Разработка технологической схемы ремонта вагонов
Страницы работы




Содержание работы
2.2 Разработка технологической схемы ремонта вагонов
2.2.1 Общая технологическая схема ремонта вагонов
Для разработки общей технологической схемы ремонта вагонов использована существующая технологическая документация депо. Общий технологический процесс ремонта вагонов в депо, как правило, включает следующие работы:
1) наружная очистка и мойка вагонов;
2) прием вагонов в ремонт;
3) разборка вагонов;
4) очистка и мойка сборочных единиц;
5) очистка и мойка деталей;
6) дефектоскопия деталей и диагностика сборочных единиц;
7) ремонт деталей;
8) комплектование деталей, сборка;
9) обкатка, испытание и окраска сборочных единиц;
10) общая сборка, обкатка и испытание вагона;
11) окраска вагона;
12) сдача вагона.
Компоновочный план вагоноремонтного депо и общая технологическая схема ремонта вагонов приведена на рисунках 2.3 и 2.4.
Рисунок 2. — Общая технологическая схема ремонта вагонов
2.2.2 Технологическая схема ремонта вагонов, принятая в Пассажирском вагонном депо ст. Саратов 1
Диспетчерская служба депо, совместно с инженером по формированию составов ежемесячно подбирают вагоны по сроку и пробегу в деповской ремонт и капитальный ремонт. На технической станции имеются специализированные пути (№26,27), которые предназначены для накопления неисправных вагонов, с последующей подачей их депо. Вагоны с 26 го , 27 го пути отправляются в вагонное депо по графику, согласованному с заместителями начальника депо по ремонту и эксплуатации.
Предварительно, перед подачей вагонов в депо на ремонт, они проходят внутреннюю и наружную замывку, так как это регламентировано «Инструкцией по деповскому и капитальному ремонту пассажирских вагонов». Моечный комплекс находится на пути между технической станцией и вагоноремонтным депо, что облегчает процесс замывки вагонов, направляющихся в ремонт.
Все вагоны, поступившие в ремонт, подаются на нулевую ремонтную позицию, находящуюся на улице на прямолинейном участке подъездного пути перед главным производственным корпусом ВРД. Нулевая ремонтная позиция обеспечена всеми коммуникациями (подключением электрооборудования вагонов 54 и 110 В, высоковольтного оборудования, подведена магистраль со сжатым воздухом, имеется возможность заправки вагонов холодной и горячей водой, а так же пропарки систем отопления и водоснабжения паром). На нулевой ремонтной позиции вагоны комиссионно осматриваются. Комиссия состоит из Старшего мастера ВРД, мастера сборочного цеха, мастера цеха по ремонту электрооборудования, приемщика вагонов и бригадира по описи. По результатам комиссионного осмотра составляется дефектная ведомость ремонта вагона ВУ-22. Все дефекты, выявленные в процессе ремонта, после разборки узлов вагона, записываются в дефектную ведомость вторичного осмотра.
Ремонт вагонов выполняют поточным методом. Перемещение вагонов по позициям вагоносборочного участка (внутри главного производственного корпуса) производят маневровым локомотивом в перерыве между рабочими сменами (ночью). Работы ведутся способом замены снимаемых с вагонов сборочных единиц и деталей новыми или отремонтированными. В главном производственном корпусе депо находятся три поточные линии для ремонта пассажирских вагонов. Все позиции обеспечены подведенными к ним коммуникациями. Рассмотрим укрупненный ремонт цельнометаллических пассажирских вагонов на позициях.
На нулевой ремонтной позиции, после составления дефектной ведомости и приемки вагона в ремонт производятся следующие работы:
— осмотр и опробование систем электроснабжения, вентиляции, отопления и водоснабжения;
— продувка электрооборудования, вентиляции;
— слив воды из систем отопления и водоснабжения.
На первой ремонтной позиции, оснащенной домкратами, производится подъёмка вагона:
— тележки выкатываются из под вагона и подаются на тележечный участок для ремонта;
снимаются автосцепки, фрикционы, буферные комплекты, — переходные площадки и подаются в ремонтные отделения;
— снимается тормозное оборудование и подается на участок
— ремонта тормозного оборудования, несъемное тормозное оборудование ремонтируется на поднятом вагоне;
— снимается генератор, преобразователь и подаются на участок ремонта электрооборудования;
— снимается редуктор и подается на редукторный участок;
— снимается компрессор и подается на участок по ремонту холодильного оборудования;
— производится ремонт и обслуживание высоковольтной аппаратуры, находящейся под вагоном;
— все участки, занятые ремонтом на первой ремонтной позиции до окончания смены заканчивают ремонт снятых с вагона сборочных единиц и деталей и устанавливают их на вагон.
На второй ремонтной позиции производятся следующие работы:
разборка внутреннего оборудования, замков, кузовных деталей, сборочные единицы и детали, нуждающиеся в замене или в стационарном ремонте передаются в деревооб-рабатывающий и ремонтно-заготовительные участки, остальные детали и ремонтируются на вагоне;
-снятие аккумуляторных батарей, которые передаются в аккумуляторное отделение;
-разборка и ремонт систем отопления и водоснабжения;
-обслуживание и ремонт системы вентиляции;
-ремонт системы электроснабжения, снятие электромашин в ремонт и обслуживание с последующей установкой.
На третьей ремонтной позиции, оснащенной портальной установкой, позволяющей выполнять работы на различной высоте вагона, производятся следующие работы:
-снятие и установка котла отопления (при КР – 1)
-замывка окон снаружи;
-заканчиваются работы по ремонту кузова;
-заканчиваются работы по ремонту системы вентиляции;
-продолжаются работы по ремонту внутреннего оборудования, систем отопления, водоснабжения, электроснабжения и вентиляции.
