Технологический процесс ремонта тележек
Ремонт тележек производится по способу замены неисправных узлов и деталей вагонов на новые соответствующего типа или отремонтированные, отвечающие требованиям конструкционных документов, техническим условиям и характеристикам данного типа тележек.
Ремонт тележек производится в тележечном участке деповского ремонта на 6 позициях поточно-механизированной линии и имеет в своем составе следующие производственные участки:
— позиции ремонта тележек;
— участок магнитного испытания и испытания на растяжение деталей
— участок комплектовки пружин и испытания рессор;
— участок ремонта и комплектовки рычажных передач;
— участок ремонта и комплектовки подвесок тормозных башмаков с башмаками и колодками.
На листе 3 графической части проекта приведен план тележечного участка с размещением технологического оборудования.
В вагоносборочном цехе слесарь подвижного состава отсоединяет тормозные тяги, затем вынимает шкворень и производит подъемку вагонов домкратами. Убираются тормозные башмаки из-под тележки, тележки выкатываются из-под вагона, отсоединяются горизонтальные тяги тележек.
Слесарь по ремонту электрооборудования отсоединяет провода от клеммой коробки и вывертывает из букс датчики контроля температуры и заземляющие перемычки.
Тележку мостовым кран подают на первую позицию ремонта тележек.
Позиция оборудована приямками с крышками, которые открываются и закрываются автоматически, а так же гайковертами и пневмотолкателем тележек. На первой позиции выбивают шпинтоны из нижней части тележки, отворачивают гайковертами гайки шпинтонов и гайки предохранительных болтов центрального подвешивания тележек КВЗ-ЦНИИ.
Обмывку тележек производят 3% раствором каустической соды, подогретым до 70-80°С. Продолжительность обмывки тележки составляет 13 минут. После обмывки тележка при выходе из моечной машины, обдувается сжатым воздухом. Общее время обмывки и обдувки составляет 15 мин.
Подготовленные к ремонту и обмытые тележки транспортным тяговым устройством через поворотный круг для тележек поступают в транспортный коридор на позиции накопления.
Из транспортного коридора при помощи транспортировочного устройства через поворотный круг тележки поочередно поступают на III ремонтную позицию.
На III позиции производят следующие работы: у тележек всех типов, кроме ЦМВ снимают гасители колебаний и поводки. После чего кран-балкой поднимают тележку и выкатывают колесные пары. С колесных пар снимают комплект пружин с фрикционными гасителями колебаний, устанавливают комплекты на специальные захваты и подают на участок комплектовки пружин. Колесные пары с буксами кран-балкой устанавливают на путь, идущий в колесный цех и направляют их для производства полной или промежуточной ревизии.
Раму тележки кран-балкой подают на IV или IVa позиции. Устанавливают на специальный стенд для разборки, тележки закрепляют шкворнями.
На IV или IVa позициях у тележек КВЗ-5, КВЗ-ЦНИИ-I типа, II типа, КВЗ-ЦНИИ-М при помощи специального стенда производят сжатие центрального рессорного подвешивания тележек, снятие серег, тяги и валиков.
Серьги, тяги и валики подают на участок магнитного испытания и испытания на растяжение. После чего при помощи стенда распускают центральное подвешивание, выкатывают вручную поддон с пружинами на специальной тележке стенда из-под рамы тележки.
Пружины центрального рессорного подвешивания снимают с поддонов, осматривают, изломанные заменяют при необходимости сменяют шпинтоны, раму тележки с позиции IV или IVa подают на кантователь рам тележек кран-балкой с помощью захватного приспособления, оставляя при этом надрессор-ную балку на стенде.
На кантователе производят осмотр и ремонт рамы тележки (сварочные работы, смену шпинтонов на раме тележки, измерением расстояний между шпинтонами вдоль рамы тележки и измерением расстояний межшпинтонного пространства вдоль, поперек оси тележки и по диагоналям.)
Допускается производить смену шпинтонов на IV или IVa позициях, после чего подавать раму тележки на кантователь для производства замеров. С кантователя отремонтированную раму тележки кран-балкой в обратном порядке устанавливают на надрессорную балку тележки (IV или IVa позиции) и производя сборку центрального рессорного подвешивания. При помощи стенда сжимают центральное рессорное подвешивание и производят его сборку, т. е. Постановку тяг, валиков, серег.
