- Порядок разработки технологических процессов ремонта
- Технологические и производственные процессы ремонта.
- ТЕХНОЛОГИИ, ИНЖИНИРИНГ, ИННОВАЦИИ
- Измеритель диаметра, измеритель эксцентриситета, автоматизация, ГИС, моделирование, разработка программного обеспечения и электроники, БИМ
- Технологическая карта ТОиР: простые вещи для достижения успеха
Порядок разработки технологических процессов ремонта




![]()
Порядок разработки технологического процесса существует на каждом предприятии. При таком положении завод-изготовитель не может обеспечить всей потребности в снабжении парка автомобилей запасными частями. Эта задача решается путем организации специализированных заводов по производству запасных частей и восстановлению сложных и металлоемких деталей на авторемонтных предприятиях или на специализированных заводах по восстановлению деталей.
Качество деталей задается техническими требованиями, которые определены рабочим чертежом детали. Рабочий чертеж детали является основным исходным документом при разработке технологического процесса изготовления детали. Он должен содержать все данные, необходимые для изготовления детали.
При порядке разработки технологического процесса изготовления необходимо знатьусловия работы детали в собранном узле, проанализировать нагрузки, воздействию которых подвергают деталь, выявить предъявляемые к ней требования и знать, как ориентируется деталь в собранном узле относительно других деталей.
Минимальную стоимость изготовления детали при обеспечении заданного количества и качества деталей выявляют путем разработки нескольких вариантов технологического процесса, экономического сравнения вариантов и выбором наиболее экономичного варианта.
Технологические и производственные процессы ремонта.
В процессе эксплуатации автомобиля происходит изменение его технического состояния.
Эти изменения происходят в результате воздействия различных факторов, к которым относятся:
— а также различные внутренние процессы, которые приводят к изменению физико-механических свойств материалов.
В результате этого происходит нарушение нормального режима работы автомобиля или его отдельных узлов и агрегатов. Вследствие этого происходит поломка автомобиля, для устранения которой необходимо произвести ремонт.
Производственный процесс представляет собой совокупность технологических действий и орудий труда, которые применяются на предприятии для изготовления или ремонта продукции. Часть технологических операций связана с выполнением основных работ, которые предполагают изменение формы, размера, свойств, а также состояния продукции. Другая часть технологических операций связана с выполнением вспомогательных работ, к которым относятся транспортные и складские работы, содержание и ремонт зданий и оборудования, материально-техническое снабжение и т. д.
Технологический процесс ремонта представляет собой часть производственного процесса, которая связана с выполнением основных работ по ремонту автомобиля.
К технологическим процессам ремонта относятся:
— разборка автомобиля, его агрегатов, узлов и деталей;
— сборка, окраска и испытание автомобиля, а также сдача автомобиля заказчику.
Все эти технологические операции выполняются в определенной последовательности в соответствии с технологией и организацией работ.
Любой технологический процесс состоит из следующих элементов: операция, установка, переход, проход, рабочий прием, рабочее движение.
Операция представляет собой часть технологического процесса ремонта, которая выполняется непрерывно на одном рабочем месте, рабочим одной профессии, определенным видом оборудования. Название операций, как правило, совпадает с названием оборудования, на котором она выполняется. Например, сборочная операция выполняется в сборочном цехе слесарем-сборщиком с применением специального сборочного оборудования.
Установка представляет собой часть технологической операции, которая связана с изменением положения изделия относительно оборудования или инструмента. Например, при создании автомобиля сборочными операциями является установка двигателя, коробки передач и т. д.

Переход представляет собой часть технологической операции или установки, которая выполняется над одним участком изделия при помощи одного инструмента в одном и том же режиме. Например, установка двигателя автомобиля включает в себя несколько переходов: строповка двигателя; подъем, перенос, установка двигателя на раму; закрепление двигателя на раме.
Проход представляет собой один из нескольких переходов, следующих друг за другом. Например, строповка двигателя автомобиля включает в себя два перехода: увязка одного стропа на двигателе с одной стороны и закрепление другого конца на крюке крана; увязка другого стропа на двигателе с другой стороны и закрепление другого конца на крюке крана.
Рабочий прием является частью перехода или прохода и представляет собой законченный цикл рабочих движений. Например, при строповке двигателя: закрепление одного конца стропа – один рабочий прием, закрепление другого конца стропа – другой рабочий прием.
