- Текущий и капитальный ремонт трансформаторов
- Ремонт силовых трансформаторов
- Разборка трансформаторов
- Ремонт магнитопровода трансформатора
- Ремонт обмоток трансформатора
- Ремонт бака трансформатора
- Ремонт расширителя
- Ремонт армировочных швов
- Чистка термосифонного фильтра
- Ремонт переключателя
- Сборка трансформатора
Текущий и капитальный ремонт трансформаторов
 В процессе эксплуатации отдельные части трансформатора под влиянием термических, электродинамических, механических и других воздействий постепенно теряют свои первоначальные свойства и могут прийти в негодность.
В процессе эксплуатации отдельные части трансформатора под влиянием термических, электродинамических, механических и других воздействий постепенно теряют свои первоначальные свойства и могут прийти в негодность.
В целях своевременного обнаружения и устранения развивающихся дефектов и предупреждения аварийных отключений для трансформаторов периодически проводятся текущие и капитальные ремонты.
Текущий ремонт трансформатора производится в следующем объеме :
а) наружный осмотр и устранение обнаруженных дефектов, поддающихся устранению на месте,
б) чистка изоляторов и бака,
в) спуск грязи из расширителя, доливка в случае необходимости масла, проверка маслоуказателя,
г) проверка опускного крана и уплотнений,
д) осмотр и чистка охлаждающих устройств,
е) проверка газовой защиты,
ж) проверка целости мембраны выхлопной трубы,
з) проведение измерений и испытаний.
 Для трансформаторов с регулированием напряжения под нагрузкой производятся внеочередные ремонты регулирующего устройства в соответствии с указаниями заводской инструкции в зависимости от числа произведенных переключений.
Для трансформаторов с регулированием напряжения под нагрузкой производятся внеочередные ремонты регулирующего устройства в соответствии с указаниями заводской инструкции в зависимости от числа произведенных переключений.
При ремонте трансформаторов с принудительным масловодяным охлаждением следует обратить особое внимание на отсутствие подсоса воздуха в систему циркуляции масла и на проверку герметичности охладителей.
Герметичность охладителей проверяется путем создания избыточного давления поочередно со стороны масляной, а затем водяной системы согласно действующим инструкциям.
Периодичность чистки и испытания охладителей зависит от местных условий (загрязнения воды, состояния охладителей) и производится не реже 1 раза в год.
При ремонте проверяется также состояние термосифонных фильтров и воздухоосушителей.
У маслонаполненных вводов трансформаторов при ремонте производятся отбор пробы масла, доливка масла, в случае необходимости — и измерение тангенса угла диэлектрических потерь (не реже 1 раза в 6 лет).
Ввиду того что масло в вводах трансформаторов через несколько лет работы приходит в негодность, при ремонте иногда возникает необходимость смены ввода. Опыт эксплуатации также показывает, что для маслонаполненных вводов с барьерной изоляцией через 10 — 12 лет работы на трансформаторах недостаточна только смена масла, а необходим капитальный ремонт с разборкой, чисткой и при необходимости сменной изоляции ввода.

Капитальный ремонт трансформаторов
Трансформатор имеет достаточно большие запасы электрической прочности изоляции и является весьма надежным аппаратом в эксплуатации.
Трансформаторы имеют маслобарьерную изоляцию. В качестве основной твердой изоляции для трансформатора используется прессшпан. Изготовляемый до последнего времени отечественными заводами прессшпан дает с течением времени усадку, что является его существенным недостатком.
Как правило, для трансформаторов применяется жесткая система запрессовки обмотки, которая не обеспечивает автоматическую подпрессовку обмотки по мере усадки прессшпана. Поэтому после нескольких лет работы для трансформаторов предусматривается проведение капитальных ремонтов, при которых основное внимание должно быть уделено подпрессовке обмоток.
При отсутствии необходимых подъемных приспособлений капитальный ремонт допускается производить с осмотром сердечника в баке (при снятой крышке), если при этом обеспечена возможность производства подпрессовки и расклиновки обмоток.
Для ответственных трансформаторов первоначальный срок капитального ремонта после ввода в эксплуатацию установлен в 6 лет, для остальных — по результатам испытаний по мере необходимости.
Капитальный ремонт трансформатора производится в следующем объеме:
а) вскрытие трансформатора, подъем сердечника (или съемного бака) и осмотр его,
б) ремонт магиитопровода, обмоток (подпрессовка), переключателей и отводов,
в) ремонт крышки, расширителя, выхлопной трубы (проверка целости мембраны), радиаторов, термосифонного фильтра, воздухо осушителя, кранов, изоляторов,
г) ремонт охлаждающих устройств,
д) чистка и окраска бака,
е) проверка контрольно-измерительных приборов, сигнальных и защитных устройств,
ж) очистка или смена масла,
з) сушка активной части (в случае необходимости),
и) сборка трансформатора,
к) проведение измерений и испытаний.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Ремонт силовых трансформаторов
Текущие ремонты трансформаторов проводят в следующие сроки:
- трансформаторов центральных распределительных подстанций — по местным инструкциям, но не реже 1 раза в год;
- всех остальных — по мере необходимости, но не реже 1 раза в 3 года.
Первый капитальный ремонт трансформаторов подстанций осуществляют не позже, чем через 6 лет после ввода в эксплуатацию, а последующие ремонты проводят по мере необходимости в зависимости от результатов измерений и состояния трансформатора.