На четвертой ремонтной позиции, так же оснащенной портальной установкой производятся следующие работы:
-наружная окраска вагона (вагонов не приписанных ЛВЧД – 7, после ввода в эксплуатацию покрасочного комплекса на ППВ ст. Курдюм, ремонт кузова и окраска кузова вагонов приписки ЛВЧД-7 и ЛВЧД -15 производится на покрасочном комплексе);
-продолжаются работы по ремонту внутреннего оборудования, систем отопления, водоснабжения, электроснабжения и вентиляции;
На пятой ремонтной позиции производятся следующие работы: окончание работ по ремонту внутреннего оборудования;
Источник
Технологический процесс ремонта вагонов
Введение
Железнодорожный транспорт был и остается важнейшей составной частью транспортной системы государства. На его долю приходится примерно 86% грузооборота и более 38% пассажирооборота. Железные дороги несут главную нагрузку по транспортировке таких массовых грузов, как уголь, руда, черные металлы, лесные грузы, удобрения, и перевозят треть производимых в стране нефтепродуктов. Железнодорожные перевозки в значительной мере влияют на состояние российской экономики, затраты на них напрямую связаны с эффективностью промышленного производства, его конкурентоспособностью на внутреннем и внешнем рынках. Этим же во многом определяется и финансово-экономическое положение самого железнодорожного транспорта.
Вагонный парк является одним из важных технических средств. От технического уровня вагонного парка, его состояния, численности и состава, потребностях в перевозках, зависит качество перевозочного процесса, своевременность доставки пассажиров и грузов, производительность транспорта и его экономические показатели.
Вагонное хозяйство обеспечивает работоспособность вагонного парка, поддерживая в исправном техническом и коммерческом состоянии вагоны, а так же безопасное и бесперебойное движение поездов, проводя планово-предупредительные ремонты и техническое обслуживание вагонов. Вагонное хозяйство, кроме того, обеспечивает пассажирам комфортабельные условия проезда.
Для выполнения выше указанных задач вагонное хозяйство располагает необходимой производственной базой, включающей вагонные депо, мастерские, промывочно-пропарочные предприятия, конторы обслуживания пассажиров, прачечные, а также пункты технического обслуживания вагонов, пункты подготовки вагонов к перевозкам, ремонтно-экипировочные депо, контрольные пункты автотормозов и другие сооружения и устройства, входящие в состав вагонного депо или участка.
Для обеспечения выполнения непрерывной и чёткой работы станции важен технологический процесс – это система работы станции, основанная на применении передовых методов и научной организации труда, предусматривающая наиболее целесообразный порядок и последовательность обработки поездов и вагонов, погрузки и выгрузки и нормы времени на выполнение этих операций, порядок планирования и оперативного руководства станцией.
Технологический процесс обеспечивает наилучшее обслуживание производственных цехов, использование технических средств, параллельность выполнения операций, рациональную расстановку людей, слаженность действий работников разных специальностей при обработке поездов и вагонов, строгое соблюдение безопасности движения. Чёткая работа станции по технологическому процессу обеспечивает выполнение плана грузоперевозок, графика движения поездов и контактного графика обслуживания производственных цехов, а также обеспечивает непрерывность производства станционных операций и взаимодействие всех производственных звеньев станции.
История предприятия
Станция Инская заложена в 1928 году при строительстве железнодорожной линии Обь – Проектная между Кузбассом и Транссибирской магистралью. 20 апреля 1934 года на Кузбасс отправлен первый грузовой состав с уральской рудой. В 1940 году в паровозном депо Новосибирска началось «Лунинское движение» по имени машиниста Лунина Н. А., который проявил инициативу по экономии средств на ремонте паровоза силами самой бригады паровоза. Много машинистов ст. Инская последовало примеру Лунина. В 1984 году в честь 50-летия депо Инская паровоз ФД20-2610, на котором трудился П. Д. Шолкин, был установлен недалеко от вокзала ст. Инская. С развитием железной дороги в 1951 году на ст. Инская пришла электрификация. 31 октября 1951 года прошел первый грузовой поезд весом 3600 тонн на электровозной тяге от станции Инская до станции Чулымская. Первые электровозы пошли по линии Инская – Промышленная в 1961 году, а в 1962 году – на участке Инская – Черепаново. В 2004 году на ст. Инская прибыли первые электровозы ВЛ10к. Эти электровозы являются модернизированными электровозами ВЛ10, выпущенными Новочеркасским электровозостроительным заводом в начале 1970-х годов. Разительно изменился парк электровозов, прибывающих на Инскую в 2010 году. Здесь и старые ВЛ10, и новые 2ЭС6, 2ЭС4К. Сейчас ст. Инская является одной из самых крупных сортировочных станций в России. 2 Организационная структура предприятия Эксплуатационное вагонное депо Инская по географическому расположению находится в центральной части Западно-Сибирской железной дороги. По характеру работы ст. Инская – внеклассная, двусторонняя с последовательным расположением парков, имеет две системы: четную и нечетную, расположенные параллельно. Между системами расположено два ходовых пути. Станция обеспечивает вагонопоток в пяти направлениях: Кузбасс, Юг, Запад, Восток, Новосибирск – Главный. Каждые сутки через станцию проходит более 27 000 вагонов, а ее площадь превышает 800 000 кв.м.  Рисунок 2.1 – Ст. Инская с вертолета Основные производственно-технические участки размещены на сортировочной станции Инская. В состав вагонного депо входят следующие подразделения: — ПТО Инская с расположенными на нем парками «А», «Б», «Г», «Д», «З»; — ПТО станций Черепаново, Линево, Искитим, Татарская, Новосибирск-Восточный, Болотная, Барабинск, Новосибирск-Западный; — ПТО пассажирских вагонов станций Новосибирск-Главный и Барабинск; — ПКТО станций Изынский, Новосибирск-Главный, Чулымская; — ПТП станций Иня-Восточная, Новосибирск-Южный; — участки текущего отцепочного ремонта грузовых вагонов на станциях Инская, Барабинск. На участках, обслуживаемых эксплуатационным вагонным депо Инская, расположено 13 контрольных постов встречи поездов сходу. Станция формирует поезда в 37 назначениях, из которых 15 – сетевые. На станции расположены 423 стрелочных перевода, из них 410 – централизованные. Рисунок 2.1 – Ст. Инская с вертолета Основные производственно-технические участки размещены на сортировочной станции Инская. В состав вагонного депо входят следующие подразделения: — ПТО Инская с расположенными на нем парками «А», «Б», «Г», «Д», «З»; — ПТО станций Черепаново, Линево, Искитим, Татарская, Новосибирск-Восточный, Болотная, Барабинск, Новосибирск-Западный; — ПТО пассажирских вагонов станций Новосибирск-Главный и Барабинск; — ПКТО станций Изынский, Новосибирск-Главный, Чулымская; — ПТП станций Иня-Восточная, Новосибирск-Южный; — участки текущего отцепочного ремонта грузовых вагонов на станциях Инская, Барабинск. На участках, обслуживаемых эксплуатационным вагонным депо Инская, расположено 13 контрольных постов встречи поездов сходу. Станция формирует поезда в 37 назначениях, из которых 15 – сетевые. На станции расположены 423 стрелочных перевода, из них 410 – централизованные.  Рисунок 2.2 – Стрелочные переводы Развернутая длина 164 путей составляет 182,9 км. Станция обеспечивает вагонопоток в пяти направлениях: Кузбасс, Юг, Запад, Восток, Новосибирск – Главный. Нечётная система Приём поездов с Кузбасса и Востока. Имеет 2 левых главных пути. Парк приема «Зело» — 8 путей, предназначенных для приема поездов поступающих в расформирование. Параллельно парку «Зело» расположен парк «А», предназначенный для приема транзитных поездов, проходящих станцию без переработки. Парк имеет 6 путей. Параллельно ему расположен пассажирский парк «П» — 4 пути. Также в нечетную систему входит сортировочный парк «С», он имеет 6 пучков по 6 путей, всего 36 путей. 4 пути хвостовой горловины предназначены для перестановки составов в парк отправления «Буки» — 10 путей. Чётная система Прием поездов с Юга, Запада, Новосибирска — Главного осуществляется в парк «Глаголь», который имеет 6 путей. Также в четную систему входит сортировочный парк «Веди» — 24 пути (4 пучка по 6 путей) и парк отправления «Добро» — 8 путей. Посты ЭЦ На станции предусмотрены два объединенных поста ЭЦ. В нечетной системе расположены: Дежурный по станции восточного поста, Дежурный по горке и оператор горки нечетной системы, Маневровые диспетчеры двух систем. В четной системе находится второй пост, в нем расположены: Дежурные по станции Западного, Южного, Центрального постов, дежурный по горке и оператор горки четной системы. Сортировочные горки На станции имеются две сортировочных горки с автоматической горочной централизацией ГАЦ МН. · Нечётная горка Имеет 3 пути надвига, 2 пути роспуска 4 тормозных позиции. Горка большой мощности, оборудована системой КСАУ СП — комплексной системой автоматизированного управления сортировочным процессом. · Чётная горка Имеет 2 пути надвига, 1 путь роспуска, 3 тормозных позиции. Оборудована системой КСАУ СП. Скорость роспуска рассчитывается горочным программно-задающим устройством ГПЗУ. Принцип работы горки следующий: состав на горку надвигается локомотивом по пологому подъему, что облегчает расцепку вагонов. Рисунок 2.2 – Стрелочные переводы Развернутая длина 164 путей составляет 182,9 км. Станция обеспечивает вагонопоток в пяти направлениях: Кузбасс, Юг, Запад, Восток, Новосибирск – Главный. Нечётная система Приём поездов с Кузбасса и Востока. Имеет 2 левых главных пути. Парк приема «Зело» — 8 путей, предназначенных для приема поездов поступающих в расформирование. Параллельно парку «Зело» расположен парк «А», предназначенный для приема транзитных поездов, проходящих станцию без переработки. Парк имеет 6 путей. Параллельно ему расположен пассажирский парк «П» — 4 пути. Также в нечетную систему входит сортировочный парк «С», он имеет 6 пучков по 6 путей, всего 36 путей. 4 пути хвостовой горловины предназначены для перестановки составов в парк отправления «Буки» — 10 путей. Чётная система Прием поездов с Юга, Запада, Новосибирска — Главного осуществляется в парк «Глаголь», который имеет 6 путей. Также в четную систему входит сортировочный парк «Веди» — 24 пути (4 пучка по 6 путей) и парк отправления «Добро» — 8 путей. Посты ЭЦ На станции предусмотрены два объединенных поста ЭЦ. В нечетной системе расположены: Дежурный по станции восточного поста, Дежурный по горке и оператор горки нечетной системы, Маневровые диспетчеры двух систем. В четной системе находится второй пост, в нем расположены: Дежурные по станции Западного, Южного, Центрального постов, дежурный по горке и оператор горки четной системы. Сортировочные горки На станции имеются две сортировочных горки с автоматической горочной централизацией ГАЦ МН. · Нечётная горка Имеет 3 пути надвига, 2 пути роспуска 4 тормозных позиции. Горка большой мощности, оборудована системой КСАУ СП — комплексной системой автоматизированного управления сортировочным процессом. · Чётная горка Имеет 2 пути надвига, 1 путь роспуска, 3 тормозных позиции. Оборудована системой КСАУ СП. Скорость роспуска рассчитывается горочным программно-задающим устройством ГПЗУ. Принцип работы горки следующий: состав на горку надвигается локомотивом по пологому подъему, что облегчает расцепку вагонов.  