Слесарно механический способ ремонта деталей
К слесарно-механическим способам относится восстановление деталей методом ремонтных размеров и применением дополнительных деталей. Сущность метода ремонтных размеров заключается в том, что изношенной поверхности одной из сопрягаемых деталей, обычно более сложной и дорогой, придается правильная геометрическая форма и требуемый чертежом класс шероховатости. Первоначальный размер при этом изменится: он станет меньшим (для шейки вала) или большим (для отверстия). Вторую деталь, сопряженную с первой, обычно менее сложную, заменяют новой или восстановленной с измененными размерами. Сопряжению возвращается первоначальная посадка, но сопрягаемые поверхности будут иметь при этом размеры, отличные от номинальных.
Ремонтные размеры делятся на категорийные и пригоночные. При применении категорийных ремонтных размеров шейка вала подвергается механической обработке до заранее установленного определенного размера и сопрягается с вкладышем, изготовленным под этот размер шейки вала, чем исключается необходимость в выполнении подгоночных работ.
При обработке под пригоночный размер с изношенной поверхности детали удаляют слой металла, необходимый для придания этой поверхности правильной геометрической формы. Сопрягаемая деталь после этого изготовляется «по месту». Наименьшая потеря металла увеличивает срок ее службы по сравнению с деталью, восстановленной на категорийный ремонтный размер, но при этом деталь теряет взаимозаменяемость. Поэтому категорийные ремонтные размеры предпочтительнее, так как сохранение взаимозаменяемости деталей сокращает продолжительность и снижает стоимость ремонта. Категорийные ремонтные размеры применяют при восстановлении шеек коленчатых валов, цилиндров блока двигателей, пальцев поршней и многих других деталей. Пригоночные ремонтные размеры применяют лишь в единичном ремонтном производстве.
Рекламные предложения на основе ваших интересов:
Последний ремонтный размер устанавливают в пределах, обеспечивающих сохранение прочности детали и требуемой глубины упрочненного поверхностного слоя металла.
Метод дополнительных деталей (компенсаторов) применяется для деталей сложной формы с большим числом рабочих поверхностей, когда износу или повреждению подвержена не вся деталь, а лишь часть ее. В этом случае изношенный или поврежденный элемент детали удаляют, а вместо него устанавливают дополнительную деталь (компенсатор), в результате чего восстанавливается первоначальная форма и размер детали.
В качестве компенсаторов используют втулки, гильзы, стаканы, кольца, диски, зубчатые вставки и другие детали, которые, как правило, изготовляют из того же материала, что и восстанавливаемая деталь. Для чугунных деталей втулки могут быть изготовлены из стали. Наименьшая толщина стенки компенсатора 2,5—3 мм.
Рис. 41. Схема определения ремонтных размеров
Рис. 42. Восстановление деталей с помощью компенсаторов
При сопряжении основной и дополнительной деталей с зазором рабочей поверхности последней придается чертежный размер и шероховатость, что исключает необходимость в последующей механической обработке.
Источник
Восстановление деталей слесарно-механической обработкой
Слесарно-механическая обработка подразделяется на слесарную и механическую. Слесарные работы обычно дополняют или завершают механическую обработку восстанавливаемых деталей. Их применяют также при подготовке деталей к восстановлению другими способами, например сварке, пайке, склеиванию и т. д. К слесарным работам относятся опиловка, развертывание, зенкерование отверстий, сверление, прогонка и нарезание резьбы, шабрение, притирка, доводка до более полного прилегания.
Способы ремонта поверхностей слесарной обработкой
К таким способам относятся опиливание, шабрение, притирка, развертывание и др. Обработка напильником обеспечивает шероховатость поверхности 20 мкм и применяется при работах, не требующих высокой точности.
Шабрением достигается шероховатость поверхности 0,32 мкм. Шабрение применяют при ремонте подшипников скольжения и некоторых других деталей компрессоров. Это технология высокоточного выравнивания поверхности детали из металла с помощью специального режущего инструмента – шабера.
