Ремонта судов
Схемы технического обслуживания и ремонта.
Техническое обслуживание и ремонт — необходимые условия существования судна. Судно и его технического средства во время эксплуатации подвергаются воздействию различных видов энергии: окружающей среды Е1 (волновая, ветровая,солнечная); внутренней Е2, обусловленной рабочими процессами, протекающими в механизмах, аппаратах и системах; потенциальной ЕЗ, накопленной элементами судна в процессе изготовления (внутренние напряжения в результате сварки и других технологических операций). Эти виды энергии вызывают в элементах судна различные необратимые процессы: деформацию, износ, поломки, коррозию и другие виды повреждений, которые, в свою очередь, приводят к изменению выходных параметров работы технических средств (ТС) и даже к потере работоспособности /4/.
Поддержание заданного уровня работоспособности судна достигается путём восстановления, заменой или регули-
ровкой его элементов, утративших свои исходные параметры. Совокупность этих работ представляет собой ТО и Р. Рассматривая потерю работоспособности судна с энергетической точкой зрения /5/, можно сделать вывод, что все виды энергии, действующие на судно и его элементы в процессе эксплуатации, приводят к постепенной утрате их построечных характеристик, а энергия Ев, затрачиваемая при ТО и Р, — восстанавливает их (рис.5) /4/.
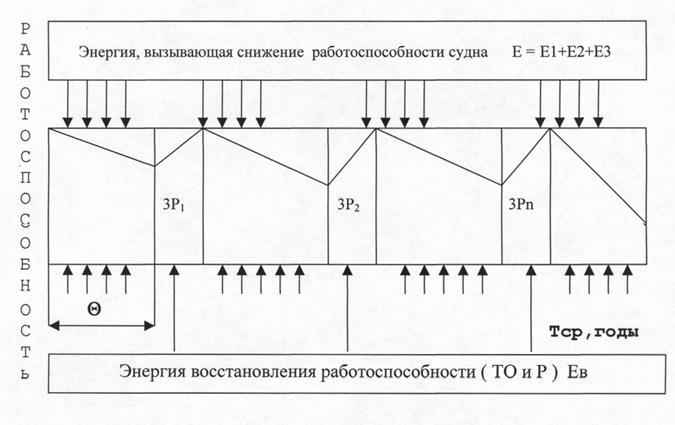
Рис.5 Схема процесса утраты и восстановления построечных характеристик (работоспособности судна): Q -межремонтный период; Тcр- срок службы судна
Эффективность технической эксплуатации судов во многом определяется конкуренцией процессов объективной утраты исправного технического состояния элементами судна и системой технического обслуживания и ремонта, обеспечивающей поддержание и восстановление их спецификационных характеристик.
Оптимизация управления этими процессами, с целью обеспечения надёжной работы — одна из основных задач
технической эксплуатации судов. По состоянию объектов технической эксплуатации перед восстановлением их работоспособного и исправного состояний техническое обслуживание и ремонт подразделяются на предельное (вынужденное) и планово-предупредительное. Предельное (вынужденное)техническое обслуживание и ремонт проводится после выхода из строя элементов судна, планово-предупредительноезаблаговременно до наступления последствий, проводящих к возникновению внезапных отказов. Рис.6.
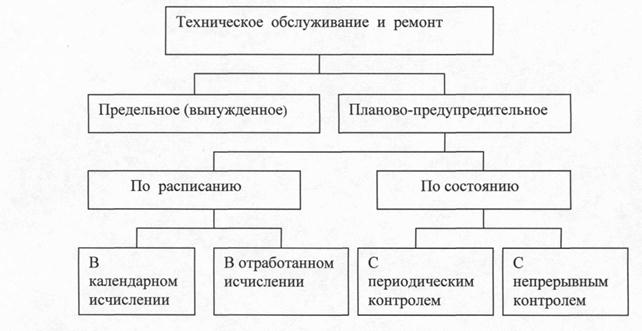
Рис.6 Система (виды) технического обслуживания и
На морском транспорте также как и в других отраслях промышленности, ТО и Р судов и судовой техники производят по планово-предупредительной системе.Основу системы составляет регламентированный метод ТО и Р. Сущность его заключается в том, что содержание, объём и периодичность (сроки) работ ТО и Р, включая операции, связанные с контролем технического состояния, назначаются на основании данных заводов-изготовителей о ресурсах судовой техники и среднестатистических данных о результатах эксплуатации однотипного оборудования.
Объёмы работ предусматриваются в планах-графиках ТО, разрабатываемых для каждой серии судов и содержащих данные по составу, периодичности, трудоёмкости и распределению работ между судовыми экипажами и береговыми
ремонтными предприятиями. Планы-графики ТО имеют достаточно жёсткую регламентацию и носят директивный характер.
Многолетний опыт регламентного метода ТО и Р на базе планов-графиков и других нормативных документов показал, что его внедрение позволило оптимизировать номенклатуру, периодичность и трудоёмкость ТО и Р однотипного оборудования, что оказало существенное влияние на сокращение бюджета ремонтного времени при обеспечении требований Регистра морского судоходства по техническому состоянию судов.