Рисунок 2.3 – Сортировочные горки Спускная часть пути располагается на уклоне, благодаря чему вагоны сами скатываются под действием силы тяжести и распределение их по путям сортировочного парка. Рисунок 2.3 – Сортировочные горки Спускная часть пути располагается на уклоне, благодаря чему вагоны сами скатываются под действием силы тяжести и распределение их по путям сортировочного парка.  Рисунок 2.4 – Распределение вагонов по путям Между скатывающимися вагонами (или отцепами, состоящими из нескольких вагонов одного назначения) образуются интервалы, позволяющие переводить стрелки перед разветвлением путей в соответствии с планом формирования поездов. Рисунок 2.4 – Распределение вагонов по путям Между скатывающимися вагонами (или отцепами, состоящими из нескольких вагонов одного назначения) образуются интервалы, позволяющие переводить стрелки перед разветвлением путей в соответствии с планом формирования поездов. 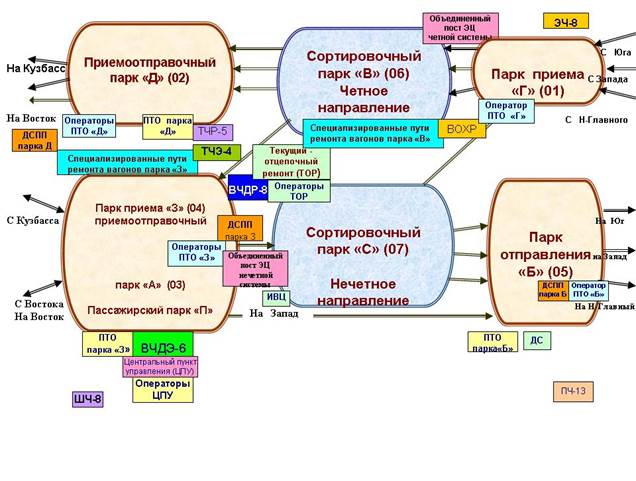 Рисунок 2.5 – Схема управления станцией Для обеспечения безопасности движения ВЧДЭ Инская оснащено приборами безопасности, выявляющими неисправности вагонов в прибывающих поездах сходу, 4-мя автоматизированными диагностическими комплексами измерения колесных пар (АДКИКП), 1-м постом акустического контроля (ПАК), установкой системы контроля вертикальных сил взаимодействия колес с рельсами WILD, 88-ю механизированными комплексами технических средств (КТСМ), 158-ю устройствами контроля схода подвижного состава (УКСПС). Для 3 Ремонт вагонов Основное назначение вагонного хозяйства на станции Инской – обеспечение перевозок пассажиров и грузов исправными вагонами, удовлетворяющими требованиям безопасности движения, при наличии необходимых удобств для пассажиров и сохранности перевозимых грузов. Отсюда вытекают и его главные задачи: поддержание в исправном состоянии пассажирских и грузовых вагонов, подготовка их к перевозкам, обслуживание пассажирских поездов и рефрижераторных вагонов в пути следования. Для бесперебойной эксплуатации вагонного парка и содержания его в исправном состоянии установлена четкая система технического обслуживания и ремонта вагонов. Для грузовых вагонов эта система предусматривает следующее: · техническое обслуживание вагонов, находящихся в сформированных составах или транзитных поездах, и порожних вагонов при подготовке к перевозкам, состоящее в проведении осмотра, ремонтных и профилактических работ без отцепки их от состава или группы вагонов; · текущий ремонт ТР-1 порожних вагонов при комплексной подготовке к перевозкам с отцепкой от состава и подачей на специализированные ремонтные пути; · текущий ремонт ТР-2 вагонов с отцепкой от транзитных и прибывающих в расформирование поездов или от сформированных составов для ликвидации неисправностей, которые невозможно устранить за время стоянки поезда на станции; · деповской ремонт (ДР) вагонов для восстановления их работоспособности с заменой или ремонтом отдельных узлов и деталей; · капитальный ремонт (КР) для восстановления ресурса вагонов, наиболее близкого к полному. Пассажирские вагоны проходят: · техническое обслуживание ТО-1 — перед каждым отправлением в рейс и в поездах в пути следования, ТО-2 — перед началом, летних и зимних перевозок в пунктах формирования пассажирских поездов и ТО-3 — единую техническую ревизию основных узлов — через 6 мес. после постройки, планового ремонта или предыдущей ревизии; · текущий ремонт с отщеплением вагонов от состава в пунктах формирования и оборота поездов или в пути следования с подачей их на специализированные ремонтные пути или в вагонное депо; · ДР — плановый ремонт вагонов с заменой или модернизацией отдельных узлов и деталей; · капитальный ремонт КР-1 для восстановления исправности и ресурса вагонов путем замены или ремонта изношенных и поврежденных узлов и деталей, а также их модернизации и КР-2, при выполнении которого дополнительно снимается часть обшивки кузова для замены теплоизоляции и электропроводки; · капитально-восстановительный ремонт (КВР) с использованием восстановленных существующих конструкций кузовов и тележек, обновлением внутреннего оборудования и созданием современного интерьера. 