В объем текущего ремонта входят следующие работы:
- наружный осмотр и устранение повреждений,
- чистка изоляторов и бака,
- спуск грязи из расширителя,
- доливка масла и проверка маслоуказателя,
- проверка термосифонных фильтров и при необходимости замена сорбента,
- проверка состояния пробивного предохранителя, циркуляционных труб, сварных швов, фланцевых уплотнений,
- проверка защит,
- отбор и проверка проб масла,
- проведение профилактических испытаний и измерений.
В объем капитального ремонта входят все работы, предусмотренные текущим ремонтом, а также ремонт обмоток, магнитопровода, проверка состояния контактных соединений обмоток к переключателю напряжения и выводам, проверка переключающих устройств, ремонт их контактов и механизма переключения, проверка состояния бака трансформатора, расширители и трубопроводов, ремонт вводов.
Трансформатор аварийно выводится из работы в ремонт при следующих условиях:
- сильном внутреннем потрескивании, характерном для электрического разряда, или неравномерном шуме,
- ненормальном и постоянно нарастающем нагреве при нормальной нагрузке и охлаждении,
- выбросе масла из расширителя или разрушении диафрагмы выхлопной трубы,
- течи масла и понижении уровня его ниже допустимого предела,
- при получении неудовлетворительных результатов химического анализа масла.
Старение изоляции обмоток и увлажнение масла могут привести к замыканию на корпус и междуфазным замыканиям в обмотках трансформатора, что выражается в ненормальном шуме работающего трансформатора.
Неисправность в виде «пожара стали», которая происходит из-за нарушения межлистовой изоляции сердечника или изоляции стяжных болтов, приводит к возрастанию нагрева корпуса и масла при нормальной нагрузке, гудению и характерному потрескиванию внутри трансформатора.
Повышенное «гудение» в трансформаторе может происходить по причине ослабления прессовки маг нитопровода, значительной несимметрии нагрузки фаз и при работе трансформатора на повышенном напряжении. Потрескивание внутри трансформатора указывает на перекрытие (но не пробой) между обмоткой или отводами на корпус, или обрыв заземления, при котором могут происходить электрические разряды с обмотки или ее отводов на корпус.
| Возможные причины неисправности | Определение и устранение неисправностей |
| Ослабление болтов, крепящих крышку трансформатора, и других деталей (расширителя, выхлопной трубы и др.) | Проверить и подтянуть все болты |
| Трансформатор работает при повышенном напряжении | Установить переключатель напряжения в соответствующее положение. |
| Нарушена прессовка стыков в магнитопроводе | Ослабла затяжка вертикальных шпилек, стягивающих стержни с ярмами. Перепрессовать магнитопровод, заменив прокладки в верхних и нижних стыках магнитопровода |
| Ослабление прессовки шихтованного магнитопровода | Проверить все прессующие болты и шпильки и подтянуть ослабшие |
| Вибрация крайних листов магнитопровода | Расклинить листы магнитопровода |
| Перегрузка трансформатора | Снизить нагрузку |
| Неравномерная загрузка по фазам | Уменьшить несимметрию нагрузки |
| Замыкания между фазами, между витками обмоток | Отремонтировать или заменить обмотку |
Обрывы в обмотках являются следствием плохого качества контактных соединений в обмотках.
Обрыв в первичной обмотке трансформатора, соединенного по схеме треугольник—звезда, треугольник—треугольник и звезда-звезда, приводят к изменению вторичного напряжения.
Для определения объема предстоящего ремонта проводят дефектацию трансформатора, которая представляет собой комплекс работ по выявлению характера и степени повреждений его частей. На основании дефектации определяют причины, размеры повреждений и необходимый объем ремонта трансформатора. Одновременно определяют потребности в материалах, инструментах, приспособлениях для производства ремонта.
| Признаки неисправности | Возможные причины неисправности | Определение и устранение неисправностей |
| Перегрев трансформаторов | Трансформатор перегружен | Установить перегрузку по приборам или снятием суточного графика тока. Устранить перегрузку включением другого трансформатора или отключить менее ответственных потребителей |
| Высокая температура воздуха в помещении трансформатора | При превышении температуры воздуха на 8 — 10 °С на расстоянии 1,5 — 2 м от трансформатора на середине его высоты — улучшить вентиляцию помещения | |
| Снизился уровень масла в трансформаторе | Долить масло до нормального уровня | |
| Повреждение внутри трансформатора (витковое замыкание, короткозамкнутые контуры из-за повреждения изоляции стяжных болтов и шпилек и др.) | При быстром развитии этих повреждений произойдет рост температуры масла, выделение газов и работа газовой защиты на сигнал или отключение | |
| Несимметричная загрузка фаз | Устранить перегрузку или уменьшить несимметрию нагрузки по фазам | |
| Пробой обмоток на корпус, между обмотками ВН и НН или между фазами | Ухудшение качества масла или понижение его уровня | Изоляцию испытывают мегаомметром или повышенным напряжением |
| Ухудшение качества изоляции из-за старения ее | При необходимости обмотку ремонтируют, а масло доливают или меняют полностью | |
| Потрескивание внутри трансформатора | Перекрытие между обмотками или отводами на корпус | Вскрыть трансформатор и отремонтировать отводы обмоток и заземления |
| Обрыв заземления | ||
| Обрыв в обмотках | Плохо выполнена пайка обмоток | Часто обрыв происходит в месте изгиба кольца провода под болт |
| Повреждение в отводах от обмоток к выводам | Заменяют гибким соединением в виде демпфера | |
| Оплавлены или выгорели контактные поверхности переключающего устройства | Переключатель плохо собран или имели место короткие замыкания | Отремонтировать или заменить переключатель |
| Течь масла из кранов, фланцев, сварных соединений | Плохо притёрта пробка крана, повреждены прокладки фланцевых соединений, нарушена плотность сварного шва бака трансформатора | Кран притереть, прокладки заменить или подтянуть болты на фланцах, подварить швы ацетиленовой сваркой. После сварки бак испытать водой в течение 1 — 2 ч давлением столба воды 1,5 м выше уровня масла в расширителе |
Разборка трансформаторов
Разборку трансформатора при капитальном ремонте производят в следующем порядке. Из расширителя сливают масло, снимают газовое реле, предохранительную трубу и расширитель; ставят заглушки на отверстия в крышке бака. С помощью грузоподъемных механизмов стропами за подъемные кольца поднимают крышку с активной частью трансформатора. Приподняв ее на 10 — 15 см, осматривают состояние и положение уплотняющей прокладки, отделяют ножом ее от рамы бака и по возможности сохраняют для повторного применения. После этого извлекают из бака активную часть участками, удобными для работ по удалению масляных шламов, промывки обмоток и сердечника струей нагретого масла и дефектации. Затем активную часть устанавливают на заранее подготовленную площадку с поддоном. Подняв активную часть трансформатора на 20 см выше уровня бака, отодвигают бак в сторону, а активную часть для удобства осмотра и ремонта устанавливают на прочный помост. Обмотки очищают от грязи и промывают струей нагретого до 35 — 40 °С трансформаторного масла.