Притирка пастами обеспечивает шероховатость поверхности 0,02 мкм и точность 5…7 квалитетов. Притирка находит широкое применение при ремонте деталей рабочих клапанов, сальников, запорной арматуры.
Развертывание применяют для чистовой обработки отверстий, например отверстий в бобышках поршня. Развертывание обеспечивает точность 7…9 квалитетов и шероховатость поверхностей 0,16 мкм. Это чистовая обработка поверхностей, когда достигается высокая точность. Развертывание осуществляется с помощью развертки (рис. 1).Высокое качество обработки обеспечивается тем, что развертка имеет большое число режущих кромок и снимает малый припуск.

Рис. 1. Развертка – режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания
Механическая обработка применяется как самостоятельный способ восстановления деталей, а также в качестве операций, связанных с подготовкой или окончательной обработкой при восстановлении другими способами. Механическая обработка связана с выбором инструмента и режима обработки. При механической обработке восстанавливаемых деталей необходимо обеспечивать требуемую шероховатость, точность размеров формы и взаимного расположения рабочих поверхностей. Точность взаимного расположения поверхностей на детали зависит от правильного выбора технологической базы при её обработке. Технологическая (обработочная) база – это поверхности на детали, которые определяют положение детали в приспособлении относительно режущего инструмента. В качестве технологической базы рекомендуются поверхности, которые использовались при изготовлении этой детали.
Сущность слесарно-механической обработки заключается в восстановлении правильной геометрической формы и поверхностных свойств деталей, а также обеспечении их первоначальной посадки.
Слесарно-механическую обработку как способ восстановления деталей можно разделить на следующие виды:
- штифтовка;
- постановка заплат;
- шлифование и притирка;
- восстановление деталей под ремонтный размер;
- постановка дополнительной детали.
Штифтовка применяется для заделки трещин длиной менее 30 мм. Ремонт деталей штифтовкой заключается в заделке трещин в неответственных местах путем постановки на всей длине трещины штифтов из красной меди или латуни с последующей их расчеканкой и поверхностным лужением.
- определить границы трещины (мел и керосин);
- засверлить концы трещины, нарезать резьбу и ввернуть штифты из красной меди или латуни;
- просверлить отверстие на расстоянии 9…10 мм от оси первого отверстия, просверленного в конце трещины, и ввернуть штифт;
- просверлить отверстие между штифтами так, чтобы оно захватило 1/3 части одного и другого штифта, и поставить штифты вдоль всей трещины. Штифты должны выступать над поверхностью металла на 0,1…0,2 мм;
- расчеканить выступающие концы штифтов и пропаять мягким припоем.
Постановкой заплат восстанавливаются картеры агрегатов автомобилей, имеющих пробоины и трещины. Заплаты устанавливаются следующими способами:
- на винтах;
- на заклепках;
- приваркой;
- приклеиванием.
Шлифование и притирка. Шлифование – обработка поверхности материала с помощью режущего инструмента или абразивного материала. Этот способ наиболее часто применяется при ремонте сопряжения седло – клапан. Для седел выпускного клапана применяют конусные абразивы под углом 30° (относительно горизонтальной оси), для выпускного клапана – 45°. Ремонт рабочих фасок седел клапанов производят шлифованием специальными абразивными камнями. Притирка является завершающей операцией при восстановлении герметичности клапанов.
- перед исправлением седла клапана следует проверить состояние направляющей клапана;
- ширина рабочей фаски клапана не менее 2,5…3,0 мм.
