- Схемы технологических процессов капитального ремонта автомобилей и их составных частей
- Большая Энциклопедия Нефти и Газа
- Технологический процесс — капитальный ремонт
- Технология капитального ремонта машин и агрегатов
- 1. Прием автомобилей и агрегатов в капитальный ремонт
- 2. Разборка автомобилей и агрегатов
- 3. Очистка и мойка деталей
- 4. Дефектация и сортировка деталей
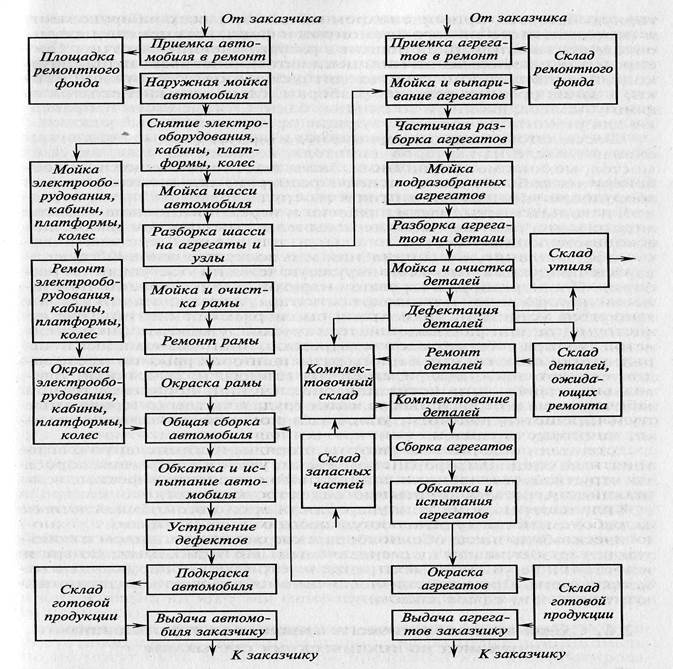
Схемы технологических процессов капитального ремонта автомобилей и их составных частей
Агрегаты, снятые с автомобиля или поступающие в КР как товарная продукция, проходят наружную мойку и поступают на разборку. После разборки агрегатов наружные и внутренние поверхности деталей моют и очищают от нагара, накипи, старой краски, продуктов коррозии, коксовых и смолистых отложений.
При дефектации детали разделяют на три группы: утильные (восстановление которых технически невозможно или экономически нецелесообразно), годные без ремонта (износ которых не превысил допустимого значения, регламентированного техническими условиями) и требующие восстановления. Детали последней группы восстанавливают различными способами и после контроля передают на комплектование, где их подбирают в комплекты и передают на сборку агрегатов.
Двигатели обычно собирают на поточных линиях, другие агрегаты — на специализированных рабочих местах. Собранные агрегаты испытывают и после устранения обнаруженных дефектов окрашивают. Агрегаты, принятые отделом технического контроля (ОТК), поступают на конвейер для сборки автомобилей или на склад готовой продукции, откуда выдаются заказчикам.
Автомобиль после общей сборки заправляют топливом и испытывают пробегом или на стенде с беговыми барабанами. Во время испытаний регулируют механизмы и устраняют обнаруженные неисправности. При необходимости автомобиль моют, подкрашивают, после чего сдают заказчику.
Автомобиль после общей сборки заправляют топливом и испытывают пробегом или на стенде с беговыми барабанами. Во время испытаний регулируют механизмы и устраняют обнаруженные неисправности. При необходимости автомобиль моют, подкрашивают, после чего сдают заказчику.
Источник
Большая Энциклопедия Нефти и Газа
Технологический процесс — капитальный ремонт
Технологический процесс капитального ремонта представляет собой комплекс технологических и вспомогательных операций по восстановлению работоспособности оборудования, выполняемых в определенной последовательности, и включает в себя приемку оборудования в ремонт, моечно-очистные операции, разборку оборудования на агрегаты, сборочные единицы и детали, контроль, сортировку деталей и ремонт деталей, их комплектацию, сборку сборочных единиц, агрегатов и оборудования в целом, обкатку и испытание оборудования после сборки, окраску и сдачу оборудования из ремонта. [1]
Технологический процесс капитального ремонта автомобиля как совокупность выполняемых в рациональной последовательности технологических операций зависит главным образом от назначения ремонтируемых объектов, специализации ремонтного предприятия, его производственной программы и уровня технической оснащенности. При ремонте грузовых автомобилей особенности технологического процесса определяются работами по ремонту рамы и кабины, при ремонте автобусов и легковых автомобилей — работами по ремонту кузовов. [2]
Технологический процесс капитального ремонта рамы с неполной разборкой состоит из следующих операций: мойки, дефектовки, удаления дефектных деталей, установки новых, заварки трещин, правки деформированных элементов, окраски. [3]
Технологический процесс капитального ремонта машины рассчитан обычно на 20 — 30 суток, а его трудоемкость составляет 300 и более чел-ч. [4]
Рассматриваемый технологический процесс капитального ремонта является типовым для различных моделей горизонтально-расточных станков, он предназначен как для специализированных ремонтных баз, так и для ремонтно-механических цехов предприятий. [5]
Схема технологического процесса капитального ремонта грузового автомобиля включает в себя следующие работы. [6]
В технологическом процессе капитального ремонта тракторов , лесовозных автомобилей, лесозаготовительных машин разборочные работы занимают важное место. В общем объеме трудозатрат на выполнение капитального ремонта разборочные работы составляют примерно 10 — 13 % общей трудоемкости ремонта трактора или автомобиля и их агрегатов. [7]
Развернутая разработка технологического процесса капитального ремонта должна содержать в себе описание всех работ, связанных с выполнением текущего и среднего ремонтов. [8]
Третьим этапом технологического процесса капитального ремонта автомобиля является его общая сборка. Общая сборка ведется из отремонтированных агрегатов и узлов на специализированных постах или на поточных линиях. После общей сборки автомобиль заправляют топливом и подают на испытания, представляющие собой четвертый этап технологического процесса капитального ремонта. Испытания проводятся пробегом или на испытательных стендах с беговыми барабанами. Во время испытаний производятся необходимые регулировки и устраняются обнаруженные неисправности. После испытаний в дорожных условиях автомобиль подвергают мойке. При обнаружении в ходе испытаний неисправностей, не устранимых регулировкой, автомобиль направляют на пост устранения дефектов. Полностью исправный автомобиль при необходимости подкрашивают и сдают представителю отдела технического контроля или непосредственно заказчику. [9]