Если у трансформатора вводы расположены на стенках бака, то вначале снимают крышку, сливают масло из бака на 10 см ниже изоляторов ввода и, отсоединив вводы, снимают изоляторы, а затем вынимают активную часть из бака.
Разборку, осмотр и ремонт трансформатора проводят в сухом закрытом и приспособленном для производства этих работ помещении.
После выемки активной части проверяют состояние магнитопровода — плотность сборки и качество шихтовки, прочность креплений ярмовых балок, состояние изоляционных гильз, шайб и прокладок, степень затяжки гаек, шпилек, стяжных болтов, состояние заземления. Обращают особое внимание на состояние обмоток — расклиновку на стержнях магнитопрово-да и прочность посадки обмоток, отсутствие следов повреждений, состояние изоляционных деталей, прочность соединений выводов, демпферов.
В период капитального ремонта трансформатора помимо перечисленных работ при необходимости расшихтовывают ярмо магнитопровода с распрессовкой железа и снятием катушек обмоток.
Ремонт магнитопровода трансформатора
Наиболее распространенным типом магнитопровода силовых трансформаторов является плоский (стержневой) (рис. 123, а). Поперечное сечение ярма 6 и 7 выполняется прямоугольной формы, а стержня — в виде многоступенчатой фигуры 3, близкой к кругу. Магнитопровод стягивают ярмовыми балками 5 н 8 с помощью сквозных шпилек 4 и стяжных вертикальных шпилек 2.
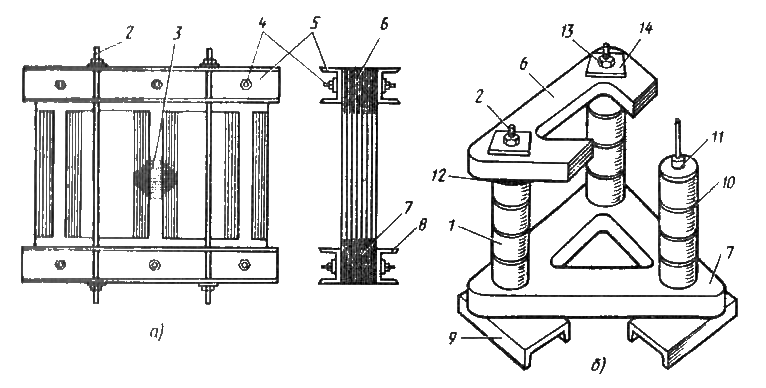
Рис. 123. Плоский (а) и пространственный (б) магнитопроводы трансформатора:
1 — оси стержней; 2 — стяжные вертикальные шпильки: 3 — многоступенчатая фигура стержня; 4 — сквозные шпильки; 5, 8 — ярмовые балки; 6, 7 — поперечные сечения ярма; 9 — опорная балка; 10 — бандаж; 11 — изоляционная трубка; 12 — изоляционная прокладка; 13 — тарельчатая пружина, 14 — изолирующая прокладка.
Трансформаторы мощностью 250 — 630 кВ•А выпускают с магнитопроводами бесшпилечной конструкции. Прессовку пластин стержней в этих трансформаторах производят посредством планок и клиньев, забиваемых между магнитопроводом и цилиндром. В последнее время промышленность изготовляем бссшпилсчныс трансформаторы мощностью 160 — 630 кВ•А с пространственным магнитопроводом (рис. 123, б). Магнитопровод такого трансформатора представляет собой жесткую конструкцию, вертикальные оси стержней 1 которой имеют пространственное расположение. Стальные листы стержня спрессованы бандажом 10 из изоляционного материала или стальной лентой с прокладкой изоляционного материала вместо шпилек. Верхнее и нижнее ярмо стягивают вертикальными стяжными шпильками 2 посредством гаек, под которые подкладывают тарельчатые пружины 13. Для изоляции шпилек от ярма используют изолирующие прокладки 14, а от стержней — изоляционные трубки 11. Вся конструкция магнитопровода крепится шпильками к опорным балкам 9.