Восстановление изделий способом дополнительных деталей применяется в том случае, когда необходимо восстановить и характер посадки, и первоначальные размеры деталей. Сущность состоит в том, что изношенная поверхность обрабатывается под больший или меньший размер и в основную деталь устанавливается дополнительная деталь (ввертыш, втулка и т. д.). Этим способом восстанавливаются как круглые, так и плоские детали. Для восстановления плоских поверхностей применяются пластины, диски, кольца. Для восстановления резьбовых отверстий используются ввертыши. Например, если износилась резьба в отверстии для свечи на головке блока цилиндров, то это отверстие рассверливают под больший размер, нарезают в нем резьбу, а затем вворачивают специально подготовленную втулку с внутренней резьбой, соответствующей резьбе свечи зажигания.
Источник
Слесарно-механические способы восстановления деталей
Слесарные работы применяют при ремонте автомобилей как самостоятельный техпроцесс восстановления деталей и как сопутствующий техпроцесс при других способах восстановления. К слесарным работам относят: опиловка, сверление, шабрение, нарезание и прогонка резьбы, развертывание и зенкование отверстий притирка, разделка кромок зубилом или клесмессером.
Самостоятельно слесарные работы применяют для восстановления резьбовых отверстий в корпусных деталях, подгонка сопряженных деталей подвижных и неподвижных соединений шабрением и притиркой и т.д.
При механической обработке деталей при их восстановлении возникают значительные трудности из-за высокой твердости обрабатываемых поверхностей, а иногда больших припусков на обработку и их неравномерностью, неоднородностью способов наплавленного слоя, шлаковыми и другими включениями, что существенно ухудшает условия работы режущего инструмента. При механической обработке восстанавливаемых деталей необходимо обеспечить получение требуемой шероховатости, точности формы и размеров, взаимного расположения поверхностей и осей. Точность взаимного расположения рабочих поверхностей зависит от правильности выбора технологической базы. При восстановлении деталей в качестве технологических баз выбирают те поверхности, которые были технологическими базами при их изготовлении. Если технологические базы повреждены, то мехобработку начинают с восстановления этих баз. В качестве промежуточной базы берут поверхности детали, которые при изготовлении детали были обработаны при одной установке с восстанавливаемой технологической базой.
Механическая обработка на АРП применяется как самостоятельный способ восстановления деталей, а также совмещается с другими способами восстановления деталей.
При совмещении с другими способами восстановления механическая обработка применяется при подготовке деталей к восстановлению с целью придания правильной геометрической формы и необходимой шероховатости поверхности, для окончательной обработки деталей после наплавки, напыления, нанесения гальванических покрытий т.д.
К самостоятельным способам устранения дефектов деталей относятся:
а) обработка под ремонтные размеры;
б) постановка дополнительной ремонтной детали.
При восстановлении деталей применяются следующие виды мехнической обработки: токарная, сверлильная расточная, фрезерная, шлифовальная, хопинговальния, полировальная и другие.
Выбор метода и режима механической обработки восстанавливаемой детали осложняется следующими факторами:
— высокой твердостью обрабатываемых поверхностей, т.к. при изготовлении они подвергались упрочнению;
— неравномерностью распределения припусков на обрабатываемых поверхностях;
— специфическими физико-механическими свойствами покрытий, нанесенных для компенсации износа;
— неоднородностью физико-механических свойств на различных участках восстанавливаемых поверхностей;
— крушением технологических баз завода-изготовителя;
— необходимостью обработки одной или нескольких поверхностей без воздействия на другие.
а) Восстановление деталей обработкой под ремонтный размер
Механической обработкой под ремонтный размер восстанавливают детали сопряженных пар соединений типа «вал-втулка», «поршень-цилиндр» и др. У детали, наиболее дорогостоящей, механической обработкой устраняют неравномерный износ под ремонтный размер, а менее дорогостоящую деталь заменяют на новую с измененным ремонтным размером, Обработкой под ремонтный размер восстанавливают геометрическую форму и точность размеров, требуемую шероховатость и механические свойства рабочих поверхностей.
Различают ремонтные размеры регламентируемые и не регламентируемые.