Однако, в связи с тем, что судостроительные заводы постоянно совершенствуют технологию постройки судна с применением новых материалов, что может иметь место даже в пределах постройки одной серии судов фактические ресурсы главных двигателей, вспомогательных механизмов, устройств и оборудования имеют большие разбросы, вызванные указанными изменениями при их изготовлении и различную интенсивность утраты технического состояния в зависимости от условий технического использования и
качества ТО и P. Такая объективная реальность привела к
тому, что регламентный метод ТО и Р нарушил гармоничность взаимодействия двух противоположностей: процесса изменения технического состояния элементов судна и технического обслуживания и ремонта.
Выше сказанное привело к тому, что при регламентном методе, из-за выполнения работ по ТО без достоверной информации о фактическом техническом состоянии элементов судна, увеличивается трудоёмкость, и недоиспользуются их индивидуальные ресурсы. Кроме этого в ряде случаев выполнение регламентных работ по ТО снижает ресурс пар трения в результате разборки и сборки механизмов лишь для того, чтобы убедиться в соответствии его составных элементов исправному техническому состоянию.
Огромный опыт, накопленный за последние десятилетия, по применению регламентного метода ТО и Р позволяет сделать вывод о необходимости дифференцированного подхода к выбору схемы ТО и Р в зависимости от назначения и сложности (или возможности) контроля технического состояния без разборки судовой техники в процессе его функционирования. Следовательно, регламентный метод ТОи Р может быть распространён на более ответственное оборудование и механизмы, от безотказной работы которых зависит безопасность мореплавания. Приведённые данные
свидетельствуют о необходимости постоянного совершенствования системы технического обслуживания и ремонта. Более тесную связь между процессами изменения технического состояния судовой техники и ее ТО и Р обеспечивает метод технического обслуживания и ремонта с периодическим или непрерывным контролем параметров,(см.
Рис. 6) характеризующих техническое состояние с помощью диагностических средств. По результатам анализа измеренных параметров принимается решение о необходимом сроке и объёме профилактических работ. В ремонт отправляются только объекты, имеющие отклонения параметров от установленных допусков. Объекты, находящиеся в исправном состоянии, продолжают Эксплуатироваться без ограничения.

Проведенные исследования /6/ показали, что примерно половина всех работ по содержанию флота в исправном техническом состоянии технологически выполнима без вывода судов из эксплуатации. Для выполнения этих работ на судах имеются необходимые производственные возможности. Они проявляются в парке металлорежущего оборудования, установленного на судах и позволяющего проводить широкий спектр различных работ по восстановлению работоспособности в рейсах и в портах, при стоянке судна под грузовыми операциями и вспомогательными операциями. Кроме того, в настоящее время на суда направляются профессиональные бригады судоремонтников, которые выходят в рейс вместе с экипажами. Эти бригады оснащены дополнительно специальным инструментом и газоэлектросварочным оборудованием, что позволяет выполнить различные виды работ заводского характера. Такое проведение ТО и Р в процессе эксплуатации судна называется непрерывным. Эффективность этой схемы /6/ ТО и Р подтверждается многолетней практикой. Так затраты на выполнение работ в рейсах в 2.5. 4 раза ниже чем выполнение этих же работ с выводом судов из эксплуатации.
В дальнейшем указанная система получила свое развитие в системе гарантийного технического обслуживания и ремонта судов (ГТОР)/9/.
Под ГТОР понимают поддержание ТС судна, удовлетворяющего требованиям надзорных органов (Регистра, пожарного, санитарного надзоров и т.д.) в течение эксплуатационно-ремонтного цикла, и обеспечение безотказной эксплуатации судовых конструкций и судовых
технических средств (СТС). Поддержание ТС судна гарантируется судоремонтными предприятиями (СРП) путём выполнения необходимого объёма работ в процессе ТО, а также в доковом и заводских ремонтах. Судовладелец закрепляет за СРЗ на эксплуатационно-ремонтный цикл группу судов, обеспечивает возможность производства работ в рейсах, на стоянках в портах и на рейде.
По мере проведения ГТОР завод осваивает организационно-технологические процессы выполнения в эксплуатации работ из состава ведомостей заводских ремонтов, выполняет эти работы, а также работы «нулевого» этапа в объёме, обеспечивающем максимально возможное сокращение продолжительности ремонтов. Продолжительность ремонтов и сроки их проведения устанавливаются совместно СРП и судовладельцем. Расчётная стоимость ГТОР определяется на основе базовой прейскурантной стоимости работ по ТО, ремонту, работ «нулевого» этапа с экономическими обоснованными доплатами, стимулирующими выполнение работ в эксплуатации, гарантийные обязательства, учитывающие увеличение затрат СРЗ, а также включает отчисления от прибыли, полученной от увеличения эксплуатационного периода судов, либо сокращение расходов на ремонт за границей.
Расчётная стоимость может оплачиваться судовладельцем заводу по абонементному принципу, то есть равными частями с установленной периодичностью, без разделения на ТО и Р, либо доплаты могут производиться на отдельных условиях.
СРЗ и судовладелец совместно устанавливают сроки и продолжительность ремонтов. За снижение установленной продолжительности ремонтов судовладелец производит доплату к расчётной стоимости ГТОР, а за превышение продолжительности по вине СРЗ последний компенсирует судовладельцу убытки.
Помимо стоимости ГТОР заказчик несёт расходы в инвалюте на содержание в рейсе работников СРЗ.