Рабочее движение является наименьшей составной частью технологической операции. Например, рабочее движение может делать рабочий, когда берет в руки ту или иную деталь.
Разработка технологического процессаи правильная его организация заключаются в том, что для каждого его элемента устанавливается описание содержания работ, перечень необходимого оборудования, инструмента и приспособлений, а также нормы затрат и сложность выполняемых работ. Вся эта информация заносится в технологические карты. Глубина проработки различных элементов технологического процесса зависит от объема выполняемых работ.
Для небольших предприятий с малым объемом работ технологический процесс разрабатывается на уровне установок и технологических операций с применением универсального оборудования и инструмента. Для таких предприятий в технологической карте устанавливается только порядок выполнения операций. Такая технологическая карта называется маршрутной технологической картой. Все работы должны производиться рабочими высокой квалификации.
Для станций технического обслуживания автомобилей (СТОА) с достаточно большим объемом работ технологические карты разрабатываются на уровне переходов или проходов. Кроме этого в таких случаях в картах указывают содержание работ по каждой технологической операции. Все работы выполняются по операционным технологическим картам на специальном оборудовании с применением специального инструмента и приспособлений.
Разработка технического процесса осуществляется отдельно для проведения первого и второго технического обслуживания, а также для ремонтных работ по текущему и капитальному ремонту.
Наибольший объем работ, как правило, имеет место при капитальном ремонте автомобилей, если он проводится на специализированных авторемонтных заводах. Автомобили, принимаемые на капитальный ремонт, обязательно проходят предварительную мойку и затем поступают на операцию разборки. В процессе разборки с рамы автомобиля снимают все агрегаты, очищают их от грязи, масла и затем разбирают на узлы и детали.
Снятые детали автомобиля сортируют на годные, требующие ремонта и на негодные. Годные детали идут на повторную сборку. Детали, требующие ремонта, восстанавливают и также направляют на сборку. Негодные детали отправляют на металлолом. Затем узлы снова собирают в агрегаты и устанавливают на рамы автомобиля. Собранный и отремонтированный автомобиль испытывают и отдают заказчику.
По такой схеме также производится разработка технологического процесса проведения текущего ремонта, с тем отличием, что в этом случае выполняется меньший объем работ и присутствует намного меньше технологических операций.
Схема технологических процессов капитального ремонта автомобилей и их составных частей. Агрегаты, снятые с автомобиля или поступающие в КР как товарная продукция, проходят наружную мойку и поступают на разборку. После разборки агрегатов наружные и внутренние поверхности деталей моют и очищают от нагара, накипи, старой краски, продуктов коррозии, коксовых и смолистых отложений.
При дефектации детали разделяют на три группы: утильные (восстановление которых технически невозможно или экономически нецелесообразно), годные без ремонта (износ которых не превысил допустимого значения, регламентированного техническими условиями) и требующие восстановления. Детали последней группы восстанавливают различными способами и после контроля передают на комплектование, где их подбирают в комплекты и передают на сборку агрегатов.
Двигатели обычно собирают на поточных линиях, другие агрегаты – на специализированных рабочих местах. Собранные агрегаты испытывают и после устранения обнаруженных дефектов окрашивают. Агрегаты, принятые отделом технического контроля (ОТК), поступают на конвейер для сборки автомобилей или на склад готовой продукции, откуда выдаются заказчикам.
Автомобиль после общей сборки заправляют топливом и испытывают пробегом или на стенде с беговыми барабанами. Во время испытаний регулируют механизмы и устраняют обнаруженные неисправности. При необходимости автомобиль моют, подкрашивают, после чего сдают заказчику.
На рисунке 107 изображена общая схема технологического процесса капитального ремонта автомобилей.