Нерегламентируемые ремонтные размеры при восстановлении деталей учитывают припуски на пригонку деталей по месту. В этом случае ремонтируемую деталь обрабатывают лишь для получения правильной геометрической формы, требуемой шероховатости и герметичности соединения. Например, обработка рабочей фаски седла в головке цилиндров лишь до устранения следов износа путем притирки клапана.
Регламентируемые ремонтные размеры деталей и допуски на них устанавливает завод-изготовитель. Детали, подлежащие замене при восстановлении, ремонтных размеров выпускает промышленность (пальцы, поршни, кольца, вкладыши и т.д.).
Детали могут иметь несколько ремонтных размеров. Их количество и величина зависят от следующих факторов:
— от величины износа детали за межремонтный пробег автомобиля;
— от припуска на обработку;
— от запаса прочности материала деталей.
При регламентируемом ремонте наиболее дорогостоящая деталь обрабатывается под один из ремонтных размеров.
Первый ремонтный размер Др1 можно определить по формуле (“+” для вала, “-“ для отверстия):
 (12.1)
(12.1)
где  — номинальный размер вала или отверстия;
— номинальный размер вала или отверстия;
 — максимальный односторонний износ;
— максимальный односторонний износ;
 — минимальный односторонний припуск на механическую обработку.
— минимальный односторонний припуск на механическую обработку. 
Определить величину одностороннего неравномерного износа можно только одноконтактным прибором (например, индикатором). На практике же валы и отверстия обычно измеряют двухконтактным инструментом (микрометр, штангенциркуль, нугрометр и т.д.), поэтому в расчеты вводят коэффициент неравномерности износа, 
 (12.2)
(12.2)
где  — износ на диаметр.
— износ на диаметр.
 , (12.3.)
, (12.3.)
где  — межремонтный интервал.
— межремонтный интервал.
Диаметр n-го ремонтного размера равен:
 (12.4)
(12.4)
Количество ремонтных размеров определяется:
для вала —  (12.5)
(12.5)
для отверстия —  , (12.6)
, (12.6)
где Dmin и D max — минимально допустимый размер для вала и максимально допустимый для отверстия соответственно, которые определяются из условия прочности или толщины термообработанного слоя.
— Простота техпроцесса и применяемого оборудования.
— Высокая экономическая эффективность.
— Сохранение полной взаимозаменяемости в пределах определенного ремонтного размера.
— Увеличение срока службы сложных и дорогостоящих деталей.
— Увеличение номенклатуры запчастей, поставляемых промышленностью.
— Усложнение комплектации деталей, сборки узлов и хранения деталей.
— Снижение износостойкости некоторых деталей после снятия поверхностного слоя.
б) Восстановление деталей постановкой дополнительной ремонтной детали
Дополнительные ремонтные детали (ДРД) применяют для компенсации износа рабочих поверхностей, а так же при замене изношенной или поврежденной части детали. В первом случае ДРД устанавливают непосредственно на изношенную поверхность детали (посадочные отверстия под подшипники качения и скольжения в корпусных деталях ступицах колес, посадочные поверхности валов, изношенные резьбы и т.д.).
В зависимости от вида восстанавливаемой детали ДРД может иметь форму гильзы, кольца, шайбы, пластины, резьбовой втулки (ввертыша) или спирали.
Примерный технологический маршрут восстановления изношенной поверхности детали посредством ДРД следующий:
— механическая обработка изношенной поверхности с целью получения правильной геометрической формы и необходимых размеров под ДРД;
— изготовление ДРД ремонтных размеров, при этом соединение ДРД с поверхностью восстанавливаемой детали должно осуществляться с натягом, а размер восстанавливаемой поверхности больше номинального размера на величину пропуска на механическую обработку;
— запрессовка или напрессовка ДРД на восстанавливаемую поверхность детали;
— иногда для более надежного закрепления ДРД с поверхностью детали применяют дополнительное крепление ее при помощи сварки, пайки, крепления винтом и т.д., которые позволяют обеспечить неподвижность ДРД относительно детали под действием эксплуатационных нагрузок;
— механическая обработка ДРД под номинальный или другой размер согласно ремонтного чертежа.