В процессе внедрения ГТОР судовладелец постепенно уходит от контроля затрат СРЗ и контролирует факт выполнения работ, ТС судна и его изменение в процессе эксплуатации. При невыполнении работ в течение года судовладелец может не оплачивать годовую сумму договорной стоимости ГТОР полностью или частично.
Договор о ГТОР заключается на период не менее срока действия класса Регистра. Датой окончания действия
договора считается дата завершения заводского ремонта, возобновляющего класс Регистра для каждого судна. При отсутствии претензий и замечаний сторон договор ГТОР автоматически продлевается на период до следующей классификации с внесением необходимых изменений в даты начала и окончания его действия, проведения ремонтов. По согласованию сторон договор может быть возобновлён с внесением необходимых поправок, изменений, дополнений на срок не менее ранее указанного.
Дифференцированный подход к выбору методов ТО и Р элементов судна в зависимости от их значимости и последствий отказов и рациональное их применение обеспечивает не только безопасность мореплавания, но и
экономию трудовых затрат.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Ремонтные схемы и сроки службы судов.
Продолжительность эксплуатации судов определяется сроком их службы, под которым понимается период времени (в годах) от начала его эксплуатации до списания. В течение срока службы судно подвергается в заранее установленные моменты времени различным видам плановых ремонтов. Виды ремонтов и периодичность их проведения при этом определяются ремонтной схемой судна. В основу разработки ремонтной схемы пассажирских и самоходных сухогрузных судов положены ремонтные схемы главных двигателей. Ремонтные схемы могут составляться и на отдельные судовые элементы. Структура ремонтной схемы обусловливается межремонтными периодами и ремонтными циклами.
Под межремонтным периодом подразумевается промежуток времени в годах между двумя последовательно проведенными плановыми текущими и (или) средними ремонтами.
Ремонтный цикл – это наименьший повторяющийся период эксплуатации судна, в течение которого проводят в определенной последовательности все предусмотренные технической документацией виды плановых ремонтов.
На рис. 11 приведена структура ремонтной схемы сухогрузного теплохода.

Рис. 11 Ремонтная схема сухогрузного теплохода внутреннего
плавания грузоподъемностью более 700 т
Методы установления сроков службы подразделяются на:
— экономические оценки (по минимуму совокупных затрат)
Использование вероятностно-статистических методов требует наличия большого объема статистических данных и длительного периода наблюдения:
 (3.1)
(3.1)
где  — средний срок службы судна;
— средний срок службы судна;
 — фактический срок службы i- го судна;
— фактический срок службы i- го судна;
n – объем выборки.
Суда строятся и эксплуатируются небольшими сериями. Получить достаточное количество данных для расчета среднего срока службы судна статистическими методом на протяжении небольшого периода времени затруднительно. Поэтому при установлении сроков службы судов применяют экономический метод, основанный на минимуме годовых затрат, связанных с эксплуатацией судна (рис. 12)

Рис. 12 Выбор оптимального срока службы судна
Тс – срок службы, устанавливаемый по минимуму совокупных затрат;
Зс – совокупные затраты, приходящиеся на годовой объем транспортной работы, выполняемой судном со сроком службы Тс;
Зф – совокупные затраты, приходящиеся на годовой объем транспортной работы, выполненной тем же судном со сроком То (оптимальным с точки зрения морального износа);
Зн – совокупные затраты, приходящиеся на годовой объем транспортной работы, выполняемые новым более совершенным судном.
Срок службы Тс учитывает только физический износ. Оптимальным
считается срок службы, учитывающий возможность появления нового более совершенного судна и, следовательно, учитывающий возможный моральный износ рассматриваемого судна. Оптимальный срок службы Топт рассчитается из следующего условия:
Топт ≤  (3.3)
(3.3)
В таблице 5 приведены сроки службы и сроки проведения плановых ремонтов судов речного транспорта.
Сроки проведения плановых ремонтов
| Группы и виды судов | Год постановки на ремонт, лет | Нормати-вный срок службы, лет |
| 1. Буксирные и служебно-вспомогательные 1.1.мощностью до 220кВт 1.2.мощностью более 220 до 515кВт 1.3.мощностью более 515кВт 1.4.ледоколы линейные | 4,8,12,16 6,11,16,21 6,12,17,22,26 5,10,15,20,25,30 | |
| 2. Сухогрузные теплоходы внутреннего плавания 2.1.универсального назначения грузоподъемностью до 700т 2.2. универсального назначения грузоподъемностью более 700т 2.3.специализированного назначения | 6,11,16 7,13,18,22,26,30 7,13,19,25 | |
| 3. Грузовые теплоходы смешанного плавания | 6,11,16,20 | |
| 4. Пассажирские суда 4.1.водоизмещающие до 221кВт 4.2. водоизмещающие мощностью 221-442кВт 4.3. водоизмещающие мощностью более 442кВт 4.4. водоизмещающие повышенной комфортности 4.5.на подводных крыльях 4.6.на воздушной подушке и глиссерные | 5,10,15 6,11,16,21 7,13,19,25 7,13,19,25 3,6,9,12,15,18 3,6,9,12,15 |
Продолжение таблицы 5
| Группы и виды судов | Год постановки на ремонт, лет | Нормати-вный срок службы, лет |
| 5. Сухогрузные баржи 5.1.грузоподъемностью до 300т 5.2. грузоподъемностью более 300 до 1000т 5.3. грузоподъемностью более 1000т | 5,10 5,10,15 6,12,18 | |
| 6. Дебаркадеры, брандвахты и понтоны металлические железобетонные | 6,11,15,19,23 8,15,21,17 | |
| 7. Лодки моторные и весельные металлические и пластмассовые деревянные | — | |
| 8. Землесосные и землечерпательные машины производительностью до 400м 3 /ч и гидроперегружатели более 400м 3 /ч и пневмоперегружатели | 5,10,14,18 5,10,14,18,22 | |
| 9. Дноочистительные снаряды и водолазные ерани | 6,11 | |
| 10. Шаланды грунтоотвозные | 4,8,12,16 | |
| 11. Мотозавозни | 4,8,12 | |
| 12. Нефтестанции и плавмастерские | 8,15,20,25,30 |
4. Подготовка производства
4.1 Виды подготовки производства
Прежде чем начать производственный процесс, необходимость решить целый ряд вопросов: что производить, как, чем, из чего и кто должен производить и т. п. Так до постройки судна необходимо определить, какое судно строить. Перспективную сетку типов судов готовят специализированные организации, затем проектно-конструкторские бюро разрабатывают в соответствующих чертежах, схемах и других документах технические характеристики (внешний вид, габариты, тип энергетической установки и т.д.). Здесь же разрабатывается технология постройки, подбирается или проектируется потребное оборудование, определяются материалы.