Третий этап технологического процесса капитального ремонта автомобиля — общая сборка, которая выполняется обычно на поточных линиях. После сборки отремонтированный автомобиль заправляют топливом. [10]
Совершенно по-другому осуществляется технологический процесс капитального ремонта нефтепромыслового оборудования при агрегатном методе ( см. схему): здесь наличие склада оборотных агрегатов, постоянно пополняемого отремонтированными обезличенными агрегатами поступающего в ремонт оборудования, позволяет проводить сборку машин немедленно после ремонта базовой детали, а также широко использовать скоростной параллельный и параллельно-последовательный метод ремонта. Естественно, что длительность ремонта в этом случае значительно меньше. [11]
Применительно к схеме технологического процесса капитального ремонта механической части технологического и подъемно-транспортного оборудования в состав РМЦ могут входить следующие отделения ( участки) и помещения. [12]
Приведенный в настоящей главе технологический процесс капитального ремонта является типовым для различных моделей кругло-шлифовальных станков и рассчитан для ремонтных баз ( цехов) средних и крупных машиностроительных заводов. [13]
Каждая из основных работ технологического процесса капитального ремонта автомобилей характеризуется многими переменными режимами, которые оказывают влияние на качественные показатели ремонтируемых изделий. [14]
На рис. 4.1 показана схема технологического процесса капитального ремонта индивидуальным методом. [15]
Источник
Технология капитального ремонта машин и агрегатов
1. Прием автомобилей и агрегатов в капитальный ремонт
Под капитальным ремонтом понимают процесс, осуществляемый с целью устранения неисправности и восстановления ресурса объекта, который сопровождается заменой или восстановлением любых его частей, включая базовые детали. Проведение капитального ремонта направлено на продление жизненного цикла объекта реновации.
Жизненный цикл машины – это отрезок времени от начала разработки конструкции, проведения научно-исследовательских работ и обоснования технико-экономических показателей машины (стадия конструирования машины) и до ее утилизации в момент исчерпания ресурса. Исчерпание ресурса обусловлено предельным техническим состоянием машины, при котором ее дальнейшая эксплуатация по назначению технически невозможна. Показателями предельного состояния автомобиля являются повышенный расход масла, прорыв в картер отработавших газов, снижение мощности и ухудшение тяговых характеристик. Это состояние требует проведения капитального ремонта. Однако он возможен лишь при наличии у большинства деталей остаточных ресурсов. В случае отсутствия остаточных ресурсов деталей из-за произошедших вследствие процессов старения необратимых изменений в структуре и свойствах большинства материалов восстановление машины до исправного или работоспособного состояния невозможно и экономически нецелесообразно. Это обусловлено тем, что затраты средств, направленные на поддержание в работоспособном состоянии такой отремонтированной машины, будут выше прибыли, которую она будет приносить в процессе эксплуатации.
При своевременном проведении технического обслуживания машин в процессе эксплуатации поломки возникают сравнительно редко. Наряду с техническим обслуживанием выполняются все виды ремонтов (текущий, средний и капитальный), которые устраняют внезапные и постепенно возникающие в результате изнашивания отказы.
Текущий ремонт производится для восстановления работоспособности объекта путем замены изношенных деталей и узлов на новые.
Средний ремонт производится для восстановления исправности и частичного восстановления ресурса объекта путем замены и восстановления деталей, узлов и агрегатов ограниченной номенклатуры.
Главной задачей технического обслуживания и ремонта является обеспечение экономически эффективного поддержания работоспособности автомобиля в процессе эксплуатации. Так, периодическая регулировка клапанов, замена поршневых колец и других недолговечных деталей и узлов направлены на поддержание надежности в пределах, регламентированных автомобильной промышленностью или авторемонтным производством.
Своевременное и качественное проведение ремонтных воздействийпозволяетполнееиспользоватьконструктивнозаложенныйресурс машины. Стадия эксплуатации является важнейшей составляющей жизненного цикла машины. Обычно она делится на циклы эксплуатации моментом проведения капитального ремонта (рис. 1). Стадия эксплуатации включает минимум два цикла и, соответственно, один капитальный ремонт. Проведение капитального ремонта увеличивает продолжительность эксплуатации в предписанных условиях до выработки рабочего ресурса и обеспечивает гарантированный пробег автомобиля до следующего капитального ремонта не менее 80% от нормы первого эксплуатационного цикла. Обеспечение показателя надежности автомобилей после капитального ремонта на уровне, близком к новому, зависит от степени совершенства технологии ремонта и организации авторемонтного производства.
