- Слесарь по топливной аппаратуре
- § 149. Слесарь по топливной аппаратуре 2-го разряда
- § 150. Слесарь по топливной аппаратуре 3-го разряда
- § 151. Слесарь по топливной аппаратуре 4-го разряда
- § 152. Слесарь по топливной аппаратуре 5-го разряда
- Комментарии к профессии
- Слесарные работы по ремонту топливной аппаратуры
- Работы по ремонту и регулировке систем питания
- Организация ремонта и размещение оборудования
Слесарь по топливной аппаратуре
§ 149. Слесарь по топливной аппаратуре 2-го разряда
Характеристика работ. Разборка, ремонт и сборка простых узлов топливной аппаратуры карбюраторных и дизельных двигателей. Демонтаж и монтаж аппаратуры на карбюраторных и дизельных двигателях. Регулировка уровня топлива в поплавковой камере карбюратора.
Должен знать: устройство двигателей внутреннего сгорания; возможные неисправности системы питания и топливной аппаратуры и методы устранения их; правила снятия и установки аппаратуры на карбюраторных и дизельных двигателях; правила разборки, ремонта, сборки и замены отдельных узлов топливной аппаратуры.
Примеры работ
1. Двигатели дизельные — смена фильтров тонкой и грубой очистки топлива.
2. Жиклеры — разборка, промывка, продувка.
3. Карбюраторы — ремонт поплавка, запорного клапана, узла воздушной заслонки и дросселя.
4. Карбюраторы, баки, отстойники, форсунки — замена.
5. Трубки топливной системы, насосы форсунок, фильтры, топливные насосы, подкачивающие насосы — замена.
§ 150. Слесарь по топливной аппаратуре 3-го разряда
Характеристика работ. Разборка, ремонт, сборка и регулировка карбюраторов и топливных насосов различных моделей. Разборка, ремонт и сборка узлов топливной аппаратуры средней сложности. Определение и устранение неисправностей в системе топливной аппаратуры.
Должен знать: устройство топливной аппаратуры простой и средней сложности карбюраторных и дизельных двигателей; схему, конструкцию и назначение узлов и деталей карбюраторов и топливных насосов основных моделей; материалы, применяемые при ремонте карбюраторов, топливных насосов и узлов топливной аппаратуры дизелей; технологию, технические условия на ремонт и регулирование основных узлов топливной аппаратуры двигателей; устройство испытательных стендов и технологию испытания.
Примеры работ
1. Аппаратура газобаллонная — разборка.
2. Насосы подкачивающие, форсунки, фильтры грубой и тонкой очистки — разборка, ремонт, сборка.
3. Насосы форсунок — разборка и сборка с заменой деталей, проверка на распыление топлива, герметичность и производительность.
4. Регуляторы оборотов — замена.
5. Форсунки — разборка, ремонт, сборка.
§ 151. Слесарь по топливной аппаратуре 4-го разряда
Характеристика работ. Ремонт, испытание на стендах и регулировка сложных агрегатов и узлов топливной аппаратуры карбюраторных и дизельных двигателей. Определение и устранение сложных дефектов топливной аппаратуры.
Должен знать: устройство, схему питания и работу узлов и деталей топливной аппаратуры бензиновых и дизельных двигателей машин различных назначений; основы процесса сгорания; технологию тарировки и способы чеканки жиклеров; способы регулировки карбюраторов и топливной аппаратуры дизелей на экономичную работу.
Примеры работ
1. Агрегаты и узлы топливной аппаратуры дизелей — ремонт.
2. Аппаратура газобаллонная — ремонт и регулировка.
3. Двигатели дизельные — удаление воздуха из топливной системы.
4. Двигатели карбюраторные — устранение подсоса постороннего воздуха.
5. Жиклеры — тарировка на приборе.
6. Карбюраторы — испытание на стенде.
7. Насосы топливные и подкачивающие, форсунки, регуляторы числа оборотов — испытание и регулировка.
§ 152. Слесарь по топливной аппаратуре 5-го разряда
Характеристика работ. Ремонт, испытание на стендах и регулировка сложных агрегатов и узлов топливной аппаратуры карбюраторных и дизельных двигателей различных назначений, типов и марок. Контроль и регулировка аппаратуры.