Выполнение указанных работ не связанно непосредственно с процессом постройки судна, однако они обусловливают возможность начала производственного процесса. Все работы, предшествующие процессу производства продукции и направление на его обеспечение, объединяемое понятием “подготовка производства”.
Отдельные составляющие подготовки производства могут быть классифицированы по различным признакам.
По признаку экономического содержания элементов, участвующих в производственном процессе, в подготовке производства выделяют:
· подготовку информации о производственном процессе (конструкторской, технологической, плановой документации);
· подготовку предметов труда (обеспечение производства материалами, полуфабрикатами, комплектующими);
· подготовку средств труда (оборудование, оснастка, инструмент, рабочие места, здания, сооружения);
· подготовку кадров (обеспечение производства кадрами соответствующей квалификации).
По функциональному признаку подготовка производства делится на:
· научно-исследовательские и опытно-конструкторские работы,
Научно-исследовательские и опытно-конструкторские работы (НИОКР) предшествуют созданию серийной продукции, их выполняют специализированные организации отрасли. Этот этап подготовки производства наиболее далеко отстоит от процесса производства
Конструкторская подготовка производства уже непосредственно связана с разработкой конструкции изделия, отдельных его элементов, которые будет выпускать предприятие. Технологическая подготовка связана с разработкой технологического процесса изготовления продукции и обеспечивающих его средств (оснастки, инструмента и т. п.)
Оба эти вида подготовки производства, отраженные в чертежах, схемах, технологических картах и маршрутах, есть технические аспекты изготовление продукции, в связи, с чем их объединяют под названием «техническая подготовка производства». Это одно из главных направлений подготовки производства.
Организационная подготовка производства условно разделяется на две составляющие:
· на подготовку организационной информации (различных планов, графиков, смет, калькуляций и т.п.). Эта часть подготовки производства одновременно охватывает вопросы, связанные с планированием.
· на подготовку непосредственно самых материальных компонентов производственного процесса: материалов и оборудования, рабочих мест, территории и акватории предприятия, кадров, судов к ремонту.
Кроме того, отдельные составляющие подготовки производства различают в зависимости:
· от вида выпускаемой продукции: подготовка производства для постройки судов (подготовка судостроения), для изготовления изделий машиностроения (подготовка машиностроения), для ремонта судов (подготовка судоремонта);
· от вида производственных процессов: подготовка основного, вспомогательного и обслуживающего производств.
· от места проведения: подготовка внутри и внезаводская. Внутризаводская подготовка выполняется силами работников предприятия, внезаводская – научно-исследовательскими и проектно-конструкторскими организациями.
· от длительности действие разработанных мероприятий по подготовке производства: перспективная, текущая и оперативная. Перспективной занимаются в основном научно-исследовательские и проектно-конструкторские организации (например, разработка перспективных типов судов). Текущая подготовка охватывает вопросы, связанные с годовой производственной программой. К ней же относят подготовку производства при освоении выпуска новых изделий. Оперативная подготовка связана с ходом производственного процесса (например, подготовка документации на изготовление детали, неисправность которой выявлена уже при сборке механизма).
· от времени проведения: подготовка производства, выполняемая до начала производственного процесса и подготовка, выполняемая в ходе производственного процесса. Подготовку производства не всегда производят в полном объеме до начала производственного процесса. Например, в судоремонте часть документов технической и организационно-экономической подготовки разрабатывается до начала ремонта – на этапе предварительной дефектации и часть после окончательной дефектации.
· по степени автоматизации: автоматизированная подготовка производства и подготовка, выполняемая без применения средств автоматизации.
4.2 Техническая подготовка судостроения
Техническая подготовка судостроения является частью подготовки производства судостроительно-судоремонтных предприятий речного транспорта. Она охватывает два направления подготовки производства — конструкторское и технологическое — и включает в себя:
· проектирование судов и отдельных их элементов и обеспечение производства чертежами, спецификациями, и прочей проектно-конструкторской документацией.
