10.04.20 961 Оборудование и оснастка для диагностики и ремонта двигателей. ТОиР авт.дв.

Просмотр содержимого документа
«10.04.20 961 Оборудование и оснастка для диагностики и ремонта двигателей. ТОиР авт.дв.»
Диагностическое оборудование и приборы для диагностики двигателя 2часть

- Вакуумметр применяется также для диагностики системы EGR (Система рециркуляции выхлопных газов)
- Усредненные показания стрелки манометра исправного двигателя 17 ÷ 22 дюймов (432 ÷ 560 мм.) рт.ст. В норме при резком нажатии на педаль газа до 2500-3000 об/мин. стрелка манометра с начала должна упасть до нуля, а потом плавно вернуться к эталонному значению.

- Давление замеряется в выхлопной трубе через датчик кислорода
- Предназначен для диагностики пропускной способности автомобильного катализатора.
- Для того, чтобы проверить работу катализатора транспортного средства, необходимо произвести замеры давления до и после катализатора. Примерный интервал измеряемого давления до и после катализатора не должен превышать 64 мм рт.cт. или 1¼ PSI.

Специализированные автомобильные тестеры
- ТИПЫ ПРИБОРОВ В практике, в зависимости от поставленных задач, используются несколько типов осциллографических машин:
- Стробоскопы.
- Запоминающие осциллографы.
- Специальные.
- Скоростные.
- Универсальные.
Специализированные автомобильные тестеры
- В скоростных осциллографах используется принцип «бегущей волны». Широкополосный сигнал, «бегущий» синусоидой по монитору с большой скоростью, позволяет быстро оценить ситуацию в целом.
- Задача специальных осциллографов – исследование высоковольтных импульсов. Применяются в основном для установки правильного момента зажигания.
Специализированные автомобильные тестеры
- Стробоскопы позволяют выделить на временной шкале осциллографа только те электрические импульсы от исследуемых узлов, которые интересуют в текущем отрезке времени.
- Стробоскопический эффект применяется для визуального контроля угла опережения зажигания в двигателях внутреннего сгорания: импульсная газоразрядная лампа срабатывает от высоковольтного импульса в свече зажигания, что позволяет увидеть неподвижную метку на вращающемся маховике коленчатого вала двигателя.
Оборудование для углубленной проверки ЭСУД и ее отдельных узлов
- Имитаторы сигналов датчиков.
- Прибор измеряет сигналы с большинства автомобильных датчиков, имитирует сигналы большинства датчиков системы управления двигателем, проверяет основные функции ЭБУ двигателя. Позволяет избежать в большинстве случаев ошибочные замены заведомо исправных датчиков.
Измерение сигналов автомобильных датчиков
диагностический тестер для датчиков, проводки, коннекторов и ЭБУ
Лямбда тестер, измерение частоты и скважности сигналов
Цифровое отображение сигнала
Вольтметр постоянного и переменного тока, омметр
Имитация датчиков и компонентов системы управления двигателем
Имитация датчиков температуры, потенциометра дроссельной заслонки, датчиков
расхода воздуха, датчиков кислорода\лямбда, концевых контактов
Имитация сигналов датчиков скорости автомобиля (Vehicle Speed Sensor, VSS), датчиков
распредвала (CAM), датчиков коленвала (CRANK) и нагрузочного сопротивления
зажигания Имитация рабочих параметров любого датчика без необходимости
его демонтажа с машины (датчики ABS, Crank, Cam, Coolant, Oxygen, MAP, MAF, MAT, VSS и др.)
Проверка основных функций ЭБУ

Оборудование для углубленной проверки ЭСУД и ее отдельных узлов
- Тестер форсунок — предназначен для тестирования топливных форсунок
- работает от бортовой сети автомобиля 12В и предназначен для оценки состояния топливных форсунок установленных на автомобиле на предмет утечек, заклинивания или повреждения. Служит для тестирования работоспособности и определения динамических характеристик топливных форсунок.
• Проверка работоспособности топливных форсунок; • Проверка обмотки на обрыв и замыкание; • Одноимпульсный и многоимпульсный режимы; • Многоимпульсный непрерывный тест; http://www.motodok.com/Measure/SensorSimulatorandTester.html
Технология тестирования форсунок
Для проверки работоспособности и динамических характеристик форсунок, установленных на автомобиле, необходимо выполнить следующие действия:
5.1 Выключите зажигание.
5.2 Отсоедините разъем жгута проводов форсунок от жгута проводов системы зажигания и подключите его к разъёму тестера.
5.3 Подайте питание на тестер
5.4 Подключите манометр к диагностическому штуцеру расположенному на топливной рампе.
5.5 Кнопкой «ВЫБОР» на тестере выберите номер проверяемой форсунки.
5.6 Включите зажигание и дождитесь пока давление в рампе достигнет рабочего уровня. Выключите зажигание.
5.7 Кнопкой «1» запустите тест.
5.8 После завершения теста зафиксируйте величину падения давления П1. Если давление не упало, то форсунка неисправна.
5.9 Повторите пункты 5.6-5.8 для кнопок «100» и «200» и зафиксируйте падение давления П100 и П200.
5.10 Динамические характеристики форсунки можно считать удовлетворительными при следующем условии: П100=П200=0.5хП1.
5.11 Повторите пункты 5.5-5.10 для каждой форсунки.
5.12 Отключите питание тестера и восстановите штатное подключение жгута проводов форсунок.

Стенд чистки и проверки форсунок
Оборудование для углубленной проверки ЭСУД и ее отдельных узлов
- Установка для проверки форсунок AE&T HP-6A
- Устройство для проверки и очистки форсунок с микропроцессором и технологией ультразвуковой очистки. Проверка атомизации форсунки, распылительной способности и однородности, и утечек с имитацией различных видов условий работы двигателя. Очистка при помощи установки для ультразвуковой очистки с таймером и переключателем.
Проверка впрыска и углов распыла
Установка автоматически запустится для
проведения проверки в соответствии
с заложенными в программе
3 автоматическими режимами.
на холостом ходу- 650 об/мин
при максимальной нагрузке- 2400 об/мин
при высоких скоростях- 3600 об/мин
Ультрозвуковая очистка в ванне

Тестер свечей зажигания
Оборудование для углубленной проверки ЭСУД и ее отдельных узлов
- Прибор проверки свечей зажигания Е-205
- В условиях максимально
- приближенных к эксплуатационным
- Прибор позволяет производить
- испытания свечи на герметичность
- и на бесперебойность
- искрообразования при заданном
- давлении 10-12атм.
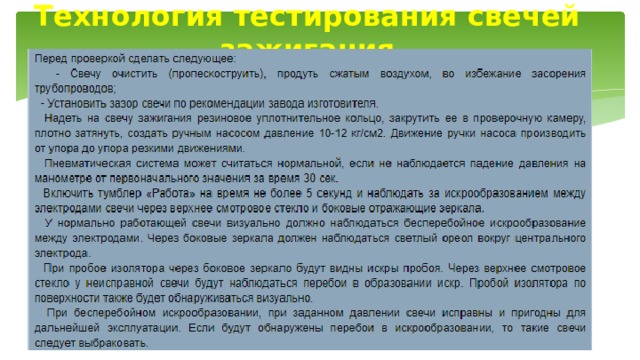
Технология тестирования свечей зажигания