Пространственный магнитопровод изготовляют стыковым вместо шихтованного, так как ярмо и стержни соединяют в магнитную цепь стыковкой. Для избежания замыкания между собой стали ярма и стержня между ними прокладывают изоляционную прокладку 12.
В ранее выпускаемых трансформаторах магнитопроводы стягивались горизонтальными шпильками, изолированными от стали магнитопровода и проходящими сквозь отверстия в пластинах.
Разборка магнитопровода заключается в следующем: отвертывают верхние гайки вертикальных шпилек и гайки горизонтальных шпилек, вынимают их из отверстий в ярме, снимают ярмовые балки и приступают к расшихтовке верхнего ярма магнитопровода, начиная с крайних пакетов по две-три пластины. Пластины складывают в той же последовательности, в какой извлекают из ярма, и связывают в пакеты.
В магнитопроводах, стянутых горизонтальными шпильками, часто повреждается изоляция шпилек, что приводит к замыканиям стальных пластин и вызывает сильный нагрев железа вихревыми токами. Во время ремонта магнитопровода такой конструкции изоляционную гильзу заменяют новой. При отсутствии запасных гильзу изготовляют из бакелитовой бумаги, наматывая ее на шпильку, пропитывают бакелитовым лаком и запекают. Изоляционные трубки для шпилек диаметром 12 — 25, 25 — 50 и 50 — 70 мм изготовляют с толщиной стенок 2 — 3, 3 — 4 и 5 — 6 мм соответственно. Нажимные изоляционные шайбы и прокладки для шпилек изготовляют из электротехнического картона толщиной 2 мм и более.
Восстановление нарушенной изоляции пластин магнитопровода начинают с кипячения листов в 10%-ном растворе едкого натра или в 20%-ном растворе тринатрийфосфата с последующей промывкой листов в горячей (50 — 60°С) проточной воде. После этого на подогретый до 120°С стальной лист тщательно наносят пульверизатором смесь из 90% лака № 202 горячей сушки и 10% чистого фильтрованного керосина. Можно использовать для изоляции пластин глифталевый лак № 1154 и растворители бензол и бензин. После нанесения слоя изоляции пластины сушат при 25 С в течение 7 ч. При больших объемах работ для лакировки пластин применяют специальные станки, а для запекания и сушки их — специальные печи.
При замене пришедших в негодность пластин используют изготовленные по образцам или шаблонам новые пластины стали. В этом случае раскрой листов выполняют так, чтобы шинная сторона пластин была вдоль направления проката ста-|и Отверстия для стяжных шпилек в пластинах делают штамповкой, а не сверлением. После изготовления пластины покрываю! изоляцией одним из вышеуказанных способов.
Шихтовку начинают с центрального пакета среднего стержня, закладывая пластины изолированной стороной внутрь ярма. Затем проводят шихтовку крайних пакетов, начиная с длинных пластин и не допуская перекрытия узких пластин стержней и зазоров в стыках. Отверстия в пластинах ярем должны точно совпадать с отверстиями в пластинах стержней. Пластины выравнивают ударами молотка по медной или алюминиевой шине. Хорошо сшихтованное ярмо не имеет зазоров между слоями пластин, пропусков, а также повреждений изоляции между пластинами в месте стыка.
После выравнивания верхнего ярма выполняют установку верхних ярмовых балок и прессовку с их помощью магнитопроиода и обмоток. Ярмовые балки в трансформаторах изолируют от пластин кольцеобразной шайбой из электрокартона толщииной 2-3 мм с прикрепленными по обеим сторонам подкладками.
С обеих сторон верхнего ярма устанавливают ярмовые балки в отверстия балок вводят четыре вертикальные стяжные шпильки с изолирующими трубками, на концы шпилек надевают картонные и стальные шайбы и затягивают гайками, Заземление вертикальных ярмовых балок проводят несколькими медными лужеными лентами.
На стяжных шпильках затягивают гайки, прессуя верхнее ярмо, и равномерно затягивают гайки вертикальных прессующих шпилек; прессуют обмотку, а затем окончательно опрессовывают верхнее ярмо. Измеряют сопротивление изоляции на шпильках мегаомметром, раскернивают гайки на шпильках, чтобы они не самоотвинчивались во время работы трансформатора.
Ремонт обмоток трансформатора
Обмотки силовых трансформаторов являются основным элементом активной части. В практике обмотки повреждаются значительно чаше других элементов трансформатора.
В зависимости от мощности и номинального напряжения в трансформаторах применяют различные конструкции обмоток. Так, в силовых трансформаторах мощностью до 630 кВ•А на низшем напряжении применяют главным образом одно- и двухслойные цилиндрические обмотки; мощностью до 630 кВ -А на высшем напряжении 6, 10 и 35 кВ применяют многослойные цилиндрические обмотки; мощностью 1000 кВ•А и более в качестве обмоток НН применяют винтовые обмотки. У винтовой обмотки ряды намотанных витков расположены так, что между ними образуются каналы для масла. Это улучшает условия охлаждения обмотки за счет потоков охлаждающего масла. Провода винтовой обмотки наматывают на бумажно-бакелитовые цилиндры или разрезные шаблоны с применением реек и прокладок из электротехнического картона, которые образуют вертикальные каналы вдоль внутренней поверхности обмотки, а также между ее витками. Винтовые обмотки обладают большой механической прочностью. Ремонт обмоток силовых трансформаторов может проводиться без расшихтовки или с расшихтовкой магнитопроводов.