· разработку технологии постройки судов и отдельных его элементов, технологических процессов для всех стадий постройки судна и обеспечение производства технологической документацией.
· проектирование и изготовление технологической оснастки и приспособлений для постройки судов.
Следовательно, основная задача технической подготовки – обеспечение производственного процесса конструкторской и технологической документацией и средствами технологического оснащения, способствующих рациональному использованию всех видов ресурсов, равномерной загрузке отдельных подразделений, внедрению новой технике и технологических процессов постройки судов, сокращению длительности постройки судов.
Конструкторская подготовка судостроения – составная часть технической подготовки. Конструкторскую документацию на постройку судов, а также изделия судового машиностроения разрабатывают специализированные организации, поэтому большую часть конструкторской подготовки можно отнести к внезаводской, централизованной, перспективной подготовке производства. Всю конструкторскую документацию выполняют в соответствии с требованиями государственных стандартов единой системы конструкторской документации (ЕСКД) и отраслевых стандартов. Согласно ЕСКД различают следующие изделия: детали, сборочные единицы, комплекты и комплексы. Изделием называют любой предмет или набор предметов производства, подлежащих изготовлению на предприятии. В зависимости от наличия в изделии составных частей их делят на неспецифицированные (детали) и специфицированные (сборочные единицы, комплекты и комплексы), состоящие из двух и более составных частей.
Деталью называют изделие, изготовленное из однородного материала без применения сборочных операций (например, валик, литой корпус и т.п.)
Сборочной единицей называют изделие, части которого подлежат соединению на предприятии-изготовителе сборочными операциями: сваркой, пайкой, прессовкой, клепкой, склеиванием, сшивкой и т.п. (например, редуктор, двигатель, насос и т.п.).
Комплексом называют два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, и предназначенных для выполнения взаимосвязанных эксплуатационных функций (например, роботизированный комплекс в составе гибкой производственной системы, буксир-толкач с баржей и т.п.).
Комплектом называют два и более изделия, не соединенных на предприятии-изготовителе сборочными операциями представляющих набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера (например, комплект запасных частей, комплект инструмента и т.п.).
На все перечисленные виды изделий составляется конструкторская документация.
К конструкторской документации относят чертежи (деталей, сбороные общего вида, теоретические, габаритные и монтажные), схемы, спецификации, различные ведомости, пояснительные записки, технические условия (ТУ), программы испытаний, расчеты, эксплуатационные и ремонтные документы, патентные формуляры, карты технического уровня и уровня качества.
В общем случае конструкторскую документацию на постройку судов разрабатывают по следующим этапам и стадиям: техническое задание, техническое предложение, эскизный проект, технический проект и рабочая документация. На практике некоторые из стадий разработки совмещаются либо опускаются.
Техническое задание устанавливает назначение и технические характеристики судна, показатели качества и технико-экономические требования, предъявляемые к нему, состав конструкторской документации, а также специальные требования к судну.
Техническое предложение – совокупность конструкторских документов, содержащих техническое и технико-экономическое обоснования целесообразности разработки изделия на основании анализа технического задания заказчика, эксплуатационных характеристик разрабатываемого и существующего судов, а также макетных материалов. После согласования и утверждения в установленном порядке техническое предложение является основанием для разработки эскизного (или технического) проекта.
Эскизный проект – это совокупность конструкторских документов, которые содержат принципиальные конструкторские решения, дающие общее представление об устройстве и принципах работы судна. Эскизный проект разрабатывают для судов, не имеющих прототипов, или особо сложных судов.
В эскизном проекте прорабатываются вопросы, дополняющие техническое предложение, требующие более подробной разработки. В эскизном проекте судна указывают: его назначение, район плавания, главные размерения, тип энергетической установки, приводят компоновку механизмов и оборудования. После утверждения эскизный проект – основание для разработки технического проекта или рабочей документации.
Технический проект – это совокупность конструкторских документов, которые дают полное представление об устройстве судна и исходные данные для составления рабочей документации. Технический проект судна содержит чертежи общего расположения судна, чертежи общего расположения главных и вспомогательных механизмов, расчеты остойчивости, непотопляемости, конструктивные решения по заданным уровням автоматизации и механизации судовых и погрузочных работ, конструктивные решения по предотвращению загрязнений окружающей среды, решение об уровне стандартизации и унификации оборудования и материалов, принципиальную технологию и стоимость постройки судна.
На основании технического проекта разрабатывают организационные и технические мероприятия, связанные с освоением постройки нового судна; на стадии технического проекта проектирующая организация составляет предварительные заказные ведомости на материалы и комплектующие изделия, выявляет потребности в новом оборудовании, создании новых цехов и участков, потребность в кадрах новых специальностей и т.п.
На стадии рабочей документации разрабатывают чертежи на все сборочные единицы и детали (кроме нормализованных). На этой же стадии определяют технические требования к материалам, составляют комплектовочные и материальные спецификации с учетом унификации проката металлов по толщине и профилям, сортаментам и размерам. Рабочая документация должна содержать всю информацию для разработки технологических процессов. Рабочую документацию на судно разрабатывают отдельно по судостроению (корпусу и системам) и по судовому машиностроению (механизмам). В первую группу входят документы по конструкции корпуса, его обстройке, судовым системам, трубопроводам, окрасочным и судоремонтным работам; во вторую — документы на двигатели и механизмы, судовые устройства, арматуру и другие изделия судового машиностроения. Причем как на изделия, которые будут изготавливаться на предприятии–строителе судна, так и на получаемые по кооперации.