Оборудование для углубленной проверки ЭСУД и ее отдельных узлов
- Предназначен для проверки модуля и катушек зажигания подключенного к адаптеру Scan Master US
- Если во всех четырех проверках с по парной переменой ВВ проводов на разряднике 23…24кВ будет искрообразования во всем диапазоне частот генератора стенда, то модуль полностью исправен, не имеет короткозамкнутых витков и развивает номинальную мощность искры.
С мех.распр. Зазор 10мм.
Без распр. 20-21мм.
- Самостоятельно изучить презентацию «Устройство и принцип работы диагностического оборудования 2 часть»
- Составить конспект слайдов 2,3,4,5,13
- Составить блок схему технологии тестирования форсунок (слайд9)
- Составить блок схему проверки уплотнений, наличия протечек, углов распыла форсунок на стенде AE&T HP-6A (см. ссылку слайд1о)
- Составить блок схему технологии тестирования свечей зажигания (слайд12)
- Ответить на контрольные вопросы:
- Для чего предназначены стробоскопы? Опишите стробоскопический эффект.
- Какое назначение имитатора сигналов, какие датчики и функции проверяют?
Источник
Конспект лекций по Технологической оснастке
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
ДОНЕЦКОЙ НАРОДНОЙ РЕСПУБЛИКИ
ГПОУ «ГОРЛОВСКИЙ КОЛЛЕДЖ ПРОМЫШЛЕННЫХ ТЕХНОЛОГИЙ И ЭКОНОМИКИ»
Зам. директора по УР
по дисциплине «ОП09.Технологическая оснастка»
специальность: 15.02.08 «Технология машиностроения»
Рассмотрено на заседании цикловой комиссии профессиональной технологической подготовки и рекомендовано к утверждению
Протокол № 1 от «29» 08. 2019 г.
Зав.метод.кабинетом _________________Кучеренко Т.В.
Теоретическое пособие по дисциплине «Технологическая оснастка». Разработала преподаватель высшей категории С.А.Наливайко — Горловка: ГПОУ «Горловский колледж промышленных технологий и экономики», 2019 — 87 с.
Изложенные теоретические основы учебного материала из курса «Технологическое оборудование» в виде тематических лекций и материала для самостоятельного изучения соответственно рабочей учебной программе дисциплины за специальностью 15.02.08 «Технология машиностроения» по дневной форме обучения.
Предназначены для использования при организации аудиторного учебного процесса обработке программного материала студентами специальности 15.02.08 «Технология машиностроения» дневной и заочной форм обучения.
Для студентов и преподавателей
Тема 1 Общие сведения о приспособлениях
1.1 Общие сведения о приспособлениях 5
1.2 Классификация и выбор приспособлений 8
Тема 2 Установка заготовок в приспособлениях
2.1 Базирование заготовок 12
2.2 Установочные элементы приспособлений 15
Тема 3 Зажимные устройства приспособлений
3.1 Классификация зажимных устройств и механизмов 26
3.2 Зажимные механизмы. Методика расчета сил зажима 28
3.3 Графическое изображение опор и установочных приспособлений 31
3.4 Погрешности установления заготовок 34
Тема 4 Силовые приводы для перемещения зажимных устройств
4.1 Механизированные приводы приспособлений 38
Тема 5 Элементы приспособлений
5.1 Элементы приспособлений для определения положения и
направления инструмента 44
5.2 Корпуса приспособлений Делительные и поворотные устройства 48
Тема 6 Универсальные и специализированные станочные приспособления
6.1 Приспособления для обработке на металлообрабатывающих станках 56
6.2 Универсально-сборные и сборно-разборные приспособления 59
6.3 Вспомогательный инструмент для металлорежущих станков 66
Тема 7 Методика проектирования приспособлений
7.1 Методика проектирования станочных приспособлений 77
7.2 Методика проектирования контрольно-измерительных приспособлений 81
Список литературы 87
Технологическое оснащение механообрабатывающих станков есть одной из основных дисциплин в программе обучения специалистов по технологии машиностроения.
В машиностроении качество, энергоемкость и стоимость продукции, безопасность и производительность работы большей частью обусловлены уровнем технологии, удачным подбором основного оборудования и качеством его оснащения.
Технологическое оснащение дает возможность значительно расширить производственные возможности основного оборудования, избегнуть малопродуктивного и утомительного размещения заготовок перед их обработкой, уменьшить объем ручной работы; механизировать и автоматизировать процессы установки, закрепления и снятия заготовок, транспортирования их между операциями. Удачно подобранное технологическое оснащение обеспечивает обслуживание нескольких станков одним рабочим, сокращает сроки отладки и производства продукции, снижает требования к квалификации рабочих, т.е. значительно ускоряет и удешевляет производство продукции машиностроения, сохраняя заданный уровень качества.
Дисциплина «Технологическое оснащение», как основная составная часть курса технологии машиностроения, базируется на приобретенных знаниях из физики, математики, химии, материаловедения, технологии конструкционных материалов, теоретической механики, черчения, деталей машин, взаимозаменяемости, стандартизации, основ технологии машиностроения.
ТЕМА 1 ОБЩИЕ СВЕДЕНИЯ О ПРИСПОСОБЛЕНИЯХ
1.1 Общие сведения о приспособлениях
1.2 Классификация и выбор приспособлений
1.1 Общие сведения о приспособлениях
Технологическим оснащением в машиностроении называют вспомогательные механизмы и агрегаты для обработочных станков, которые расширяют их технологические возможности во время обработки, составление и контроля качества изготовлю вальных изделий. К технологическому оснащению станков принадлежат универсальное и специальное устройства, вспомогательный технологический инструмент и силовые движители.
Чаще всего применяют технологические устройства, которые облегчают процессы обработки заготовок, составление готовых деталей и узлов, более сложные узлы, механизмы, агрегаты, машины и т.п., а также измерение и контроля качества объектов производства. Технологические устройства размещают как непосредственно на обработочных станках (на рабочих столах, суппортах, шпиндельных бабках и т.п.), так и вне них, на отдельных рабочих местах. К последним принадлежат устройства для измерения и контроля качества объектов производства.
Технологические устройства служат для установления и закрепление на них обработочных заготовок, направляющих для резальных инструментов (кондукторских втулок) и заготовок (люнетов), контрольно-измерительных преобразователей, магазинов для заготовок и готовых деталей (сборочные устройства) и т.п.
Современное машиностроительное производство имеет в своем распоряжении большой парк технологических устройств. В серийном и массовом производстве на каждую обрабатываемую заготовленную приходится большей частью килька технологических устройств. Значительную их часть представляют станочные устройства, которые служат для установки и закрепления обрабатываемых заготовок.
Расширенная номенклатура обрабатываемых заготовок и обработочных станков предопределяет соответственно большое разнообразие технологических устройств. Поэтому актуальными есть унификация и стандартизация как самых объектов производства, так и технологических устройств.
Унифицированные и универсальные технологические устройства частично изготовляют станкостроительные предприятия, комплектуя ими обрабатывающие станки (суппорты, револьверные и сверлильные головки, спутники, патроны, тиски, делительные и вращательные механизмы, борштанги, оправки.
Назначение технологического оснащения.
По целевому назначению технологическое оснащение разделяют на группы.
Станочные устройства применяют для установления и закрепление заготовок с целью их обработки резальными инструментами. К ним принадлежат также специальные устройства для изготовления деталей выгибанием, свариванием, завальцовыванием, заклепыванием и т.д.
Устройства для установки и закрепления рабочих инструментов (резальных, контрольных, измерительных) часто называют еще вспомогательными инструментами. К ним принадлежат патроны для сверл, разверток, метчиков, индикаторов, многошпиндельные, фрезерные и сверлильные головки, инструментальные рукоятки и т.п.
Контрольно-измерительные устройства обеспечивают контроль качества изделий как во время их изготовления, так и после его завершения.
Транспортировочные устройства осуществляют перемещение, вращение, подавание и прием заготовок и готовых изделии во время обработки, сортировка, счет, паковка, измерение и контролирование параметров.
Захватывающие устройства (захватчике) применяют для промышленных роботов (ПР), манипуляторов, автоматических производственных модулей, линий и т.п..
Технологическое оснащение дает возможность обходиться без трудоемких операций размещения заготовок, сверка их положения на обработочных станках и контрольно-измерительных приборах.
Основным назначением технологического оснащения есть повышение производительности труда, т.е. уменьшение искусственного времени.
Основное время уменьшают такими способами: одновременно осуществляют обработку несколькими резальными инструментами вместо одного, используя многошпиндельные фрезерные, сверлильные и револьверные головки и т.п.; вместе с тем обрабатывают несколько заготовок с помощью многоместных устройств; повышают режим резания, применяя устройства с большей жесткостью конструкций и т.п..
Вспомогательное время уменьшают путем совмещения процессов установления и закрепление следующей заготовки во время обработки предыдущей. Сокращают вспомогательное время также, отстраняя нужды сверки положения заготовки на рабочем городе, используя быстрозажимные механизмы закрепления вместо ручных зажимов, а также автоматические загрузочные, вращательные, делительные, многопозиционные механизмы, которые дают возможность полностью или частично объединять вспомогательное время с основным.
Время для технического обслуживания уменьшают, используя быстросменные патроны, головки, которые обеспечивают отладку резальных инструментов на нужны размеры вне станков, также калибры для размерной отладки резальных и измерительных инструментов.
Время организационного обслуживания уменьшают, применяя в технологических устройствах лотки, окна и другие механизмы для удаления, транспортирование и сортировка стружки.
Время регламентированных перерывов в работе станочников сокращают, используя автоматизированные механизмы вместо ручных.
Уменьшают время выполнения приготовительно-завершающих мероприятий с помощью швидкопереналагоджуваних пристроил для базирования заготовок без сверки, механизированной и автоматизированной уборки стружки и т.п.
Технологическое оснащение дает возможность значительно расширить возможности обработки заготовок. Даже универсальное оборудование, которым оборудованы механические цеха и участка, имеет ограниченные технологические возможности. Специальное технологическое оснащение значительно расширяет возможности обработочного оборудования и дает возможность выполнять такие работы, для которых это оборудование не предназначено. Например, с помощью специальных устройств на токарных станках выполняют протягивание, фрезерование, шлифование; фрезерных станках — растачивание и долбление; на одношпиндельных станках — одновременная обработка многих отверстий и т.п.
1.2 Классификация и выбор приспособлений
Классифицируют технологическое оснащение за разными признаками. По назначению оснащения разделяют на станочные устройства для установления и закрепление заготовок во время их обработки резанием, сборочное и контрольно-измерительное устройства, вспомогательные технологические устройства для установления и закрепление резальных инструментов, устройства для транспортирования, захватчике для роботов и манипуляторов и т.п..
За типами основного оборудования, для которого предназначенное оснащение, его разделяют на оснащение для токарных, шлифовальных, фрезувальних, строгальных, протяжения вальных, координатно-расточных станков, автоматического оборудование (автоматов, линий), гибких автоматизированных модулей, промышленных роботов, манипуляторов, станков с программным управлением и т.п..
За специализацией технологическое оснащение разделяют на группы:
1) универсальные станочные устройства для установления и закрепление заготовок разной конфигурации, к которым принадлежат вращательные и делительные столы, головки; зажимные тиски, патроны, скаль частые кондукторов и т.п..
2) специализированные налаживаемые и не налаживаемые устройства для установления и закрепление заготовок, близких между собой за конструктивно-технологическими признаками (базами, обрабатываемыми поверхностями), предназначенные для групповой обработки заготовок (валов, втулок, фланцев, дисков, кронштейнов и т.п.) и обработку типичных заготовок;
3) универсально-складные устройства, которые дают возможность из ограниченного количества стандартных элементов изготовлять специальные устройства разного назначения;
4) специальное оснащение (одно целевые устройства и вспомогательный инструмент), предназначенное для выполнение отдельных операций технологического процесса обработки заданной заготованки.
За универсальностью и способом переналадки различают такие устройства:
1) универсально-непереналаживаемые устройства, готовые механизмы долгосрочного действия, с постоянными (неизменными) элементами для установления разных заготовок. Их переналадки выполняют с помощью специально предусмотренных регулированных установно-затискних элементов;
2) универсально-налаживаемые устройства с универсальным базовым агрегатом и съемными элементами для установления и закрепление заготовок. Переналадка их состоит в замене установочно-зажимных элементов;
3) специализированные налаживаемые устройства, что имеют специализированный по схеме базирования и видом обработки типичных заготовок агрегат и сменные элементы. Их применяют для групповой обработки заготовок в серийном производстве;
4) универсально-сборочные устройства, что содержат стандартные универсальные элементы. С их помощью составляют специальные устройства кратковременного использования в условиях мелкосерийного производства;
5) сборочно-разборные устройства, которые изготовляют из готовых деталей и узлов как специальные устройства для продолжительного использования в условиях серийного и многосерийного производства.
За степенью механизации и автоматизации оснащения разделяют на ручное, механизированное, автоматизированное и автоматическое.
В зависимости от применяемых типов движителей оснащения бывает с ручным, механическим самозажимным, пневмогидравлическим, пневмомеханическим, гидромеханическим, автономным, неавтономным движителями; с пневмогидравлическим аккумулятором и т.п..
Часто вместо классификации технологического оснащения классифицируют его составные части и отдельные элементы, которые могут быть как сложными механизмами (делительными, фикса вальными, зажимными, движущими, направляющими и т.п.), так и простыми деталями (установочными, зажимными, толкатели, закрепляющими, усилительными, уплотнительными и т.п.).
1. Что такое технологическое оснащение?
2. Назначение технологического оснащения.
3. Как можно уменьшить искусственное время обработки заготовки?
4. Классификация технологического оснащения за типами оборудования.
5. Как классифицируют технологическое оснащение за специализацией?
6. Классификация устройств за их универсальностью.
7. Как различают устройства за степенью их механизации и автоматизации?
ТЕМА 2 УСТАНОВКА ЗАГОТОВОК В ПРИСПОСОБЛЕНИЯХ
2.1 Базирование заготовок
2.2 Установочные элементы приспособлений
2.1 Базирование заготовок
Каждая машина имеет свое служебное назначение, под которым понимается максимально уточненное и четко сформулированное задачи, которое она должна выполнять. Деталь, будучи составной частью машины, также имеет свое служебное назначение, которое она выполняет с помощью своих составных частей — поверхностей.
Учитывая служебное назначение отдельной детали различают четыре вида поверхностей. Первый вид 1 — это поверхности рабочие или исполнительные, с помощью которых выполняется служебное назначение детали.
Поверхности 2 — основные базы, т.е. поверхности, с помощью которых определяется положение деталей в машине, на которые деталь базируется, с помощью которых деталь присоединяется при собирании к другим деталям.
Поверхности 3 — вспомогательные базы, т.е. поверхности, к которым присоединяются другие детали.
Поверхности 4 — свободные. Это все другие поверхности, которые завершают конструкционную форму детали.
На рисунке 1, г показанная конструкция промежуточного валика.