4 Реальные показатели работы станции Рисунок 2.5 – Схема управления станцией Для обеспечения безопасности движения ВЧДЭ Инская оснащено приборами безопасности, выявляющими неисправности вагонов в прибывающих поездах сходу, 4-мя автоматизированными диагностическими комплексами измерения колесных пар (АДКИКП), 1-м постом акустического контроля (ПАК), установкой системы контроля вертикальных сил взаимодействия колес с рельсами WILD, 88-ю механизированными комплексами технических средств (КТСМ), 158-ю устройствами контроля схода подвижного состава (УКСПС). Для 3 Ремонт вагонов Основное назначение вагонного хозяйства на станции Инской – обеспечение перевозок пассажиров и грузов исправными вагонами, удовлетворяющими требованиям безопасности движения, при наличии необходимых удобств для пассажиров и сохранности перевозимых грузов. Отсюда вытекают и его главные задачи: поддержание в исправном состоянии пассажирских и грузовых вагонов, подготовка их к перевозкам, обслуживание пассажирских поездов и рефрижераторных вагонов в пути следования. Для бесперебойной эксплуатации вагонного парка и содержания его в исправном состоянии установлена четкая система технического обслуживания и ремонта вагонов. Для грузовых вагонов эта система предусматривает следующее: · техническое обслуживание вагонов, находящихся в сформированных составах или транзитных поездах, и порожних вагонов при подготовке к перевозкам, состоящее в проведении осмотра, ремонтных и профилактических работ без отцепки их от состава или группы вагонов; · текущий ремонт ТР-1 порожних вагонов при комплексной подготовке к перевозкам с отцепкой от состава и подачей на специализированные ремонтные пути; · текущий ремонт ТР-2 вагонов с отцепкой от транзитных и прибывающих в расформирование поездов или от сформированных составов для ликвидации неисправностей, которые невозможно устранить за время стоянки поезда на станции; · деповской ремонт (ДР) вагонов для восстановления их работоспособности с заменой или ремонтом отдельных узлов и деталей; · капитальный ремонт (КР) для восстановления ресурса вагонов, наиболее близкого к полному. Пассажирские вагоны проходят: · техническое обслуживание ТО-1 — перед каждым отправлением в рейс и в поездах в пути следования, ТО-2 — перед началом, летних и зимних перевозок в пунктах формирования пассажирских поездов и ТО-3 — единую техническую ревизию основных узлов — через 6 мес. после постройки, планового ремонта или предыдущей ревизии; · текущий ремонт с отщеплением вагонов от состава в пунктах формирования и оборота поездов или в пути следования с подачей их на специализированные ремонтные пути или в вагонное депо; · ДР — плановый ремонт вагонов с заменой или модернизацией отдельных узлов и деталей; · капитальный ремонт КР-1 для восстановления исправности и ресурса вагонов путем замены или ремонта изношенных и поврежденных узлов и деталей, а также их модернизации и КР-2, при выполнении которого дополнительно снимается часть обшивки кузова для замены теплоизоляции и электропроводки; · капитально-восстановительный ремонт (КВР) с использованием восстановленных существующих конструкций кузовов и тележек, обновлением внутреннего оборудования и созданием современного интерьера. 