На IV или IVa позициях у тележек ЦМВ снимают перекладину и предохранительную скобу надрессорной балки. С помощью захватного приспособления кран-балкой вынимают надрессорную балку и устанавливают на кантватель для ремонта. Кран-балкой с помощью захватного приспособления вынимают элептическую рессору и направляют на участок испытания.
После чего производят разборку центрального рессорного подвешивания. Люлечные балки, подвески и валики подают на участок магнитного испытания на растяжение при помощи кран-балки. Затем производят сборку центрального рессорного подвешивания, постановку перекладины и предохранительной скобы.
На IV или IVa позициях с тележек всех типов снимают траверсы, подвески с башмаками и колодками.
При помощи различных захватных приспособлений подают траверсы на испытание на растяжение, а подвески с башмаками и колодками на участок разборки и ремонта. Производят замену комплектов рычажных передач на заранее отремонтированные, а так же постановку траверс и подвесок с башмаками и колодками.
Разрешается ремонт рычажной передачи тележки производить непосредственно на тележках без подачи на специальную позицию.
На позиции V производят сборку буксового подвешивания и подкатку колесных пар. При подкатке колесных пар тележки переставляют кран-балкой с IV и IVa позициях и устанавливают на заранее подготовленные колесные пары, установленные на позиции V. шпинтонами вдоль рамы тележки и измерением расстояний межшпинтонного пространства вдоль, поперек оси тележки и по диагоналям.)
Допускается производить смену шпинтонов на IV или IVa позициях, после чего подавать раму тележки на кантователь для производства замеров. С кантователя отремонтированную раму тележки кран-балкой в обратном порядке устанавливают на надрессорную балку тележки (IV или IVa позиции) и производя! сборку центрального рессорного подвешивания. При помощи стенда сжимают центральное рессорное подвешивание и производят его сборку, т. е. Постановку тяг, валиков, серег.
На IV или IVa позициях у тележек ЦМВ снимают перекладину и предохранительную скобу надрессорной балки. С помощью захватного приспособления кран-балкой вынимают надрессорную балку и устанавливают на кантователь для ремонта. Кран-балкой с помощью захватного приспособления вынимают элептическую рессору и направляют на участок испытания.
После чего производят разборку центрального рессорного подвешивания. Люлечные балки, подвески и валики подают на участок магнитного испытания на растяжение при помощи кран-балки. Затем производят сборку центрального рессорного подвешивания, постановку перекладины и предохранительной скобы.
На IV или IVa позициях с тележек всех типов снимают траверсы, подвески с башмаками и колодками.
При помощи различных захватных приспособлений подают траверсы на испытание на растяжение, а подвески с башмаками и колодками на участок разборки и ремонта. Производят замену комплектов рычажных передач на заранее отремонтированные, а так же постановку траверс и подвесок с башмаками и колодками.
Разрешается ремонт рычажной передачи тележки производить непосредственно на тележках без подачи на специальную позицию.
На позиции V производят сборку буксового подвешивания и подкатку колесных пар. При подкатке колесных пар тележки переставляют кран-балкой с IV и IVa позициях и устанавливают на заранее подготовленные колесные пары, установленные на позиции V
На V позиции на тележки устанавливают так же поводки, гасители колебаний, датчики контроля температуры букс и заземляющие перемычки, устанавливают редуктор привода ТРКП.
Затем тележку при помощи лебедки через поворотный круг перемещают на VI позицию.
VI позиция оборудована приямками с закрывающимися автоматическими крышками и гайковертами.
На позиции производят, при помощи гайковертов, закручивание гаек шпинтонов, гаек предохранительных болтов и постановку шпинтонов.
После окончания ремонта тележка выкатывается в вагоносборочный цех и мостовым краном устанавливается на второй путь для подкатки под вагон.
Источник
Структура депо и основных производственных участков для ремонта грузовых вагонов
На рисунке — 3.29 приведена схема (план) главного корпуса депо для ремонта грузовых вагонов (полувагонов). Вагоносборочный участок расположен посередине. С обеих сторон от него размещены специализированные участки ремонта узлов. Ниже рассмотрены схемы основных производственных участков грузового вагонного депо.