а — резец; б — фреза; в — корпус подшипника; г — вал; с — шестерня;
1 — рабочие (исполнительные) поверхности; 2 — основные базы; 3 — вспомогательные базы; 4 — свободные поверхности
Рисунок 1 — Поверхности деталей машин
Служебное назначение этой детали: передача заданного крутящего момента из входного на выходной валы редуктора. Для выполнения служебного назначения необходимо иметь две цилиндрические поверхности 2, что определяют положение валика в редукторе (посадочные места под подшипники), а также две цилиндрические поверхности 3, как посадочные места шестерни. Кроме этого, необходимые две плоские поверхности, которые бы определяли положение зубчатых колес в направлении оси валика, а также на поверхностях 3 поверхности пазов под шпонки, которые будут передавать крутящий момент от зубчатого колеса на вал и из вала на второе зубчатое колесо. Чтобы предоставить валику законченной конструкционной формы, необходимо иметь ряд свободных поверхностей.
Классификация поверхностей при механической обработке заготовок:
— обработочные поверхности, которые подвергают влиянию инструмента при выполнении операции;
— поверхности, с помощью которых обеспечивается необходимое положение заготовки относительно элементов станка и режущего инструмента
— поверхности, которые воспринимают усилие зажима при закреплении заготовки;
— поверхности, от которых измеряют полученные размеры — измерительные базы;
— свободные поверхности, которые не подвергают обработке на данной операции и которые не выполняют других функций из числа выше приведенных.
Понятие о базировании, базах.
В основу теории базирование положено раздел теоретической механики об определении положения свободного твердого тела в пространстве.
Как известно, теоретическая механика рассматривает два состояний тела — покоя и движения. Понятие эти относительные и имеют смысл лишь тогда, когда указывается система отсчета. Если положение тела относительно системы отсчета на протяжении времени не изменяется — тело находится в состоянии покоя, если изменяется — в состоянии движения.
Нужны положения или движение тела относительно системы отсчета достигаются наложением на него координатных (геометрических) или кинематических связей. Связями называют условия, которые накладываются или на положение или на скорости точек тела. В первом случае связки называют координатными (геометрическими), а во второму — кинетическими. Если на тело наложенные геометрические связи, то благодаря ним некоторые перемещения тела окажутся невозможными. Возможным перемещением тела называются элементарные перемещения, которые можно осуществить без нарушения наложенных на тело связей. Число таких возможных перемещений называют числом степеней вольности данного тела.
Если твердое тело может получать любое перемещение в просторные, то такое тело называют свободным. Такое тело имеет 6 степеней вольности: три перемещения вдоль координатных осей и три обращения вокруг этих осей.
Таким образом, чтобы сделать тело недвижимым, необходимо лишить тело шести степеней вольности, а для этого необходимо на него наложить шесть связей. При реальных условиях связки практически осуществляются с помощью материальных тел. Реализация двусторонних геометрических связей достигается столкновеньем поверхностей тела с поверхностями другого тела, к которому оно присоединяется, и прикладыванием сил и пар сил для обеспечения контакта между ними.
Базирование — это процесс ориентации детали (заготовки) с целью предоставления ей нужного положения относительно выбранной системы координат: при составлении — предоставление детали нужного положения в изделии относительно других, прежде вставленных деталей или изделий; при механической обработке — предоставление заготовке нужного положения на станке относительно траектории обработочного инструмента. При измерении — предоставление заготовке или детали нужного положения относительно измерительного инструмента.
Поверхности, линии или точки, с помощью которых определяется положение детали в узле при составлении или заготовки в приспособлении на станке при механической обработке, называют базами. В первом случае, т.е. при составлении, поверхности базирования называют конструкторскими базами, а во втором случае, т.е. при механической обработке — технологическими базами.
Станок, устройство, заготовка имеют свои системы координат. Поэтому при установлении заготовки необходимо придать ей определенное положение относительно системы координат устройства или станка
2.2 Установочные элементы приспособлений
Классификация и назначение баз.
Базы классифицируются за следующими основными признаками: по назначению, за лишением степеней свободы и за характером проявления.
По назначению отличают базы конструкторские, технологические, наладочные и измерительные.
Конструкторская база — это база, которая используется для определения положения детали или сборочной единицы в изделии. В зависимости от того, какую роль сыграют базовые поверхности относительно детали, различают основные и вспомогательные базы. Основными базами называются такие поверхности детали, которыми эти детали устанавливаются в узлах машин или на других деталях. Примером основной базы есть отверстие зубчатого колеса или шкива, которыми насаждаются эти детали на валы. Вспомогательные базы — это такие поверхности детали, которые используются для определения положения присоединенных к ним изделий.
Технологическая база — это база, которая используется для определения положения заготовки или изделия в процессе изготовления или ремонта. На эту базу заготовка устанавливается при обработке. Если технологической базой является необработанная поверхность, такая база называется черновой; а если базой является обработанная поверхность — чистовой.
Наладочная база — это поверхность на устройстве или станке, от которой осуществляется установка (настройка) на размер обработки резальных инструментов и упоров станка.
Для осуществления установки (настройки) резальных инструментов на станке относительно определенных поверхностей заготовки необходимо, чтобы эти поверхности занимали на устройстве-станке при изменении заготовок неизменное положение относительно упоров станка, которые при этом определяют конечное положение резальных инструментов. К таким поверхностям заготовки относятся опорные поверхности, которые и определяет их широкое использование в качестве наладочных баз, т.е. наладочной базой может быть и одна из обработанных поверхностей заготовки. Конечно, это поверхность, по отношению к которой ориентируются обработанные поверхности заготовки и, которые при этом связанные непосредственными размерами.
Измерительная база — это база, которая используется для определения относительного положения заготовки или изделия и средств измерения. От этой базы измеряют размер детали.
Измерительная база на черчении связана с контролируемыми поверхностями детали непосредственными размерами или определенными условиями. Конечно, измерительная база совпадает с конструкторской. Если измерительная база представляет собой материальную поверхность, то измерения выполняют обычными прямыми методами измерения. Если измерительная база — мысленный элемент (биссектриса угла, осевая линия, плоскость симметрии и др.), то она материализуется с помощью вспомогательных деталей (штырей, пальцев, валиков, натянутых струн, висков и т.п.), оптических установок и других устройств.
За отобранными степенями свободы разтличают:
Установочная база — это поверхность, которая имеет три опорные точки и лишает заготовку трех степеней свободы. Конечно, эти поверхности имеют максимальные габариты.
Направляющая база — поверхность, которая имеет две опорные точки и лишает заготовку двух степеней свободы. Конечно, эти поверхности имеют максимальную длину.
Опорная база — поверхность, которая имеет одну опорную точку, и лишает заготовку одного степени свободы.
Цилиндрическую поверхность валика называют двойной направляющей, а торцевую и боковую поверхность шпоночного паза — опорной (ось, которая имеет четыре опорные точки, называют двойной направляющей базой). Ось для валиков является двойной установочной технологической базой.
У дисков: торцевая поверхность — установочная база, цилиндрическая поверхность — двойная опорная, плоскость шпоночного пазу — опорная база.
За лишенными степенями свободы база, как отмечалось раньше, может быть установочной, опорной, двойной направляющей, двойной опорной.
Реальные поверхности, на которые устанавливается деталь (заготовка) при обработке, называются явными (материальными).
Явная база — это реальная поверхность, линия или точка перекрестка черточек.
Во многих случаях проектирования бывает удобно определить расположение отдельных поверхностей заготовки по некоторым мысленным плоскостям, линиям или точкам (плоскость симметрии, осевая линия, биссектриса угла, центровая точка), которые в данном случае называются условными или скрытыми базами.
Применение условных (скрытых) баз при проектировании есть удобным из-за того, что разрешает исключить из расчетов неминуемые погрешности реальных поверхностей, снижающих точность базирования.
Рассмотрим базирование втулки по явной и условной (скрытой) базы, рисунок 2 и рисунок 3.