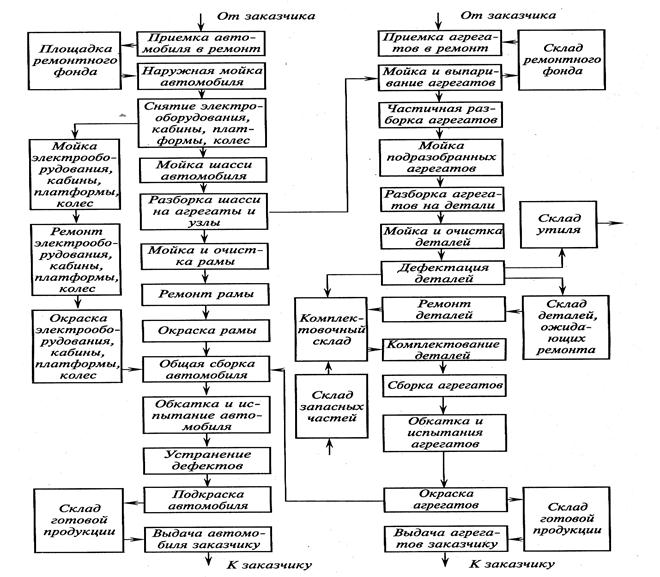
Рис. 107. Общая схема технологического процесса капитального ремонта автомобилей
Схема технологического процесса централизованного ремонта по техническому состоянию.Централизованный ремонт по техническому состоянию (ЦРТС) основывается на принципах серийного производства и характеризуется широким использованием типовых технологических процессов. Его суть состоит в том, что каждому агрегату по результатам предремонтного диагностирования, назначается один из заранее разработанных технологических маршрутов типового технологического процесса ремонта.
Определение технического состояния частично разобранного агрегата позволяет исключить искажающие влияния на определяемый диагностический параметр некоторых структурных параметров.
Агрегаты в соответствии с назначенными им технологическими маршрутами распределяются по специализированным рабочим местам, причем на одном рабочем месте может выполняться один или несколько технологических маршрутов. В ходе разборки агрегатов выполняется операционный контроль, результаты которого могут подтвердить или опровергнуть правильность назначенного технологического маршрута.
В первом случае выполняется весь комплекс разборочно-сборочных работ, предусмотренных технологическим маршрутом, после чего агрегат поступает на обкатку и испытания (приемочный контроль). Детали, снятые в соответствии с выполняемым технологическим маршрутом, направляются на дефектацию, а на рабочие места подаются ремонтные комплекты. Восстановление деталей производится на специализированных участках АРП.
Источник
ТЕХНОЛОГИИ, ИНЖИНИРИНГ, ИННОВАЦИИ
Измеритель диаметра, измеритель эксцентриситета, автоматизация, ГИС, моделирование, разработка программного обеспечения и электроники, БИМ

Технологическая карта ТОиР: простые вещи для достижения успеха
 Современное развитие производства предъявляет повышенные требования к обслуживанию современной инфраструктуры промышленных предприятий. В их числе – обеспечение непрерывного производственного процесса, введение конструктивных и технологических усовершенствований готовой продукции, сокращение сроков изготовления изделий и проведения ремонтных работ, повышение эффективности расходования основных и оборотных средств предприятия. Систематический анализ производственных компаний выявляет две противоположные тенденции: на предприятиях внедряются все новые разновидности работ и при этом все больше снижается квалификация персонала. Наша компания «НПК Интгерал» оказывет услуги по разработке технологических карт для предприятий любой отрасли промышленности, включая технологические карты технического обслуживания и ремонта оборудования (ТОиР).
Современное развитие производства предъявляет повышенные требования к обслуживанию современной инфраструктуры промышленных предприятий. В их числе – обеспечение непрерывного производственного процесса, введение конструктивных и технологических усовершенствований готовой продукции, сокращение сроков изготовления изделий и проведения ремонтных работ, повышение эффективности расходования основных и оборотных средств предприятия. Систематический анализ производственных компаний выявляет две противоположные тенденции: на предприятиях внедряются все новые разновидности работ и при этом все больше снижается квалификация персонала. Наша компания «НПК Интгерал» оказывет услуги по разработке технологических карт для предприятий любой отрасли промышленности, включая технологические карты технического обслуживания и ремонта оборудования (ТОиР).

В результате разрядность выполняемых задач зачастую превышает разрядность рабочих. Это напрямую ведет к снижению производительности, ухудшению качества работы и возникновению нештатных ситуаций, которые могут повлечь за собой не только выход оборудования из строя, но и несчастные случаи на производстве. И если падение производительности и качества чревато материальными убытками, то ухудшение уровня безопасности ставит под угрозу деятельность предприятия в целом.