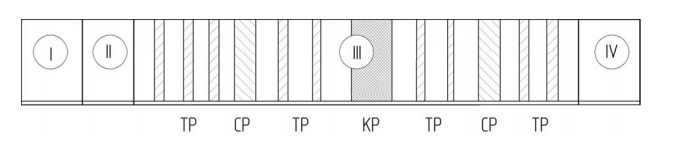
Рис. 1. Структурная диаграмма жизненного цикла машин: I – стадия конструирования; II – стадия производства; III – стадия эксплуатации; IV – стадия утилизации; ТР – текущий ремонт; СР – средний ремонт; КР – капитальный ремонт
Длительное время, когда автомобильный парк был малочисленным и состоял из разных марок, автомобили ремонтировали индивидуально в ремонтных мастерских. При таком подходе сначала выявляли неисправности автомобиля и в зависимости от их характера применяли тот или иной способ ремонта. Необходимое качество этого ремонта обеспечивалось главным образом за счет высокой квалификации исполнителей, что оправдывалось масштабами производственной программы в рамках ремонтных мастерских. Основным признаком индивидуального ремонта автомобилей являлось отсутствие раскомплектования, т. е. снятые детали и узлы сохранялись за ремонтируемым объектом.
С увеличением автомобильного парка возникла потребность в более организованной и производительной форме ремонта. Так создались условия для организации промышленного ремонта агрегатов и автомобилей на специализированных авторемонтных предприятиях.
Промышленный капитальный ремонт стали производить обезличенным методом, при котором подлежащие восстановлению агрегаты и автомобили полностью разбирают и раскомплектованные детали (без учета их принадлежности к конкретным автомобилям или агрегатам, с которых они были сняты) после тщательного контроля и восстановления направляют на комплектацию к сборке (рис. 2).
Таким образом, при этом методе ремонта, как и при изготовлении, автомобили собирают по принципу взаимозаменяемости деталей. Это позволило обеспечить значительное увеличение производительности и снижение себестоимости капитального ремонта автомобилей. Качество ремонта в этих условиях обеспечивается применением современного высокопроизводительного оборудования, правильной организацией труда, технического контроля, гарантирующих высокую технологическую дисциплину на всех этапах восстановления. Если при индивидуальном методе ремонта автомобилей в ремонтных мастерских большинство изношенных деталей заменяли новыми, то при большой программе ремонта в условиях авторемонтного производства стала возможной замена изношенной детали на восстановленную.
Капитальный ремонт промышленным методом требует хорошо организованного авторемонтного производства, при котором можно получить экономический эффект за счет реализации остаточной долговечности годных деталей ремонтируемых автомобилей и ресурса восстановленных изделий при условии их взаимозаменяемости.
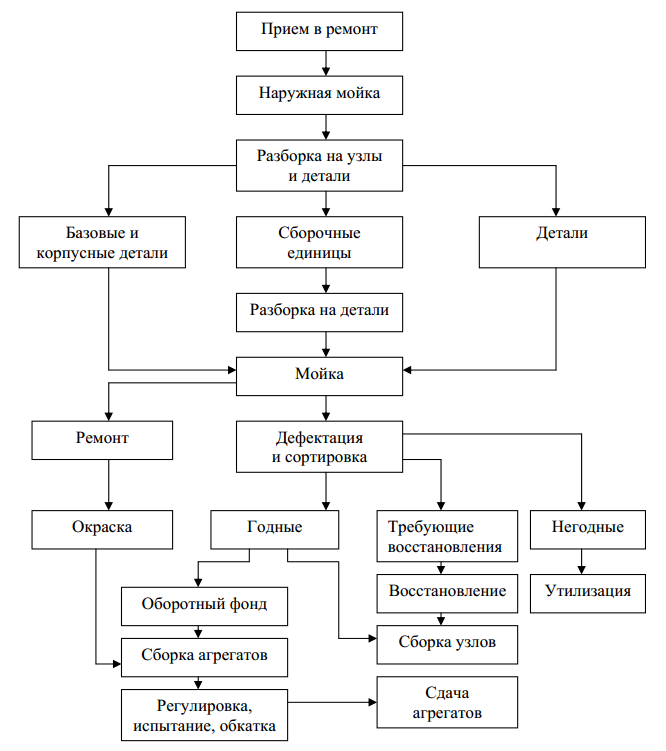
Рис. 2. Структура технологического процесса ремонта агрегатов
Продукцией авторемонтного предприятия, по существу, является заново изготовленный («вторично изготовленный») обезличенным методом автомобиль или агрегат из деталей, бывших в эксплуатации, восстановленных изделий и новых запасных частей.
Прием ремонтного фонда от автотранспортных предприятий, передачу его на авторемонтные предприятия и поставку отремонтированной продукции на автотранспортные предприятия целесообразно организовать через обменные пункты. Использование обменных пунктов в 1,5…2 раза уменьшает транспортные расходы и значительно повышает равномерность завоза ремонтного фонда на авторемонтные предприятия.
Эффективность работы авторемонтного предприятия во многом зависит от состояния ремонтного фонда, поступающего из эксплуатации. Автомобили и их агрегаты, сдаваемые в капитальный ремонт, должны быть укомплектованными согласно требованиям ГОСТ, а детали при этом должны характеризоваться естественным износом, и их замена на новые перед отправкой в ремонт не допускается. Исключение составляют автомобили после дорожно-транспортных происшествий. В этих случаях все данные о повреждениях и некомплектности указываются в справке о техническом состоянии автомобиля и учитываются в соответствующей калькуляции авторемонтного предприятия.
При приеме в ремонт вышедших из строя машин оформляется приемо-сдаточный акт в трех экземплярах по рекомендуемой ГОСТ форме. В акте отмечают наименование объекта ремонта, его техническое состояние, соответствующий пробег и комплектность, наименование заказчика, срок сдачи в ремонт. Для автомобилей с газобаллонным оборудованием, которые используют компримированный природный газ в качестве моторного топлива, дополнительно требуются паспорт и карточки аттестации баллонов.
Акт подписывается представителями авторемонтного предприятия и заказчиком и заверяется печатью. Первый и третий экземпляры актов направля-ются в отдел сбыта. В дальнейшем третий экземпляр приемо-сдаточного акта вместе с объектом ремонта передается в авторемонтное производство. Второй экземпляр акта выдается заказчику.