Должен знать: конструкцию и работу карбюраторных и дизельных двигателей, агрегатов и узлов топливной аппаратуры карбюраторных и дизельных двигателей, технологический процесс ремонта, испытания и регулировки всех узлов и агрегатов топливной аппаратуры карбюраторных и дизельных двигателей; правила использования сложного оборудования, приспособлений, точных приборов и инструментов для контроля и регулировки аппаратуры.
Примеры работ
1. Агрегаты и узлы топливной аппаратуры дизелей — испытание и регулировка на герметичность, проверка на производительность и распыливание топлива.
2. Аппаратура топливная — устранение дефектов в работе.
3. Регуляторы топлива автоматические — испытание и наладка.
Комментарии к профессии
Приведенные тарифно-квалификационные характеристики профессии «Слесарь по топливной аппаратуре» служат для тарификации работ и присвоения тарифных разрядов согласно статьи 143 Трудового кодекса Российской Федерации. На основе приведенных выше характеристик работы и предъявляемых требований к профессиональным знаниям и навыкам составляется должностная инструкция слесаря по топливной аппаратуре, а также документы, требуемые для проведения собеседования и тестирования при приеме на работу. При составлении рабочих (должностных) инструкций обратите внимание на общие положения и рекомендации к данному выпуску ЕТКС (см. раздел «Введение»).
Обращаем ваше внимание на то, что одинаковые и схожие наименования рабочих профессий могут встречаться в разных выпусках ЕТКС. Найти схожие названия можно через справочник рабочих профессий (по алфавиту).
Источник
Слесарные работы по ремонту топливной аппаратуры
Совокупность ремонтных операций, выполняемых в определенной последовательности, представляет собой технологию ремонта. В зависимости от объема и условий выполнения ремонта технология может быть различной. Так, капитальный ремонт топливной аппаратуры автомобилей выполняют на специализированных авторемонтных заводах в централизованном порядке. При этом применяется маршрутная технология восстановления приборов, предусматривающая поточный метод производства. Эта технология предполагает высокое оснащение ремонтного процесса современными техническими средствами, которые свойственны крупносерийному производству.
Капитальный ремонт топливной аппаратуры целесообразен в том случае, если затраты на него не превышают себестоимости производства новых приборов. Это условие выполнимо для системы питания дизельных двигателей. Для карбюраторных двигателей, имеющих сравнительно простое конструктивное исполнение приборов системы питания, капитальный ремонт топливной аппаратуры не предусматривается.
В условиях автотранспортного предприятия ремонт топливной аппаратуры выполняют в объеме текущего ремонта. Он включает три этапа: снятие неисправных приборов и деталей с автомобилей на рабочих постах; проверку, восстановление и регулировку приборов в ремонтных цехах или участках; установку на автомобиль снятых и отремонтированных приборов.
Рекламные предложения на основе ваших интересов:
Общая схема технологии ремонта топливной аппаратуры автомобилей в автотранспортных предприятиях представлена на рис. 125.
Приемка приборов в ремонт. Перед снятием и отправкой в ремонт неисправные приборы системы питания очищают от грязи, а масло, воду и топливо из внутренних полостей сливают. Приборы снабжают необходимой технической документацией (нарядом на ремонт и др.) и в полном комплекте подготавливают к сдаче в ремонт. Комплектность приборов устанавливают по технической документации и наружным осмотром, затем определяют состояние прибора, оформляя соответствующий акт, где отмечают срокслужбы до ремонта, состояние базовых деталей и наличие неисправностей.
Рис. 125. Схема технологического процесса ремонта топливной аппаратуры
Наружная мойка приборов является обязательной перед разборкой и ремонтом. Ее выполняют различными способами, наиболее простым является мойка с помощью насосных установок.
Для мойки топливной аппаратуры на автомобиле применяют также пароводоструйные очистители. Например, очиститель ОМ-ЗЗбО представляет малогабаритную установку для мойки из шланга. Она может работать на пароводяной смеси, холодной или горячей воде, а также на моющих растворах. В качестве моющих растворов рекомендуется применять синтетическое моющее средство «Аэрол». Это сильнопенящееся и нетоксичное средство со специфическим запахом применяется в концентрации 2—3 г/л раствора.
Применение каустической соды в качестве моющего средства следует избегать, так как она опасна для здоровья и вызывает коррозию деталей из цветных металлов.
Качество мойки считается удовлетворительным, если с поверхности приборов системы питания удалены грязь, пыль, отложения и подтеки масла.
Разборка приборов на сборочные единицы (узлы) и детали. Приборы системы питания снимают с двигателя в определенной последовательности. Например, с двигателя ЯМЭ-238 вначале снимают топливопроводы высокого и низкого давления и сливные трубопроводы от форсунок и насоса высокого давления. Все топливопроводы укладывают в специальный ящик, чтобы сохранить их конфигурацию. Затем снимают насос высокого давления, вынимая текстолитовую соединительную шайбу с муфты опережения впрыска, и фильтры тонкой и грубой очистки топлива.
Приборы системы питания карбюраторного двигателя снимают примерно в такой же последовательности, начиная с демонтажа подводящих и отводящих топливопроводов и кончая самими приборами.
Снятые с двигателя приборы направляют в цех для ремонта, где их моют в ванне с керосином или в моечной машине, очищают волосяными щетками, продувают сжатым воздухом и разбирают. Для разборки приборов применяют стенды, приспособления и специальный инструмент. После разборки отдельные детали приборов вновь моют в ванне с керосином, очищают от отложений и нагара, продувают сжатым воздухом или вытирают чистыми салфетками, контролируют и сортируют по техническому состоянию.
Контроль и сортировку деталей выполняют с целью определения степени износа и пригодности детали к ремонту или эксплуатации. Детали сортируют на годные к эксплуатации, не подлежащие ремонту и требующие ремонта. Рассортированные детали в зависимости от их состояния отправляют в утиль, на комплектовку или в ремонт.
Комплектовка деталей — это подбор комплекта деталей для одной сборочной единицы (узла) в целом. Например, нагнетательные секции насоса высокого давления можно скомплектовать по паре плунжер — гильза.
Ремонт деталей приборов системы питания в АТП сводится к работам по их восстановлению, не требующим сложного оборудования. К ним относятся притирка рабочих поверхностей клапанов и их седел, запорных игл и распылителей форсунок, плунжерных пар, замена потерявших упругость пружин, восстановление целости трубопроводов, резьб, заделка трещин в корпусах, поплавках и др.
Незначительные трещины в стенках баков устраняют пайкой свинцово-оловянистыми припоями. Большие трещины и пробоины ремонтируют наложением заплат, засверлив концы трещины, чтобы предотвратить ее дальнейшее распространение. Заплаты накладывают на поврежденные места пайкой или газовой сваркой.
Большие вмятины на стенках баков устраняют следующим образом. Против вмятины на противоположной стороне бака вырезают окно, обеспечивающее свободный доступ с молотком и оправкой внутрь бака. После правки поврежденной стенки или приварки перегородки вырезанное окно заделывают. Отремонтированный бак подвергают опрессовке водой под избыточным давлением 0,03— 0,05 МПа с целью проверки его герметичности.
Источник
Работы по ремонту и регулировке систем питания
Работы по ремонту и регулировке систем питания карбюраторных и дизельных двигателей заключаются в регулировке карбюраторов на экономичность подбором жиклеров с последующей доводкой при дорожных испытаниях, проверке уровня топлива в поплавковой камере карбюратора, проверке работоспособности топливного насоса, проверке и регулировке форсунок и топливных насосов дизелей.
Приборы, требующие ремонта перед разборкой, подвергаются наружной мойке в ванне с керосином или ацетоном.
Износы седла и запорной иглы поплавковой камеры карбюратора устраняют притиркой. Жиклеры с повышенным расходом топлива заменяют новыми. Течь в поплавке устраняют пайкой с проверкой его веса. Диафрагму топливного насоса с нарушенной герметичностью заменяют. Износившиеся детали привода насоса (рычаги) восстанавливают наплавкой металла. После ремонта все приборы подвергают контролю.
Детали насосов-форсунок после разборки передают на стол контроля, где подбирают прецизионные пары, притирают клапаны. подвергают гидравлическому испытанию плунжеры с гильзами и др. После сборки приборы топливной системы испытывают на описанных ранее установках и приборах.
Приборы систем питания регулируют как в цехе, так и непосредственно на автомобилях и ведут учет выполненных регулировок и ремонтов по каждому прибору.
Оборудование для работ по ремонту и регулировке систем питания приведено в технологической планировке цеха топливной аппаратуры.
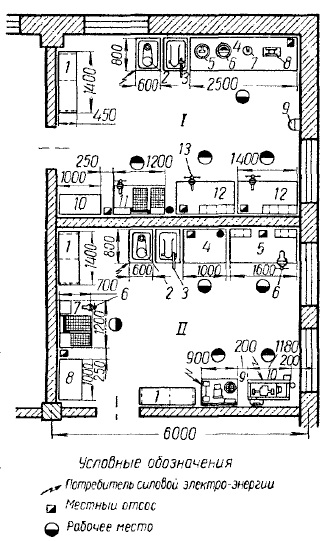
I — карбюраторное отделение:
1 — стеллаж для деталей; 2 — настольно-сверлильный станок; 3 — ручной реечный пресс; 4 — стол; 5 — прибор для проверки карбюраторов; 5 — прибор для проверки топливных иасосов; 7 — прибор для проверки упругости пружни диафрагм топливных насосов; 8 — прибор для проверки упругости пластин диффузоров карбюраторов; 9 — прибор для тарировки жиклеров; 10 — ларь для обтирочных материалов; 11 — установка для разборки и монки детален; 12 — верстаки для карбюраторщиков; 13 — слесарные тиски;
II — отделение дизельной аппаратуры:
1 — стеллаж для деталей; 2 — настольно-сверлильный станок; 3 — ручной реечный пресс; 4 — стол для контроля и мойки прецизионных деталей; 5 — верстак для ремонта топливной аппаратуры; 6 — слесарные тиски; 7 — установка для разборки и мойки деталей; 8 — ларь для обтирочных материалов; 9 — стенд с гидравлическим аккумулятором для испытания распылителей насосов-форсунок; 10 — стенд для испытания насосов-форсунок, подкачивающих насосов и фильтров
Источник
Организация ремонта и размещение оборудования
Исправное состояние тепловозов на протяжении всей эксплуатационной службы на сети железных дорог обеспечивается планово-предупредительной системой технического обслуживания и ремонтов его агрегатов. При этой системе через определенное время работы или пробега, определяемое долговечностью и надежностью агрегатов, узлов и деталей тепловоза, производится их проверка, ремонт или замена. Система ремонта постоянно совершенствуется по мере повышения надежности узлов, улучшения технологии их ремонта и повышения производительности труда. Виды планово-предупредительного технического обслуживания и ремонтов, а также среднесетевые нормы межремонтных периодов, установленных приказом МПС для основных серий тепловозов, приведены в табл. 2. Среднесетевые нормы продолжительности технического обслуживания и ремонта, а также примерная стоимость ремонта, включая затраты на дизель и топливную аппаратуру, для тепловозов серий ТЭЗ и 2ТЭ10Л приведены в табл. 3.
Объем и характеристика ремонтных работ научно обоснованы и регламентированы утвержденными МПС Правилами деповского и заводского ремонтов тепловозов (ПРТ). В ПРТ, кроме того, указаны допустимые размеры и зазоры, с которыми разрешается выпуск агрегатов из ремонта, а также технические требования на испытания и режимы испытаний. Руководящими материалами являются также инструктивные указания, карты и графики технологических процессов, где рекомендуются типовое оборудование, режимы и материалы, используемые при ремонте. На ремонтных заводах в качестве дополнительной документации используются чертежи на отремонтированные детали с указанием отклонений размеров и технических требований, допускаемых только для этих деталей. При ремонте в депо топливной аппаратуры важную роль в повышении качества ремонта и бездефектной сдачи продукции имеет ведение журналов записей ремонтов и технического состояния узлов. В журналах отмечаются наименование узла, характеристика ремонта, полученные после ремонта регулировочные данные и размеры, необходимые для монтажа аппаратуры на дизеле, фамилии или номера марок рабочих, выполнивших ремонтные операции. Перед постановкой на тепловоз все основные узлы топливной аппаратуры испытывают на стендах. Перечень планово-предупредительных технологических операций, выполняемых в депо по топливной системе дизелей, приведен в табл. 4.
При эксплуатации дизелей в период их гарантийной наработки сроки между техническими обслуживаниями топливной аппаратуры могут быть увеличены. В депо организованы специализированные ремонтные цехи или отделения по ремонту топливных систем. В этих цехах и отделе-

ниях помимо ремонта топливной аппаратуры и механизмов управления выполняется также ремонт регуляторов дизелей в объеме, предусмотренном Правила ми ремонта. Ремонт электромагнитных и электро пневматических вентилей приводов механизма управления дизелей, элек-трогазосварочные работы, механическая
| Виды ремонта и обслуживания | |||||
| ТО-2 | ТО-3 | ТР-1 | ТР-2 | ТР-3 | |
| Средний простой для тепловозов: ТЭЗ, ТЭ7 | 1,2 ч | 8 ч | 36 ч | 4,5 сут | 4,5 сут |
| ТЭП60, тэю | 1,2 ч | 10 ч | 36 ч | 5 сут | 6 сут |
| Стоимость ремонта, руб., для тепловозов: ТЭЗ | 6,5 | 210 | 680 | 2575 | 6380 |
| 2ТЭ10Л | 3,5-10 | 202-517 | 545-2000 | 3554-7555 | 7928-13000 |
| Распределение стоимости ремонта по узлам, %: дизель | 5,3 | 43 | 45,3 | 37,9 | |
| топливная аппаратура | — | 22,6 | 11 | 11,4 | 8,5 |
обработка крупных деталей после восстановления наваркой и ряд других работ должны выполняться в электроаппарат-ном, заготовительном, сварочном, гальваническом и механическом отделениях. Запасные части, материалы, запасы дизельного топлива и керосина, инструмент и приспособления хранятся в централизованных кладовых депо.
Отделение ремонта топливной аппаратуры, как правило, размещается в общем пролете мастерских депо в непосредственной близости от цеха текущего ремонта ТР-3. По противопожарным и санитарным требованиям оно должно быть изолировано от других отделений промежуточными пожаробезопасными помещениями или специальными тамбурами-шлюзами. Отделение должно иметь по крайней мере три специализированных участка — моечный, ремонтный и испытательный, которые должны размещаться в изолированных помещениях. Это необходимо по технологическим особенностям ремонта и сборки весьма точных прецизионных узлов и деталей топливной аппаратуры и для улучшения санитарно-гигиенических условий труда. Так, промывка деталей и узлов на изолированном промывочном участке предотвращает распространение грязи в другие помещения, позволяет сконцентрировать специальную приточно-вытяжную вентиляцию и местные вытяжные отсосы.
Испытательные стенды с повышенным уровнем шумов размещают в отдельном помещении со звукопоглощающей изоляцией. Кроме того, в испытательном помещении для оборудования, вызывающего вибрацию, необходимы специальные виброизолирующие фундаменты или опоры типа ОВ-ЗО и ОВ-31. В соответствии с технологическими требованиями в помеще-


| Операции | Виды технического обслуживания н ремонта | |||
| ТО-1 ТО-2 | ТО-3 | ТР-1 | ТР-2 | ТР-3 |
| Демонтаж с дизеля, промывка, дефектовка и ремонт деталей, сборка, монтаж, регулировка зазоров и равномерности выхода реек, проверка усилий перемещения тяг и работы механизмов отключения насосов | + |
1 При необходимости ремонт с взаимной притиркой прецизионных поверхностей.
2 При необходимости проверка подачи на стенде, замена неисправных насосов отремонтированными.
ниях, предназначенных для ремонта и испытаний аппаратуры, должна поддерживаться температура в пределах 18 — 23 °С, что наиболее полно обеспечивается установкой кондиционирования воздуха, улучшающей одновременно санитарно-гигиенические условия в этих помещениях. Общая приточно-вытяжная вентиляция должна обеспечивать в помещениях 1,5 — 2-кратный обмен воздуха в час. Местные вентиляционные отсосы с отдельной системой вытяжки и подачей вентиляторов 500-1400 м 3 /ч устанавливают на стенды для испытания форсунок, обкаточные стенды и промывочное оборудование. Вентиляционные установки рекомендуется размещать в специальных помещениях над отделением, используя высоту пролета мастерских, или за стенами здания. Все воздуховоды стендов, использующих ди зельное топливо, моечных машин и ванн с керосином оборудуют сепараторами для очистки выбросов от аэрозолей дизельного топлива и керосина с возвратом их в соответствующие емкости. Стоки, содержащие остатки дизельного топлива и керосина, проходят флотатор и маслоуловитель до выпуска их в общую канализацию. Для производственных иужд помещения отделения должны иметь подвод технической воды при среднесуточном расходе до 50 — 90 мз/сут и сжатого воздуха давлением 0,4-0,6 МПа при среднем расходе до 100-120 мЗ/ч. Установочная мощность силового электрооборудования в зависимости от серии ремонтируемых локомотивов составляет 25 — 70 кВт без учета мощностей вентиляционных установок.
В соответствии с технологическим процессом и требованиями охраны труда должны предусматриваться грузоподъемные механизмы-электротали, консольные поворотные двуплечевые краны. Грузоподъемность этих устройств 100 — 200 кг из условий транспортировки массы груза с тарой-контейнером и применения типовых палочных приспособлений. В пределах цехов депо узлы топливной аппаратуры перемещают на аккумуляторных тележках транспортные бригады, а в помещениях отделения — с помощью грузоподъемных механизмов, ручных передвижных приемных столов и роликовых транспортеров. Отходы складируют в специальную тару на отведенных для этой цели местах.
Оборудование расставляют с учетом рационального естественного освещения рабочих мест. Отношение световой площади окон к площади пола берется не менее 0,3 — 0,35. Освещенность на участках испытаний и сборки не менее 150-200 лк с применением люминесцентных ламп. Кроме того, рабочие места этих участков допол нительно оборудуются местным освещением напряжением 12 В во взрывозащитном исполнении. Электроаппаратуру открытого исполнения выносят в тамбуры и не пожароопасные помещения. В помещениях должны быть также шины заземления электрооборудования, аварийное освещение и средства пожаротушения.
В соответствии с технологическим процессом применяют оборудование, в основном изготовленное по проектам проектноконструкторского бюро Главного управления локомотивного хозяйства МПС (ПКБ ЦТ МПС). Установку специального и стандартного оборудования согласовывают с органами санитарного, пожарного надзора и технической инспекцией профсоюза. Площади производственных помещений определяют рациональным размещением оборудования по технологической схеме с учетом проходов, проездов, мест для складирования и запасных выходов (норма технологического проектирования-0,5-0,8 м 2 на одну секцию тепловоза).
Высота производственных помещений не менее 3,0 -3,5 м и определяется она установкой грузоподъемных механизмов в соответствии с правилами Госгортехкот-лонадзора. Стены помещений цеха топливной аппаратуры на высоте 1,5 -2,0 м выкладывают моющейся керамической или полистирольной плиткой. Полы в помещении моечного и испытательного участков должны быть выложены керамической плиткой таким образом, чтобы обеспечить применение механизированной уборки про*-изводствениых помещений. Для обеспечения санитарно-гигиенических условий труда в помещениях отделения обязательно устанавливают раковины с горячей и холодной водой, шкафы для размещения спецодежды и индивидуальных средств за щиты, а также аптечки для оказания первой медицинской помощи.
Большое значение в обеспечении высокой культуры производства и качества при ремонте топливной аппаратуры имеет эстетическое оформление цеха, верстачного и стендового оборудования. Скрытая прокладка трубопроводов, спокойная окраска стен, обилие света, алюминиевая армиров-ка поверхностей, на которые кладут детали топливной аппаратуры, чистота и порядок на рабочем месте в сочетании с площадками для отдыха как в помещениях депо, так и на его территории являются непременными условиями для повышения производительности труда и обеспечения необходимой точности ремонта.
В основе организации производственных процессов в отделении топливной аппаратуры лежит прогрессивный поточный метод ремонта топливных агрегатов и механизмов управления дизелей со специализацией рабочих мест, оснащенных оборудованием, приспособлениями, механизированным инструментом для разборочно-сборочных работ. Руководит отделением топливной аппаратуры мастер, а в сменах — сменные мастера или бригадиры. Отделение самостоятельно ведет учет своей работы, поступивших в ремонт узлов и выданной в дизельный цех или кладовую готовой продукции, взятых из материальных кладовых запасных частей и материалов, а также заполняет специальный журнал для записи сдаточных параметров узлов, испытываемых на стендах. Производственная программа по ремонту и обслуживанию выполняется специализированными и комплексными бригадами слесарей. Преимущество следует отдать специализированным бригадам, так как ремонт топливной аппаратуры требует высокой квалификации (4-5
разряд) и опыта работы по специальности. Комплексные бригады, как правило, используются при техническом обслуживании и в депо, где выполняются работы только в объеме планово-предупредительных осмотров (ТО-2, ТО-3, ТР-1). Внутри каждой бригады предусматривается совмещение профессий при персональной ответственности каждого работника за выполняемую им операцию по принципу бездефектного выполнения работ и выпуска продукции с первого предъявления. Организацию труда и отдыха работников отделения следует планировать на основе типовых графиков сменности. Общее число работающих в отделении при обслуживании всеми видами ремонта 100-150 тепловозов достигает 20-30 чел., из них 10-12 работают по разборке и сборке аппаратуры на дизелях и 5 — 8 чел. полностью или частично выполняют работы по кооперации.
Опыт работы передовых коллективов ремонтных цехов депо Узловая, Елец, Смоленск выявил необходимость пересмотра ранее выполненных типовых проектов по планировке и размещению оборудования для организации поточного метода ремонта топливной аппаратуры и повышения общей культуры труда. Один из вариантов реконструкции производственных помещений отделения топливной аппаратуры с рациональным размещением оборудования при выполнении в депо всего объема планово-предупредительного ремонта топливных систем тепловозов представлен на рис. 14. Отделение имеет три помещения. В первое технологическим процессом предусмотрено поступление всех деталей и узлов топливной аппаратуры, снимаемых с дизеля. Там их промывают и очищают, а затем частично или полностью разбирают и проверяют. В по мещении сконцентрировано в основном промывочное оборудование, имеется приточно-вытяжная вентиляция, подведены горячая и холодная вода, сжатый воздух и канализационные отводы. Во втором помещении выполняют слесарные, доводочные, комплектовочные и монтажные работы. Здесь расположены стенды и технологические приспособления, обеспечивающие поточные линии разборки, контроля и сборки топливных насосов, толкателей, форсунок, топливоподкачивающих агрегатов, автоматики механизмов управления, предельных регуляторов и регуля торов частоты вращения дизеля. Третье помещение предназначено для обкатки собранных узлов и агрегатов и их окончательной регулировки. Помещения моечных и испытательных участков имеют тамбуры-шлюзы, в которых размещены элек-тропусковая аппаратура стендов и санитарно-бытовые устройства, в том числе шкафы для спецодежды, раковины с горячей и холодной водой, рукосушильные аппараты и автоматы с газированной водой. Узлы и детали с участка на участок передают через шлюзовые окна, оборудованные роликотранспортерной лентой

и приемными столами. В помещениях моечном и испытательном установлены поворотные консольные краны с пневмоподъемником грузоподъемностью 200 кг. В слесарном помещении предусмотрено использование электротали. Все три помещения имеют проходы-проезды, способные пропустить электрокарные тележки с грузом.
Технологическая схема поточного метода ремонта фланцевых топливных насосов в объеме ТР-2 и форсунок в объеме ТО-3, ТР-1 предусматривает их предварительную обмывку с отстоем в ваннах 45. Затем в этом же помещении их осматривают на специализированных верстаках 44, 43
и опрессовывают форсунки на стенде 30, после чего насосы и форсунки, удовлетворяющие требованиям ПРТ, без поступления на слесарный участок могут быть сразу же возвращены на тепловоз или пере даны в запас цеха или кладовую депо. При работах в объеме ремонтов ТР-3 топливные насосы и толкатели после предварительной обмывки в ваннах полностью разбирают в этом же помещении, а их корпусные и непрецизионные детали направляют в моечную машину 40. После промывки, а также обдувки и просушки в камере 41 детали топливного насоса в комплекте, уложенном на таре-подносе, передают через окно-шлюз в слесарное отделение. Такая же технологическая последовательность предусматривается и для форсунок при ремонте в объеме ТР-2, ТР-3.
В слесарном отделении для ремонта всех узлов топливной аппаратуры оборудованы специализированные рабочие места с верстаками 24, 25, 29, 31, 32, 33. Кроме того, там же находятся притирочный станок 28 и стенды для испытаний форсунок
Рис 14 План реконструкции отделения топливной аппаратуры 1 — автомат с газированной водой, 2 — электрошкаф аппаратный, 3 — стенд для испытания трубопроводов высокого давления, ‘1 — стенд для высадки конусов трубопроводов высокого давления, 5 — верстак с приспособлениями для ремонта трубопроводов высокого давления, 6 — стол с приспособлением для определения нерабочего хода плунжера, 7 — резервное место для установки стенда обкатки топливных насосов, 8 — стенд обкатки и проверки подачи топливных насосов, 9 — верстак с приспособлениями для сборки и разборки топливных насосов, 10 — тумбочка инструментальная с настольно-сверлильным станком, //-стол письменный, 12 — автоматическая справочная установка, 13 — столик приемный передвижной, 14 — стенд для испытания топливоподкачивающих насосов, 15 — стенд для регулировки регулятора предельной частоты вращения, 16 — стол стеллаж, /7 -стенд для испытания регуляторов частоты вращения, 18 — кран консольный, ? = 3,2 м, ? = 200 кг, 19 — приемный столик с роликотранспортерной лентой, 20 — тумбочка инструментальная, 21 — стол с настольным токарным станком повышенной точности, 22 — шкафы для спецодежды, 23 — шкаф для запасных частей и приспособлений, 24 — верстак с приспособлениями для ремонта толкателей, 25 — верстак с приспособлениями для сборки и ремонта топливных насосов, 26 — стенд для испытания плунжерных пар, 27 — ванны для расконсервации и промывки прецизионных пар, 28 — станок для притирки деталей, 29 — верстак с приспособлениями для сборки и ремонта форсунок, 30 — стенд для испытания форсунок, 31 — верстак с приспособлениями для ремонта регуляторов частоты вращения, 32 — верстак с приспособлениями для ремонта автоматики механизма управления, 33 — верстак с приспособлениями для ремонта топливоподкачивающих агрегатов, 34 — стол мастера, 35 — электроталь грузоподъемностью 100 кг, 36 — поверочная плита, 37 — приспособление для проверки герметичности нагнетательных клапанов, 38 — приспособление для проверки сопловых отверстий распылителей форсунок, 39 — приспособления для контроля узлов регулятора частоты вращения, 40 — моечная машина А328, 41 — камера для обдувки; 42 — электрический сушильный шкаф; 43 — верстак для осмотра и разборки форсунок; 44 — верстак для осмотра н разборки топливных насосов; 45 — ванны с керосином для промывки деталей и узлов после снятия с тепловоза; 46 — стол-стеллаж для осмотра и ремонта тяг механизма управления и коллекторных трубок; подводы: а — холодной воды; 6 — горячей воды; в — электроэнергии; г -сжатою воздуха; д — пара; е — слив в канализацию; ж — встроенный местный вентиляционный отсос 30, плунжерных и клапанных пар 26, 37, на которых производится ремонт, восстановление и контроль новых и отремонтированных прецизионных пар. Отремонтированные узлы через окно-шлюз передают на испытательный участок, где окончательно проверяют, регулируют и пломбируют, после чего устанавливают на стол-стеллаж 16 с сортировкой в зависимости от групп ремонтных размеров и полученных регулировочных характеристик. Здесь узлы и детали формируют в комплекты и отправляют на дизель или в кладовую депо. В испытательном отделении размещены также стенды 3, 4 для высадки, гибки и испытания трубок высокого давления. Там же установлены настольный сверлильный 10 и токарный 21 станки, верстаки для мелких слесарных работ 5, 9 и продублированы отдельные сборочные и контрольные приспособления для возможного перемонтажа отдельных топливных насосов.
При реконструкции участков депо в зависимости от программы ремонта и серии локомотивов предлагаемые принципиальная технологическая поточная схема ремонта узлов топливной аппаратуры тепловозов и планировка оборудования могут быть несколько изменены применительно к местным условиям в выделенных помещениях. Однако наличие трех отдельных помещений при всех случаях позволяет повысить общую культуру труда и наиболее полно выполнить санитарно-гигиенические и противопожарные требования.
Источник