Внутризаводская конструкторская подготовка судостроения сводится в основном к уточнению конструкций отдельных сборочных единиц и деталей судов с учетом конкретных условий данного предприятия. К ней также относится разработка конструкций изделий судового машиностроения и несерийных некрупных судов.
В современных условиях разработка конструкторской документации ведется на базе системы автоматизированного проектирования (САПР), которая обеспечивает сокращение сроков проектирования в сравнении с проектированием без применения средств автоматизации в 3-5 раз, уменьшение объема документации до 50 раз. Применение системы автоматизированного проектирования в совокупности с автоматизированной системой технологической подготовки производства позволяет вместо последовательного подхода к разработке конструкторской и технологической документации внедрить параллельный подход. Проектировщики и технологи, работая совместно в составе одной группы, одновременно разрабатывают и конструкторскую и технологическую документацию.
Технологическую подготовку судостроения проводят в соответствии с требованиями государственных стандартов единой системы технологической документации (ЕСТД) и единой системы технологической подготовки производства (ЕСТПП). Технологическая подготовка направлена на обеспечение технологичности конструкции изделия и включает разработку технологических процессов, проектирование и изготовление технологической оснастки. При конструировании судна, отдельных его элементов, сборочных единиц и деталей требование обеспечения технологичности конструкции одно из главных.
Технологическую подготовку частично относят к внезаводской централизованной подготовке производства , а частично – к внутризаводской децентрализованной.
Технологичность изделия отрабатывают разработчики конструкторской документации и разработчики технологической документации.
Все данные о технологии изготовления обычно приводят в типовом технологическом плане постройки судна, (рис. 13).

Рис. 13 Типовой технологический план постройки судна
Этот план должен содержать: общие указания об условиях постройки судна; схему разбивки судна на секции и выбранный технологический вариант постройки судна; сводный технологический график постройки судна и графики, являющиеся основой его разработки; технолого-нормировочную ведомость; ведомость распределения по этапам постройки судна заказов материалов и комплектующего оборудования; таблицу платежей заказчика, возмещающих расходы на постройку судна; нормы расходования материалов и полуфабрикатов на постройку судна.
На предприятиях РТ в зависимости от типа судна, его главных размерений и оснащенности предприятия корпусообрабатывающим и грузоподъемным оборудованием различают следующие варианты постройки корпусов судов: из узлов, плоскостных, полуобъемных и объемных секций и блоков. В соответствии с технологическим вариантом выбирают и метод постройки: поточно-позиционный или поточно-бригадный.
Типовой сводный технологический график постройки судна разрабатывается на базе следующих графиков: обработки деталей, предварительной сборки и сварки узлов и секций, формирования корпуса судна, сборочно-монтажных и отделочных работ.
Графики обработки деталей строят исходя из того обрабатывается партия или одно изделие, какой метод сочетания операций используется при обработке.
В свою очередь исходной информацией для составления графиков обработки деталей служат разработанные технологические процессы их изготовления. Различают три вида технологических процессов: единичный и групповой и типовой. Вид технологического процесса определяет количество изделий, охватываемых процессом (одно изделие, группы одно или разнотипных изделий). Единичный технологический процесс применим для изготовления изделий одного наименования, типоразмера и исполнения независимо от типа производства. В зависимости от степени детализации различают маршрутный, маршрутно-операционный и операционный технологический процесс.
На графике предварительной сборки и сварки узлов и секций указывают длительность и сроки начала и окончания работ по отдельным узлам и секциям. При этом должны быть выполнены следующие условия: непрерывная загрузка специализированных бригад – сборщиков и сварщиков, опережение окончания сборки секций относительно начала их монтаже на судне. Исходными для постройки графика являются графики сборки и сварки каждого типоразмера, узла или секции.
На территориальном графике формирования корпуса судна указывают последовательность монтажных работ на позициях поточной линии либо на стапельном построечном месте, а также время и место выполнения работ бригад судосборщиков, занятых формированием корпуса.
На графиках сборочно-монтажных и отделочных работ приводятся последовательность монтажа в корпусе судна двигателей, механизмов, устройств, оборудования, систем, обстройки, кают, отделки и окраски помещений и корпуса судна изнутри и снаружи. Каждый вид работ разбивают на технологические комплекты, в графике указывают номера чертежей, количество деталей и узлов, трудоемкость работ, специальности рабочих и состав бригад; цех-исполнитель работ.
Сводный типовой технологический график постройки судна включает работы по судну, разбитые по отдельным этапам, трудоемкость их выполнения и долю в общей трудоемкости, стоимость работ отдельных этапов и удельное их значение в стоимости постройки судна. По графику можно проследить нарастание готовности судна в процентах от трудоемкости и стоимости его постройки в различные моменты нарастающим итогом. На графике выделяются главные периоды постройки судна: достапельный, стапельный, достроечный, сдаточный.