Следует отметить, что в капитальный ремонт не принимаются:
- грузовые автомобили, если их кабины и рамы подлежат списанию;
- автомобили и автобусы, если их кузова подлежат списанию;
- агрегаты, если их базовые детали имеют такие повреждения, при которых не подлежат восстановлению.
Для надлежащей организации приемки и хранения ремонтного фонда на авторемонтном предприятии организуется склад ремонтного фонда. Этот склад обычно состоит из площадок для приемки и хранения ремонтного фонда: площадки для автомобилей, ожидающих ремонта, площадки для хранения списанных автомобилей, складское помещение закрытого типа для хранения агрегатов, оснащенное подъемно-транспортными средствами.
2. Разборка автомобилей и агрегатов
Разборка автомобилей и агрегатов является начальным этапом производственного процесса ремонта. Качество выполнения разборочных работ во многом определяет возможность восстановления деталей и экономическую эффективность всего авторемонтного предприятия, так как при неудовлетворительном исполнении разборочных работ многие детали могут повреждаться и выбраковываться.
При капитальном ремонте, проводимом на авторемонтном предприятии в основном обезличенным методом, предусмотрена полная разборка автомобилей и агрегатов.
Разборке объекта ремонта предшествует ознакомление с рабочей документацией: схемой разборки; технологическими картами; руководством по ремонту.
Схемы разборки и технологические карты устанавливают последовательность и глубину разборки. В них указываются:
- последовательность операций, переходов и приемов;
- применяемые оборудование, инструмент и приспособления;
- основные технические условия, которые необходимо выполнять при разборке (например, указания о нанесении монтажных меток,
порядок откручивания крепежных деталей; технологические усилия и моменты, направления приложения сил и др.);
- нормы времени на операции, переходы и приемы.
Для обеспечения высокого качества разборочных работ необходимо, чтобы ремонтные рабочие хорошо знали методы выполнения разборочных операций и владели навыками таких работ, как разъединение плотных, прессовых посадок, разборка поврежденных резьбовых соединений, удаление поломанных пальцев, шпилек, болтов и др.
Следует отметить, что основную трудность при проведении разборочных работ вызывают резьбовые соединения и прессовые посадки. Технологические моменты и усилия, необходимые для их разборки, как правило, намного превышают номинальные значения из-за того, что детали при эксплуатации «прикипают» друг к другу. Для облегчения разборочных работ используют следующие приемы:
- пропитывание резьбовых соединений жидкостями, такими как керосин, этиленгликоль (тормозная жидкость), которые обладают большой проникающей способностью и просачиваются даже в очень узкие зазоры;
- обстукивание соединений молотком, которое приводит к их раскачиванию;
- разогрев плотных соединений газовой горелкой, приводящий к их ослаблению;
- отрезание гайки или головки винта газовой горелкой.
Для выкручивания шпилек используют специальные приспособления, содержащие эксцентрики для крепления на участке шпильки, не имеющем резьбы, или фиксирующие резьбу шпильки (по принципу гайки и контргайки). Остатки сломанных шпилек высверливают насквозь (по всей длине завернутой части) сверлом, диаметр которого меньше внутреннего диаметра резьбы на 2…3 мм. Выдержав после сверления некоторое время для остывания оставшейся «трубочки», в нее забивают трехгранный вороток (обычно используют трехгранный напильник, грани которого ошлифованы на заточном станке) и гаечным ключом выкручивают остатки шпильки.
Разборку сопряжений с плотной посадкой выполняют с помощью винтовых съемников, гидравлических прессов или специальных оправок, при работе с которыми используют энергию удара. Съемники
различают двухлапчатые и трехлапчатые в зависимости от количества лапок, захватывающих снимаемую деталь, и по способу настройки лапок на размер снимаемой детали (рис. 3).
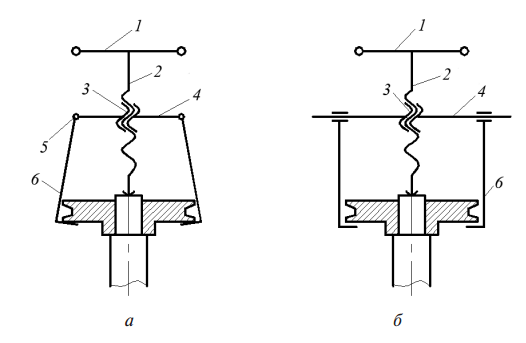
Рис. 3. Схемы съемников: а – съемник с качающимися лапками; б – съемник со сдвигающимися лапками: 1 – рукоятка; 2 – винт; 3 – гайка; 4 – траверса; 5 – шарнир; 6 – лапка
Во многих случаях съемники со сдвигающимися лапками более удобны в работе, поскольку при распрессовке соединения за счет возникающих сил трения в контакте лапки с траверсой исключается самопроизвольный сдвиг лапок. Съемники с качающимися лапками в этом отношении менее надежны.
Для распрессовки из отверстий обойм роликовых подшипников или втулок используют специальные винтовые съемники, отличающиеся от рассмотренных конструкцией траверсы и лапок-захватов. Часто применяют съемники ударного действия, когда рабочий, перемещая массивную втулку по стержню, связанному специальным захватом с обоймой подшипника, наносит по оттягиваемой рукоятке стержня удары. Разборку сопряжений с большим натягом производят с помощью гидравлических прессов, оснащенных ручными плунжерными насосами или гидравлическими станциями.
Следует отметить, что при проведении разборочных работ необходимо пользоваться только исправным инструментом, который ни в коем случае не должен привести к повреждению деталей. При этом особое внимание должно уделяться технологическим базам, так как их серьезное повреждение ставит под угрозу сам процесс восстановления деталей.