4 Реальные показатели работы станции 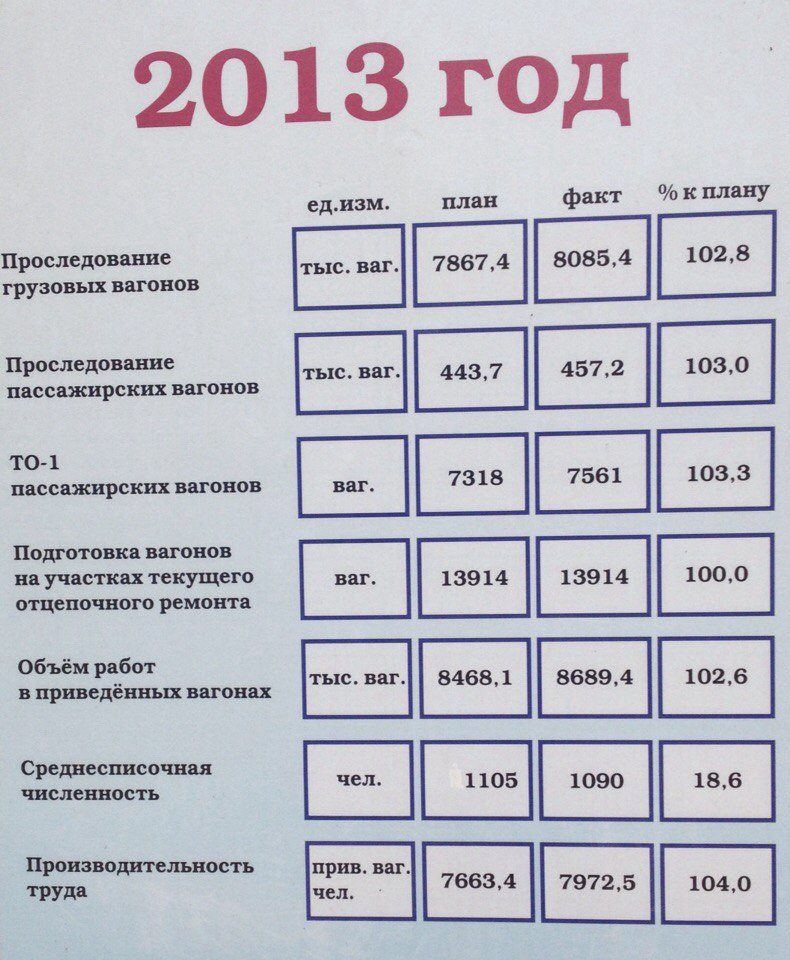 Рисунок 4.1 – Показатели работы станции за 2013 год Рисунок 4.1 – Показатели работы станции за 2013 год 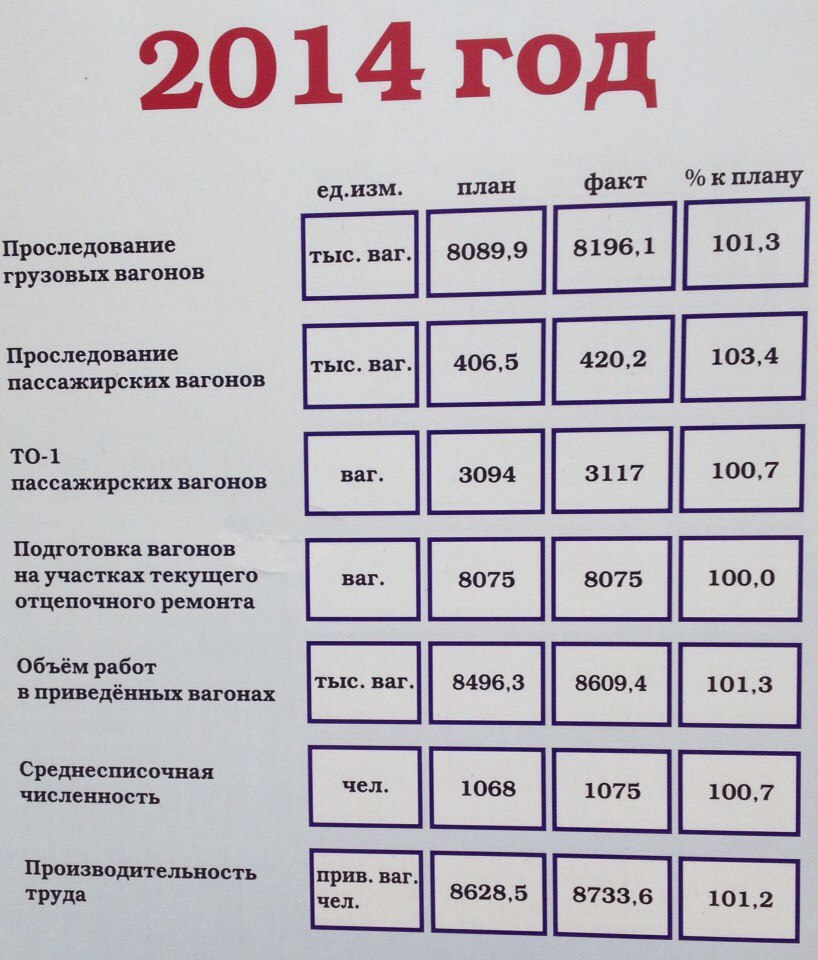 Рисунок 4.2 – Показатели работы станции за 2014 год Рисунок 4.2 – Показатели работы станции за 2014 год 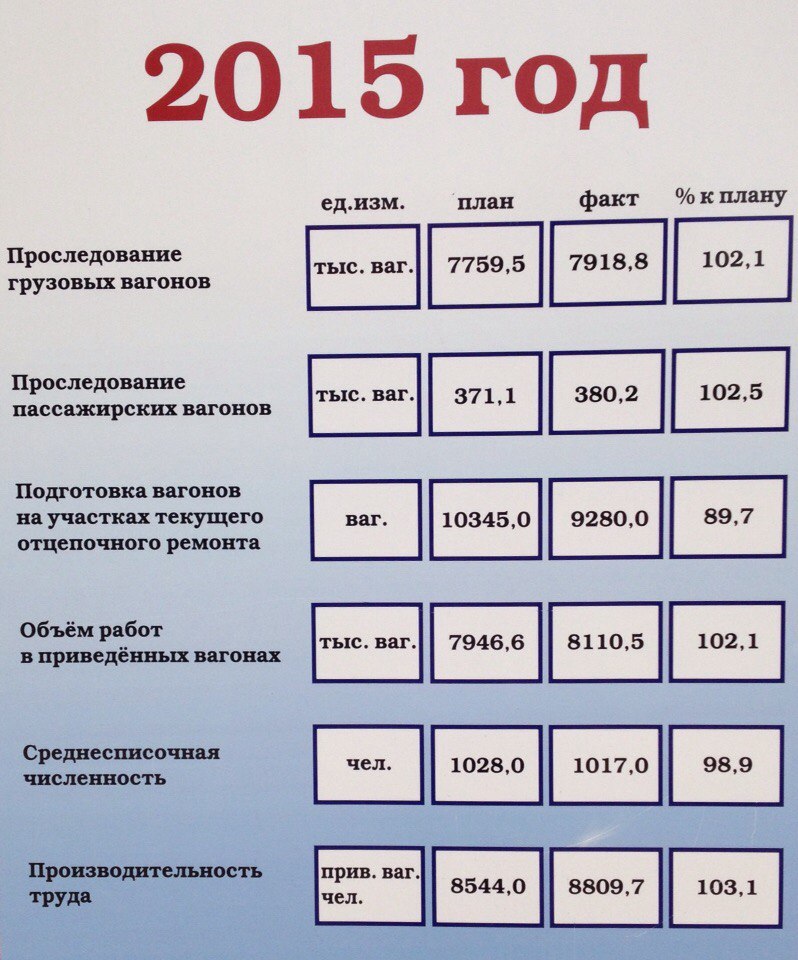 Рисунок 4.3 – Показатели работы станции за 2015 год 5 Конструкции вагонов и тележек Вагоностроительная промышленность выпускает четырех- и восьмиосные полувагоны. Технические требования на них установлены государственным стандартом. В табл. 5.1 приведена техническая характеристика основных моделей полувагонов, находящихся в настоящее время в эксплуатации. Универсальный восьмиосный полувагон модели 12-541 конструкции Уралвагонзавода (см. рис. 5.1) спроектирован по габариту 1-Т и имеет характеристику, указанную в табл. 5.1. Кузов полувагона цельнометаллический с двадцатью двумя разгрузочными люками в полу и двустворчатыми торцовыми дверями. Он состоит из рамы, металлических боковых стен, разгрузочных люков с крышками, образующими пол, и торцовых дверей. Таблица 5.1 – Техническая характеристика полувагонов Рисунок 4.3 – Показатели работы станции за 2015 год 5 Конструкции вагонов и тележек Вагоностроительная промышленность выпускает четырех- и восьмиосные полувагоны. Технические требования на них установлены государственным стандартом. В табл. 5.1 приведена техническая характеристика основных моделей полувагонов, находящихся в настоящее время в эксплуатации. Универсальный восьмиосный полувагон модели 12-541 конструкции Уралвагонзавода (см. рис. 5.1) спроектирован по габариту 1-Т и имеет характеристику, указанную в табл. 5.1. Кузов полувагона цельнометаллический с двадцатью двумя разгрузочными люками в полу и двустворчатыми торцовыми дверями. Он состоит из рамы, металлических боковых стен, разгрузочных люков с крышками, образующими пол, и торцовых дверей. Таблица 5.1 – Техническая характеристика полувагонов 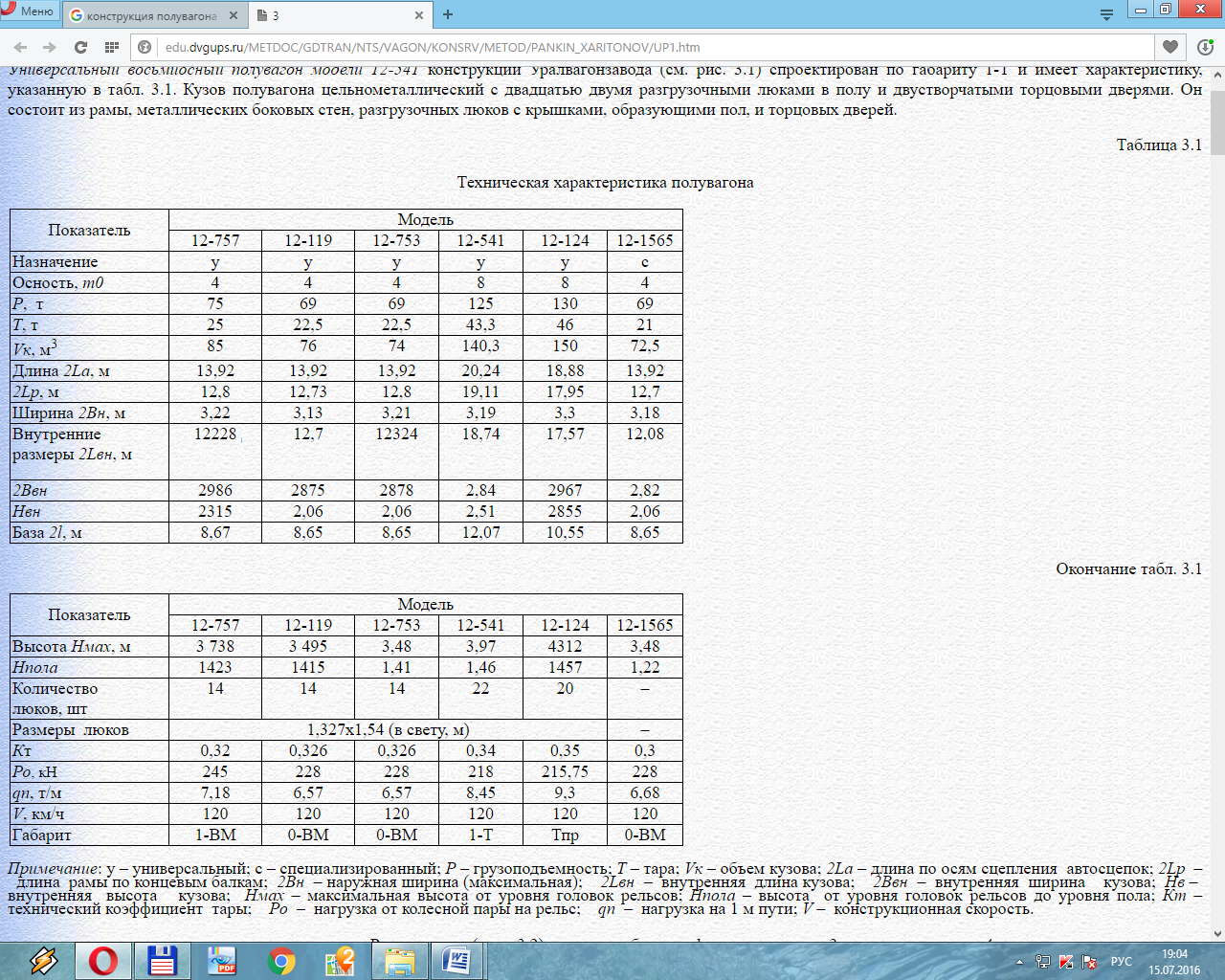 Примечание: у – универсальный; с – специализированный; Р – грузоподъемность; Т – тара; Vк – объем кузова; 2La – длина по осям сцепления автосцепок; 2Lр – длина рамы по концевым балкам; 2Вн – наружная ширина (максимальная); 2Lвн – внутренняя длина кузова; 2Ввн – внутренняя ширина кузова; Нв – внутренняя высота кузова; Нмах – максимальная высота от уровня головок рельсов; Нпола – высота от уровня головок рельсов до уровня пола; Кт – технический коэффициент тары; Ро – нагрузка от колесной пары на рельс; qп – нагрузка на 1 м пути; V – конструкционная скорость. Примечание: у – универсальный; с – специализированный; Р – грузоподъемность; Т – тара; Vк – объем кузова; 2La – длина по осям сцепления автосцепок; 2Lр – длина рамы по концевым балкам; 2Вн – наружная ширина (максимальная); 2Lвн – внутренняя длина кузова; 2Ввн – внутренняя ширина кузова; Нв – внутренняя высота кузова; Нмах – максимальная высота от уровня головок рельсов; Нпола – высота от уровня головок рельсов до уровня пола; Кт – технический коэффициент тары; Ро – нагрузка от колесной пары на рельс; qп – нагрузка на 1 м пути; V – конструкционная скорость.  Рисунок 5.1 – Восьмиосный универсальный полувагон Рама кузова имеет хребтовую, две концевые, две шкворневые и восемь промежуточных поперечных балок. Хребтовая балка сварена из двух Z-образных профилей с локальными усилениями и в месте соединения перекрытых двутавром. На двутавре крепят петли, на которые навешивают крышки разгрузочных люков. В консольной части хребтовой балки установлены передние и задние упоры автосцепки и предохранительные планки. Крышки люков, образующие пол кузова, служат для выгрузки сыпучего груза из вагона при открытом положении. В восьмиосных полувагонах применяются типовые крышки люков, взаимозаменяемые с крышками люков четырех- и шестиосных вагонов. Для облегчения закрытия крышек каждая из них снабжена торсионным устройством. К подкрепляющим элементам крышек относятся: боковые, передняя и средняя балки, а также усиливающая планка. Запор крышки люка состоит из закидки, сектора и планки. Закидка имеет два зуба: при закрытии крышки вначале закидку ставят на нижний зуб, а затем через скобу крышку подтягивают ломом так, чтобы запорные