Незначительную деформацию отдельных витков, повреждение небольших участков изоляции проводов, ослабление прессовки обмоток и т. д. устраняют без демонтажа активной части трансформатора.
При ремонте обмоток без их снятия деформированные витки обмоток выпрямляют ударами молотка по деревянной прокладке, наложенной на виток. При ремонте витковой изоляции без демонтажа обмоток используют маслостойкую лакоткань (марки ЛХСМ), которую накладывают на оголенный проводник витка. Проводник предварительно отжимают деревянным клином для удобства работы по изоляции витка. Ленту лакоткани наматывают внахлест с перекрытием предыдущего витка ленты на V2 часть ее ширины. На изолированный лакотканью виток накладывают общий бандаж из хлопчатобумажной ленты.
Подпрессовку ослабленных обмоток, конструкция которых не предусматривает прессующих колец, проводят с помощью дополнительных изолирующих прокладок из электротехнического картона или гетинакса. Для этого временно забивают деревянный клин в соседние ряды обмотки для ослабления плотности прокладок, обеспечивая таким образом вхождение забиваемой прессующей прокладки в ослабленном месте. Забивают прессующую прокладку и переходят к следующему месту. Эту работу проводят по всей окружности обмотки, забивая прокладки между ярмовой и дополнительной изоляцией.
Значительные повреждения обмоток (витковые замыкания, пробой изоляции обмоток на сталь магнитопровода или между обмотками ВН и НН и т. д.) устраняют после снятия обмоток.
Для демонтажа обмоток расшихтовывают магнитопровод трансформатора. Работу начинают с отвертывания верхних гаек вертикальных шпилек. Затем отвертывают гайки горизонтальных шпилек, извлекают из отверстия в ярме горизонтальные прессующие шпильки и снимают ярмовые балки. Одну из ярмовых балок предварительно маркируют условным обозначением (ВН или НН).
Расшихтовку пластин верхнего ярма магнитопровода начинают одновременно со стороны ВН и НН, вынимая по 2 — 3 пластины попеременно с крайних пакетов. Пластины укладывают в том же порядке, в каком они вынимались из ярма. и связывают в пакеты. Для предохранения пластин стержней магнитопровода от повреждения изоляции и рассыпания их связывают, продев кусок проволоки в отверстие для шпильки.
Демонтаж обмоток трансформаторов небольшой мощности производят вручную, а мощностью 630 кВ•А и выше — с помощью съемных приспособлений. Обмотку перед подъемом прочно обвязывают веревкой по всей длине и осторожно заводят под обмотку захваты приспособления.
Повреждённые катушки заменяют новыми. Если новая катушка при хранении могла увлажниться, то ее сушат в сушильной камере или инфракрасными лучами.
Медный провод вышедшей из строя катушки используют повторно. Для этого обжигают в печи изоляцию провода, промывают его в воде для удаления остатков изоляции, рихтуют и наматывают новую изоляцию. Для изоляции применяют кабельную или телефонную бумагу шириной 15 — 25 мм, навиваемую на провод в два или три слоя. Нижний слой накладывают встык, а верхний внахлестку с перекрытием предыдущего витка ленты на ½ или ¼ ее ширины. Полосы изолирующей ленты склеивают друг с другом бакелитовым лаком.
Часто для замены вышедшей из строя катушки изготавливают новую. Способ изготовления обмоток зависит от их типа и конструкции. Наиболее совершенной конструкцией является непрерывная обмотка, изготовляемая без разрывов. При изготовлении непрерывной обмотки провода наматывают на шаблон, обернутый листом электротехнического картона толщиной 0,5 мм. На цилиндре, установленном на обмоточном станке, укладывают рейки с дистанционными прокладками для образования каналов и закрепляют хлопчатобумажной лентой конец провода обмотки. Намотка витков непрерывной обмотки может производиться по ходу часовой стрелки (правого исполнения) и против хода часовой стрелки (левого исполнения). Включают станок и направляют провод обмотки равномерно по цилиндру. Переходы из одной катушки в другую при намотке определяют по расчетной записке и выполняют их в промежутке между одними и теми же двумя рейками. Места переходов проводов дополнительно изолируют коробочками из электротехнического картона, закрепленными хлопчатобумажной лентой. После окончания намотки делают отводы (наружные и внутренние), располагая их в соответствии с чертежами, и изолируют их. На торцах катушки устанавливают изоляционные опорные кольца и снимают ее со станка. Катушку стягивают металлическими плитами посредством стяжных шпилек и направляют на сушку в сушильную камеру.
Схема алгоритма и технологическая карта на изготовление многослойной обмотки ВН трансформатора мощностью 160 кВ•А напряжением 10/04 кВ приведены ниже.