4.3 Техническая подготовка судоремонта
По структуре техническая подготовка судоремонта аналогична структуре технической подготовки судостроения и базируется на тех же системах государственных стандартов – ЕСКД, ЕСТД, ЕСТПП — однако по содержанию техническая подготовка судоремонта имеет существенные отличия.
Конструкторская подготовка судоремонта состоит в разработке проектной документации на проведение капитальных ремонтов и модернизационных работ, на переоборудование судов.
Конструкторскую документацию на ремонт судов серийной постройки разрабатывают специализированные конструкторские бюро, а на суда единичной постройки конструкторские бюро промышленных предприятий.
Разработке проектов капитального ремонта и модернизационных работ по серийному флоту предшествуют исследования, обосновывающие их экономическую целесообразность.
При капитальном ремонте проводят модернизацию работы, направленные на улучшение технико-экономических и эксплуатационных характеристик судна. Модернизационные работы могут предусматривать совершенствование технических или эксплуатационных характеристик отдельных судовых элементов (например, замена насоса, радиостанции) либо улучшение условий труда и быта (например, замена плиты на камбузе) и обычно приурочиваютсяк проведению планового ремонта судна.
Разработка конструкторской документации на капитальный ремонт судна с модернизацией может включать все предусмотренные государственными стандартами стадии проектирования: техническое задание, техническое предложение, и т.д. Также в полном объеме может разрабатываться документация на переоборудование судов. Проекты модернизации отдельных судовых элементов, проводимой при среднем и текущем ремонтах, как правило, включают лишь некоторые из стадий проектирования.
Технологическая подготовка судоремонта заключается в разработке технологической документации на ремонтируемые суда. В отличие от аналогичной документации на судостроении, она содержит дополнительные технологические процессы по демонтажу, разборочным и дефектационным работам. Технологическая документация на капитальный ремонт судов по структуре подобна технологической документации на постройку судна. В технологическом плане капитального ремонта судна приводятся: общие указания о выполнении ремонта и модернизации; технологический вариант ремонта корпуса судна, механизмов и устройств; укрупненный технологический график ремонта; перечень потребных материалов, полуфабрикатов и комплектующих и распределение их по этапам ремонта; технологическая смета; таблица платежной заказчика.
Технологическая документация на средний и текущий ремонты судна должна содержать весь перечень работ, которые планируется выполнить при том или ином виде ремонта, и последовательность их производства. Эти сведения приводятся в ремонтных ведомостях. При ремонте судов серийной постройки используются единые ремонтные ведомости (ЕРВ). Эти ведомости разрабатывают специализированные проектные организации. Их разработке предшествуют исследования объемов ремонтных работ по судам серийного флота.
В ЕРВ приводятся перечень ремонтных работ по каждому конструктивному разделу судна; объем каждой работы; специальности рабочих выполняющих данную работу; потребное количество материалов на единицу объема и на весь расчетный объем работ; потребное количество сменных частей, стоимость единицы объема и всего расчетного объема работ.
Кроме того, ЕРВ содержит сводную таблицу трудоемкости работ с разбивкой по специальности, сводную таблицу потребных материалов и сменных частей, сводные данные по стоимости ремонта судна.
За полгода до ремонта старший механик и капитан судна уточняют объемы работ по каждой позиции ведомости для данного судна. Окончательно объемы работ устанавливается после дефектации, в результате чего может возникнуть, потребность в работах, которые не указаны в ЕРВ. На эти работы составляется дополнительную ведомость, объемы работ по которой не должны превышать 10 % стоимости работ по ЕРВ.
На суда несерийной постройки ЕРВ не разрабатывают; на них составляют индивидуальные ремонтные ведомости (ИРВ), которые содержат перечень работ и необходимые их объемы в натуральных единицах. Остальные данные (трудоемкость работ, потребные материалы) заносят в ведомость при поступлении ее на предприятие перед ремонтом на этапе калькулирования ведомости.
Любую из ремонтных ведомостей (ЕРВ, ИРВ) составляет владелец судна до постановки его в ремонт, объемы работ уточняют после постановки судна в ремонт. По мере старения судов номенклатуре и объемы работ , фактически выполняемые по судам, начинают все больше отличаться от предусмотренных в ЕРВ. Иногда до 50% объемов ЕРВ составляют объемы работ в дополнительных ведомостях. Цены на материалы, тарифные ставки, указанные в ЕРВ, быстро устаревают, поэтому приходится вводить поправочные коэффициенты. У ЕРВ имеется еще ряд недостатков. Поэтому в настоящее время многие судовладельцы в лице пароходств и судоремонтные предприятия перешли на систему автоматизированной обработки ремонтной документации (АОРД).
В основе системы АОРД лежат прейскуранты оптовых цен на отдельные работы по конструктивным элементам судна и ведомости, содержащие только перечни работ с кодами прейскурантов.
Прейскуранты оптовых цен на отдельные работы содержат те же сведения, что и ЕРВ (трудоемкость, потребность в материалах и т.д.). Перед предстоящим плановым ремонтом администрация судна указывает в ведомости необходимые позиции перечня и объем работ в натуральных единицах. В таком виде информация ведомости используется для определения объема ремонтных работ в трудовом и стоимостном выражении. Результатами расчетов являются сводные и дифференцированные данные по трудоемкости, стоимости, потребности в материалах, сменных и запасных частях, подобные данным содержащимся ЕРВ, но не среднестатистические, конкретные по каждому судну.