Разборка крупных (тяжелых) агрегатов проводится на специальных стендах, позволяющих поворачивать агрегат и устанавливать его относительно рабочего в удобное для выполнения работ положение. Небольшие агрегаты и узлы разбираются на верстаках с помощью тисков или специальных удерживающих приспособлений. Соединения с натягом распрессовывают с помощью гидравлических прессов, специальных приспособлений и инструментов или винтовых съемников.
На крупных ремонтных предприятиях разборка автомобиля и его агрегатов может производиться на потоке с использованием механизированных конвейеров, пневматических гайковертов и других специальных инструментов. Для перемещения агрегатов используют кранбалки, тельферы, вильчатые погрузчики, специальные тележки и др.
3. Очистка и мойка деталей
Очистка и мойка деталей являются первой и специфической операцией технологического процесса восстановления. От качества и полноты выполнения этой операции во многом зависит ресурс восстановленных деталей.
Качество исполнения моечно-очистных работ зависит от уровня ремонтного предприятия и культуры производства. На мелких ремонтных предприятиях культура производства, как правило, низкая. В результате грязь с постов мойки разносится по цехам и невольно
попадает на ремонтируемые детали, что отрицательно сказывается на качестве восстановления. Наличие загрязнений на деталях приводит к отслаиванию покрытий при восстановлении изделий газотермическими и гальваническими способами, к образованию пор и раковин в нанесенном металле при восстановлении наплавкой.
Качество моечно-очистных работ оценивается степенью удаления всех видов загрязнений с восстанавливаемых деталей, а эффективность – затратами средств на их проведение.
На крупных ремонтных предприятиях с высоким уровнем культуры производства, оснащенных комплексом современного специализированного оборудования, применяется многостадийная мойка, т. е. сам процесс мойки представляет собой совокупность технологических операций. Это позволяет обеспечить высокую степень очистки восстанавливаемых деталей от загрязнений.
Задача получения высокого качества очистки изделий может быть успешно решена только при правильном выборе способов мойки и моющих средств, которые зависят от вида загрязнений. Состав и характер загрязнений деталей обусловлены условиями эксплуатации машин. Наиболее часто встречающимися видами загрязнений являются абразивные и металлические частицы, жировые и масляные пятна, лаковые и окисные пленки, нагары, накипь и др. Однако в практике ремонтного производства приходится встречаться с совокупностью различных по характеру и свойствам загрязнений, которые состоят из частиц веществ неорганического (металлы, минералы) и органического происхождения (углеводороды). Примечательно, что состав и свойства загрязнений могут существенно изменяться в процессе эксплуатации. Так, на рабочих поверхностях деталей могут образовываться различные виды твердых отложений, которые являются результатом полимеризации некоторых компонентов загрязнений, углеродистых составов, антикоррозионных смазок, присадок и др.
Технология мойки зависит от уровня ремонтного предприятия, его технических мощностей и видов загрязнений деталей.
При проведении моечно-очистных работ используются различные методы, такие как механическая очистка, мойка, обезжиривание, травление и ингибирование (замедление скорости коррозии).
Механические способы очистки применяют на стадии предварительной обработки сильно загрязненных и малоответственных деталей. Механическое воздействие на очищаемую поверхность производят скребками, металлическими щетками, иглофрезами и потоком дроби, абразива и др.
Моющее действие представляет собой результат проявления комплекса физико-химических свойств моющего раствора, приводящего к переходу нерастворимого вещества в коллоидное состояние или в состояние эмульсии.
Процесс мойки начинается со смачивания загрязненных поверхностей моющим раствором, который проникает под слой загрязнений и отделяет его от очищаемой поверхности.
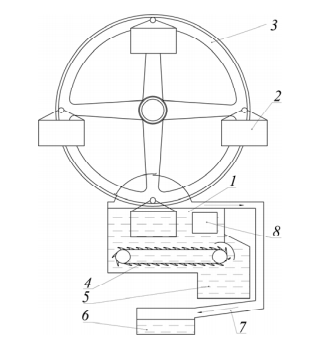
Рис. 4. Схема погружной моечной машины: 1 – ванна с моечным раствором; 2 – контейнер для размещения деталей; 3 – роторное колесо; 4 – шнековое устройство для очистки ванны от механических загрязнений; 5 – отстойник; 6 – резервуар для сбора маслянистых загрязнений; 7 – устройство для очистки раствора от маслянистых загрязнений; 8 – термоэлектрический нагреватель
На современных предприятиях мойку деталей осуществляют в погружных, струйных, мониторных, комбинированных, циркуляционных и других специальных моечных машинах. Погружные моечные машины – это устройства крестово-роторного типа (рис. 4), содержащие ванну, внутри которой на опорах установлен вал с крестовинами, теплообменник, роторы-активаторы, маслосборник, устройство для сбора
загрязнений. На шипы крестовины подвешиваются контейнеры. При вращении вала контейнеры с деталями поочередно погружаются в технологический моющий раствор, в котором происходит очистка деталей. Струйные моечные машины – это устройства, содержащие рабочую камеру, баки для очистки моющего раствора, насосный агрегат, систему подвижных и неподвижных гидрантов, транспортирующее устройство. Струйные моечные машины подразделяются на тупиковые, проходные и проходные сек-ционные. Машины тупикового типа (рис. 5), например ОМ-4610, машины «БУПИ» (Австрия), «БОШ» и «Дюрр» (Германия), имеют компактную рабочую камеру, в боковых панелях которой предусмотрены люки, закрываемые легкосъемными крышками.
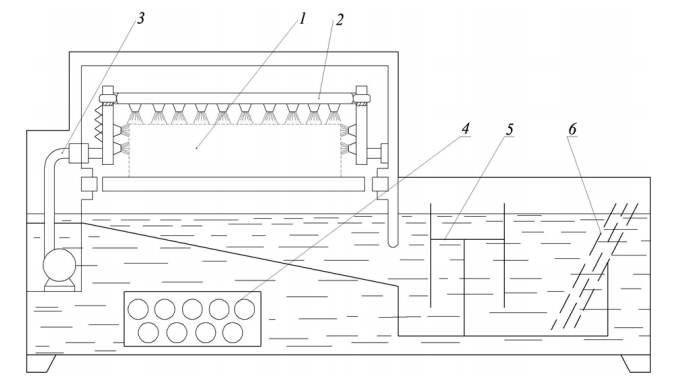
Рис. 5. Схема струйной моечной машины: 1 – объект мойки; 2 – гидранты; 3 – заборная труба; 4 – термоэлектрические нагреватели; 5 – флотационный желоб; 6 – сетчатые фильтры
Гидранты представляют собой систему трубопроводов, подсоединенных к нагнетательному насосу и снабженных множеством сопел (200…300 штук) диаметром 3…6 мм. Гидранты формируют при помощи сопел струи моющего раствора и направляют их на поверхность объекта очистки. Для увеличения ударной силы струи моющего раствора гидранты в машинах конструируют подвижными, совершающими возвратно-поступательные или вращательные движения.
Технологический моющий раствор, предварительно нагретый термоэлектрическими нагревателями, подается на загрязненную поверхность под давлением 0,2…1,0 МПа. Моечную машину выбирают, исходя из габаритов изделий и способов очистки. Продолжительность мойки в зависимости от вида моющих средств может составлять от 10 до 20 минут. Увеличение продолжительности воздействия моющего раствора на очищаемую поверхность в большинстве случаев приводит к более полному удалению загрязнений. Дополнительное механическое воздействие на загрязненные поверхности в процессе мойки способствует повышению моющего эффекта, дает возможность применять менее концентрированные моющие растворы и снижает время очистки. Так, мойка деталей в ультразвуковом поле практически на порядок повышает производительность процесса удаления жировых и масляных пленок по сравнению с химическим способом. Очистка поверхности детали под воздействием ультразвука основана на явлении кавитации – образовании в жидкости микроскопических, заполненных паром пузырьков, которые лопаются вблизи поверхности. Возникающие при этом гидравлические удары срывают с очищаемой поверхности прочно приставшие пленки жира и механические загрязнения. Ультразвуковую очистку проводят как в щелочных растворах, так и в органических растворителях при температуре 45…55°С. Особо важное значение для качества мойки имеет способность ультразвуковых колебаний проникать в узкие щели и поры, очистка которых другими способами практически невозможна. Мойку в ультразвуковом поле целесообразно применять для ответственных деталей, к которым предъявляются высокие требования по качеству очистки поверхности, а также в тех случаях, когда необходимо резко сократить продолжительность моечной операции.
Для удаления жидких загрязнений (минеральных масел, жиров) при мойке стальных и чугунных деталей широко используют щелочные моющие средства. Среди них важное место занимает 4…6% водный раствор кальцинированной соды, в который добавляют соли кремниевой кислоты (силикаты). Наличие силикатов в водном растворе повышает щелочность среды, улучшает вспенивание раствора. Одним из компонентов щелочных моющих средств является каустическая сода. Она токсична, но хорошо омыляет жиры и удаляет старую краску. Для
повышения эффективности щелочных моющих растворов в них добавляют поверхностно-активные вещества (ПАВ), которые улучшают смачивание очищаемой поверхности и интенсифицируют физико-химические процессы, происходящие при мойке. Процесс мойки в щелочных растворах с поверхностно-активными добавками рекомендуется проводить при температуре 65…90°С, при которой не происходит интенсивное развитие коррозии металла очищаемой детали. После мойки детали последовательно промывают в горячей и холодной воде.
Загрязнения, представляющие собой слои жиров, масел, смолы, абразивных частиц, которые имеют только механическую связь с поверхностью детали, могут быть удалены обезжириванием. Наиболее простым способом обезжиривания является промывка в органических горючих (керосин, бензин, уайт-спирит, бензол, толуол) и негорючих (трихлорэтилен, тетрахлорэтилен, черыреххлористый углерод) растворителях. Преимущество обезжиривания деталей растворителями заключается в возможности их многократного использования после регенерации, осуществляемой перегонкой.
Для очистки поверхностей, сильно загрязненных жирами и маслами, перемешанными с металлической пылью, применяется двухстадийное эмульсионное обезжиривание. Сначала обезжиривание производится раствором, включающим органический растворитель (например, трихлорэтилен), эмульгатор и смеситель-стабилизатор, затем – горячим щелочным раствором. Такое обезжиривание отличается стабильностью получаемых результатов очистки и большим сроком службы рабочих растворов.
Мойку деталей в погружных и струйных моечных машинах в большинстве случаев осуществляют современными синтетическими моющими средствами (СМС), такими как «Лабомид», МЛ, МС, «Темп» и др. Эти препараты представляют собой многокомпонентные смеси химических веществ, которые наряду с другими свойствами обладают пассивирующим эффектом. При пассивации деталей на их поверхности образуется пленка органического происхождения, которая защищает поверхность детали от атмосферной коррозии до 30 дней.
Повышение качества и производительности очистки поверхностей деталей от асфальтосмолянистых отложений достигается использованием растворяюще-эмульгирующих средств типа АМ или «Ритм». Они удаляют отложения путем их частичного растворения и последующего эмульгирования оставшихся загрязнений. Мойку растворяюще-эмульгирующими средствами применяют преимущественно при многостадийной схеме очистки в качестве промежуточной операции. Ее проводят при умеренных температурах (20…50°С) моющего раствора, что позволяет значительно снизить энергозатраты ремонтных предприятий.
Наибольшую сложность для очистки представляют углеродистые отложения на деталях двигателя внутреннего сгорания. Углеродистые загрязнения в смеси с остатками масел и смазок полимеризуются на поверхности деталей. В результате образуется твердый слой, обладающий высокой адгезионной прочностью с основным металлом. Воздействие на него моющих растворов с добавками ПАВ, как правило, не приводит к желаемому результату. При удалении таких загрязнений необходимо использовать растворы СМС, в которые вводят щелочные и кислотные компоненты. Максимальное моющее действие таких растворов по отношению к углеродистым загрязнениям проявляется при уровне щелочности рН > 11,5.
Удаление ржавчины, окалины и оксидных пленок, которые имеют прочные химические связи с основным металлом, осуществляют травлением. Этот вид очистки основан на взаимодействии электролитов с металлами и оксидами, которое сопровождается образованием простых или комплексных ионов. Для кислотного травления деталей, изготовленных из углеродистых сталей, применяют растворы соляной или серной кислот, а азотнокислые растворы используют для травления высоколегированных сталей.
Для удаления старой краски применяют различного рода смывки. Действие смывок основано на том, что они проникают в старую краску, которая в результате разбухает, разрыхляется и отслаивается от поверхности детали (рис. 6). В ремонтном производстве используют три вида смывок: СД (сп), СД (об) и АФТ-1, скорость их действия составляет от 5 до 30 минут.
Большое значение при выполнении моечно-очистных работ уделяется сушке деталей, которая в основном производится техническими фенами при давлении воздуха 0,4…0,6 МПа. Этот способ сушки является весьма производительным и широко применяется на ремонтных предприятиях.
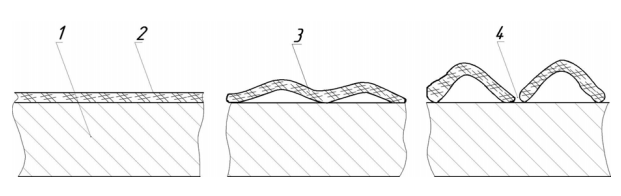
Рис. 6. Схема воздействия смывки на старую краску: 1 – деталь; 2 – старая краска; 3 – разбухание и отслаивание старой краски; 4 – нарушение сплошности старой краски
Приемка деталей на восстановление зависит от масштабов ремонтного производства и места выполнения работ. Детали, сдаваемые на восстановление, должныбытьочищеныотзагрязненийдотакогосостояния, при котором можно провести контроль детали и выявить её дефекты.
4. Дефектация и сортировка деталей
В большинстве случаев детали восстанавливают партиями в соответствии с заключением по результатам дефектации. В свою очередь, дефектацию деталей осуществляют в соответствии с таблицами дефектации и техническими требованиями на ремонт машин.
Дефектация производится с целью определения технического состояния детали, т. е. определения величины износа, остаточной деформации детали, целостности поверхности (на предмет наличия задиров,
сколов, трещин и др.), свойств и характеристик поверхности и поверхностного слоя (твердость в первую очередь). Техническое состояние детали определяют путем проведения контроля и различных измерений.
Под измерением понимается определение количественных характеристик объекта, например определение размера, чистоты поверхности, твердости и др. При этом наряду с понятием «измерение» широко применяется понятие «контроль».
Под контролем в широком смысле понимается определение как количественных, так и качественных характеристик, например контроль дефектов наружной поверхности, контроль внутренних пороков металла (трещин, раковин) и др.
Вначале наружным осмотром и простукиванием производят обнаружение трещин, сколов, забоин, задиров, коррозии, питтинга и т. п. Для ремонтников наибольший интерес представляют трещины, тем более если они сквозные. Далее с помощью измерительных инструментов и приборов определяют произошедшие при эксплуатации отклонения линейных и угловых размеров, параметров геометрической формы, взаимного расположения поверхностей (соосность, радиальные биения поверхностей и осевые биения торцов, перпендикулярность и параллельность осей и др.).
Методы контроля, измерительные средства и специальные приспособления выбирают в зависимости от конструктивных особенностей детали, вида дефекта и требований к точности обработки (рис. 7).
Технология дефектации предполагает использование различных средств измерения: калибров, мер, эталонов, универсальных измерительных средств, в том числе современных электронных измерительных средств с программным обеспечением (переносные дефектоскопы, толщиномеры, интроскопы, микроскопы, твердомеры), которые позволяют получить высокий уровень результатов дефектации.
Универсальные измерительные устройства обеспечивают измерение величины в пределах определенного интервала значений. В основном универсальные устройства являются шкальными инструментами или приборами и подразделяются на штриховые с нониусом (штангенинструмент), микрометрические, механические, интерференционные, пневматические, электрические и радиоизотопные.
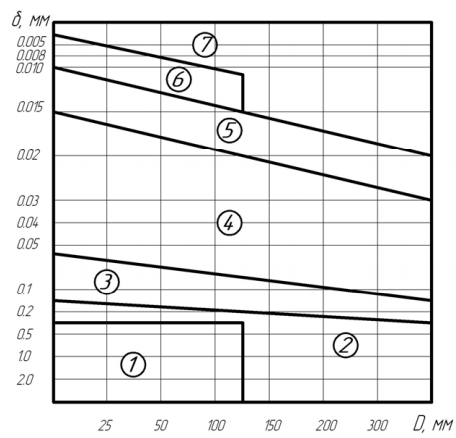
Рис. 7. Номограммы для выбора средств измерения и контроля цилиндрических изделий ( – допуск; D – номинальный размер): 1 – штангенциркуль с отсчетом 0,1 мм; 2 – штангенциркуль с отсчетом 0,05 мм; 3 – штангенциркуль с отсчетом 0,02 мм; 4 – микрометр без указания класса точности; 5 – микрометр нулевого класса точности; 6 – рычажная скоба; 7 – оптиметр
В зависимости от назначения измерительный инструмент снабжается наконечниками, базирующими элементами, дополнительными передачами, а также дистанционным управлением.
Погрешность измерения, которая может быть получена при применении того или иного инструмента, не должна превышать поля допуска размера детали.
Контрольные операции проводят в хорошо освещенном помещении с температурой 18…20°С. Все измерительные приборы и инструмент должны быть исправными и проверенными службой метрологии, гарантирующей их точность измерения в заданных пределах. Они также должны быть обеспечены инструктивной документацией по правилам пользования.
Линейные размеры деталей чаще всего измеряют обычными универсальными инструментами: штангенциркулями, микрометрами,
нутромерами. Износ шестерен и шлицов контролируют штангензубомерами, микрометрическими нормалемерами, взаимное расположение поверхностей – специальными приборами и приспособлениями с индикаторами часового типа.
При измерении может также использоваться предельный инструмент – калибры. Так, калибром-кольцом и калибром-пробкой проверяют резьбовые части валов и отверстий. Отличием калибров, применяемых в ремонтном производстве, является то, что скобы имеют только один размер (наименьший), а пробки выполняют не круглыми, а ромбовидными. Это продиктовано тем, что при износе диаметр вала всегда уменьшается и требуется контролировать только наименьшее значение диаметра. Износ отверстий может происходить неравномерно, что приводит к их овальности. В этом случае контроль наибольшего размера отверстия производят, вставляя ромбовидную пробку в разных положениях с поворотом вокруг оси.
Для контроля скрытых дефектов – усталостных трещин используют специальные дефектоскопы, различающиеся по принципу действия. Наиболее часто в ремонтном производстве используют магнитопорошковую дефектоскопию. Процедура контроля сводится к намагничиванию детали, напылению на ее поверхность ферромагнитного порошка и его удаления путем естественного ссыпания. Магнитный поток свободно проходит по участкам детали, а при наличии трещины силовые линии вынуждены выходить на поверхность, где начинают удерживать частицы порошка, которые образуют хорошо видимую полосу по длине трещины (рис. 8).
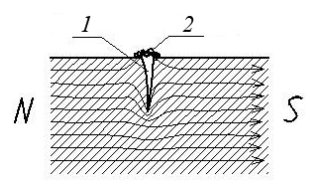
Рис. 8. Выявление трещин магнитопорошковым методом: 1 – трещина; 2 – частицы порошка
Ферромагнитный порошок используется также в виде суспензии с керосином или маслом (в пропорции 1:30 по объему порошка и жидкости). Покрытие производят путем опускания детали в суспензию на 1…2 минуты.
Намагничивание детали производится в поле соленоида или пропусканием через деталь импульса тока большой величины (может использоваться источник питания точечной сварки). После контроля деталь следует размагнитить. Для этого деталь помещают в катушку, запитываемую переменным током, и реостатом плавно уменьшают силу тока в катушке до нуля.
Другим распространенным методом дефектоскопии трещин является метод красок. На поверхность детали наносят мелкодисперсную краску (например, красную краску «Судан ΙV»), которая проникает в трещину. Затем краску с поверхности стирают и наносят на нее силикагель – вещество, хорошо впитывающее краску. Краска силикагелем вытягивается из трещины, и на месте трещины образуется широкая (хорошо наблюдаемая на фоне силикагеля) полоса (рис. 9).
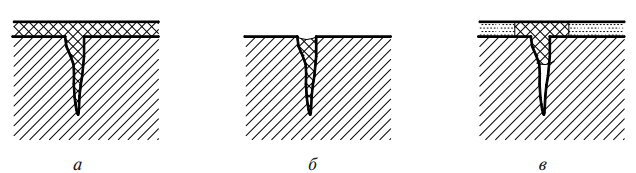
Рис. 9. Выявление трещин по методу красок: а – нанесение краски; б – стирание краски; в – напыление силикагеля
Разновидностью этого метода является использование люминесцентных (флуоресцентных) составов. Чаще всего это керосин с добавлением в него особой краски – дефектоля, дающей яркое желтое свечение при ультрафиолетовом освещении ртутно-кварцевой лампой.
Выявление скрытых дефектов ответственных деталей производится ультразвуковыми дефектоскопами, использующими принцип отражения ультразвуковых волн в металле детали от стенок трещин, раковин и других включений. Могут использоваться также токовихревые дефектоскопы, содержащие намагничивающую катушку, запитываемую высокочастотным током, и измерительную катушку, в которой наводится электродвижущая сила (ЭДС). Измерительная катушка располагается непосредственно над поверхностью детали, и её электромагнитное поле взаимодействует с электромагнитным полем вихревых токов, индуктируемых в металле детали. Трещины и другие дефекты металла влияют на условия протекания вихревых токов и, соответственно, изменяют их электромагнитное поле. Для повышения чувствительности метода искаженная вихревыми токами синусоида измеряемого сигнала может раскладываться на гармоники, по амплитуде которых судят о наличии дефектов.
По результатам дефектации детали сортируют на три группы:
- годные, т. е. детали, износ которых лежит в пределах допускаемых величин, не препятствующих их дальнейшему использованию;
- подлежащие восстановлению;
- негодные, т. е. поврежденные детали, которые не подлежат восстановлению и должны быть утилизированы.
Детали, прошедшие дефектацию, метят краской разного цвета, чтобы в дальнейшем они не были перепутаны. Например, годные детали метят белой краской, подлежащие восстановлению – зеленой, негодные (подлежащие утилизации) – красной. Детали раскладывают в разные контейнеры и направляют в соответствии с назначением. Сохранившие свою пригодность отправляются на комплектацию к сборке. Детали, которые приняты к восстановлению, следуют по своему технологическому маршруту с вероятными возвратами из-за брака к операциям ремонтного формообразования.
Источник