Рисунок 2 — Схема базирования по материальной (явной) базе — по отверстию на оправку с зазором.
В этом случае погрешности базирования будут равны величине зазора

Рисунок 3 — Схема базирования по условной (оси втулки) базе — на разжимную оправку (цангу
В этом случае погрешности базирования не будет (т.е. не будет эксцентриситета) смещение внешней и внутренней поверхностей. Это усложняет устройства, но повышает точность обработки
Полное наименование баз должно состоять из сроков вида баз, соответствующих отдельным классификационным признакам и расположенных в таком порядке: по назначению, лишенными степенями вольности, характером проявления. Например: основная учредительная явная база; технологическая направляющая скрытая база; измерительная опорная явная база.
Короткое наименование баз состоит из частицы сроков вида баз. Например: основная база; технологическая направляющая база; измерительная явная база.
Искусственные технологические базы. Если конфигурация заготовки не дает возможности выбрать технологическую базу, которая разрешает удобно, стало и надежно ориентировать и закреплять заготовку в устройстве или на станке, то прибегают к созданию искусственных технологических баз. Например, базирование лопаток и т.п.
Дополнительные опорные поверхности. Для полного определения положения заготовки в устройстве теоретически необходимо создать шесть опорных точек. В этом случае положения заготовки в устройстве есть статически определенным.
Однако при обработке нежестких заготовок шесть опорных точек оказывается недостаточным — заготовка под влиянием сил резания деформируется и потому получить нужную точность не становится возможным. В этом случае технолог должен найти дополнительные опорные точки (т.е. должен будто бы то искусственно увеличить жесткость заготовки). Это, как правило, делают с помощью: люнета (подвижного или недвижимого) при обработке нежесткого (длинного) вала; дополнительные упоры при обработке корпусных деталей и т.п.
Основные схемы базирования.
Рассмотрим примеры базирования заготовок трех классов: призм, валов и дисков.
При объединении двух координатных систем (системы координат заготовки с системой координат устройства — станка) шесть координатных связей превращаются в шесть опорных точек и заготовка лишается шести степеней вольности.
Выясним понятие координатная связь и устранения степеней свободы твердого тела на примере призмы — книжки на столе (рисунок 4, а). На плоскости Х0У в точках 1, 2, 3, установленные три спицы, на которые положенная призма. Три спицы будем рассматривать как поверхность стола — плоскость X0Y. Будем двигать призму, не отрывая при этом ее от поверхности стола — от спиц — координатных связей, так как иначе будут затронутые эти связи. Итак, как можно двигать призму — книжку по поверхности стола: поступательно перемещать вдоль осей 0X и 0Y и вращать вокруг оси 0Z. А в каких направлениях двигать призму нельзя, не отрывая ее от стола, т.е. не поднимая координатные связи: нельзя двигать вдоль оси 0Z и нельзя вращать вокруг осей 0Х и 0Y. Таким образом, три координатные связи — три спицы — три опорные точки на плоскости Х0У лишают призму трех степеней свободы. Аналогично опорные точки на других координатных плоскостях.
Базирование призм. Объединяя систему координат призмы с системой координат станка-устройства достигают того, что координатные связи превращаются в опорные точки. Так, совмещая призму с плоскостью X0Y на этой плоскости образовывается три опорных точки: 1, 2, 3, которые лишают призму (заготовку) возможности поступательного перемещения вдоль оси 0Z и обращение вокруг оси 0Х и оси 0Y, смотри рисунок 4, а.
Совмещая призматическую заготовку с плоскостью Y0Z, соответственно образовываются две опорных точки 4 и 5, которые лишают заготовку возможности перемещаться вдоль оси 0Х и вращения вокруг оси 0Z.



а — призма; б — валик; в — диск
Рисунок 4 — Устранение шести степеней свободы наложением геометрических координатных связей
Если коротко, то: плоскость X0Y- опорные точки 1, 2, 3, — 0Z , 0X, 0Y — установочная база; плоскость Y0Z — опорные точки 4, 5 — 0Х, 0Z — направляющая база; плоскость X0Z — опорная точка 6 — 0Y — опорная база; т.е. эти опорные точки лишают заготовку 6-ти степеней свободы.
При базировании вала (рисунок 4, б) опорные точки 1, 2 на плоскости X0Y лишают вал возможности: перемещаться вдоль оси 0Z и вращаться вокруг оси 0Х и соответственно лишают заготовку двух степеней свободы. Опорные точки 3, 4 на плоскости Y0Z лишают заготовку возможности перемещаться вдоль оси 0Х и вращаться вокруг оси 0Z. Опорная точка 6 на плоскости Y0X лишает заготовку возможности перемещаться вдоль оси 0Y. Опорная точка 5 на плоскости X0Y (паз) лишает заготовку возможности вращаться вокруг оси 0Y или собственной оси, т.е. лишает заготовку шестой степени свободы. Таким образом, заготовка вала получит определенное положение в системе координат станка.
Цилиндрическая поверхность вала, которая несет на себе 4 опорные точки и лишает вал 4 степеней свободы, называется двойной направляющей базой. Поверхность, которая несет на себе одну опорную точку и лишает вал одного степени, называется опорной базой.
При базировании диска (рисунок 4, в) опорные точки 1, 2, 3 на плоскости Z0X лишают заготовку возможности перемещаться вдоль оси 0Y , вращаться вокруг оси 0Z и 0Х, т.е. лишают заготовку трех степеней свободы. Опорная точка 4 на плоскости Y0Z лишает заготовку возможности перемещаться вдоль оси 0Х. Опорная точка 5 на плоскости X0Y лишает заготовку возможности перемещаться вдоль оси 0Z . Опорная точка 6 (в пазу) на плоскости X0Y лишает заготовку возможности вращаться вокруг собственной оси 0Y, т.е. лишает заготовку шестой степени свободы.
Диск — цилиндрическая деталь, у которой длина цилиндрической поверхности меньшая диаметра. В связи с этим возможности ориентирования детали по цилиндрической поверхности значительно ограниченные сравнительно с цилиндрической поверхностью вала, зато в торцевой поверхности такие возможности возрастают. Поэтому торцевая поверхность диска принимается за установочную базу, так как несет 3 опорные точки. А цилиндрическая поверхность несет на себе две опорные точки и соответственно лишает диск двух степеней свободы и называется двойной опорной базой.
Для предоставления ориентировочного положения телу с использованием его плоскостей симметрии или осей поверхностей связки должны быть наложенные непосредственно на плоскости симметрии, оси, линии или точки их сечения. Базирование по плоскостям симметрии, осях, линиях или точках их сечения реализуется с помощью центрирующих приспособлений: самоцентрирующих призматических тисков, подпружиненных конических (сферических) пальцев и т.д.
Опорная точка — это точка, которая символизирует один из шести связей заготовки с выбранной системой координат (с устройством).
База — это поверхность, линия или точка или их соединение (комбинация), что используется для базирования.
Схема базирования — это схема расположения опорных точек на базовых поверхностях заготовки.

а — снизу, сбоку; б — впереди, сзади (позади)
Рисунок 5 — Условное изображение опорных точек на схемах
На схемах базирования все опорные точки показывают условными знаками и нумеруют порядковыми номерами (арабскими цифрами) начиная из базы, на которой расположено наибольшее число опорных точек, смотри рисунок 5. Схема базирования приведена на рисунке 5.

I , ІІ, ІІІ — базы детали; 1,2. 6 — опорные точки. Три основные базирующие поверхности
І — установочная; ІІ — направляющая; ІІІ — опорная
Рисунок 6 — Схема базирования призматической детали
Правило шести точек.
Правило шести точек: для базирования заготовки в устройстве необходимо и достаточно иметь в нем шесть опорных точек, расположенных определенным образом относительно базовых поверхностей заготовки; или иначе: для обеспечения недвижимости заготовки в выбранной системе координат (в устройстве) необходимо и достаточно на заготовку наложить шесть двусторонних геометрических связей, для создания которых необходимый комплект баз, которые несут шесть опорных точек.
Но следует помнить, что при этом уделяют внимании на жесткие двусторонние связи, исключая возможность любого перемещения тела вдоль этих связей.
При реализации же теоретической схемы базирования двусторонние связи превращаются в опорные точки и тем самым в односторонние связи. Это означает, что достигнутое правильное положение детали может измениться под действием сил и моментов сил резания или составление. Для сохранности полученного при базировании правильного положения детали необходимо обеспечить непрерывность контакта соединенных поверхностей деталей для жесткой двусторонней связи. Поэтому при реализации теоретической схемы базирования нельзя ограничиваться только созданием необходимых шести опорных точек, необходимо еще обеспечивать плотное и непрерывное соприкосновение соответствующих поверхностей детали (опорных точек) с помощью силового замыкания.
Если соответственно служебному назначению изделие должен иметь определенное число степеней свободы, то соответствующее число связей снимается и заменяется кинематическими связями.
Например, шпинделя станков должны быть лишены пяти степеней свободы, при сохранении возможности вращения вокруг своей оси. Салазки суппорта станка должны сохранять одну степень свободы, которая разрешает осуществить их перемещение по направляющим.
В теории базирования руководствуются тремя принципами.
Первый принцип — правило шести точек — для базирования заготовки необходимо и достаточно иметь шесть опорных точек.
Второй принцип — принцип единства (объединение, совмещение) баз — установочная и измерительная базы должны быть одной поверхностью, т.е. необходимо стремиться к объединению (совмещение) этих баз; это должна быть одна и та же поверхность.
Третий принцип — принцип постоянства (постоянности) баз — заготовку следует обрабатывать от одного комплекта баз (точнее, комплект баз должен быть одним при обработке определенной поверхности по ходу ТП).
Любое нарушение этих принципов приводит к погрешностям базирования.
2.Какое твердое тело называют свободным?
3.Сколько степеней вольности имеет твердое тело?
4.Что необходимо сделать чтобы лишить тело шести степеней вольности?
5.Что такое базирование детали?
6.Какие поверхности называют базами?
7.Как классифицируют базы?
8.Как отличают базы за отобранными степенями вольности?
10.Какие поверхности называют явными базами?
11.Какие поверхности называют условными базами?
12.Когда положение заготовки в устройстве есть статически определенным?
13. Назовите правило шести точек.
14.В чем заключается принцип объединения баз?
15.В чем заключается принцип постоянности баз?
16.Когда наблюдается неопределенность базирования?
17.Что понимают под определенностью базирования?
18. Как можно обеспечить определенность базирования заготовки?
ТЕМА 3 ЗАЖИМНЫЕ УСТРОЙСТВА ПРИСПОСОБЛЕНИЙ
3.1 Классификация зажимных устройств и механизмов
3.2 Зажимные механизмы. Методика расчета сил зажима
3.3 Графическое изображение опор и установочных приспособлений
3.4 Погрешности установления заготовок
3.1 Классификация зажимных устройств и механизмов
Назначение и технические требования.
Во время обработки на заготовку действуют силы резания, вибрации системы и т.п., что предопределяют ее возможное смещение с заданного положения. За величиной, направлением действия и местом приложения все они могут быть постоянными и сменными. Сила резания преимущественно возрастает от нуля до наибольшего значения во время врезания резального инструмента и уменьшается к нулю во время его выхода из зоны резания. Даже во время постоянного режима резания она частично изменяется за амплитудой и может достигать 10% номинальной величины. Точка приложения силы резания во время обработки беспрерывно перемещается вдоль обрабатываемой поверхности. Затупление режущего инструмента предопределяет соответствующее увеличение силы резания.
Силы зажима рассчитывают как во время проектирования новых, так и во время использования универсальных переналаживаемых технологических устройств. Исходными данными для их расчета есть добраны схема базирования, место-приложение, значение и направление действия сил, которые возникают во время обработки, и силы зажимания заготовки.
Расчет сил зажимания преимущественно можно свести к решению задачи со статики твердого тела, которое находится под действием системы внешних сил. На заготовку с одного стороны действуют сила массы и силы, которые возникают во время ее обработки, а со второго — силы зажимные и силы реакции опор. Под действием всех сил заготовка должны находиться в состоянии равновесия.
Жесткость технологических устройств должны быть такой, чтобы предотвратить возможное смещение заготовки с заданного начального положения под действием на нее всех внешних сил.
По месту приложения, значением и направлением действия силы резания есть величинами сменными, изменяются в зависимости от времени (вход, выход и затупления резального инструмента), величины припуска на обработку резанием, физико-механических свойств материала заготовок и т.п.. Для некоторых видов обработки (строгание, долбление, точение несплошных поверхностей и т.п.) силы резания могут изменяться мгновенно от нуля до наибольшего значения (ударные нагрузки). Силы резания определяют по действующей методике .
Для надежного закрепления заготовки силу ее зажимания берут с некоторым запасом, который учитывает возможные изменения силы резания и всех внешних сил, которые действуют на нее. Коэффициент запаса выбирают дифференцированно как произведение
где k — суммарный коэффициент запаса,
k0 — наименьший коэффициент запаса, преимущественно принимают k0=1,5;
k1- коэффициент состояния технологической базы; для черновых баз k1=1,2; для чистовых k1= 1,0;
k2- коэффициент состояния резального инструмента; для обостренного инструмента k2= 1,0; для притупленного k2= 1,4;
k3- коэффициент характера нагрузки; для равномерной нагрузки k3=1,0; для обработки с ударными нагрузками k2=1,2;
k4- коэффициент стабильности силового движителя; для ручного движителя k4=1,3; для механизированного k4=1,0;
k5- коэффициент надежности опор; для установления на сопротивления из гарантированной поверхностью контакта k5= 1,0; для опор с неопределенной поверхностью контакта k5= 1,5.
3.2 Зажимные механизмы. Методика расчета сил зажима
Сила зажимания заготовки зависит от принятой схемы ее установления. Рассмотрим наиболее распространенные способы установления заготовок и применяемые зажимы.
Зажимы, которые предотвращают сдвиг заготовки под действием силы ее обработку.
Схемы установления заготовок большей частью добирают при таких условиях, чтобы заготовка занимала стойкое положение еще к моменту приложения силы ее прижимания, во время закрепления не поднималось ее начальное положение, а сила обработки не сдвигала ее из заданного начального положения. Первую из этих требований обеспечивают правильным размещением установочных элементов относительно центра массы заготовки, другу — отбором места приложения и направления силы ее прижимания, а обеспечение третьей рассмотрим ниже для конкретных примеров.
Упрощенные схемы установления заготовок в устройствах с зажимами, которые предотвращают сдвижку заготовки под действием силы обработки, изображенные на рисунке 7. Силы обработки Р и зажима Q прижимают заготовку к опорам устройства (рисунок 7, а).

Рисунок 4.6 — Схемы установления заготовок в устройствах с защитой их от сдвига
Для постоянной силы обработки Р сила Q = 0. Такую схему применяют для точения в центрах, протягивание отверстий, цекования бобышек (выступлений) и т.п.. Если возникают дополнительные силы сдвижки заготовки N, направленные навстречу силе прижимания заготовки, то силу прижимания записывают в виде

где k- коэффициент запаса, который определяют.
Для сменной (нестабильной) силы Р (например, во время фрезерования), во избежание возможной вибрации и повысить надежность закрепления заготовки, силу прижимания принимают больше нуля.
Если сила обработки направлена навстречу силе прижимания (рисунке 7, б), то для зажима первого типа

а для зажима второго типа

Если сила обработки направлена на сдвижку заготовленный (рисунок 7, в), что воздерживается только силами трения в местах ее контакта с зажимными элементами, силу прижимания определяют как

где f1 и f2 — коэффициенты трения заготовапки соответственно с учредительными и зажимными элементами.
Эту схему применяют также для обработки заготовок с установлением их с помощью двух пальцев и перпендикулярной к их осям плоской поверхности. В этом случае, во избежание повреждения поверхности отверстия в заготовке ромбическим пальцем, значение силы прижимания принимают таким, чтобы сила обработки уравновешивается силами трения заготовки на базовой плоскости, а пальцы были полностью разгруженные. Для устройств, где сила обработки направлена одновременно на сдвижку и прижимание заготовки к опорам (рисунок 7, г), за достаточной жесткости опор с применением зажима второго типа, силу прижимания заготовки определяют как

где Р1 и Р2 — составные силы обработки, направленные соответственно опорам и на сдвижку заготовки, Н.
Если kР2 f 2 Р ] и во время обработки отсутствующая вибрация, силу прижимания заготованки можно принять Q = 0.
3.3 Графическое изображение опор и установочных приспособлений
Госстандарт устанавливает графическое обозначение опор, зажимов и установочных устройств, применяемых в технологической документации.
При графическом обозначении необходимо руководствоваться следующими правилами:
— обозначение рельефа рабочей поверхности наносят на обозначение соответствующей опоры, зажима или установочного устройства;

— обозначение видов устройств зажимов наносят по левую сторону от обозначения зажимов;

— количество точек приложения силы зажима к изделию следует записывать по правую сторону от обозначения зажима;

— на схемах допускается несколько обозначений одноименных опор на каждом виде заменят одним из обозначением их количества;

— на схемах, которые имеют несколько проекций, допускается на отдельных проекциях не учитывать обозначения опор, зажимов и установочных устройств, если их положение однозначно определено на одной плоскости;
— на схемах допускается обозначение двойного зажима

В таблице 3.3 показанные примеры нанесения обозначений опор, зажимов и установочных устройств на схемах.
В таблице 1 и 2 показанные примеры схем установов деталей в приспособлениях на картах технологических процессов их изготовления.
Таблица 1 — Примеры нанесения обозначений опор, зажимов, установочных устройств на схемах



Центр обратный вращающийся с рифленой поверхностью





Оправление коническая роликовая

Оправление резьбовая, цилиндрическая с внешней резьбой



Опора регулирована со сферической выпуклой рабочей поверхностью

Зажим пневматический с цилиндрической рифленой рабочей поверхностью

Таблица 2 — Примеры схем установки деталей в приспособлениях на картах технологических процессов.
В кондукторе с центрированием на цилиндрический палец с упором на три недвижимых плоских сопротивления и с применением электрического устройства двойного зажима, которые имеют сферические рабочие поверхности

В трехкулачковом патроне с механическим устройством зажима, с упором в торец, с поджимом вращающимся центом и с креплением в подвижном люнете

3.4 Погрешности установления заготовок
На точность обработки влияет ряд технологических факторов, которые вызывают общую погрешность обработки, которая не должна превышать допуск а выполняемый размер при обработке заготовки:

Для выражения допуска а, выполняемого при обработке размера, следует пользоваться формулой:
 ,
,
где  — погрешность вследствие упругих разжатой технологической системы под влиянием сил резания (погрешность деформации);
— погрешность вследствие упругих разжатой технологической системы под влиянием сил резания (погрешность деформации);
 — погрешность настраивания станка в ненагруженном состоянии;
— погрешность настраивания станка в ненагруженном состоянии;
 — погрешность установки заготовки в приспособлении;
— погрешность установки заготовки в приспособлении;
 — погрешность от размерного изнашивания инструмента;
— погрешность от размерного изнашивания инструмента;
 — погрешность обработки, вызываемая тепловыми деформациями технологической системы;
— погрешность обработки, вызываемая тепловыми деформациями технологической системы;
 — суммарная погрешность формы обрабатываемой поверхности, обусловленная геометрическими погрешностями станка и деформацией заготовки при обработке и входная в допуск а, так как погрешность формы поверхности является частью поля ее размера.
— суммарная погрешность формы обрабатываемой поверхности, обусловленная геометрическими погрешностями станка и деформацией заготовки при обработке и входная в допуск а, так как погрешность формы поверхности является частью поля ее размера.
 мкм,
мкм,
где  — погрешность базирования заготовки в приспособлении;
— погрешность базирования заготовки в приспособлении;
 — погрешность закрепления заготовки, которая возникает в результате действия сил зажима;
— погрешность закрепления заготовки, которая возникает в результате действия сил зажима;
 — погрешность положения заготовки, которая зависит от приспособления;
— погрешность положения заготовки, которая зависит от приспособления;
. 
где  — погрешность изготовления приспособления по избранному параметру, который зависит от погрешностей изготовления и сборки установочных и других элементов приспособления;
— погрешность изготовления приспособления по избранному параметру, который зависит от погрешностей изготовления и сборки установочных и других элементов приспособления;
 — погрешность расположения приспособления на станке;
— погрешность расположения приспособления на станке;
 — погрешность расположения заготовки, которая возникает в результате изнашивания элементов приспособления;
— погрешность расположения заготовки, которая возникает в результате изнашивания элементов приспособления;
 — изменяется в зависимости от условий и типа производства, а также от особенностей конструкции приспособления.
— изменяется в зависимости от условий и типа производства, а также от особенностей конструкции приспособления.
Для мелкосерийного и серийного производства:
 , мкм.
, мкм.
Для массового и крупносерийного:
а) для одноместных приспособлений
 , мкм,
, мкм,
б) для многоместных приспособлений
 , мкм,
, мкм,
в) для устройств-спутников
 , мкм.
, мкм.
 , мкм,
, мкм,
где  — погрешность от перекоса инструмента.
— погрешность от перекоса инструмента.
Отсюда погрешность изготовления приспособления:
 , мкм.
, мкм.
В связи со сложностью нахождения значений ряда величин точность изготовления приспособления можно определить по формуле:
 , мкм,
, мкм,
где Кт = 1. 1. 1,2 (в зависимости от количества слагаемых: чем их больше, тем ближе к единице следует принимать значение кт);
Кт1 — коэффициент, который учитывает уменьшение предельного значения погрешности базирования при работе на настроенных станках: Кт1 = 0,8. 0. 0,85;
Кт2 — учитывает частицу погрешности обработки в суммарной погрешности, вызываемой факторами, которые не зависят от приспособления, Кт2 = 0,6. 0. 0,8;
 — экономическая точность обработки.
— экономическая точность обработки.
1. Этапы расчета приспособления на точность.
2. Которые расчетные параметры могут выступать при расчете приспособления на точность?
3.Как определить погрешность установки заготовки в приспособлении.
4.Как определить погрешность расположения приспособления.
5.Когда возникает погрешность от переноса инструмента?
ТЕМА 4 СИЛОВЫЕ ПРИВОДЫ ДЛЯ ПЕРЕМЕЩЕНИЯ ЗАЖИМНЫХ УСТРОЙСТВ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
4.1 Механизированные приводы приспособлений
Пневматический привод состоит из пневмодвигуна, воздухопроводов и пневматической аппаратур разного назначения. Энергоносителем здесь есть сжатый воздух с давлением Р = 0,4-0,6 МПа. Расчет на прочность элементов пневмоприводу делают при давлении Р = 0,6 МПа, а величину усилия, которое развивает им, Ри при давлении Р = 0,4 МПа.
Пневмодвигатели выполняют в виде поршневых цилиндров и диафрагменних пневмокамер.
Поршневые двигатели (пневмоцилиндры).
Они подразделяются на одинарные и сдвоенные. В одинарных есть один поршень, а в сдвоенных — два. Они могут быть также одностороннего и двустороннего действия (рисунок 8).

Рисунок 8 — Пневмоцилиндр двустороннего действия
1. Для пневмоцил и ндров одностороннего действия



где q — характеристика пружины,
а — величина сжатия.
2. Для пневмоцил и ндров двустороннего действия
 ,
,

 ,
,
где  – КПД =0,85,
– КПД =0,85,
q – сопротивление обратной пружины.
Диафрагменные пневмокамери (рисунок 9)

Рисунок 9 — Диафрагменные пневмокамери
1. Для пневмокамер одностороннего действия

Для пневмокамер двустороннего действия

Диафрагменные пневмокамери в силовом отношении отличаются от поршневых том, что усилие, которые развиваются ими, изменяется по мере движения штока.
— рабочая камера не обрабатывается и намного дешевле пневмоцилиндров;
— малый ход поршня;
— падение усилия по длине хода штока;
— диаметральные размеры больше осевых.
Гидравлический повод состоит из силового гидравлического цилиндра, насоса, бака, трубопроводов, аппаратуры управления и регулирование. Гидроцилиндры бывают одностороннего и двустороннего действия. Благодаря использованию больше высокого давления жидкости в сравнении с пневмоприводом при тех усилиях, которые развивают же, имеет меньшие габариты и вес; масло обеспечивает смазывание трущихся частей.
— сложность гидроустановки и необходимость в дополнительной площади для ее размещения;
Простейшая схема с одним насосом приведена на рисунке 10.

Рисунок 10 — Схема гидропривода с одним насосом
Масло от насоса 4 направляется золотником управления 2 в одну из пустот гидроцилиндра 1. Когда передается к несамотормозящим зажимным элементам, масло должно подаваться в систему под рабочим давлением в течении все времени работы механизма зажима и почти вся затрата масла (за исключением истоков) должен проходить через переливной клапан 3, настроенный на рабочее давление, которое вызывает нагревание масла и непроизводительным затрат энергии. Поэтому такую схему целесообразно применять в случаях, когда передают к зажимным элементам самотормозящих и насос после зажима может отключаться.
Для уменьшения затрат мощности выполняют привод с двумя насосами (рисунок 11). При холостом ходу масло поступает в цилиндр 1 одновременно от обоих насосов. После замыкания механизма (упору зажимного элемента в деталях) давления в системе увеличивается, и напорный золотник 6 отключает насос низкого давления. В дальнейшем будет уже работать только насос высокого давления (рисунок 11). Можно выполнить привод только с одним насосом низкого давления в соединении с мультипликатором 7. При повышении давления в системе специальный напорный золотник 8 включает

5 — низкого давления и большой производительности и 4 — высокие давления и малая производительность.
Рисунок 11 — Схема гидропривода с двумя насосами
мультипликатор, который благодаря разности площадей поршня и штока-плунжера повышает давления в цилиндре; обратный клапан 9 отключает часть системы с низким давлением. Такое устройство (рисунок 11) может быть использованное при передачах, которые самотормозятся; при несамотормозящих передачах можно использовать только для кратковременного зажима. В противном случае мультипликатор должен был бы компенсировать большие объемные потери масла и его габаритные размеры при этом сильно бы возросли.
Пневмогидропривод (рисунок 12).
Пневмогидропривод состоит из силового гидравлического цилиндра и пневмогидравлічного усилителя давления. Усилители давления бывают двух типов: прямого и последовательного.
Принцип работы усилителя прямой действия основан на непосредственном преобразовании сжатого воздуха низкого давления Рв в высокое давление жидкости Рг. Отношение (Dв/dг) 2 называется коэффициентом усиления.

Рисунок 12 — Пневмогидропривод
1. Виды приводов.
2. Пневматический привод – преимущества и недостатки.
3. Виды пневматических приводов.
4. Гидравлический привод — преимущества и недостатки.
5. Виды гидравлических приводов.
6. Пневмогидропривод — преимущества и недостатки.
ТЕМА 5 ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЙ
5.1 Элементы приспособлений для определения положения и направления инструмента
5.2 Корпуса приспособлений. Делительные и поворотные устройства
5.1 Элементы приспособлений для определения положения и направления инструмента
Для выполнения отдельных операций механической обработки твердость резального инструмента бывает недостаточной. Для устранения упругих оттискиваний инструмента и придание ему определенного положения в процессе обработки относительно заготовке применяют направляющие детали: кондукторной и направляющей втулки и копиры.
Втулки, в которых резальный инструмент направляется ее рабочей частью, называют кондукторными.
Они применяются при обработке отверстий стандартными сверлами, зенкерами и развертываниями. Тому отверстию в кондукторных втулках изготовляются в системе вала по подвижной посадке. Оснащенные кондукторными втулками приспособления для обработки отверстий на станках сверлильной группы называют кондукторами
Направляющие втулки отличаются от кондукторных тем, которые в них резальный инструмент направляется своей специально предусмотренной направляющей частью. Инструмент может иметь одну, или две направляющие части (переднюю и заднюю). Так оформляются специальные зенкеры и развертывания. Обычно направляющие втулки выполняют вращающимися на подшипниках скольжения или катание.

а — постоянная без бурта; бы — постоянная с буртом; в — сменная; г — быстроизменяемая
Рисунок 13 — Стандартные кондукторные втулки:
Постоянные втулки (рисунок 13 а, б) применяются в кондукторах для мелкосерийного производства при обработке отверстий одним инструментом.
Сменные втулки (рисунок 13 в, г) применяют в приспособлениях для массового и крупносерійного производства.
Втулки изготовляют с постоянные В10А, В12А, 9ХС, настолько 20, сталь 20Х.

а — на уступе; б — на криволинейной поверхности.
Рисунок 14 — Специальные кондукторные втулки для сверления
Накладные сверлильные кондуктора ориентируются по базовому отверстию или контуру обрабатываемой заготовки.

Рисунок 15 — Схема простановки размеров и допусков на сборочном черчении кондуктора.
На практике допуски на расстояние между осями двух втулок или назначают в 2-3 разы меньшими соответствующих допусков на черчении детали, или выбирают, пользуясь следующими рекомендациями:
— в кондукторах для обработки проходных отверстий под болты и неточные отверстия под резьбу допуски берут в пределах от 0,05 до 0,1 мм;
— в кондукторах, где нужна обработка отверстий высокой точности, например под подшипники валов, а также для обработки отверстий многошпиндельными головками, допуски уменьшают до 0,02 мм.

Рисунок 16 — Направляющая втулка для борштанги (схема расточного приспособления).
На внутренней поверхности втулки есть шпонковый паз для принудительного обращения втулки. Для облегчения попадания шпонки борштанги в паз втулки ее выполняют со скошенными краями.
Копиры применяются при обработке фасонных и складнопрофільних поверхностей. Роль копиров — направлять резальный инструмент для получения заданной траектории его движения относительно заготовки. Обработку с копирами делают на фрезерных, токарных, строгальных, шлифовальных и других станках.
Детали приспособлений для координирования резального инструмента
При наладке станка для контроля положения резального инструмента применяют высотные и угловые установки (рисунок 17).
Установы закрепляют на корпусе приспособления.

а — высотный; б — угловой.
Рисунок 17 — Высотные учреждения для фрез
Координация фрез по учреждениям вырабатывается с помощью стандартных щупов (рисунок 18).

а — дисковой фрезы по высотному учреждение; бы — тоже, по круговому; у — фасонной фрезы с выпуклым профилем; г- то же, с вогнутым; 1 — учреждений; 2 — щуп; 3 — фреза.
Рисунок 18 — Примеры координации фрез по учреждениям с помощью щупа
Установы изготовляются со сталей 15 и 20 с термообработкой к HRC55. 60. 60 или с постоянные 20Х с цементацией на глубину 0,8 1,2 мм к HRC55. 60. 60
5.2 Корпуса приспособлений. Делительные и поворотные устройства
Корпус является базовой деталью, которая объединяет все элементы приспособления. На корпусе монтируют установочные элементы, зажимные устройства, детали для направления инструмента, а также вспомогательные детали и механизмы. Корпус воспринимает силы обработки и закрепление заготовки.
Требования, предлагаемые к корпусам приспособлений:
— корпус должен быть твердым и крепким при минимальной массе;
— удобным для очищения от стружки и отвода СОЖ;
— обеспечивать быструю и удобную установку и снятие заготовок;
— обеспечивать установку и закрепление приспособления на станке без выверки (для этого предусматривают направляющие элементы — пазовые шпонки и бурты, которые центрируют);
— простой в изготовлении, обеспечивать безопасность работы (недопустимые острые углы, малые просветы между рукоятками и корпусом);
— корпусы передвижных или кантуемых приспособлений для сверления должны быть стойкими при разных положениях на столе станка, также корпуса выполняют с литыми или вставными ножками, которые ограничивают контакт со столом станка.
Корпус на столе станка крепят с помощью болтов, заводимых в Т-образные пазы стола, или с помощью прихватов.
Для изготовления корпусов применяют серый чугун СЧ12 или сталь Ст.3. В отдельных случаях (для корпусов поворотных приспособлений) — легкие сплавы на алюминиевой основе.
Корпусы приспособлений изготовляют литьем, свариванием, кукованием, резанием, сборкой из нормализованных узлов.
Литьем выполняют преимущественно корпусы сложной конфигурации (сроки их изготовления продолжительные).
Свариванием также можно получить корпусы сложной конфигурации, но сроки изготовления здесь ниже.
Кукованием и резанием сортового проката получают корпусы простых конфигураций и небольших размеров.
В корпусах сборного типа объем механической обработки немного возрастает, а твердость снижается.
Корпусы станочных приспособлений с небольшими силами резания можно выполнять из эпоксидных смол литьем в разовые формы из гипса, картона, пластилина.
Выбор варианта изготовления корпуса определяется условиями эксплуатации приспособления, сроками, себестоимостью и технологией изготовления.
К устройствам, которые перемещают заготовки относительно резальных инструментов, принадлежат вращающиеся и делительные столы, стояки, головки и т.п.
Значительное количество изготовляемых деталей имеют разные отверстия, которые размещены по кругу или из разных сторон заготовки, поэтому их обработку нуждается в иногда нескольких установлений заготовки и соответственно значительного вспомогательного времени. Кое-что уменьшают это время за счет использования накладных и перекидных кондукторов, но это предопределяет применение ручной работы.
Существенным образом уменьшить частицу вспомогательного времени и объем ручных работ можно с помощью специальных вращающихся устройств. Они могут иметь вертикальную, горизонтальную и наклоненную ось обращения, в зависимости от чего их называют соответственно столами (с вертикальной осью) и стояками (с горизонтальной осью). За конструкцией стояки могут быть одно- или двухопорными.
Столы и стояки преимущественно имеют корпус (недвижимую часть) и планшайбу (вращающуюся часть). Углы вращения определяют с помощью круговой нониусной шкалы и фиксатора. Палец углового фиксатора расположен в корпусе, а фиксирующей втулки — в планшайбе или специальном диске, который оборачивается вместе с планшайбой. Цикл обращения планшайбы на одно деление выключает фиксатор, включает поворот планшайбы вместе с заготовкою и повторное включение фиксатора. Все эти движения могут быть ручными, механизированными и автоматическими. Механизированные и автоматические вращающиеся устройства оборудуют ручными, нежными, пневматическими, гидравлическими, электрическими или комбинированными движителями. Степень их механизации и автоматизации преимущественно зависит от типа производства, массы и габаритов заготовок, используемого основного оборудования и т.п.
Чаще всего используют накладные вращающиеся столы для сверлильных и фрезерных станков, которые устанавливают на столах станков и применяют большей частью в комплекте с многошпиндельными сверлильными головками. Специальные многошпиндельные станки комплектуют такими столами на заводах-изготовителях.
На планшайбах вращающихся столов и стояков устанавливают опорные и установке элементы, с помощью которых закрепляют одну или несколько заготовок на столах для их обработки на станке.
Н акладной вращающийся стол простая конструкция изображена на рисунке 19.
акладной вращающийся стол простая конструкция изображена на рисунке 19.
Рисунок 19 — Вращающийся стол
Планшайба 1 стола установлена на полый шпиндель 2, что оборачивается во втулке 10, запрессованной в корпусе стола 11. В корпусе стола запрессованная также втулка 7 рельсового фиксатора 5, что может западать во втулку 3 под действием пружины 6. Руководят фиксатором ручкой 4. Планшайба установлена на корпусе с помощью упорной шариковой вальниці, что состоит из шаров 13 и двух колец 14. Осевой промежуток, необходимый для свободного обращения шпинделя с планшайбой, регулируют гайкой 8 и стопорят винтом 9. Базируют рабочие технологические устройства на планшайбе с помощью цилиндрической цапфы конусного пальца, установленного в коническом гнезде шпинделя, и радиальных пазов стола.
Основные размеры и технические требования к вращающимся столам стандартизированы. Стандартами предусмотренные столы нормальной и повышенной точности, с ручным и механизированным движителями, с диаметрами плана-шайбы 250. 1250 мм.
Вращающийся столы бывают одно- и двухопорные. Одноопорные стояки применяют для закрепления малых и средних, а двухопорные — для трудных и больших заготовок, что не могут быть надежно и жестко закрепленные консольно. Двухопорные столы состоят из основного и вспомогательного стояков, смонтированных на общей плите. Стандартизированные стояки могут иметь круглую или квадратную планшайбы с поперечными размерами 200 . 1250 мм.
Двухопорный стол (рисунок 20) состоит из вспомогательного заднего 1 и основного переднего 2 стояков и опорной плиты 3. Основной стояк, оборудованный электромеханическим движителем, может иметь круглую или квадратную планшайбу. Непараллельность основной оси стояка и задней опоры относительно опорной поверхности плиты не превышает 0,05 мм по всей длине, а допуск соосности этих осей меньший чем 0,05 мм. Радиальное битье отверстия d относительно обеих осей меньше 0,02 мм. За установку служит поверхность В.

Рисунок 20 — Двухопорный стол
Отличие делительных головок от вращающихся столов и стояков состоит в том, что заготовки в делительных головках устанавливают и закрепляют с помощью центров (при наличии задней бабки), кулачковых патронов, цанг и других центровальных устройств, размещенных на шпинделе головки. На вращающихся столах заготовки устанавливают и закрепляют, используя специальные технологические устройства, размещенные на планшайбе стола.
В многосерийному производстве также используют двух- и трехшпиндельные делительные головки.
В корпусе простой делительной головки с ручным приводом (рисунок 21), что состоит из угольника 5 и плиты 12, вмонтированный шпиндель 7, на одном конце которого закреплен трехкулачковый патрон, а на втором — фланец 4 с пружинным фиксатором. В осевом направлении шпиндель зафиксирован гайкой 3, а угольник 5 содержит двенадцать размещенных по кругу и запрессованных стальных втулок 10. Для поворота шпинделя на заданный угол оттягивают ручку 2 с фиксатором 9 и возвращают шпиндель с патроном к моменту впадения фиксатора под действием пружины 8 в следующее гнездо. В заданном положении шпиндель закрепляют дополнительно зажимом с помощью ручки 11.

Рисунок 21 — Делительная головка с горизонтальной осью обращения и ручным приводом
Отличия вращающихся столов и делительных головок, которые используют для фрезерных станков, сравнительно с теми, что их используют для сверлильных станков, состоят в большей жесткости первых и потребности надежного их закрепления на столах станков (с помощью двух направляющих шпонок вместо одной и т.п.).
Вращающиеся столы дают возможность обеспечивать беспрерывную обработку заготовок, что очень важно в серийном производстве. Тогда на вращающемся столе закрепляют несколько (в зависимости от размеров заготовок) специальных устройств, для установления и закрепление заготовок. Во время обработки одной заготовки на начальной позиции устанавливают новую, а на конечной в это время снимают уже обработанную заготовку. Это дает возможность значительно уменьшать вспомогательное время обработки. Еще большую эффективность этого способа обработки обеспечивают использованием механизированных и автоматизированных устройств.
1. Устройства для перемещения заготовок.
2. Вращающиеся столы, стояки и головки.
3. Характеристика вращающихся столов.
4. Для чего применяют вращающиеся столы
5. Где используют делительные головки
6. Классификация делительных головок.
ТЕМА 6 УНИВЕРСАЛЬНЫЕ И СПЕЦИАЛИЗИРОВАННЫЕ СТАНОЧНЫЕ ПРИСПОСОБЛЕНИЯ
6.1 Приспособления для обработке на металлообрабатывающих станках
6.2 Универсально-сборные и сборно-разборные приспособления
6.6 Вспомогательный инструмент для металлорежущих станков
6.1 Приспособления для обработке на металлообрабатывающих станках
Токарно-винторезные станки комплектуются преимущественно стандартным снаряжением станкостроительными заводами. их большей частью комплектуют технологическими устройствами для установления и закрепление заготовок и резальных инструментов. Эти устройства практически стали неотъемлемой частью самых станков. К ним, прежде всего, принадлежат патроны и оправки, которые используются для установления и закрепление заготовок и резальных инструментов, и суппорты с поворотными головками для закрепления и направление резальных инструментов. Пересчитанное снаряжение достаточной мерой унифицировано, отвечает нормам взаимозаменяемости и действующих государственных стандартов, широко применяется для многих типов металлорежущих станков и довольно четко охарактеризованное в технической литературе рассмотрим некоторые типичные конструкции шпиндельных патронов.
Трехкулачковый рычажно-клиновой патрон (рисунок 22) дает возможность центрировать и закреплять цилиндрические (и не только) заготовки разных размеров в пределах габаритов патрона и рабочих перемещений его подвижных элементов. Цилиндрическую сплошную заготовку устанавливают между рифлеными поверхностями трех кулачков, размещенных в радиальном направлении под углом 120° один до одного. Цилиндрическую полую заготовку устанавливают на внешние рифленые поверхности кулачков. С помощью тяги 1, которая двигается от силового движителя, подвижной втулки 2, рычагов 3 и ползунов 4, на которые закрепленные кулачки, они могут перемещаться в радиальном направлении к центру или от него, зажимая и отпуская заготовку. Кулачки можно переставлять, возвращая их на 180°, или заменять другими во время отладки станка. Это дает возможность значительно расширить ассортименты устанавливаемых заготовок.

Рисунок 22 — Трехкулачковый рычажно-клиновой патрон
Согласно действующим стандартам такие патроны бывают двух- и трехкулачковыми, с наибольшим габаритом патрона 125. 630 мм, имеют силу зажимания заготовок 12000. 75000 Н, точность центрирования заготовок ± 0,15 мм. Эту точность можно значительно повысить путем дополнительной обработки поверхностей кулачков после их установления и закрепление на обрабатывающем станке.
Близкие по параметрам к описанному патрону двух- и трехкулачковые клиновые патроны, построенные по схеме клиноплунжерного зажима. Они отмечаются простоя и надежной конструкцией, но имеют значительно меньшие перемещения кулачков (3. 14 мм) и соответственно меньшие силы зажимания заготовок.
Трехкулачковый патрон, построенный по схеме спирально-рельсового зажима, преимущественно применяют с ручным приводом.

Рисунок 23 — Четырехкулачковый винтовой патрон

Рисунок 24 — Поводковый патрон
Широко используют трех- и четырехкулачковые патроны с независимым перемещением кулачков с помощью винтовых зажимов (рисунок 23). Такие патроны не обеспечивают одновременного с закреплением центрирования заготовок, что предопределяет значительно низшую производительность работы с ними. Преимуществом их является возможность установления и закрепление нецилиндрических и несимметричных заготовок. Наибольший габарит таких патронов согласно стандарту может быть 160 . 1000 мм.
Поводковый патрон (рисунок 24) дает возможность обрабатывать заготовки, установленные в центрах или на центровых оправках. Хомутик, установленный на заготовке или на оправке, приводится в движение с помощью штыря 2, закрепленного на корпусе 1 патрона. Наибольший габарит таких патронов согласно стандарту 160. 400 мм, а диаметры обрабатываемых заготовок — 5. 125 мм.
Стандартами предусмотрено также изготовление поводковых двух- и трехкулачковых патронов, которые обеспечивают зажимание заготовок с помощью радиальных перемещений кулачков с использованием центробежных сил или пневмоприводов. Диаметры обрабатываемых заготовок для двухкулачкового патрона — 10. 150 мм и для трехкулачкового — 65. 140 мм.
6.2 Универсально-сборные и сборно-разборные приспособления
Любое производство в машиностроении не обходится без проектирования и изготовление технологического снаряжения, которое практически предопределяет качество получаемой продукции и сроки освоения ее выпуска. Отбор, проектирование и изготовление технологического снаряжения есть сложным, ответственным и трудоемким процессом, который нуждается в добросовестной работе высококвалифицированных конструкторов, технологов и рабочих.
Быстрое развитие современного производства, частая изменяемость объектов производства, расширение ассортиментов и беспрерывное усовершенствование изделий машиностроения требуют соответствующего и своевременного возобновления и усовершенствование технологического снаряжения. В связи с этим часто возникает потребность замены еще совсем пригодного оборудования, которое не выработало своего технического ресурса (срока службы). Кроме этого, современные производства с целью повышения производительности работы и снижение стоимости продукции требуют соответствующего уровня обеспечения производственных процессов современным технологическим снаряжением.
Своевременно обеспечить нужды потребителя или непостоянного рынка сбыта товаров, не допустить морального и физического старения продукции машиностроения можно за счет сокращения сроков для проектирования и изготовление нового снаряжения. Пересчитанные противоречия предопределяют потребность беспрерывного ускорения и удешевление процессов получения технологического снаряжения, расширение его технологических возможностей.
Решение задач, поставленных перед разработчиками и производителями, стало возможным только с помощью широкой стандартизации технологического снаряжения с использованием всех известных ее методов (классификации, унификации, агрегатирование, нормализации и т.п.). Стандартизация дает возможность одновременно уменьшать ассортименты и соответственно увеличивать серийность изготовляемого снаряжения (деталей, узлов, механизмов и т.п.), существенным образом снижать стоимость и сокращать сроки освоения его выпуска.
Применение стандартного снаряжения обеспечивает уменьшение объемов, сроков, трудоемкости и стоимости выполнения проектно-конструкторских и ремонтно-наладочных работ.
Отдельные стандартизированные детали, узлы, механизмы, которые не исчерпали еще свой ресурс, могут быть снятые из устаревшего снаряжения и, после соответствующего частичного ремонта (по необходимости), использованные для изготовления нового снаряжения. Уровень использования стандартизированных частей в зависимости от типа производства и назначение технологического снаряжения может представлять от 70 до 95 % и даже больше. Стандартизация эффективная для всех типов производства.
Распространенным методом стандартизации является универсализация снаряжения, которое состоит в расширении его технологических возможностей. Универсальные устройства обеспечивают установление и закрепление разных по форме и размерами заготовок, базирование их на разных установочных поверхностях, одновременная обработка нескольких заготовок или одной заготовки из разных сторон и т.п.
Стандартизированное технологическое снаряжение дает возможность создавать эффективные гибкие переналаживаемые производственные модули или целые системы, которые отличаются высокими производительностью, уровнями механизации и автоматизации работы.
Как свидетельствует опыт работы многих машиностроительных заводов, значительная часть используемого технологического снаряжения может быть построена с применением методов стандартизации, а уровень обеспечения технологическим снаряжением мелкосерийного или даже единичного производства можно поднять к уровню серийного и даже массового производства. Этого достигают большей частью путем создания технологического снаряжения, которое на стадии его использования есть специальным, а на стадии проектирования и изготовление — стандартным (универсальным), т.е. таким, что не нуждается в дополнительном времени для проектирования и изготовление, а только — для его отбора и приобретение.
Все технологические системы сборно-разборных устройств, универсально-налаживаемых устройств, универсально-сборочных устройств построенные на основе многоразового использование стандартных деталей, узлов, механизмов и т.п..
В зависимости от уровня унификации в отдельных системах устройства стандартизированы их ассортименты, габариты, размерные ряды для отдельных частей устройств, присоединительные размеры, конструктивные элементы и детали (резьбовые детали, штифты, шпонки, учреждения, сопротивления, зажиме), подгон для спряжень деталей, отклонение размеров основных поверхностей отдельных деталей, а также целые узлы и механизмы (пневмоцилиндры, пневмокамери, гидроцилиндры, замки и т.п.), узлы вспомогательных устройств (делительные и вращающиеся головки, фиксаторы), заготовки основных деталей устройств (корпусов, плит, угольников).
Передовые предприятия и фирмы, проектно-конструкторские и научно-исследовательские организации работают над созданием государственных стандартов Украины из технологического снаряжения, которые бы отвечали современным требованиям и отображали достижения науки и техники.
Универсально-налаживаемые устройства строят на основе крепкого и жесткого корпуса, на котором монтируют все элементы и узлы устройств вместе с движителями и вспомогательными механизмами.
Расширяют технологические возможности устройств для установления и закрепление в них разных за конструкцией и размерами заготовок за счет регулированных или сменных установочных элементов. Для обработки другой заготовки универсально-налаживаемые приспособления переналаживают одним из пересчитанных способов. Первый из них предусматривает переустановку и перезакрепление по новой схеме постоянных установочных элементов, второй — полную или частичную замену сменных установочных и закрепляющих элементов, а третий — одновременные перемещения и замену отдельных установочных и закрепляющих элементов. Первый из них применяют большей частью для установления заготовок, что имеют одинаковые по форме и разные за размерами технологические установні базовые поверхности, а два последние способа — для групповой обработки заготовок на сменно-поточных линиях, а также для обработки заготовок, что значительно отличаются между собой по форме и размерами базовых поверхностей.
Универсально-налаживаемые приспособления преимущественно используют в серийном производстве. Для перехода на обработку новых заготовок заменяют только сменные элементы, не снимая устройство из станка, или устанавливают регулированные установочные и опорные элементы. Это дает возможность сократить приготовительно-завершающее время и улучшает использование обработочных станков. Сменные части (детали и узлы) сохраняют возле станка или в специальных штабелях. Использование точных и легкосменных центровочно-установочных механизмов, подача их на рабочие места и установление без трудоемкой сверки занимает мало времени.
Стандартными устройствами, на базе которых создают УНП, могут быть машинные тиски, кондукторы, пневмо- и гидропатроны, планшайбы, накладные кондукторы, магнитные плиты, кассеты и т.п..
Универсально-сборные устройства строят с помощью отдельных частей, добранных со стандартного комплекта УСП, что имеет от 25 до 30 тысяч штук разных по назначению деталей (до 4300 наименований), узлов и механизмов, из которых можно построить одновременно до 30 разных конструкций устройств. Действующими стандартами предусмотрено изготовления трех типоразмеров: УСП-8, УСП-12 и УСП-16, которые дают возможность обрабатывать заготовки с габаритами соответственно от 220x120x100 (УЗП-8) до 2500x2500x4300 мм. Такие комплекты (рисунок 25) большей частью имеют в своем составе: базовые плиты, планшайбы и кутники со специальными пазами и отверстиями на установних поверхностях, которые обеспечивают закрепление разных деталей, узлов и механизмов; корпусные и опорные детали (призмы, кутники, пластинки, сопротивления и т.п.) со специальными пазами и отверстиями на них; устанавливаемые детали (шпонки, пальце, втулки, штыре); направляющие детали (кондукторные втулки, колоны, планки); детали для скрепления отдельных элементов УСП между собой (винты, болты, булавки, рощицы, шайбы и т.п.); другие механизмы (регулированные и самоустановні сопротивления, зажиме, делительные механизмы, вращающиеся головки, центровые бабки, фиксаторы, пневмо- и гидродвижители); другие детали и узлы (ручки, эксцентрики, пружины, шарниры и т.п.).
Источник