Чтобы обеспечить соответствие повышенным требованиям к обслуживанию инфраструктуры, предприятия создают в своем контуре специализированные подразделения, а также привлекают профильные организации для выполнения определенных видов работ. Но, как показывает практика, для повышения производительности и уровня безопасности при производстве работ недостаточно простого изменения штатной структуры или привлечения подрядчиков. Решение этих задач требует применения ряда специальных эффективных инструментов, одним из которых являются технологические карты, определяющие порядок выполнения стандартизированных операций технологического процесса.
Что содержит технологическая карта
Технологическая карта – это унифицированный документ, предназначенный для работников предприятия, занятых на ремонте или обслуживании производственного оборудования. Карта содержит список необходимого оборудования, инструментов и комплектов средств индивидуальной защиты, перечень инструкций по охране труда. В ней указаны последовательность, периодичность и правила выполнения операций, разновидности и количество расходных материалов, нормы времени, материальные затраты, а также нормативные документы, используемые при оценке качества работы.
Технологические карты разрабатываются с целью систематизировать и повысить безопасность производственного процесса за счет упорядочивания действий персонала в процессах ремонта или технологического обслуживания оборудования. Их внедрение также способствует решению задач по определению и оптимизации материально-технических затрат на единицу продукции или услуги.
Преимущества внедрения технологических карт
Разработка технологических карт позволяет компании получить полный объем информации, необходимый для качественной и безопасной организации производственного процесса, восполнения дефицита знаний о новшествах в области оборудования, технологии его ремонта и обслуживания.
Как показывает практика, применение технологических карт способствует снижению темпов износа оборудования на 15-20%, при этом затраты на ремонт сокращаются на 13-14%, а трудоемкость работ – на 16%. Соблюдение изложенных в документах инструкций обеспечивает безотказную работу оборудования на протяжении всего периода между плановыми ремонтами и ощутимо сокращает риски возникновения нештатных ситуаций и внеплановых остановок производственного процесса.
Кроме того, проведенные при подготовке изыскания позволяют в дальнейшем распланировать сроки выполнения и расходы на периодические ремонтные и профилактические работы, повысить эффективность производства и сократить сроки проведения плановых ремонтных мероприятий.
Наличие технологической карты значительно упрощает составление производственных графиков, подготовки планово-экономической документации, обучения персонала и систематизации работы службы снабжения.
Внедрение технологических карт способствует планомерному снижению расходов на ремонт и обслуживание оборудования, обеспечивая значительно меньшие затраты средств и ресурсов в сравнении с расходами на техническое перевооружение и реорганизацию производственной структуры.
Задача для профессионалов
Приступая к разработке технологических карт, необходимо сначала подробно ознакомиться с задачами предприятия и его возможностями в части оборудования, инструмента, персонала и материально-технического снабжения. Нередко предприятия, стремясь минимизировать затраты, предпочитают доверить эту работу штатным техническим работникам. При этом они забывают о важности профессионального подхода и знакомства с новшествами в сфере отраслевых стандартов качества и безопасности, которые способна гарантировать только специализированная организация.
Зачастую выгодно поручить разработку технологических карт внешним организациям. имеющим высокий уровень компетенции в этой области. В частности, наша компания «НПК Интгерал» может оказать услуги по разработке технологических карт для предприятий любой отрасли промышленности. Подготовка и передача документации заказчику может быть выполнена как в стандартном бумажном виде, так и с применением специализированных программных средств.
- объективная и беспристрастная оценка возможностей и перспектив независимыми экспертами;
- доступ к регулярно обновляемым профессиональным базам нормативной документации, оборудования, инструмента и материалов;
- регулярная переподготовка и обучение персонала в связи с появлением новых технологий и решений;
- заинтересованность специалистов компании в достижении результата.
Дополнительным преимуществом сотрудничества с нашей компанией является наш богатый практический опыт в области обслуживания инфраструктуры промышленных предприятий, внедрения инновационных технологий и модернизации технологических процессов.
На протяжении нескольких лет, мы развиваем свои компетенции в сотрудничестве с крупнейшими предприятиями машиностроительной, химической, нефтехимической и металлургической промышленности. Опыт работы компании позволяет говорить о реальном снижении трудозатрат при использовании технологических карт.
Понравилась статья? Тогда поддержите нас, поделитесь с друзьями и заглядывайте по рекламным ссылкам!
Источник