Материал ДРД обычно соответствует материалу восстанавливаемой детали. Иногда при восстановлении чугунных деталей ДРД изготавливают из стали.
На рис. 12.1 приведены примеры постановки ДРД при восстановлении отверстий.
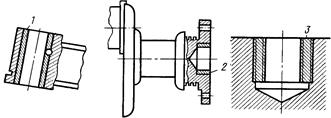
Рис. 12.1 Примеры постановки ДРД:
1 и 2 –втулки; 3 – ввертыш.
Усилие запрессовки ДРД можно определить по формуле:
 , (12.7)
, (12.7)
где F – усилие запрессовки, Н;
 — 0,08…0,1 –коэффициент трения;
— 0,08…0,1 –коэффициент трения;
d — диаметр контактирующих поверхностей, ;
l — длина запрессовки, мм;
 — удельное контактное давление сжатия, кгс/мм 2 .
— удельное контактное давление сжатия, кгс/мм 2 .
Диаметр контактирующих поверхностей определяется:
Для вала :  ;
;
Для отверстия :  ; (12.8)
; (12.8)
где  и
и  соответственно нижнее отклонение диаметра вала и верхнее отклонение диаметра отверстия;
соответственно нижнее отклонение диаметра вала и верхнее отклонение диаметра отверстия;
 — толщина втулки ДРД.
— толщина втулки ДРД.
Минимально допустимая толщина втулки определяется из условия прочности:
 , (12.9)
, (12.9)
где  — запас прочности;
— запас прочности;
P – удельное контактное давление, Па;
IGI – допустимое напряжение, Па ;
Gт — предел текучести для материала ДРД , Па .
К расчетной толщине втулки прибавляется припуск на механическую обработку после ее запрессовки.
Удельное контактное давление Р определяется из уравнения:
 ; (12.10)
; (12.10)
где  — максимальный расчетный натяг, мкм;
— максимальный расчетный натяг, мкм;
С1 и С2 — коэффициенты охватываемой и охватывающей деталей;
Е1 и Е2 — модули упругости материала охватываемой и охватывающей деталей, Па .
Коэфффициенты С1 и С2 можно определить из уравнения:
 ;
;  ; (12.11)
; (12.11)
где d – диаметр контактирующих поверхностей;
d0 – диаметр отверстия охватываемой детали;
D – наружный диаметр охватывающей детали;
 1 и 2 — коэффициенты Пуассона для материала охватываемой и охватывающей детали.
1 и 2 — коэффициенты Пуассона для материала охватываемой и охватывающей детали.
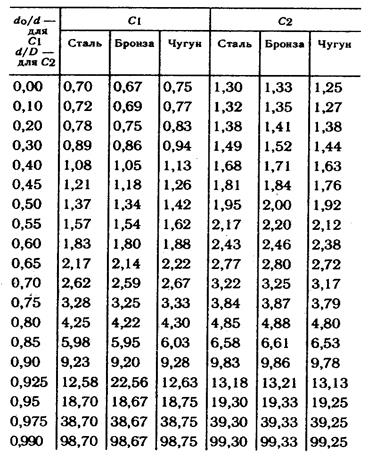
Значение С1 и С 2 , определенные с учетом 1 и 2 , приведены в табл.12.1
Значение коэффициентов С1 и С2
При постановке ДРД с нагревом охватываемой детали температуру нагрева можно определить по эмпирической формуле:
 ;
;
где К – коэффициент, учитывающий частичное охлаждение детали при сборке (К=1,15…1,3);
 — коэффициент линейного расширения материала охватывающей детали,
— коэффициент линейного расширения материала охватывающей детали,  ;
;
d1 – диаметр отверстия охватывающей детали
Если на детали сложной формы изношены отдельные ее поверхности, то можно восстановить полным удалением поврежденной части и постановкой вместо нее заранее изготовленной ДРД (восстановление блока шестерен, кузовов и кабин автомобилей, полуосей и других деталей). Замену части блока шестерни смотри на рис.12.2.