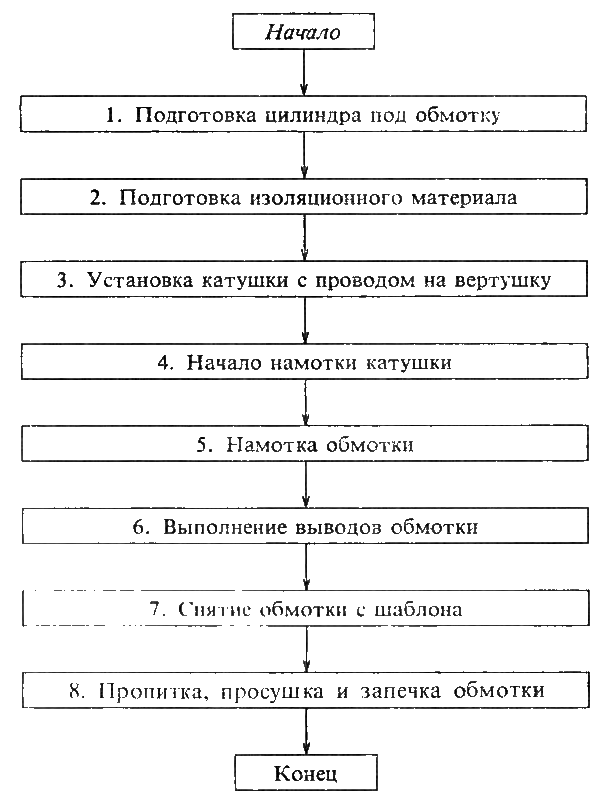
| № п/п | Порядок изготовления обмотки | Инструмент, материал |
| 1. | Подготовить бакелитовый цилиндр, для чего проверить состояние его и размеры, укрепить на станке. При отсутствии готового — изготовить цилиндр из электрокартона длиной более длины обмотки на 32 мм | Измерительная линейка Электрокартон ЭМЦ толщиной 1,5 — 2 мм |
| 2. | Подготовить изоляционный материал для межслоевой изоляции. Для изготовления послоевой изоляции используют электрокартон толщиной, равной диаметру провода (или толщине витка); готовую изоляцию обматывают телефонной бумагой. | Ножницы, кабельная бумага (0,1 м), электрокартон ЭМЦ (0,5 мм) телефонная бумага (0,05 мм) |
| 3. | Установить катушку с проводом на вертушку, отрегулировать натяжение провода. | Вертушка, обмоточный провод ПБ диаметром 1,45/1,75. |
| 4. | Установить торцевой уравнительный поясок на цилиндр вплотную к щеке шаблона. Изогнуть вывод провода под прямым углом. | Ленты (киперная, лакоткань). |
| Изолировать вывод и закрепить. | ||
| Продеть отвод через вырез в шаблоне и закрепить шаблон на планшайбе обмоточного станка. | Молоток, фибровый клин. | |
| Намотать один слой катушки, уплотняя витки ее в осевом направлении клином. | Кабельная бумага 0,1 мм. | |
| Обернуть первый слой обмотки слоями кабельной бумаги. | ||
| 5. | Намотать поочередно слои обмотки. Каждый переход из слоя в слой должен отставать на одну треть окружности. В конце каждого слоя (за 2 — 3 витка до конца) устанавливают уравнительный поясок (как в 4). Между слоями устанавливают в соответствии с расчетной запиской буковые планки. | Ручные ножницы по металлу. Буковые планки с коробочками из электрокартона. |
| При выполнении отводов на буковых планках согласно расчетной записке отмечаются места выхода отводов. | ||
| 6. | Выполнить отводы в соответствии с расчетной запиской. Сечение отводов должно быть не менее 1,5 — 2 сечения обмоточного провода при диаметре его до 1 мм и 1,2—1,25 —при диаметре его более 1 мм. | |
| Изолировать конец катушки лентой вполуперекрытие слоев. | ||
| Продеть конец катушки в ленточную петлю и затянуть ее. Конец ленты отрезать. | ||
| Наложить кабельную бумагу вполуперекрытие слоев на верхний слой обмотки. | ||
| Зачистить изоляцию на концах обмотки. | ||
| 7. | Снять обмотку со станка. | Молоток. |
| Связать обмотку в осевом направлении в 3 — 4 местах лентой. | ||
| Закрепить в связанных местах прокладками из электрокартона. | ||
| 8. | Пропитать обмотку в лаке не менее 15 мин и дать стечь лаку (15 — 20 мин). | Установка для пропитки и сушки. Глифтелевый лак ГФ-95. 1 |
| Просушить обмотку при температуре 100°С 5 — 6 часов. | ||
| Запечь лак обмотки при температуре 85 — 90 °С в течение 18 — 20 ч с продувкой горячим воздухом. | ||
| Вынуть из печи и остудить обмотку. |
Обмотку сушат при температуре около 100 °С в течение 15 — 20 ч в зависимости от объема катушки, степени увлажнения изоляции, температуры сушки и т. д. Затем ее прессуют, пропитывают при температуре 60 — 80 °С лаком марки ТФ-95 и запекают при температуре 100°С в течение 10—12 ч. Запекают обмотку в два этапа — сначала с температурой несколько меньшей сушат пропитанную обмотку для удаления растворителей, оставшихся в изоляции, а затем повышают температуру для запечки обмотки. Сушка и запечка обмотки повышают электрическую прочность изоляции и механическую прочность катушки, придают ей необходимую монолитность.
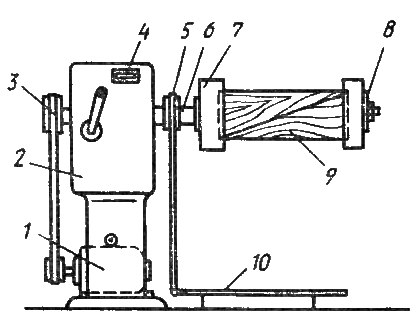
Рис. 124. Станок для намотки обмоток трансформатора:
1 — электродвигатель; 2 — корпус; 3 — ременная передача; 4 — счетчик витков; 5 — муфта сцепления; 6 — шпиндель; 7 — текстолитовый диск; 8 — гайка; 9 — шаблон; 10 — управляющая педаль.