кронштейнызахватывались верхним основным зубом закидки. Сектор служит для фиксации закидки в закрытом положении и предупреждения ее самопроизвольного открывания, а следовательно, крышки люка. Торсион представляет собой упругий стержень с отогнутыми концами. Одним концом он шарнирно закреплен в крышке, а другим соединен с качающимся рычагом, также шарнирно связанным с хребтовой балкой. При открывании запоров крышка под действием массы груза падает вниз и закручивает торсион, в результате чего в нем появляются силы упругости, а на концах – реакции, стремящиеся поднять крышку в горизонтальное положение. После выгрузки эти силы облегчают подъем и закрытие крышки люка. Груз через открытые люки высыпается из кузова по обе стороны самотеком. Кроме того, восьмиосные полувагоны можно разгружать на вагоноопрокидывателях, которыми оснащены крупные потребители перевозимых в них сыпучих грузов. Рама и подкрепляющие элементы кузова изготовлены из низколегированной стали 09Г2Д, а обшивка – из стали 10ХНДП. В эксплуатации используется огромный и весьма разнообразный парк тележек, имеющий многочисленные конструктивные особенности. Таблица 5.2 – Основные технические характеристики тележек грузовых вагонов Рисунок 5.1 – Восьмиосный универсальный полувагон Рама кузова имеет хребтовую, две концевые, две шкворневые и восемь промежуточных поперечных балок. Хребтовая балка сварена из двух Z-образных профилей с локальными усилениями и в месте соединения перекрытых двутавром. На двутавре крепят петли, на которые навешивают крышки разгрузочных люков. В консольной части хребтовой балки установлены передние и задние упоры автосцепки и предохранительные планки. Крышки люков, образующие пол кузова, служат для выгрузки сыпучего груза из вагона при открытом положении. В восьмиосных полувагонах применяются типовые крышки люков, взаимозаменяемые с крышками люков четырех- и шестиосных вагонов. Для облегчения закрытия крышек каждая из них снабжена торсионным устройством. К подкрепляющим элементам крышек относятся: боковые, передняя и средняя балки, а также усиливающая планка. Запор крышки люка состоит из закидки, сектора и планки. Закидка имеет два зуба: при закрытии крышки вначале закидку ставят на нижний зуб, а затем через скобу крышку подтягивают ломом так, чтобы запорные кронштейнызахватывались верхним основным зубом закидки. Сектор служит для фиксации закидки в закрытом положении и предупреждения ее самопроизвольного открывания, а следовательно, крышки люка. Торсион представляет собой упругий стержень с отогнутыми концами. Одним концом он шарнирно закреплен в крышке, а другим соединен с качающимся рычагом, также шарнирно связанным с хребтовой балкой. При открывании запоров крышка под действием массы груза падает вниз и закручивает торсион, в результате чего в нем появляются силы упругости, а на концах – реакции, стремящиеся поднять крышку в горизонтальное положение. После выгрузки эти силы облегчают подъем и закрытие крышки люка. Груз через открытые люки высыпается из кузова по обе стороны самотеком. Кроме того, восьмиосные полувагоны можно разгружать на вагоноопрокидывателях, которыми оснащены крупные потребители перевозимых в них сыпучих грузов. Рама и подкрепляющие элементы кузова изготовлены из низколегированной стали 09Г2Д, а обшивка – из стали 10ХНДП. В эксплуатации используется огромный и весьма разнообразный парк тележек, имеющий многочисленные конструктивные особенности. Таблица 5.2 – Основные технические характеристики тележек грузовых вагонов
Основной тип тележки, эксплуатируемой под грузовыми вагонами – двухосная с литыми боковыми рамами типа ЦНИИ-ХЗ (модель 18-100) (ЦНИИ – прежнее название ВНИИЖТ, разработавшего данную конструкцию, Х – первая буква фамилии автора Ханина, 3 – третий вариант). Данная тележка имеет достаточную прочность и надежность в эксплуатации. Источник |