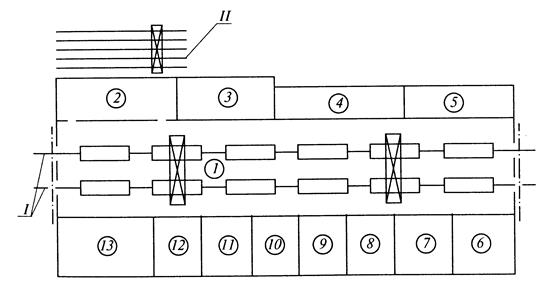
Рисунок — 3.29. Схема (план) главного производственного корпуса депо для ремонта грузовых вагонов (полувагонов):
пути: I — ремонтные; II — колесного парка;
помещения производственных участков и отделений: 1 — вагоносборочный; 2 — тележечный; 3 — колесный; 4 — роликовых подшипников; 5 — служебно-бытовые помещения; 6 — деревообделочное; 7 — инструментальная; 8 — обменная кладовая; 9 — механическое; 10 — контрольный пункт автосцепки; 11 — сварочное; 12 — кузнечное; 13 — ремонта крышек люков
Вагоносборочный участок предназначен для проведения разборочных, ремонтно-сборочных и малярных работ на вагоне. Вагоны подают в ремонт после очистки и промывки (в зимнее время необходимо перед постановкой в ремонт очистить вагоны от снега). В некоторых грузовых депо имеются установки (камеры) для обмывки вагонов (как правило, промывка грузовых вагонов не производится). Цистерны промывают и дегазируют котлы на промывочно-пропарочных станциях.
Специальные цистерны промывают на предприятиях — собственниках цистерн.
Вагоносборочные участки оснащены мостовыми кранами, электрогазосварочным оборудованием, а в некоторых депо — вагоноремонтными машинами, кантователями кузова, подъемными площадками, качающимися стационарными опорами.
В случае поточного способа ремонта вагонов в состав вагоно-сборочного участка включается приводная станция конвейера и станция холостого хода конвейера.
Участок ремонта тележек (рисунок — 3.30) состоит из двух поточно-конвейерных линий, каждая из которых имеет 4 позиции: обмывки, разборки, проверки технического состояния несущих деталей тележки (боковых рам и надрессорных балок); сборки.
В случае стационарного способа ремонта вагонов на участке предусмотрены позиции для накопления отремонтированных тележек без колесных пар. Участок ремонта тележек, выполненный по этой схеме, предназначен для использования при поточном способе ремонта вагонов с тактом конвейера вагоносборочного участка 1,5-2 ч.
Рисунок — 3.30. Схема (план) участка ремонта тележек грузовых вагонов:
1 — машины для обмывки колесных пар; 2 — то же тележек; 3 — стенд ремонта и испытания триангелей и проверки деталей рычажных передач; 4 — позиции накопления отремонтированных тележек без колесных пар; 5 — кабины для сварки и наплавки деталей; П1 — П4 — позиции поточно-конвейерной линии ремонта тележек
Участок ремонта колесных пар предназначен для ремонта колесных пар без смены элементов: полное и обыкновенное освидетельствование, обточка колес. Техническое оснащение участка: два-три колесно-токарных станка, дефектоскопы и кран-балки.
Участок ремонта колесных пар имеет колесный парк, включающий рабочий и запасной парки, парк хранения отремонтированных колесных пар и площадку для хранения стружки.
На участке ремонта колесных пар целесообразно размещать поточную линию обыкновенного освидетельствования колесных пар, включающую пять позиций, в том числе стенд для виброакустической диагностики подшипников.
Участок ремонта букс служит для производства полной ревизии букс и включает три-четыре отделения: демонтажное; ремонтно-комплектовочное (или комплектовочное и ремонта подшипников); монтажное. На этом участке может быть также размещена поточная линия или стенд промежуточной ревизии букс (обыкновенного освидетельствования колесных пар). В связи с тем что почти все вагонные депо были построены до перевода вагонов на роликовые подшипники, участки ремонта букс с роликовыми подшипниками размещены в приспособленных для этой цели помещениях или в помещениях, построенных в процессе реконструкции депо. Поэтому используются различные схемы размещения отделений этого участка. На рисунке 3.31 приведена схема, удачно реализующая принятую технологию полной ревизии букс.