Для изготовления обмоток применяют различные станки. Консольный станок для намотки обмоток трансформаторов небольшой и средней мощности (до 630 кВ•А) (рис. 124) состоит из шаблона с двумя деревянными встречными клиньями 9, зажатыми текстолитовыми дисками 7 и закрепленными гайками 8. Шаблон устанавливают на шпинделе 6, который вращается от электродвигателя 1 через ременную передачу 3. Для учета числа витков провода станок имеет счетчик витков 4. Готовую обмотку снимают с шаблона после отвертывания гайки 8, удаления правого диска и разведения клиньев 9 шаблона. Станок управляется педалью 10, соединенной с муфтой сцепления 5.
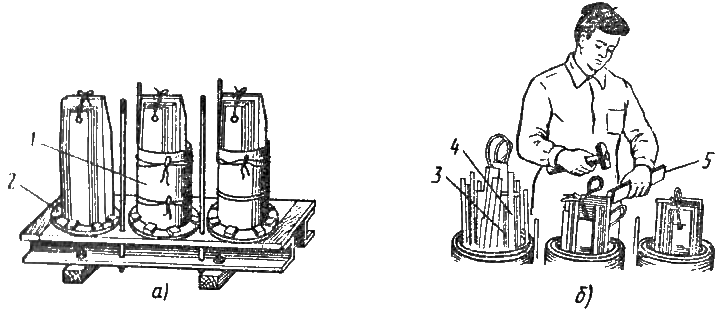
Рис. 125. Изоляция магнитопровода (а) и расклиновка обмоток (в) при монтаже обмоток трансформатора:
1 — ярмовая изоляция; 2 — цилиндр из электрокартона; 3 — круглые стержни; 4 — планки; 5 — надставка.
Обмотки насаживают на стержни магнитопровода, предварительно плотно стянутые киперной лентой (рис. 125). Насаженные на магнитопровод обмотки расклинивают с помощью буковых планок и стержней, предварительно проложив между обмотками ВН и НН два слоя из электрокартона. Натертые парафином буковые планки сначала вставляют между обертками на глубину 30 — 40 мм, а затем забивают поочередно противоположно расположенными парами (рис. 125, б). Для сохранения цилиндрической формы обмоток вначале забивают круглые стержни 3, а затем планки 4 молотком с помощью деревянной надставки 5, избегая раскола концов стержней или планок.
Таким же способом расклинивают обмотку НН на стержне круглыми деревянными шпильками, забивая их по всей окружности обмотки между цилиндром и ступенями стержня магнитопровода.
После окончания расклиновки обмоток устанавливают верхнюю ярмовую изоляцию и шихтуют верхнее ярмо магнитопровода.
В трансформаторах небольшой мощности для соединения обмоток с контактами переключателя и стержнями вводов концы проводов тщательно зачищают на длине 15 — 30 мм (в зависимости от их сечения), накладывают их друг на друга, соединяют скобкой из луженой медной ленты толщиной 0,25 — 0,4 мм или бандажом из луженой медной проволоки толщиной 0,5 мм и пропаивают припоем ПОС-30, применяя в качестве флюса канифоль или буру.
В трансформаторах большой мощности для соединений концов обмоток и присоединения их к отводам применяют медно-фосфорный припой с температурой плавления 715°С. Место пайки очищают, изолируют бумагой и лакотканью шириной до 25 мм и покрывают лаком ГФ-95. Отводы обмоток выполняют с демпфером на конце для предохранения провода от обрыва. Отводы обмоток ВН на всей длине покрывают лаком ГФ-95.
Изоляционные детали сердечника трансформатора состоят из картона, бумаги, дерева. Эти материалы являются гигроскопичными и впитывают влагу из окружающего воздуха, снижая свои электроизоляционные свойства. Для высокой электрической прочности изоляции сердечника его сушат в печах в специальных шкафах, воздуходувкой и др.
Наиболее часто применяемым на практике является способ сушки в собственном баке с подогревом: при прохождении переменного тока по специальной обмотке, наложенной на теплоизолированную поверхность бака, образуется сильное магнитное поле, которое замыкается через сталь бака и нагревает его.
Сушат трансформаторы в баке без масла (для ускорения процесса сушки активной части и сохранения качества масла и изоляции обмоток). Намагничивающая обмотка, размещенная на баке, нагревает бак. Витки обмотки располагают на баке таким образом, чтобы в нижней части бака их было не менее 60 % обмотки. На время прогрева утепляют также и крышку бака. Увеличение температуры регулируется изменением числа витков обмотки, не допуская при этом увеличения температуры обмоток выше 100°С, а бака выше 110—120°С.
Показателем окончания сушки является установившееся значение сопротивления изоляции обмоток в течение 6 ч при постоянной температуре не ниже 80°С. После окончания сушки и снижения температуры обмоток до 75 —80 °С бак трансформатора заполняют сухим маслом.
Ремонт бака трансформатора
Внутреннюю поверхность бака очищают металлическим скребком и промывают отработавшим трансформаторным маслом. Вмятины нагревают пламенем газовой горелки и выправляют ударами молотка. Трещины на ребре и стенке корпуса заваривают газовой сваркой, а в трубе — электросваркой. Для проверки качества сварки наружную сторону шва зачищают и покрывают мелом, а изнутри смачивают керосином (при наличии трещин мел смачивается керосином и темнеет). Герметичность корпуса проверяют заливкой бака отработавшим маслом на 1 ч при температуре не ниже 10°С.