4.4 Организационная подготовка производства
Организационная подготовка производства подразделяется на две составляющие:
· подготовка организационно-экономической информации (различных планов, графиков, смет, калькуляций и т.п.). Эта часть подготовки производства одновременно охватывает круг вопросов связанных с планированием производства;
· подготовка непосредственно самих материальных и трудовых компонентов производственного процесса, а именно предметов труда, средств труда и кадров. Так как при ремонте судов предметом труда являются не только материалы и полуфабрикаты, но и сами ремонтируемые суда, поэтому эту часть организационной подготовки может разделить на следующие составляющие: подготовка судов к ремонту, подготовка материалов, оборудования, рабочих мест, территории и акватории, подготовка кадров.
Подготовка судов к ремонту заключается в составлении графиков постановки судов в плановые ремонты, в проведении предремонтной дефектации судов и в подготовке их к постановке в ремонт. Графики постановки судов в плановые ремонты составляют службы технической дирекции пароходств по всем судам пароходства на 6-10 лет. В них указывают по каждому судну виды плановых ремонтов и год их проведения, предприятие, выполняющее ремонт и слипование, потребность в централизованном ремонте двигателей и механизмов, потребность в замене механизмов и оборудования. Графики составляют на основе сведений о техническом состоянии и ремонтах произведенных в предыдущие годы, требований Правил ремонта, технических характеристик и сроков службы судов. Эти графики ежегодно уточняются и корректируются с учетом фактического состояния судов и доступности мощностей судоремонтного предприятия.
Проведение предремонтной дефектации судов позволяет выявить дефекты судовых элементов при проверке судна на ходу. Дефектацию проводит судовая администрация. Кроме нее в состав комиссии по проведению предремонтной дефектации могут входить представители владельца флота, судоремонтного предприятия и Речного Регистра. Результат дефектации фиксируют в акте, а выявленные объемы работ заносят в ремонтную ведомость.
Подготовка судов к ремонту проводится в соответствии с Правилами ремонта судов. До постановки судна в ремонт, в порту последней разгрузки (на территории РФ) зачищаются трюмы, а судовой экипаж очищает и зачищает судовые цистерны и системы, подготавливает механизмы, электрооборудование и приборы и приводит судно в зимовочное состояние (сроки приведения определены Правилами). После приведения судна в зимовочное состояние представители предприятия (караванная служба ) совместно с охраной и санитарной эпидемиологической станцией принимают судно в ремонт и оформляют приемку актом. С этого момента ответственность за безопасность судна и сохранность его частей несет предприятие.
После подписания акта сдачи-приемки судна в ремонт и на отстой часть экипажа судна передается в распоряжение предприятия для использования на судоремонте и работах по зимнему отстою.
Подготовка материальных компонентов производственного процесса отражается в составляемом на каждом предприятии графике подготовки его к зимнему периоду или графике проведения планового судоремонта. В этом график включаются мероприятия: по ремонту оборудования, зданий, сооружений, коммуникаций; по ремонту жилого фонда предприятия для размещения судовых экипажей; по приобретению сменных и запасных деталей, получаемых других предприятий; по изготовлению сменных частей для планового судоремонта силами предприятия; по размещению заказов и приобретению оборудования и изделий, подлежащих замене в предстоящем плановом судоремонте; по приобретению инструмента и приспособлений; по обеспечению программы зимнего ремонта необходимым количеством материалов и готовых изделий; по подготовке акватории к зимней стоянке судов; разработка плана подъема судов на слип в зимний и навигационный периоды; разработка плана расстановки судов на слипе и акватории на зимний период; составление и калькуляция ремонтных ведомостей с указанием сроков их разработки по отдельным судам.
План расстановки судов на зимний период на слипе и акватории составляют на основании их размерений и программы зимнего судоремонта.
Общая длина стапельных дорожек слипа определяется при проектировании предприятия исходя из проектной его мощности, т.е предполагаемой программы постройки и ремонта судов, количества судов, поднимаемых на слип в зимний период.
 (4.1)
(4.1)
где  – количество проектов судов строящих и ремонтируемых на предприятии;
– количество проектов судов строящих и ремонтируемых на предприятии;
 — длина судна i – го проекта, м;
— длина судна i – го проекта, м;
 – среднее количество судов i – го проекта судостроения капитального и среднего ремонтов, поднимаемых на слип в зимний период;
– среднее количество судов i – го проекта судостроения капитального и среднего ремонтов, поднимаемых на слип в зимний период;
 – среднее количество судов смешанного плавания i–го проекта проходящих слипование при текущем ремонте в зимний период;
– среднее количество судов смешанного плавания i–го проекта проходящих слипование при текущем ремонте в зимний период;
 – коэффициент, учитывающий использование стапельных мест по длине, технологические и противопожарные разрывы.
– коэффициент, учитывающий использование стапельных мест по длине, технологические и противопожарные разрывы.
Количество стапельных дорожек берется в пределах 3-5 шт.
Как правило, длины стапельных дорожек судоремонтного предприятия недостаточно для размещения на них в зимний период всех судов, по которым должны быть выполнены капитальные и средние ремонты и плановые слипования при текущих ремонтах судов смешанного плавания. Поэтому предприятие заранее согласовывает с судовладельцами какие из судов будут размещены на сл


Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.
Источник