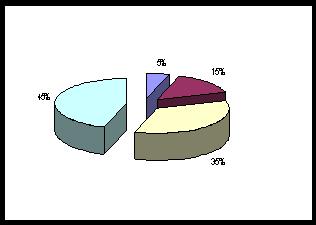
Рисунок 2.2.2 – Количественная оценка ресурсных отказов двигателей, %
А) ЯМЗ-238НБ, Б) КамАЗ-740, В) Д240
Исследования по динамике износа коренных и шатунных шеек коленчатых валов транспортной техники показали, что фактически наработка нового двигателя до отправки в капитальный ремонт, например двигателя КамАЗ-740 составляет 110-160 тыс. км, а между ремонтом 50-70 тыс.км. Хотя согласно ГОСТ 23965-79 ресурс двигателей после капитального ремонта по сравнением с ресурсом нового двигателя должен быть не ниже 80 %. ГОСТ 23965-79 определяет установленные ресурсы до капитального ремонта не менее 350 тыс. км для двигателей с рабочим объемом 11 л и 200 тыс. км- для дизелей автомобилей сельскохозяйственного назначения того же объема (рис 2.2.3)
Источник