Перед заваркой трещины на ее концах просверливают сквозные отверстия диаметром в несколько миллиметров. Снимают фаски кромок трещины и заваривают ее электросваркой. Плотность шва контролируют с помощью керосина. Неплотные швы вырубают и заваривают вновь.
Ремонт расширителя
При ремонте расширителя проверяют целость стеклянной трубки маслоуказателя, состояние уплотняющих прокладок. Неисправное плоское стекло или стеклянная трубка маслоуказателя заменяются. Потерявшие упругость резиновые прокладки и уплотнения меняют на новые, изготовленные из маслостойкой резины. Со дна расширителя удаляют осадок и промывают его чистым маслом. Пробку притирают мелким абразивным порошком. Сальниковую набивку заменяют новой, которую готовят из асбестового шнура, пропитанного в смеси из жира, парафина и графитового порошка.
Проверяют прочность и герметичность крепления стеклянной диафрагмы у предохранительной трубы; внутреннюю часть трубы очищают от грязи и промывают чистым трансформаторным маслом.
При ремонте трансформаторов особое внимание обращают на сохранность изоляторов и армировку вводов. Сколы площадью до 3 см² или царапины глубиной до 0,5 мм промывают ацетоном и покрывают двумя слоями бакелитового лака, просушивая каждый слой в сушильном шкафу при температуре 50 —60°С.
Ремонт армировочных швов
Армировочные швы ремонтируют следующим образом: расчищают зубилом поврежденный участок шва и заливают его новым цементирующим составом. При разрушении армировочного шва более 30 % — ввод заменяют полностью. Цементирующий состав на порцию одного ввода приготовляют из смеси, состоящей (по массе) из 140 частей магнезита, 70 частей фарфорового порошка и 170 частей раствора хлористого магния. Этот состав используют в течение 20 мин. После отверждения замазки шов зачищают и покрывают нитроэмалью 624С.
Чистка термосифонного фильтра
Термосифонный фильтр очищают от старого сорбента, промывают внутреннюю полость трансформаторным маслом, заполняют новым поглощающим веществом и присоединяют к баку трансформатора на фланцах.
Ремонт переключателя
Ремонт переключателя заключается в устранении дефектов контактных соединений, изолирующих трубок цилиндров и уплотняющих устройств. Контакты зачищают, промывают ацетоном и трансформаторным маслом. Обгоревшие и оплавленные контакты опиливают напильником. Разрушенные и выгоревшие контакты заменяют новыми. Небольшие повреждения изоляции трубки или цилиндра восстанавливают двумя слоями бакелитового лака. Ослабленные места присоединения отводов обмоток запаивают припоем ПОС-30.
Отремонтированный переключатель собирают, протирают ветошью место установки, осматривают сальниковое уплотнение, ставят на место рукоятку переключателя и затягивают шпильки. Качество работы переключателя проверяют переключением его положений. Переключения должны быть четкими, а фиксирующие шпильки во всех положениях должны полностью входить в свои гнезда.
Проверка работы переключающего устройства для регулирования напряжения под нагрузкой состоит в определении правильности последовательной работы подвижных контактов а и б переключателя и контакторов К1 и К2. Нарушение последовательности работы этих элементов переключающего устройства может привести к серьезным повреждениям трансформатора и аварии в электрической сети.
Сборка трансформатора
Сборку трансформатора без расширителя, вводы которого расположены на стенках бака, начинают с опускания активной части в бак, затем устанавливают вводы, присоединяют отводы от обмоток к ним и переключателю и устанавливают крышку бака. Крышки трансформаторов небольшой мощности устанавливают на подъемных шпильках активной части, комплектуют необходимыми деталями, а в более мощных — в собранном виде устанавливают отдельно. Во время сборки следят за правильностью установки уплотняющих прокладок и затяжкой крепежных гаек. Длину подъемных шпилек регулируют так, чтобы выемная часть магнитопровода и крышка правильно располагались на своих местах. Предварительно определяют необходимую длину подъемных шпилек деревянной рейкой. Длину шпилек регулируют перемещением гайки.
Активную часть трансформатора с помощью подъемных устройств опускают в бак с уплотняющей прокладкой из маслостойкой листовой резины (рис. 126).
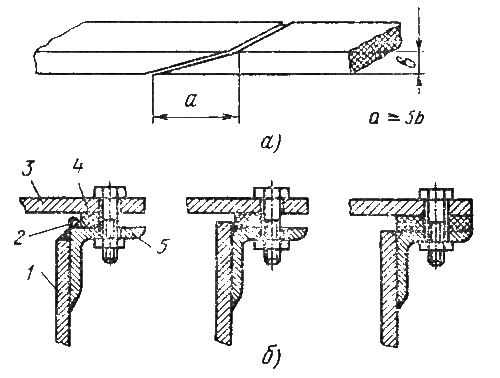
Рис. 126. Стык прокладки (а) и способы установки прокладки (и) при герметизации бака маслостойкой резиновой прокладкой:
1 — стенка бака; 2 — ограничитель; 3 — крышка бака; 4 — прокладка; 5 — рама бака.
На крышке бака устанавливают кронштейны для крепления на них расширителя с маслоуказателем, предохранительную трубу, привод переключателя, газовое реле и пробивной предохранитель.
Трансформатор заливают сухим трансформаторным маслом до требуемого уровня по маслоуказателю расширителя, проверяют герметичность арматуры и деталей, а также отсутствие течи масла из соединений и швов.
Источник