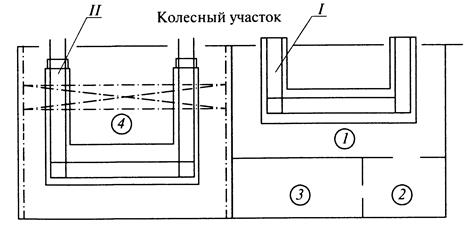
Рисунок — 3.31. Схема размещения отделений участка ремонта букс:
отделения: 1 — демонтажное; 2 — ремонта подшипников; 3 — комплектовочное; 4 — монтажное; стенды: I — демонтажа; II — монтажа
В случае размещения отделений по приведенной схеме производят демонтаж букс поточным методом, монтаж же возможен как стационарным, так и поточным методом. Для оснащения участка используют типовое оборудование. Демонтажный и монтажный стенды подняты над уровнем пола на 0,4 м.
Ремонтно-комплектовочный участок предназначен для ремонта деталей вагонов, комплектования и проверки узлов с целью обеспечения ремонта вагонов по принципу замены неисправных узлов заранее отремонтированными. В состав ремонтно-комплектовочного участка входят отделения: ремонта автосцепного оборудования; электросварочное; слесарно-механическое; кузнечно-пружинное; ремонта крышек люков полувагонов.
Ниже рассмотрены основные отделения, входящие в состав ремонтно-комплектовочного участка.
Контрольный пункт (отделение) автосцепки (КПА). Используется несколько видов организации производства, определяющих план помещения, выбор и размещение технологического оборудования:
— стационарный метод ремонта с применением кассет для
корпусов;
— метод с применением подвижных кассет для корпусов;
— поточный метод с транспортировкой корпусов по подвесному монорельсу;
— поточно-конвейерная линия кольцевого типа (тележки, перемещающиеся по рельсам);
— стенды карусельного типа для ремонта корпусов и тяговых
хомутов.
Схемы размещения оборудования и планы КПА приведены в литературе по технологии ремонта вагонов и по автосцепному устройству.
На рисунке — 3.32. показана схема КПА с использованием стендов карусельного типа.
Рисунок — 3.32. Схема (план) контрольного пункта (отделения) автосцепки с использованием стендов карусельного типа:
помещения: I — правки корпусов автосцепки и предохранителей; II — сварочная кабина;
оборудование: 1 — стол для проверки клиньев и упорных плит; 2 — оборудование для проверки поглощающих аппаратов; 3 — манипулятор с дефектоскопом; 4 — консольно-поворотные краны; 5 — транспортеры; 6 — стенд для наплавки корпусов; 7 — установка для наплавки контура зацепления; 8 — станки для механической обработки деталей; 9 — стенд для сборки; 10 — стенд карусельного типа для разборки корпусов; 11 — моечная машина
Отделение для ремонта крышек люков полувагонов связано с вагоносборочным участком и при поточной организации производства должно быть размещено вблизи соответствующей позиции поточной линии (рисунок — 3.33).
Транспортировка крышек из сборочного участка и обратно осуществляется с помощью Электрокаров и электропогрузчиков.
По аналогичной схеме может быть оборудовано отделение для ремонта бортов платформ или крышек люков хопперов.
Участок ремонта и изготовления деталей из пиломатериалов служит для сушки и обработки пиломатериалов для нужд депо. Ремонт и сборку деревянных конструкций производят в помещении этого участка или непосредственно на кузове вагона. Склад пиломатериалов размещают у транспортных путей с соблюдением требований противопожарной безопасности. Для сушки используют высокотемпературные камеры. Подогрев осуществляется паром. Для обработки пиломатериалов используют стандартное деревообрабатывающее оборудование.
Рисунок — 3.33. Схема (план) отделения по ремонту крышек люков полувагонов: 1, 7 — места складирования неисправных и исправных крышек; 2 — пресс для правки крышек люков; 3 — транспортер (рольганг); 4 — стенд для сварочных работ; 5 — стенд приклепки петель; 6 — стенд для проверки отремонтированных крышек; 8 — кран-балка
Источник