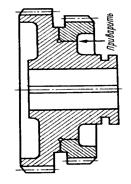
Рис.12.2. Пример применения ДРД для восстановления детали путем замены части детали
Разновидностью способа восстановления деталей постановкой ДРД является пластинирование – способ облицовки рабочих поверхностей деталей тонкими износостойкими легкосменяемыми пластинами. Виды пластинирования приведены на схеме (рис.12.3).
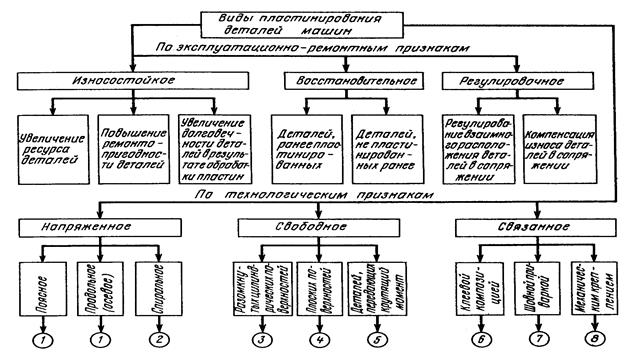
Рис.12.3. Виды технологических методов пластинирования
поверхностей деталей машин
1- внутренние цилиндрические и конические поверхности; 2- внутренние и наружные цилиндрические и конические поверхности; 3 – постели под вкладыши коренных подшипников двигателей внутреннего сгорания (ДВС); направляющие станин металлорежущих станков, опорные плоскости шестерен и сателлитов; 5- пакеты жестких пластин бортовых фрикционов гусеничных машин; 6- внутренние поверхности цилиндрических отверстий; 7- гладкие валы; 8 — направляющие станин металлорежущих станков, упругие пластины в сцеплении колесных машин
Областью применения этого способа является ремонт деталей с интенсивно изнашивающимися поверхностями в виде гладких цилиндрических и конических отверстий, а также плоских поверхностей.
Различают износостойкое (ресурсоувеличивающее), восстановительное и регулировочное пластинирование.
Износостойкое пластинирование, применяют для увеличения ресурса деталей, повышения их ремонтопригодности и для компенсации износов сопряжений.
Восстановительное пластинирование позволяет многократно восстанавливать детали.
Регулировочное пластинирование применяется для получения требуемых зазоров и натягов в сопрягаемых деталях. Регулировочным пластинированием можно также компенсировать износы деталей. По способам установки пластик на рабочую поверхность детали пластинирования может быть напряженным свободным и связанным.
При напряженным пластинированием пластины перед установкой на поверхность детали обжимают и устанавливают в напряженном состоянии, а фиксация ее на детали производится за счет сил трения.
При свободном состоянии пластина устанавливается свободно и удерживается в ней за счет конструкции детали и форсы пластины.
Связанное пластинирование предусматривает применение дополнительных средств крепления пластин (приварка, склеивание или установка механических стопоров).
Способы крепления ДРД
ДРД обычно крепятся на восстанавливаемой детали посадкой с натягом. В отдельных случаях применяют дополнительное крепление приваркой по торцу, приклеиванием или постановкой стопорных винтов или штифтов.
Чтобы обеспечить прочную посадку ДРД в виде втулок, сопрягаемые поверхности детали и втулки обрабатывают по допускам посадки Н7/g6 второго класса. Шероховатость поверхности при этом должна быть Rа =1,25…0,32 мкм.
Необходимое усиление запрессовки можно определить по уравнению (12.7).
Дата добавления: 2015-12-26 ; просмотров: 12342 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник